Нержавейка и медь – достаточно разные по составу металлы, которые в основном свариваются аргонодуговой сваркой. Аргонодуговое сваривание является чем-то средним между обычным свариванием и газовой сваркой. Подача материала и техника сваривания очень схожа с газовой сваркой, но тепло для расплавления металла происходит не от химического горения, а от электрической дуги. Между изделием и тугоплавкими вольфрамовыми электродами горит дуга, которая является источником тепла. Чтобы защитить расплавленный металл и электрод от окисления, через специально предназначенную горелку подается инертный газ. Сварочное соединение может образовываться за счет расплавления кромок соединяемых деталей или же с помощью присадочного прутка, который подается в сварочную ванну. За счет того, что нержавеющая сталь обладает антикоррозионными свойствами, она занимает важное место в сфере деятельности человека, потому как данный металл используется, начиная пищевой и заканчивая тяжелым машиностроением. Нержавеющая сталь является практичным и долговечным материалом, поэтому сварочный процесс данного металла очень важен для современного производства. Аргонодуговое сваривание является самым высокотехнологичным способом сваривания. Суть метода сварки заключается в образовании сварного шва за счет расплавки присадочного материала и металла. Аргон автоматическим образом подается в сварочную ванну и защищает ее от неблагоприятного воздействия атмосферы, что предупреждает образование дефектов в сварочном шве. Сваривание металла, которое производится данным способом, позволяет дать отличные результаты и не требует использования флюса. Данный способ сваривания подходит не только для сварки нержавейки, но и других металлов. Аргон не взаимодействует с металлом и газами в зоне образования дуги. Он на 38% тяжелее самого воздуха, благодаря чему он способен вытеснить его из зоны сваривания, что позволяет изолировать процесс сварки от действия атмосферы. При аргонодуговом сваривании происходит крупнокапельный перенос металла. Сила тока при аргонодуговом сваривании варьируется от 120 до 240 Ампер. При силе тока, которая превышает 260 А, появляется стабильность процесса и разбрызгивание значительно уменьшается. Высокая сила тока может не соответствовать технологическим требованиям к использованию сварочного оборудования. Стабильность процесса можно обеспечивать с помощью импульсного источника питания, который обеспечивает переход к струйному переносу металла, если сила тока составляет около 100 Ампер. Основным предназначением аргонодугового сваривания является изготовление сварных конструкций из цветных металлов и легированных сталей, например нержавейки и меди. Аргонодуговое сваривание обеспечивает надежное соединение металлов, благодаря чему оно широко используется для решения бытовых проблем, а также применяется в промышленных масштабах. |
 Рабочий процесс сопровождается разбрызгиванием металла, что возникает из-за достаточно небольшого давления.
Рабочий процесс сопровождается разбрызгиванием металла, что возникает из-за достаточно небольшого давления. Однако это не мешает изготавливать из них разнообразные конструкции в самых разных вариантах. В криогенной технике, ракетной технике, энергетических установках без таких соединений просто не обойтись. Если рассматривать вариант сварки нержавеющей стали и меди, то главные трудности возникают из-за разности в физико-маханических свойствах материалов.
Однако это не мешает изготавливать из них разнообразные конструкции в самых разных вариантах. В криогенной технике, ракетной технике, энергетических установках без таких соединений просто не обойтись. Если рассматривать вариант сварки нержавеющей стали и меди, то главные трудности возникают из-за разности в физико-маханических свойствах материалов. При сварке следует использовать постоянный ток обратной полярности. Если необходимо выполнить сварку встык, толщина свариваемых деталей не может быть меньше 4 мм. Следует учитывать, что одним из потенциальных дефектов может стать образование в стали подслоя с микротрещинами, заполненными медью или ее сплавами. Чтобы этого избежать, дугу при сварке меди с нержавейкой электродуговой сваркой, следует немного смещать в сторону медной детали, подавая в зону шва расплав меди.
При сварке следует использовать постоянный ток обратной полярности. Если необходимо выполнить сварку встык, толщина свариваемых деталей не может быть меньше 4 мм. Следует учитывать, что одним из потенциальных дефектов может стать образование в стали подслоя с микротрещинами, заполненными медью или ее сплавами. Чтобы этого избежать, дугу при сварке меди с нержавейкой электродуговой сваркой, следует немного смещать в сторону медной детали, подавая в зону шва расплав меди. При сварке меди от воздействия с флюсом и электродами в воздух выделяются различные соединения в газообразной форме. Которые могут представлять для человеческого организма определенную опасность. Все работы, сопряженные со сваркой меди, необходимо проводить в хорошо проветриваемом помещении, или на рабочем месте, оборудованном вытяжкой. В крайнем случае, сварщику следует использовать индивидуальные средства защиты дыхательных путей.
При сварке меди от воздействия с флюсом и электродами в воздух выделяются различные соединения в газообразной форме. Которые могут представлять для человеческого организма определенную опасность. Все работы, сопряженные со сваркой меди, необходимо проводить в хорошо проветриваемом помещении, или на рабочем месте, оборудованном вытяжкой. В крайнем случае, сварщику следует использовать индивидуальные средства защиты дыхательных путей. Ведь у каждого металла свои особенности соединения при данном процессе, так что для них требуется использовать различный припой и флюс, подобранный под их параметры. Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы.
Ведь у каждого металла свои особенности соединения при данном процессе, так что для них требуется использовать различный припой и флюс, подобранный под их параметры. Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы. Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
 Скорость проведения процедур не позволяет флюсу окисляться.
Скорость проведения процедур не позволяет флюсу окисляться.

 Кроме того, она имеет низкую температуру плавления, большую разность коэффициентов теплопроводности с другими металлами и невысокую способность к газопоглощению. Именно из-за этих особенностей нужно соблюдать некоторые условия, чтобы получить качественное сварное соединение меди с другими металлами.
Кроме того, она имеет низкую температуру плавления, большую разность коэффициентов теплопроводности с другими металлами и невысокую способность к газопоглощению. Именно из-за этих особенностей нужно соблюдать некоторые условия, чтобы получить качественное сварное соединение меди с другими металлами. Инертный газ, подаваемый во время сварки, будет обеспечивать защиту металлов и электрода от окисления, и полученное соединение окажется достаточно прочным.
Инертный газ, подаваемый во время сварки, будет обеспечивать защиту металлов и электрода от окисления, и полученное соединение окажется достаточно прочным. Соединение производится внахлест, сварка ведется точечно либо непрерывно.
Соединение производится внахлест, сварка ведется точечно либо непрерывно.Пайка нержавейки с медью – технология и выбор припоя для пайки
Соединение двух различных металлов, куда относится и пайка нержавейки с медью, всегда является достаточно сложной процедурой. С учетом того, что нержавеющая сталь имеет довольно сложное поредение при температурной обработке, а также плохо взаимодействует с остальными металлами, то для качественного результата спаивания нужно подбирать четко выверенную технологию. Если с медью, как правило, проблем не возникает, то с нержавеющей сталью это бывает нередко.
С учетом того, что нержавеющая сталь имеет довольно сложное поредение при температурной обработке, а также плохо взаимодействует с остальными металлами, то для качественного результата спаивания нужно подбирать четко выверенную технологию. Если с медью, как правило, проблем не возникает, то с нержавеющей сталью это бывает нередко.
Пайка нержавейки с медью
Сам процесс регулируется ГОСТ 17349-79, но здесь есть одна очень важная особенность. Ведь у каждого металла свои особенности соединения при данном процессе, так что для них требуется использовать различный припой и флюс, подобранный под их параметры. Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы.
Такой вид пайки применяется как в домашних условиях, так и в промышленных, для создания герметичных емкостей, припаивания медных трубок и прочих вещей. Данный процесс встречается не так часто, как остальные виды пайки, но при необходимости следует знать все особенности такого метода.
Можно ли спаять нержавейку с медью?
Пайка меди с нержавейкой хоть и является достаточно сложным процессом, но и это все же возможно. Дело в том, что соединение нержавейки с нержавейкой и меди с медью происходит намного чаще, так как итоговое качество соединение выходит значительно лучше. Но в различных ситуациях, когда требуется сделать такое соединение, то приходится уступать качеством. Специально для подобных случаев выпускают особые припои, которые позволяют сделать надежное соединение, отвечающее эксплуатационным требованиям. Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
Преимущества
- Данный метод позволяет решать сложные технологические операции;
- Это один из немногих способов достичь подобного соединения;
- Сама процедура происходит достаточно быстро и не требует дополнительных инструментов, так как для этого достаточно обыкновенной горелки;
- Современные разработки припоев обеспечивают относительно высокую совместимость металлов при спаивании;
- Процесс доступен как для домашнего проведения, так и для промышленных потребностей.


Недостатки
- Качество пайки уступает другим методам по надежности;
- Трудно подобрать правильный припой;
- Флюс быстро окисляется, так что действия приходится проводить, не затягивая начало температурной обработки;
- Зачастую используются легкоплавные припои, что делает процесс обработки более сложным, так как нужно четко отрегулировать температуру и следить, чтобы ничего не растеклось.
Способы
Существует несколько способов, как сделать соединение такого рода и зависят они больше не от того какой используется припой для пайки нержавейки с медью, а от инструмента обработки. Таким образом, в качестве основных выделяются два – пайка паяльником и горелкой.
В первом случае, при использовании паяльника, данный инструмент используется для относительно небольших деталей. Им удобней соединять небольшие вещи, так как нет риска перепалить их слишком большой температурой. В то же время сам паяльник уступает по мощности горелке и не может работать с твердоплавными материалами. Также им неудобно обрабатывать большие поверхности, так как в данном случае процесс будет слишком длительным и флюс может окислиться уже к тому времени.
Также им неудобно обрабатывать большие поверхности, так как в данном случае процесс будет слишком длительным и флюс может окислиться уже к тому времени.
Горелка является более часто используемым способом. Ею может проводиться пайка нержавейки с медью латунью и другими припоями. Здесь можно легко обрабатывать большие поверхности, делать герметические соединения. Сам процесс происходит намного быстрее, чем с паяльником, а также появляется возможность подогреть заготовки до нужной температуры. Скорость проведения процедур не позволяет флюсу окисляться.
Пайка меди с нержавейкой горелкой
Выбор припоя
От правильного подбора припоя зависит итоговый результат работы, так как он обеспечивает заполнение места соединения, которое должно быть полностью покрыто материалом, что должен быть хорошо схвачен на поверхности. Одним из самых простых вариантов является пайка нержавейки латунью. Ведь это очень распространенный припой, который используется также и для пайки нержавейки с нержавейкой. В некоторых случаях его можно использовать без флюса.
В некоторых случаях его можно использовать без флюса.
«Обратите внимание!
Он уступает другим по своим свойствам, но является более распространенным и доступным, так что он подходит преимущественно для простых соединений, на которых не лежит большая ответственность.»
Оловянно-серебряный припой, такой как Castolin 157, является отличным способом пайки, но стоимость материала является более высокой, чем у остальных.
В самых простых случаях может использоваться радиотехнический припой, но по технологии производства лучше выбирать специализированные расходные материалы.
Технология пайки нержавейки с медью
Пайка нержавеющей стали латунью, или другими припоями, начинается с подготовки поверхности.
- Материал нужно очистить от всего лишнего и снять все налеты, очистить от жира и возможной ржавчины;
- Затем подготовить флюс, подвергнуть лужению места соединения заготовок и сам припой;
- После того, как флюс будет нанесен на места соединения, следует приставить в нужное место заготовку и выложить припой;
«Важно!
Не следует затягивать этот процесс, так как флюс имеет свойство окисляться.»
- Затем следует постепенно подогревать все горелкой, пока припой не начнет плавиться;
- Нужно следить, чтобы он равномерно растекся по поверхности соединения;
- Дать остыть естественным способом.
Контроль качества
Качество пайки контролируется по ГОСТ 19249-73. Существует несколько основных профессиональных методов, которые включают:
Существует несколько основных профессиональных методов, которые включают:
- Радиоскопический метод;
- Радиационный контроль;
- Технический осмотр.
Техника безопасности
При работе с горелкой следует следить за соединением баллона с газом и его местом положения, так как он представляет собой наибольшую опасность. Также нужно аккуратно обращаться с горячими предметами, которые могли не остыть после пайки. Не стоит контактировать с флюсом непосредственно, а лучше использовать защитные перчатки.
Пайка нержавейки с медью
Любое соединение двух металлических деталей априори не простая процедура. Пайка нержавеющей стали с помощью меди относится к данному виду процедур. Работать с нержавейкой даже сложнее чем с другими типами материалов, так как она довольно сложно поддается плавлению и очень плохо соединяется с другими материалами. Поэтому для спаивания деталей из нержавеющей стали нужно использовать годами проверенные методы. При пайке любого другого материала, как правило, не возникает никаких проблем, но только не с нержавеющей сталью.
Весь процесс спаивания четко регулируется государственным стандартом, однако, здесь есть одна необычная особенность. Каждый вид металла по-разному соединяется с тем или иным материалом, соответственно, для каждого вида нужно применять разный припой и флюс, который будет подобран исключительно под данный материал. Но если вам нудно соединить не однородные (разные) металла требуется использовать достаточно редкие расходные материалы узкой специализации.
Данный вид пайки нержавеющей стали широко применяется как на больших производствах, так и в бытовых условиях. С его помощью можно создать герметичные емкости, припаять медные детали и т.д. Этот метод пайки встречается не так часто, как другие, но все равно нужно знать, как его выполнять и все его особенности.
Можно ли спаять нержавеющую сталь с помощью меди?
Для начала нужно сказать, что данный процесс имеет повышенный уровень сложности выполнения. Но, несмотря на это, спаять нержавеющую сталь с помощью меди возможно. Чаще всего соединения подвергаются детали из одного металла, то есть если соединять детали только из нержавейки или только из меди качества шва будет высоко. Но рано или поздно возникнет ситуации, когда нужно спаять эти два материала между собой и в этом случае приходится уступать качеству итогового результата.
Чаще всего соединения подвергаются детали из одного металла, то есть если соединять детали только из нержавейки или только из меди качества шва будет высоко. Но рано или поздно возникнет ситуации, когда нужно спаять эти два материала между собой и в этом случае приходится уступать качеству итогового результата.
Для выполнения данной манипуляции были созданы специальные припои, с их помощью удается создать соединения достаточно высокой прочности и ее вполне хватает для того, чтобы использовать вещь в стандартном режиме. Если при пайке какого-либо другого материала отсутствует обязательная необходимость использования флюса, то здесь требуется полное проведения подготовительных процедур, вплоть до лужения.
Как и любой другой способ пайки, данный имеет свои преимущества и недостатки. Для начала стоит рассмотреть плюсы применения:
- с помощью этого метода пайки моно решить достаточно сложные технологические задачи;
- альтернативы этому способу, которая бы позволяла соединить медь с нержавеющей сталью на таком же уровне, просто нет;
- непосредственно сам процесс пайки не занимает много времени, для его выполнение не требуется наличие инструментов узкой специализации, вполне достаточно будет обычной горелки;
- современные технологии позволяют создавать припои, которые достаточно хорошо справляются с соединением разнородных металлов;
- спаять нержавеющую сталь с медью можно как в промышленных масштабах, так и в бытовых условиях.

Минусы:
- качество итогового результата находится на достаточно низком уровне относительно других методов пайки;
- возникают определенные сложности при подборке нужного вида припоя;
- используемый флюс очень быстро подвергается процессу окисления, поэтому начинать паять нужно сразу же, не затягивая действие температурной обработки;
- в большинстве случаев для пайки используется «легкий» припой, что значительно повышает сложность процедуры из-за того, что появляется необходимость в четкой настройке используемого температурного режима.
Способы пайки нержавеющей стали с медью
Для того чтобы выполнить соединение подобного рода можно воспользоваться несколькими различными способами. Как ни странно, различаются они не типом припоя, а инструментом, с помощью которого будет выполнена процедура. Чаще всего предпочтение отдается соединению с помощью паяльника или же газовой горелки.
Паяльник чаще всего применяется в работе с деталями небольшого размера. С его помощью осуществлять это достаточно удобно во многом из-за того, что в процессе работы инструмент нагревается не сильно, что снижает риск прожечь деталь насквозь. Но есть и обратная сторона этого метода, паяльник значительно уступает горелке в мощности, что делает обработку деталей из твердых металлов просто невозможной. Помимо этого, с помощью паяльника сложно подвергать обработке большие поверхности, так как это займет достаточно много времени, скорее всего, к концу работы флюс уже окислится.
С его помощью осуществлять это достаточно удобно во многом из-за того, что в процессе работы инструмент нагревается не сильно, что снижает риск прожечь деталь насквозь. Но есть и обратная сторона этого метода, паяльник значительно уступает горелке в мощности, что делает обработку деталей из твердых металлов просто невозможной. Помимо этого, с помощью паяльника сложно подвергать обработке большие поверхности, так как это займет достаточно много времени, скорее всего, к концу работы флюс уже окислится.
Газовая горелка используется гораздо чаще. Ее можно использовать не только для пайки нержавеющей стали с помощью меди, а также с латунью, никелем и другими припоями. Газовая горелка позволяет обрабатывать достаточно большие поверхности, создавая соединения с высоким уровнем герметичности. Высокая скорость работы не позволяет флюсу успеть окислиться.
Как выбрать припой?
Итоговой результата качества выполненной работы во многом зависит от выбора припоя определенного вида. Он обеспечивает полное заполнение обрабатываемой поверхности. Самым распространенным и доступным способом является использование припоя из латуни для пайки нержавеющей стали с медью. В некоторых частных ситуация его можно применять даже не используя флюс.
Он обеспечивает полное заполнение обрабатываемой поверхности. Самым распространенным и доступным способом является использование припоя из латуни для пайки нержавеющей стали с медью. В некоторых частных ситуация его можно применять даже не используя флюс.
Важно: использования данного типа припоя во многом уступает по физическим свойствам другим способам, однако в силу своей доступности и простоты его можно использовать для пайки простых соединений, которые не будут нести на себе высокий уровень ответственности.
Помимо вышеописанного способа, можно также использовать припои из следующих материалов:
- медно-фосфорный материал – он позволяет значительно улучшить качество итогового соединения, однако стоимость этого припоя достаточно высока;
- оловянно-серебряный материал – использование данного вида припоя лучше всего подходит для соединения нержавеющей стали с медью, однако применение этого способа связано с большими затратами в финансовом плане;
- для создания простейших соединений можно использовать обычный радиотехнический расходный материал, но лучше всего выбрать специализированный материал.

Как спаять нержавеющую сталь с медью?
Спаивание нержавеющей стали с медью с помощью латуни или припоев из других материалов происходит следующим образом.
- Предварительно нужно подготовить поверхность к обработке, для этого нужно полностью очистить ее от различных загрязнений, следов коррозии, эрозии и т.д. Для этого можно использовать практически любой растворитель.
- После этого нужно подготовить к работе флюс и выполнить лужение деталей в той области, в которой они будут соединяться между собой.
- Как только флюс будет ровно расположен на деталях в местах их соединения нужно положить припой в нужное место.
- Далее нужно его нагревать с помощью горелки до тех пор, пока расходный материал не начнет плавиться. Выполнению этого пункта нужно уделить особое внимание, так как нужно следить припоем: необходимо чтобы он ровно растекся по всей поверхности места соединения.
- В конце операции нужно дать остыть месту пайки. Для этого не нужно выполнять никакие вмешательства, детали должны остыть естественным способом.

При выполнении всего процесса работ в обязательном порядке нужно следовать технике безопасности. Весь процесс работы нужно проводить строго в защитных перчатках, так как прямой контакт кожи с припоем может негативно повлиять на ее состояние. Заниматься выполнением данной манипуляции должен профессионально подготовленный человек, который имеет «за плечами» опыт работу и необходимые знания.
Способы сварки меди с нержавейкой: ручная аргонодуговая, электродуговая, ультразвуковая
Преимущественные характеристики меди:
- Теплопроводность.
- Хорошая пластичность металла.
- Устойчивость к коррозиям.
- Электропроводность.
- Низкий коэффициент трения.
- Долговечность.
Содержание
- 1 Отличительные особенности меди
- 2 Сложности сварки меди с нержавейкой
- 3 Основные способы сваривания меди с нержавейкой
- 4 Ручная аргонодуговая сварка
- 5 Электродуговая технология сваривания
- 6 Ультразвуковая сварка
Отличительные особенности меди
Медь способна проводить тепло в шесть раз больше по сравнению с обычным железом. Из-за этого сварку необходимо производить с увеличенной тепловой энергией, а в некоторых случаях возможен даже предварительный подогрев основного металла.
Из-за этого сварку необходимо производить с увеличенной тепловой энергией, а в некоторых случаях возможен даже предварительный подогрев основного металла.
В обычных условиях медь инертна, но в процессе нагревания она вступает в реакцию с кислородом, водородом, фосфором и серой. Кислород способен окислять медь при высокой температуре, а выше 900 оС скорость окисления значительно увеличивается. Это происходит из-за того, что в первоначальном составе меди содержится кислород в связанном состоянии. Закись меди образует эвтектику с меньшей температурой плавления (1065 оС). Температура плавления меди 1085 оС. Поэтому кислород, что содержится в ней, ухудшает ее положительные показатели.
Сложности сварки меди с нержавейкой
Наличие водорода и его выход в атмосферу имеет влияние на конечный результат сварки с нержавеющей сталью. Он может вызвать пористость меди и в дальнейшем образовать трещину в сварочном шве. Растворимость водорода зависит от температуры и парциального давления в атмосфере защитных газов. В процессе кристаллизации водород в меди растворяется в два раза быстрее, чем в другом железе.
В процессе кристаллизации водород в меди растворяется в два раза быстрее, чем в другом железе.
В процессе сварки есть вероятность появления пористости в околошовной области из-за накапливания там водорода. Поэтому к свариваемому металлу предъявляют жесткие требования по содержанию в нем водорода. Электрошлаковый переплав и вакуумное плавление позволяют понизить содержание водорода в меди.
Сера в меди присутствует до 0,1%, растворяется в жидком виде, но нерастворима в твердой меди. На качество сваривания не имеет существенного влияния.
Из-за перечисленных выше свойств существуют определенные сложности сварки меди с нержавеющей сталью:
- Разный химический состав. Водород и кислород, присутствующие в меди, может существенно снизить качество сварочного шва.
- Разные коэффициенты теплопроводности (у нержавеющей стали он намного ниже).
- Разный температурный режим плавления: нержавейка плавится при 1800 оС, а медь при 1085 оС, активно вступая в реакцию с атмосферными газами.
- Коэффициент растворения меди в нержавейке имеет максимум 0,4%.
- В процессе формирования сварочного шва между сталью и медью формируется резкая граница из-за перенасыщения вкраплений из стали.
- Есть вероятность образования в стали слоя с микротрещинами, которые будут заполнены медью. Для избежания этого необходимо сварочную дугу немного перемещать на медную деталь: таким образом в область шва подается расплав меди.
Надежный и прочный сварной шов можно получить с помощью ручной аргонодуговой сварки. Наплавляя медный металл на нержавейку с использованием флюсов в сфере защитных газов, полученное соединение будет устойчиво к длительным статическим нагрузкам (не теряя своей пластичности). Перед началом сварки необходимо обработать кромки шва 10% раствором каустической соды.
Проще выполнить сваривание нержавейки с чистой медью, чем с дополнительными включениями. Встречается такой состав без примесей реже, поэтому выбор свариваемого способа и основная технология процесса сварки такая же, как и для других цветных металлов.
Основные способы сваривания меди с нержавейкой
Нержавейка и медь достаточно различны по своим составам, самый распространенный способ их сваривания – аргонодуговой. Также возможно применение электродуговой, совсем редко – ультразвуковой сварки.
Ручная аргонодуговая сварка
Данный тип сварки выполняется с повышенной силой сварочного тока, это вызвано высокой способностью меди к теплопроводности. В некоторых случаях допустимо применение стальной подкладки. Суть ручной аргонодуговой сварки – в образовании сварочного шва с помощью расплавления присадочного материала.
Использование газа аргона защищает сварочную ванну от негативного воздействия химических элементов атмосферы, таким образом убирается вероятность появления дефектов и брака в сварочном шве.
Для выполнения сварочных работ берутся неплавящиеся вольфрамовые электроды. Если вместо аргона используется другой газ (азот), то в этом случае необходимо применять графитовые электроды. Аргон на 38% тяжелее кислорода, что позволяет успешно вытеснять его из области сварки.
Аргонодуговая технология позволяет добиться содержания железа в сварочном шве до 10%. А если применить холодную сварку, то его содержание будет более 10%. Чтобы увеличить итоговую прочность шва, его дополнительно легируют с помощью цинка.
Необходимая техника:
- инвертор или другой источник питания, подходящий для аргонодуговой сварки;
- вольфрамовые электроды;
- аргон;
- редуктор;
- присадочный материал;
- защитные элементы (сварочная маска, перчатки и т. д.).
Электродуговая технология сваривания
Этот универсальный способ сваривания можно применять и для сварки меди с нержавеющей сталью. Электродуговую сварку необходимо выполнять с помощью источника большого тока с невысоким напряжением. Технология электродугового метода одновременно позволяет произвести плавку металла электрода (или присадочного материала) и соединяемого металла, вследствие этого формируется сварочная ванна.
Между электродом и металлом возникает дуговой разряд. Расплавление происходит за счет локального распределения тепловой энергии дуги, образовывая сварочную ванну и защитный шлак.
Необходимое оборудование:
- источник питания;
- плавящиеся или неплавящиеся электроды;
- молоток, зубило;
- металлическая щетка;
- присадочный материал;
- защитная одежда (маска, перчатки).
Ультразвуковая сварка
Данный вид сварки используется только в промышленных сферах. Сущность данного способа в преобразовании электрических колебаний в механические. Чаще используют для сваривания пластмассы, но возможно использование и для цветных металлов.
Оборудование:
- источник питания;
- кронштейн для крепления;
- система преобразования колебаний;
- привод для увеличения силы давления.
Сварка меди и нержавейки. КАК СВАРИТЬ МЕДЬ СО СТАЛЬЮ, НЕРЖАВЕЙКОЙ, АЛЮМИНИЕМ
ГлавнаяРазноеСварка меди и нержавейки
Можно ли сварить медь с нержавейкой электродами
В сварных работах при соединении разнородных материалов возникает немало сложностей. Однако это не мешает изготавливать из них разнообразные конструкции в самых разных вариантах.
Мешает высокая степень родства меди к кислороду, низкая температура плавления меди и ее способность к поглощению различных газов. Также помехами являются разные коэффициенты расширения и теплопроводности. В обычных условиях коэффициент растворения меди в стали составляет до 0.4%. При образовании сварного шва граница оплавления между медью и сталью формируется резкая, и из-за больших скоростей остывания шва с крупными зернами, перенасыщенными стальными вкраплениями.
Многие задаются вопросом можно ли сварить медь с нержавейкой электродами, или выполнить наплавку методом электродуговой сварки. Да, однозначно можно. Электроды для сварки меди с нержавейкой можно использовать те же, что и для сварки сталей соответственной марки.
Как один из самых эффективных методов сварки меди и нержавеющей стали признан метод аргонодуговой сварки с вольфрамовым электродом и использованием медной присадки. В отдельных направлениях вместо аргона для сварки предлагается использовать азот. Но в этом случае, из-за взаимодействия вольфрама с азотом значительно увеличивается расход электрода, и его лучше заменить на графитовый. Перед сваркой кромки шва должны быть хорошо зачищены, и обработаны 10% раствором каустической соды.
Стоит также отметить, что при работе с медью нужно соблюдать некоторую технику безопасности. При сварке меди от воздействия с флюсом и электродами в воздух выделяются различные соединения в газообразной форме. Которые могут представлять для человеческого организма определенную опасность. Все работы, сопряженные со сваркой меди, необходимо проводить в хорошо проветриваемом помещении, или на рабочем месте, оборудованном вытяжкой. В крайнем случае, сварщику следует использовать индивидуальные средства защиты дыхательных путей.
elektrod-3g.ru
Как сварить медь со сталью, нержавейкой, алюминием
Сварка меди со сталью и другими металлами имеет ряд тонкостей, которые необходимо учитывать при производстве сварочных работ. Медь при взаимодействии с другими элементами, в частности, с кислородом, ведет себя отлично от других металлов. Кроме того, она имеет низкую температуру плавления, большую разность коэффициентов теплопроводности с другими металлами и невысокую способность к газопоглощению. Именно из-за этих особенностей нужно соблюдать некоторые условия, чтобы получить качественное сварное соединение меди с другими металлами.
Как сварить медь со сталью
При сварке меди со стальными деталями стоит немного смещать в сторону сварную дугу со стыка и отводить ее от меди.
Когда медь наплавляется на сталь с применением флюсов и сварка идет в среде защитных газов, можно получить качественное соединение с хорошими показателями пластичности и устойчивостью к статическим нагрузкам.
Наиболее высокое качество соединений получают, наплавляя медь на сталь с применением аргонодуговой сварки: тогда содержание железа в шве будет минимальным (до 10%, что гораздо ниже, чем при холодном методе сварки). Такая сварка обязательно должна выполняться вольфрамовыми электродами, и в процессе желательно использовать плазменную струю с присадочной проволокой. Инертный газ, подаваемый во время сварки, будет обеспечивать защиту металлов и электрода от окисления, и полученное соединение окажется достаточно прочным.
Часто возникает вопрос, как сварить медь с нержавейкой. Эти металлы также сваривают с использованием аргонодуговой сварки с применением тугоплавких вольфрамовых электродов. Иногда вместо аргона можно использовать азот, но тогда вольфрамовый электрод меняется на графитовый, так как у вольфрама будет большой расход. Перед началом сварки нужно обработать кромки шва каустической содой (10% раствор).
Сварка алюминия и меди
В вопросе, как сварить алюминий с медью, нередко возникают сложности, однако конструкции из этих двух металлов встречаются довольно часто, особенно в энергетической отрасли.
- Метод холодной сварки используют для местного плакирования алюминия медью точечной сваркой, например, в шинопроводах, токоведущих частях трансформаторов.
- Ультразвуковая сварка меди и алюминия хороша тем, что из зоны сварного шва удаляются интерметаллиды – нежелательные элементы в соединении. Соединение производится внахлест, сварка ведется точечно либо непрерывно.
- Дуговая сварка плавлением используется, когда нужно обеспечить плавление алюминия. С ее помощью получают в шве металл с невысоким содержанием меди, что гарантирует его прочность – обычно для этого шов дополнительно легируется цинком. Данный способ наиболее распространен для соединения этих двух металлов.
Все расходные материалы, необходимые для сварки меди со сталью, алюминием и нержавейкой, предлагает приобрести компания Welding Materials. В нашем каталоге представлен широкий ассортимент высококачественных сварочных материалов, которые мы предлагаем по доступным ценам.
weldingmaterials.ru
|
Медь – это такой материал, который обладает и высокой теплопроводностью, и высокой электропроводностью. Этот материал широко используется в различных отраслях промышленности, а так же служит для передачи тока по кабелям. Так же, медь устойчива к коррозиям и способна не терять свойства в некоторых агрессивных средах.
Ввиду всех вышеперечисленных достоинств данного металла, этот материал является ценным. Стоит отметить, что свойства металла на прямую зависят от его чистоты, иными словами, прямо пропорциональны чистоте металла. Что касается самих сварочных работ, то именно повышенная теплопроводность, а именно, она в шесть раз выше чем у того же железа, сильно осложняют работу с этим металлом. Так же, найти чистую медь сейчас не так-то просто, так что будьте готовы к тому, что в материале окажется еще множество примесей, которые так же осложняют работу.
Существует еще, так называемая «водородная болезнь меди». Как уже ясно из названия, связана она с тем, что при нагревании, медь активно вступает в реакцию с находящимся в парах воздуха водородом, и как следствие, на меди появляются микротрещины и пузырьки. Для того чтобы оградить медь от таких неприятных последствий, следует снизить количество водорода в области сварки. Для этого, перед началом работ следует произвести прокалку электродов и флюсов. Конечно, необходимо позаботиться о защитной среде для меди, она, как завелось, формируется из инертных газов. Можно использовать гелий, можно аргон, но лучше все же использовать их сочетание для обеспечения наиболее оптимальной защиты. При этом необходимо помнить и о собственной безопасности. Перед проведением сварочных работ, обязательно нужно одеть маску и перчатки. Пренебрежение данной рекомендацией может привести к плачевному исходу. И не следует забывать о том, что проведение сварочных работ требует от Вас не только умения носить обмундирование сварщика, но еще и определенных профессиональных знаний. Так что, если Вы не уверены в своих силах, лучше доверить это дело профессионалу, в противном случае можно покалечить и себя и конструкцию, которую необходимо подвергнуть сварке.
|
 Если медь без примесей, то его свойства, такие как устойчивость, к агрессивным средам, теплопроводность, электропроводность и так далее будут выше, чем, если медь представлена в сплаве с каким-либо иным металлом.
Если медь без примесей, то его свойства, такие как устойчивость, к агрессивным средам, теплопроводность, электропроводность и так далее будут выше, чем, если медь представлена в сплаве с каким-либо иным металлом.

3g-svarka.ru
Сварка меди со сталью
При сваривании меди со сталью возникает, ряд проблем, которые следует учитывать. Эти проблемы в свою очередь возникают из-за особенностей физико-химического поведения меди, также ее взаимодействие с кислородом. Все эти факторы являются затруднительными для получения качественного сварного соединения. Также низкая температура плавления меди, поглощения ею газов и разность коэффициентов теплопроводности отрицательно сказываются на качестве получаемого соединения.
Эти проблемы в свою очередь возникают из-за особенностей физико-химического поведения меди, также ее взаимодействие с кислородом. Все эти факторы являются затруднительными для получения качественного сварного соединения. Также низкая температура плавления меди, поглощения ею газов и разность коэффициентов теплопроводности отрицательно сказываются на качестве получаемого соединения.
Но если учесть все особенности металла и выбрать наиболее подходящую сварку к тому или иному виду соединений, вполне возможно получить качественное соединение с высокими производственными характеристиками. Медь, а также медные сплавы с содержанием бронзы и латуни совершенно прекрасно свариваются со стальными деталями всеми известными видами сварки. Но, тут учитывая характеристики металлов свариваемых между собой, немного смешают, сварную дугу со стыка уводя ее в сторону от меди или ее сплавов.
При наплавлении меди на сталь с использованием флюсов в среде защитных газов, получается надежное сварное соединение, обладающее удовлетворительной пластичностью. Также получаемое покрытие получается достаточно равномерным при действии на него статической нагрузки.
Также получаемое покрытие получается достаточно равномерным при действии на него статической нагрузки.
Самое высокое качество соединений получается при наплавлении меди с помощью аргоннодуговой сварки. Это обуславливается тем, что содержания шва в железе минимально и составляет не более 10%, по сравнению с холодной сваркой оно в разы ниже, так как в том случае это значение достигает без малого половину соотношения содержания всех других металлов в получаемом шве.
Поэтому специалисты рекомендуют использовать аргонодуговую сварку для соединения меди и ее сплавов с другим сталями. Выполнять сварку необходимо вольфрамовыми электродами. А при необходимости осуществления наплавки меди на сталь рекомендуется использовать плазменную струю с использованием присадочной проволоки. Выполнение таким способом соединения отличаются высокой прочностью.
Также существует метод выполнения сварных работ дуговым методом под керамическим флюсом. Для качественного выполнения подобных работ необходимо использовать электрод, выполненный в форме лопатки и имеющий плоский вид.
Для качественного выполнения подобных работ необходимо использовать электрод, выполненный в форме лопатки и имеющий плоский вид.
3g-svarka.ru
Сварка меди с алюминием
Сварочные работы с медью с алюминием являются сложным технологическим процессом. Для того чтобы в сварочном шве могли появиться микротрещины достаточно всего лишь 4 – 5% меди. Если содержание меди будет превышать 8%, то горячие трещины исчезнут, однако металл сварочного шва станет менее пластичным, в результате чего появляются холодные трещины.
Для предотвращения таких разрушений приходится максимально защищать сварочный шов от попадания в него меди. Достижение такого результата происходит благодаря приданию свариваемым частям меди и алюминия такой формы кромки, что при плавлении попадание расплавленной меди в сварочный шов попадает очень мало.
Сваривание меди с алюминием имеет много схожестей с процессом сваривания стали с алюминием. Данный вид сваривания имеет некоторые различия, а в его результате получается хороший металл, который является прекрасным проводником электрической энергии.
Сварка меди и алюминия производится с использованием электродуговой, аргонодуговой и газовой сварки. Применение газовой сварки при сваривании этих двух металлов начинает вытесняться за счет то, что появились другие виды сваривания. Однако газовая сварка продолжает быть популярной тем, что оборудование для проведения работ ею не является дорогостоящим, а сам сварочный процесс несет небольшие затраты. Данный вид сваривания с успехом используется для работы с металлом разной толщины и видов.
Медь и алюминий при сваривании образовывают химические соединения, которые препятствуют свариванию, что мешает делать качественный сварочный шов. Однако в большинстве случаев сочетание физических свойств этих двух металлов не препятствуют свариванию, не вызывая осложнений. К примеру.
Разница коэффициентов термического расширения приблизительно в 1,5 раза в основном не приводит к опасности разрушения сварного соединения, благодаря чему оба металла остаются пластичными. При изменении температуры проявляются одинаковые свойства к изменению механических свойств металлов. Стоит отметить, что при низких температурах данные металлы сохраняют пластичность на достаточно высоком уровне.
При изменении температуры проявляются одинаковые свойства к изменению механических свойств металлов. Стоит отметить, что при низких температурах данные металлы сохраняют пластичность на достаточно высоком уровне.
Сварка меди и алюминия производится еще и с помощью способа холодного сваривания, не применяя горячие способы соединения металла. Холодное сваривание меди и алюминия может использоваться для того, чтобы подготавливать детали для трансформаторов и шинопроводов, а также других элементов и деталей подобного назначения. Основным материалом для подготовки таких соединений является чистая медь с алюминием.
Нередко в современной технике чистый алюминий и его сплавы очень распространены, поэтому для того чтобы создать соединение с медью можно применять горячее или холодное сваривание. Если Вам нужно просто получить сплав алюминия и меди, нужно использовать другие способы подготовки такого сплава. В его состав будут входить такие составляющие, как медь, алюминий, кремний, цинк и магний. <a href=”/” rel=”nofollow” title=”50300165:##:c/5d9c80cfa04404d6″>[ссылка заблокирована по решению администрации проекта]</a> Мой ID на сайте 1843.Регистрация Frее !!!
<a href=”/” rel=”nofollow” title=”50300165:##:c/5d9c80cfa04404d6″>[ссылка заблокирована по решению администрации проекта]</a> Мой ID на сайте 1843.Регистрация Frее !!!
Это не сварка в классическом виде, там где в сварной ванне сплав металла электрода с металлом детали. Этот, скорее пайка с добавлением металла.
Сварка, это когда металлы расплавляются с обеих концов контакта, если температуры плавления близки как у разных марок сталей, латуни и бронзы, меди и золота. Но, разница температур плавления меди и стали слишком высока, более 500 градусов, когда расплавится поверхность стали, медь расплавится не только в районе контакта ( с ее то теплопроводностью), но и гораздо дальше. Так что скорее всего пайка, т. е. соединение через прослойку более легкоплавкого металла, олова например и других сплавов. Хотя возможно точечная сварка электротоком и возможна.
Электродами для нержавейки. Они по цвету немного отличаются. У нас сварной еще делал так (когда таких электродов не было): наматывал медную проволоку (2-3 кв. мм.) на обычные электроды и сваривал ими и нержавейку и медь.
мм.) на обычные электроды и сваривал ими и нержавейку и медь.
Посмотрите здесь <a rel=”nofollow” href=”http://quantum-1999.ru/catalog/electrosvarochnoe-oborudovanie/” target=”_blank”>http://quantum-1999.ru/catalog/electrosvarochnoe-oborudovanie/</a> есть разные сварочные апараты и написанные характеристики что и с каким металом можно соединить, только будьте акуратны и внимательные в выборе
я бы советовал вместо таких работ купить нормальную арматуру, готовую и из нержавейки. <a rel=”nofollow” href=”http://stellberg.ru/” target=”_blank”>http://stellberg.ru/</a> – вот отличная фирма, ознакомтесь
Если интересует нержавейка можете присмотреться к sandra-metallurg.com оборудования из нержавеющей стали на заказ для ресторанов, баров и других пунктов общественного питания.
touch.otvet.mail.ru
КАК СВАРИТЬ МЕДЬ СО СТАЛЬЮ, НЕРЖАВЕЙКОЙ, АЛЮМИНИЕМ
Сварка меди со сталью и другими металлами имеет ряд тонкостей, которые необходимо учитывать при производстве сварочных работ. Медь при взаимодействии с другими элементами, в частности, с кислородом, ведет себя отлично от других металлов. Кроме того, она имеет низкую температуру плавления, большую разность коэффициентов теплопроводности с другими металлами и невысокую способность к газопоглощению. Именно из-за этих особенностей нужно соблюдать некоторые условия, чтобы получить качественное сварное соединение меди с другими металлами.
Медь при взаимодействии с другими элементами, в частности, с кислородом, ведет себя отлично от других металлов. Кроме того, она имеет низкую температуру плавления, большую разность коэффициентов теплопроводности с другими металлами и невысокую способность к газопоглощению. Именно из-за этих особенностей нужно соблюдать некоторые условия, чтобы получить качественное сварное соединение меди с другими металлами.
КАК СВАРИТЬ МЕДЬ СО СТАЛЬЮ
При сварке меди со стальными деталями стоит немного смещать в сторону сварную дугу со стыка и отводить ее от меди.
Когда медь наплавляется на сталь с применением флюсов и сварка идет в среде защитных газов, можно получить качественное соединение с хорошими показателями пластичности и устойчивостью к статическим нагрузкам.
Наиболее высокое качество соединений получают, наплавляя медь на сталь с применением аргонодуговой сварки: тогда содержание железа в шве будет минимальным (до 10%, что гораздо ниже, чем при холодном методе сварки). Такая сварка обязательно должна выполняться вольфрамовыми электродами, и в процессе желательно использовать плазменную струю с присадочной проволокой. Инертный газ, подаваемый во время сварки, будет обеспечивать защиту металлов и электрода от окисления, и полученное соединение окажется достаточно прочным.
Такая сварка обязательно должна выполняться вольфрамовыми электродами, и в процессе желательно использовать плазменную струю с присадочной проволокой. Инертный газ, подаваемый во время сварки, будет обеспечивать защиту металлов и электрода от окисления, и полученное соединение окажется достаточно прочным.
Часто возникает вопрос, как сварить медь с нержавейкой. Эти металлы также сваривают с использованием аргонодуговой сварки с применением тугоплавких вольфрамовых электродов. Иногда вместо аргона можно использовать азот, но тогда вольфрамовый электрод меняется на графитовый, так как у вольфрама будет большой расход. Перед началом сварки нужно обработать кромки шва каустической содой (10% раствор).
СВАРКА АЛЮМИНИЯ И МЕДИ
В вопросе, как сварить алюминий с медью, нередко возникают сложности, однако конструкции из этих двух металлов встречаются довольно часто, особенно в энергетической отрасли.
- Метод холодной сварки используют для местного плакирования алюминия медью точечной сваркой, например, в шинопроводах, токоведущих частях трансформаторов.
- Ультразвуковая сварка меди и алюминия хороша тем, что из зоны сварного шва удаляются интерметаллиды – нежелательные элементы в соединении. Соединение производится внахлест, сварка ведется точечно либо непрерывно.
- Дуговая сварка плавлением используется, когда нужно обеспечить плавление алюминия. С ее помощью получают в шве металл с невысоким содержанием меди, что гарантирует его прочность – обычно для этого шов дополнительно легируется цинком. Данный способ наиболее распространен для соединения этих двух металлов.

Все расходные материалы, необходимые для сварки меди со сталью, алюминием и нержавейкой, предлагает приобрести компания Стройкомплект. В нашем каталоге представлен широкий ассортимент высококачественных сварочных материалов, которые мы предлагаем по доступным ценам.
ck100.ru
Сварка меди аргоном: технология, оборудование, электроды
Содержание
- Свойства материала
- Технология сваривания
- Выбор электродов
- Оборудование
- Подготовка материала, очистка
- Работы в домашних условиях
- Настройка аппарата
Сварка меди аргоном востребована в различных отраслях промышленности, строительной сфере. Связано это с эксплуатационными свойствами материала, который обладает высокой коррозионной стойкостью, оптимальным соотношением прочности и пластичности. Однако процесс сварки обладает рядом сложностей, требуют наличия навыков.
Связано это с эксплуатационными свойствами материала, который обладает высокой коррозионной стойкостью, оптимальным соотношением прочности и пластичности. Однако процесс сварки обладает рядом сложностей, требуют наличия навыков.
Свойства материала
Чтобы сварить медь или сплавы на её основе, необходимо выполнять качественный прогрев конструкций. Благодаря отличной теплопроводности достаточно просто обеспечить равномерную температуру на поверхности детали и по толщине материала. Однако получение равномерного прочного шва требует использования определённых навыков.
Особенности сварки:
- при значительном повышении температуры в меди начинают проходить окислительные процессы, в результате которых создаются тугоплавкие фазы повышенной хрупкости, что негативно сказывается на её прочностных и пластических свойствах;
- в ходе охлаждения шва происходит значительная усадка, которая может становиться причиной появления трещин;
- в результате нагрева начинается поглощение газов, повышающие вероятность образования неравномерностей и раковин;
- сварные швы на стыках меди с нержавейкой и другими металлами имеют высокий уровень зернистости, связанной с неоднородностью материалов, соединение становится хрупким и ненадёжным;
- по причине высокой электропроводности на сварочном аппарате требуется выставлять большие токи, что делает бытовые инверторы непригодными для проведения сварных работ;
- из-за высокого уровня текучести металла при нагреве создание швов в вертикальном или потолочном расположении невозможно.

Технология сваривания
Сварка медных деталей выполняется двумя способами:
- газосварка;
- сварка аргоном.
Для газосварки потребуется использование баллона с ацетиленом и горелки. Качество шва полностью зависит от количества пор в материале, поэтому перед проведением работ необходимо выполнить проковку поверхности вблизи линии формирования шва.
Для поддержания горения требуется обеспечить непрерывную подачу газа. Средний расход для сварки конструкций толщиной более 10 мм составляет от 200 л/ч. Массивные детали рекомендуется предварительно прогревать, чтобы шов был прочным и однородным.
Поскольку медь обладает высокой теплопроводностью, то важно обеспечить равномерное остывание конструкций. Для этого со всех сторон конструкции следует обкладывать асбестными листами, делая своеобразный защитный экран.
Чтобы в процессе сваривания не допустить образования окислов или раковин, допускается увеличение скорости перемещения горелки вдоль шва, но движение обязательно должно быть с постоянной скоростью и без разрывов. Расположение горелки относительно поверхности должно быть перпендикулярным.
Расположение горелки относительно поверхности должно быть перпендикулярным.
При толщине материалов более 3 мм необходимо обрабатывать кромки под углом 450. Чтобы металл лучше заполнил стык, его обрабатывают водным раствором азотной кислоты.
После выполнения работ шов требуется проковать при температуре +3000С, а также выполнить его отжиг при +5000С, затем детали охладить в воде.
Аргонодуговая сварка подходит для соединения конструкций любой толщины, включая крупногабаритные. Сварные работы проводятся при подключении прямой полярности на постоянном токе вольфрамовым неплавящимся электродом. Температура в среднем должна составлять от +3000С до +4000С.
Перед проведением сварки, нужно разогреть дугу на пластинке из угля или графита. Допустима сварка в потолочном, вертикальном или нижнем расположениях.
Сварка меди газомВыбор электродов
Для получения качественного сварного шва необходимо выбрать электрод по диаметру, составу обмазки, особенностям состава материала заготовок. Состав обмазки выполняет защитную роль, так как предотвращает попадание в расплав газов.
Состав обмазки выполняет защитную роль, так как предотвращает попадание в расплав газов.
При сваривании меди аргоном обмазка и защитные покрытия позволяют создавать специальные плёнки. В покрытии содержатся присадки, позволяющие улучшить шов при контакте материала стержня электрода с металлом конструкции. Шов в таком случае формируется однородным и равномерно застывает, одновременно исключается создание хрупких фаз.
Применяют два вида электродов:
- неплавящиеся, на основе синтетического графита, электротехнического угля, а также других материалов с аналогичными свойствами.
- плавящиеся, создаваемые на основе прутков из меди, чугуна, алюминиевой проволоки, поверх которой наносится специальная обмазка.
Чтобы понять, каким электродом сварить медь, нужно ориентироваться на цвет обмазки:
- красный – для ручной сварки;
- синий – для тугоплавких сплавов;
- серый – для сварки деталей из цветных металлов.
Оборудование
Для аргонодуговой сварки потребуется применение следующего оборудования:
- инверторного аппарата или трансформатора;
- одной горелки или комплекта, в зависимости от сложности работ;
- защитной аппаратуры;
- баллонов с газом;
- компенсационных устройств для регулирования тока.

Аргоновая сварка может выполняться вручную или полуавтоматом. Метод выбирается на основе того, какие сварочные работы планируется проводить, их сложности, технических требований к шву.
Подготовка материала, очистка
Сваривание меди аргоном может выполняться без тщательной подготовки поверхности, достаточно выполнить зачистку абразивным инструментом до блеска, а также выполнить обезжиривание. Однако очистку следует выполнять тщательно.
Для сварки конструкций толщиной 5-12 мм необходимо срезать односторонние кромки , а если более 12 мм – двухсторонние.
Зачистка перед сваркойРаботы в домашних условиях
В домашних условиях иногда требуется сварка деталей небольших размеров, поэтому для большинства случаев в качестве электродов подойдут обычные медные жилы из проводов. Все этапы работ определяет технология сварки меди:
- Зачищают пруток от поверхностных слоёв лака, окисла, жира или других видов загрязнений. Рекомендуется применять проволоки с минимальным количеством примесей в составе.
- В процессе сварки используют присадки, выполняющие роль защитной среды от контакта металла с воздухом.
- Поджигают горелку, впереди шва ведут присадку, затем электрод, а за ними выполняется прогрев. Движения горелки должны быть по спирали в сторону формирования шва.
При сварке толстых деталей рекомендуется расплавлять основной металл конструкций, но основе которого и формировать соединение. В таком случае шов получается чистым и аккуратным. При этом присадки не используют.
В среде аргона качество шва достигается при вертикальном положении шва и горизонтальной проварке.
Сваривание тонких деталей выполняется ступенчатым образом. Способ заключается в выполнении проварок через определённые интервалы, а затем заваривают пропущенные участки до того момента, пока не получится равномерный и качественный шов.
Настройка аппарата
Чтобы добиться качества соединительного шва, нужно тщательно подбирать параметры сварочных аппаратов. Необходимо варить чистую медь на постоянном токе вольфрамовыми электродами в защитной аргоновой среде. Сплавы рекомендуется сваривать на переменном токе.
Необходимо варить чистую медь на постоянном токе вольфрамовыми электродами в защитной аргоновой среде. Сплавы рекомендуется сваривать на переменном токе.
Начинающим или неопытным сварщикам рекомендуется использовать сварочные аппараты, на которых доступен выбор стандартных сварочных программ. Это позволит сократить количество бракованных деталей и повысить эффективность работ.
Настройки по току подбираются в зависимости от следующих критериев:
- толщины металла;
- диаметра проволоки электрода;
- типа и диаметра присадочного прутка.
Кроме аргоновой среды допустимо использовать азотную, гелиевую, а также смеси защитных газов. Аргон эффективен и потому применяется чаще остальных газовых смесей.
Сварка меди с нержавеющей сталью
Медь и нержавеющая сталь
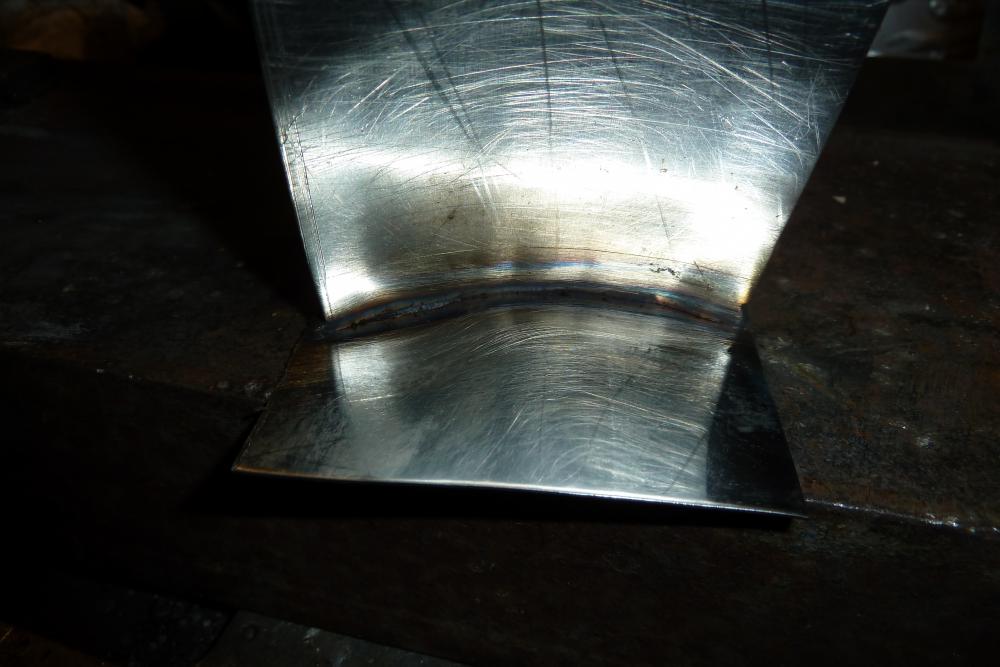
EB Industries часто спрашивают, как мы соединяем разнородные металлы с помощью прецизионной сварки. Наиболее часто запрашиваемая комбинация — это медь и нержавеющая сталь, поскольку оба металла обладают уникальными свойствами материала, которые делают их очень разными, но в то же время великолепными в сочетании. Медь обладает очень высокой тепло- и электропроводностью, но при этом достаточно мягкая и ковкая. Нержавеющая сталь имеет хорошую твердость и высокую прочность на растяжение, но она не является отличным проводником. Кроме того, нержавеющая сталь обычно является менее дорогим материалом, чем медь. При наличии надлежащего опыта и технологии эти два уникальных металла могут быть экономично сварены вместе для получения высокопрочного герметичного соединения. На фотографии, прикрепленной к этой статье, показан участок сварки трубы из нержавеющей стали 316L толщиной 0,020 дюйма, приваренной электронным лучом к медной заглушке из бескислородной меди. Как видите, при правильном проектировании и правильной технологии сварки можно получить потрясающие результаты.
Наиболее часто запрашиваемая комбинация — это медь и нержавеющая сталь, поскольку оба металла обладают уникальными свойствами материала, которые делают их очень разными, но в то же время великолепными в сочетании. Медь обладает очень высокой тепло- и электропроводностью, но при этом достаточно мягкая и ковкая. Нержавеющая сталь имеет хорошую твердость и высокую прочность на растяжение, но она не является отличным проводником. Кроме того, нержавеющая сталь обычно является менее дорогим материалом, чем медь. При наличии надлежащего опыта и технологии эти два уникальных металла могут быть экономично сварены вместе для получения высокопрочного герметичного соединения. На фотографии, прикрепленной к этой статье, показан участок сварки трубы из нержавеющей стали 316L толщиной 0,020 дюйма, приваренной электронным лучом к медной заглушке из бескислородной меди. Как видите, при правильном проектировании и правильной технологии сварки можно получить потрясающие результаты.
Что лучше всего подходит для вашего приложения?
Сварка меди с нержавеющей сталью сложна, но не невозможна, но выбор правильного процесса сварки является ключом к получению прочного сварного шва, который также экономически эффективен для вашего проекта. Скачайте наше руководство, чтобы разобраться. См. это
Скачайте наше руководство, чтобы разобраться. См. этоУчитывайте сплавы
При проектировании сварного соединения в первую очередь следует учитывать сплавы нержавеющей стали и меди. Наиболее распространенные нержавеющие сплавы, используемые в этом типе приложений, включают 304, 304L и 316L. 316 не является рекомендуемым материалом, так как его более высокое содержание углерода затрудняет сварку в целом, не говоря уже о соединении разнородных металлов. Предпочтительные сплавы меди включают класс бескислородной меди (OFC) и бескислородных сплавов с высокой теплопроводностью (OFHC). Эти сплавы обычно имеют 9Чистота меди 9,95% или лучше с очень низким уровнем кислорода и других химических элементов.
Сплавы, перечисленные в этой статье, ни в коем случае не являются единственными сплавами, которые можно соединять. Однако по мере добавления в сварочную ванну различных элементов металлургия соединения может резко измениться, что усложнит сварку. Например, латунь, которая состоит из комбинации меди и цинка, имеет серьезные проблемы при сварке, поскольку цинк выкипает из сварочной ванны, оставляя пустоты и трещины под напряжением. Иногда эти проблемы можно преодолеть, применяя различные технологии сварки, термическую обработку до и после сварки, а также использование присадочного материала. Для любого соединения из разнородных материалов настоятельно рекомендуется тщательная разработка и испытание сварного шва квалифицированным и опытным сварщиком или мастерской по сварке, такой как EB Industries.
Иногда эти проблемы можно преодолеть, применяя различные технологии сварки, термическую обработку до и после сварки, а также использование присадочного материала. Для любого соединения из разнородных материалов настоятельно рекомендуется тщательная разработка и испытание сварного шва квалифицированным и опытным сварщиком или мастерской по сварке, такой как EB Industries.
Ключевое значение имеет конструкция соединения
Важным аспектом сварки нержавеющей стали с медью является физическая конструкция соединения. Проблемы возникают, если соединение спроектировано так, что энергия сварки сначала проходит через медь. Медь, являясь отличным проводником тепла, как правило, требует значительного количества сварочной энергии, прежде чем она расплавится. Большое количество энергии вызывает две проблемы. Во-первых, дополнительная энергия вызывает большую, чем необходимо, зону теплового влияния и тепловые искажения. Во-вторых, поскольку энергия проходит через медь в нержавеющую сталь, ее высокая энергия в основном разрушает нержавеющую сталь, вызывая дыры и выбросы. Гораздо лучше было бы, чтобы энергия сварки сначала проходила через нержавеющую сталь, а затем в медь. Преимущество этой конструкции заключается в том, что для сплавления нержавеющей стали с медью можно применить нужное количество тепла. Любая дополнительная энергия быстро рассеивается в меди, подобно радиатору. Конструкция обеспечивает гораздо более щадящий сварной шов и, в конечном итоге, требует гораздо меньше энергии для сплавления деталей.
Гораздо лучше было бы, чтобы энергия сварки сначала проходила через нержавеющую сталь, а затем в медь. Преимущество этой конструкции заключается в том, что для сплавления нержавеющей стали с медью можно применить нужное количество тепла. Любая дополнительная энергия быстро рассеивается в меди, подобно радиатору. Конструкция обеспечивает гораздо более щадящий сварной шов и, в конечном итоге, требует гораздо меньше энергии для сплавления деталей.
Предпочтительный процесс сварки — электронно-лучевая сварка
Электронно-лучевая сварка — предпочтительный процесс сварки меди с нержавеющей сталью. Основная причина этого заключается в том, что EBW — отличный процесс для сварки меди в целом, которая является более сложной для сварки из двух металлов. Электронный пучок имеет очень высокую плотность энергии, на которую существенно не влияет ни теплопроводность меди, ни высокая отражательная способность меди. Энергия электронов быстро проникает в поверхность меди, в результате чего образуется очень узкая и глубокая сварочная ванна. Затем эту ванну можно легко контролировать до требуемой глубины проникновения.
Затем эту ванну можно легко контролировать до требуемой глубины проникновения.
Обычно считается, что лазерная сварка не является хорошим методом сварки для соединения меди с нержавеющей сталью. Однако за последние несколько лет лазеры продвинулись вперед настолько, что регулярно получают хорошие результаты. Основное ограничение лазерной сварки связано с тем фактом, что медь сильно отражает свет лазерного луча. Для CO2 лазера почти 99 процентов энергии падающего света отражается. Лазеры с более короткими длинами волн, такие как Nd:YAG, работают намного лучше. Кроме того, есть трюки, которые можно выполнить с помощью импульсного лазера, чтобы нарушить отражательную способность поверхности.
В целом, электронно-лучевая сварка сваривает медь с нержавеющей сталью лучше, чем лазерная сварка. Тем не менее, в приложениях с меньшими размерами швов и требуемым меньшим проплавлением лазерная сварка может обеспечить отличные результаты.
Как паять, паять и сваривать нержавеющую сталь с медью — за 5 простых шагов! – Научитесь самогоноварению
Если вы строите проект, требующий соединения детали из меди и нержавеющей стали, эта статья научит вас, как это сделать. В моем случае я собирал самодельный перегонный куб, и мне нужно было приклеить тройные зажимные наконечники из нержавеющей стали 9.0031 на 2-дюймовую медную колонну. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
В моем случае я собирал самодельный перегонный куб, и мне нужно было приклеить тройные зажимные наконечники из нержавеющей стали 9.0031 на 2-дюймовую медную колонну. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
Можно ли сваривать медь и нержавеющую сталь?
Так можно ли сваривать медь и нержавеющую сталь? Короткий ответ: «Да», они могут быть сварены вместе, но это чрезвычайно сложно и обеспечивает очень небольшую прочность конструкции. Почему ты спрашиваешь ? Ну вот длинный ответ.
Почему ты спрашиваешь ? Ну вот длинный ответ.
При сварке меди и нержавеющей стали возникают две проблемы. Во-первых, эти два металла имеют существенно разные температуры плавления. Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при 1085 ° C, разница составляет 315 ° C, что делает формирование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешивания разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется в меди и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и формировать зернистые/кристаллические структуры. Присутствующая медь останется жидкой и будет вытесняться между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, что приведет к разрыву зерен. В этот момент медь еще слишком горячая, чтобы добавить структурной прочности зернистой структуре, и в сварном шве образуются большие трещины, это известно как горячее растрескивание. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
Как приварить медь к нержавеющей стали TIG
На рис. 1 показана сварка нержавеющей стали с медью Если у вас в гараже нет электронно-лучевого сварочного аппарата, такого как Eb Industries, есть другой способ сварки/пайки нержавеющей стали и меди. Ниже приведено изображение успешного приваривания медной трубы к нержавеющей стали с тройным зажимом. Это было сделано с помощью сварочного аппарата TIG со стержнем из кремниевой бронзы. Теперь технически это можно было бы классифицировать как пайку TIG, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремниевой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050°C, а нержавеющая сталь имеет температуру плавления 1400-1450°C. Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
Если вы хотите попробовать сварить/припаять медь к нержавеющей стали с помощью сварочного аппарата Tig, у Тома Списака III есть несколько полезных советов. Он говорит: «Любой, у кого есть некоторый опыт работы с TIG, должен быть в состоянии сделать это соединение, используя проволоку из силиконовой бронзы, которую легко можно приобрести в вашем местном магазине сварочных материалов. На изображении выше показан сварной шов, который Том сделал между тройным зажимом из нержавеющей стали и медной трубой.
Что потребуется для сварки/пайки меди и нержавеющей стали:
- Сварочный аппарат TIG
- Газ аргон
- Стержень из силиконовой бронзы 1/16″
- Головка остроконечного вольфрамового электрода
Процедура сварки TIG:
- Шаг 1: Очистите все детали, подлежащие сварке/пайке, с помощью кусочка Эмори или стальной ваты.
- Шаг 2: Соберите детали, убедившись, что они плотно прилегают друг к другу. Зажать, если требуется.
- Шаг 3: Включите газ аргон, установите сварочный аппарат TIG на постоянный ток и
33 имп/сек с заостренным вольфрамовым электродом. - Шаг 4: Сконцентрируйте свое тепло на меди, медленно добавляйте наполнитель в бассейн, перетаскивая бассейн к нержавеющей стали
наконечник. Вы не хотите плавить нержавеющую сталь здесь, иначе вы получите структурное растрескивание, как упоминалось выше. - Шаг 5: После завершения сварки проверьте наличие дефектов, очистив область металлической щеткой, а также проверьте наличие утечек. Если вы строите все еще, как я, вы должны убедиться, что нет утечек.

В этом видеоролике демонстрируется сварка/пайка TIG меди с нержавеющей сталью.
Можно ли спаивать медь и нержавеющую сталь вместе?
Да, медь и нержавеющая сталь могут быть легко спаяны или спаяны вместе с использованием присадочного материала, который обычно содержит олово и серебро. В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
Как припаять нержавеющую сталь к меди
Если вы решите спаять компоненты вместе, то с этой задачей отлично справится обычный сантехнический припой, содержащий 95% олова и 5% сурьмы. Вы также можете использовать комплект Lincon Electric Solder Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, для достижения лучших результатов. Оба припоя будут иметь температуру плавления 230°C/450°F и могут быть нагреты простой пропановой или газовой горелкой Mapp. Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Я подробно описал процесс пайки медных фитингов к фитингам из нержавеющей стали в пошаговом формате ниже, что должно упростить его выполнение. Если вы собираетесь паять медь к меди, вас может заинтересовать руководство по пайке меди
Материалы, необходимые для пайки:
- Пропановая или газовая горелка Mapp
- Сантехнический припой, содержащий 95% олова, 5% сурьмы или линкона Электрический припой Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, лучше
- Белый флюс-паста Harris или аналогичный флюс убедитесь, что он подходит для травления нержавеющей стали.
- Стальная вата или ткань из эмори

Процедура пайки:
- Шаг 1: Очистите все детали, подлежащие пайке, с помощью куска эмори или стальной ваты.
- Шаг 2: Нанесите белый флюс на поверхности, подлежащие пайке. Важно использовать флюс, подходящий для нержавеющей стали, так как он должен травить поверхность, чтобы припой мог правильно сцепиться. Вы могли бы использовать
Подходят соляная (соляная) кислота, фосфорная кислота, фторборатные флюсы и хлорид цинка. - Шаг 3: Соедините две детали вместе и начните нагревать медь с помощью пропановой или газовой горелки MAPP. Не нагревайте нержавеющую сталь напрямую. Как только припой начнет плавиться на меди, переместите тепло на нержавеющую сталь. Нагревайте, пока не увидите, как припой течет в соединение. Затем удалите источник тепла.
- Шаг 4: Дайте детали остыть, пока она не станет теплой, затем сотрите излишки флюса водой с мылом.
- Шаг 5: Выполните тест на утечку, чтобы убедиться, что соединение полностью герметично.

Вот еще несколько продуктов, рекомендованных участниками группы Home Disttilers of America в Facebook:
- Серебряный припой Stay-brite 8 1/8″
- Harris SCLF16 Жидкий паяльный флюс, 16 унций
Как паять Нержавеющая сталь к меди
Медный припой обеспечивает более прочную связь из-за высокого % серебра в прутке для пайки. Но это также будет стоить дороже и требует использования ацетиленовой или газовой горелки Mapp для плавления припоя. Вы можете приобрести прутки для пайки с различным процентным содержанием серебра, а также прутки с флюсовым или непокрытым покрытием. В моем случае я бы порекомендовал использовать прут для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600°C/1100°F для соединения деталей из меди и нержавеющей стали. Если вам требуется большая прочность, вы можете использовать припой из 56% серебра с оранжевым флюсовым покрытием. Вы также можете применить флюс для серебряного припоя Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой. Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Процесс пайки медных фитингов из нержавеющей стали описан ниже в пошаговом формате. Прежде чем начать, важно понимать, что вы можете повредить поверхность нержавеющей стали, перегрев ее в процессе пайки. Хром используется в нержавеющей стали для предотвращения коррозии, когда вы нагреваете нержавеющую сталь до температуры 425–870 °C (800–1600 °F) в течение длительного периода времени, хром может диффундировать с поверхности и образовывать карбиды хрома, что сделает сталь уже не нержавеющая. Оставляя его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и охлаждая детали в воде после 4 минут нагрева.
Материалы, необходимые для пабуки:
- ацетиленовые горелки или газовый горел MAPP
- Blue Flux, покрытый 45% серебряной палочкой
- Стальная шерсть или эмори. поверхность стальной ватой или тканью Эмори.
- Шаг 2: Нанесите флюс на обе поверхности, подлежащие пайке, убедитесь, что у вас есть флюс, способный травить нержавеющую сталь и предназначенный для высокой температуры пайки (более 840 F). здесь.
- Шаг 3: Соедините детали и начните нагревать медь круговыми движениями, следя за тем, чтобы она равномерно нагревалась вокруг трубы. Когда припой начнет течь, переместите горелку ближе к нержавеющей стали, чтобы присадочный материал попал в стык между двумя деталями. Нержавеющая сталь передает тепло медленнее, чем медь, поэтому она не нагревается до нужной температуры почти так же долго. Вот почему мы начинаем нагревать медь в первую очередь. Если вы припаиваете клапан, который может быть чувствителен к температуре, оберните клапан влажным радом, чтобы предотвратить расплавление внутренних частей клапана.
- Шаг 4: Дайте детали остыть, пока она не станет теплой на ощупь, а затем удалите флюс водой с мылом до полного остывания.
- Шаг 5: Выполните тест на утечку, чтобы убедиться, что соединение полностью герметично.
 здесь.
здесь.В чем разница между покрытым флюсом и непокрытым серебряным припоем?
Давайте поговорим о преимуществах и недостатках использования прутков для припоя с флюсовым покрытием по сравнению с прутками для припоя без покрытия. Очевидным преимуществом использования стержней для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы припаиваем, потому что он уже находится на стержне, и поэтому нам не нужно покупать флюс для серебряного припоя отдельно. Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, нанесенного на соединение, когда оно уже находится на стержне, и, что еще хуже, если вы перегреете соединение, флюс может образовать твердую черную стекловидную пленку, которую невероятно трудно удалить. удалять. Я слышал аргументы в пользу того, что лично мне больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Очевидным преимуществом использования стержней для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы припаиваем, потому что он уже находится на стержне, и поэтому нам не нужно покупать флюс для серебряного припоя отдельно. Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, нанесенного на соединение, когда оно уже находится на стержне, и, что еще хуже, если вы перегреете соединение, флюс может образовать твердую черную стекловидную пленку, которую невероятно трудно удалить. удалять. Я слышал аргументы в пользу того, что лично мне больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Прочие ресурсы
Вот некоторые дополнительные ресурсы о пайке, пайке медных сплавов и строительных кубах, которые стоит прочитать.
- Homedistillers.org – Как припаять наконечник из нержавеющей стали к медной трубе
- Обсуждение в группе Facbook – Советы по креплению втулки из нержавеющей стали к медной трубе.
- Ebindustries.com — Сварка меди с нержавеющей сталью
- Learntomoonshine.com — Соберите свой собственный медный самогонный аппарат

Если у вас есть какие-либо вопросы или вы думаете, что я пропустил какую-то информацию, которая должна быть включена в эту статью, не стесняйтесь обращаться к нам. оставить комментарий внизу. Мне нравится, когда вы, ребята, помогаете улучшать эти статьи. Не забудьте присоединиться к нашей группе в Facebook, это отличное место, чтобы учиться и делиться знаниями о дистилляции.
Как сварить медь и нержавеющую сталь?
Сварка / 5 минут чтения
Содержание
1. Обзор
Сварка меди и нержавеющей стали очень распространена.
При сварке возникают некоторые трудности, в основном следующие:
Сварка очень чувствительна к трещинам, проникающим в медь.
Для предотвращения сквозных трещин:
Во-первых, процесс должен быть правильно выбран, а энергия линии сварки должна быть небольшой;
Во-вторых, выберите подходящие наполнители, контролируйте элементы, из которых легко получить легкоплавкую эвтектику, такие как S, P, O и т. д., и добавляйте Al, Si, Mn, V, Mo, Ni и другие элементы к сварка.
д., и добавляйте Al, Si, Mn, V, Mo, Ni и другие элементы к сварка.
Когда ручная дуговая сварка используется для меди и нержавеющей стали, следует отметить, что если выбран электрод из аустенитной нержавеющей стали, легко вызвать термическую трещину;
Лучше выбрать медно-никелевый сварочный пруток (70% никеля + 30% меди) или электрод из сплава на основе никеля, также можно использовать медный сварочный пруток (T237);
Читайте также: Как правильно выбрать сварочный электрод?
Во время сварки должен быть принят процесс сварки малого диаметра и малой силы тока, быстрая сварка без качания, а дуга должна быть смещена в сторону меди, чтобы избежать сквозных трещин.
Дуговая сварка под флюсомПри дуговой сварке под флюсом меди и нержавеющей стали основными проблемами являются трещины и поры;
Перед сваркой поверхности сварных изделий и сварочной проволоки должны быть строго очищены.
Для сварных изделий толщиной 8 ~ 10 мм обычно открывается V-образный паз 70°;
Угол паза с одной стороны из чистой меди 40°, угол паза с одной стороны из нержавеющей стали (1Х18Н9Т) 30°;
Флюс HJ431 или HJ430 (запекание при 200 ℃ в течение 2 часов), сварочная проволока обычно представляет собой медную сварочную проволоку, а 1–3 никелевых проволоки или проволоки из медно-никелевого сплава помещаются в канавку;
Выберите большую мощность сварочной линии и используйте медную дюймовую прокладку охлаждающей воды.
Сварочная проволока указывает на медную сторону и находится на расстоянии 5 ~ 6 мм от центра канавки.
Process parameters of submerged arc welding of pure copper and stainless steel
| Weldment | Joint form | Thickness mm | Welding wire diameter mm | Welding current A | Welding voltage V | welding speed мм/с | Скорость подачи проволоки см/мин | |
| T2+1Cr18Ni9 | Butt V | 10-10 | 4 | 600-650 | 36-38 | 6. 4 4 | 232 | |
| 12-12 | 4 | 650-680 | 38 -42 | 6.0 | 227 | |||
| 14-14 | 4 | 680-720 | 40-42 | 5.6 | 223 | |||
| 16-16 | 4 | 720- 780 | 42-44 | 5.0 | 217 | |||
| 18-18 | 5 | 780-820 | 44-45 | 4.5 | 213 | |||
| 20-20 | 5 | 820~850 | 45-46 | 4.3 | 210 |
Хорошие результаты сварки могут быть получены при сварке TIG-сваркой сплавов и нержавеющей стали. быть достигнуто только путем освоения соответствующих процессов;
Их сварные соединения в основном представляют собой стыковые соединения и угловые соединения по канавке.
На медной стороне нет канавки, и лучше всего открыть половину V-образной канавки на стороне из нержавеющей стали.
Перед сваркой очистить поверхность сварного шва, нанести флюс (70 % H 3 BO 3 , 21 % Na 2 B 4 O 2 , 9 % CaF 2) на 6 2 лицевой и изнаночной сторон, а после высыхания провести сварку.
Попробуйте использовать сварочную проволоку из сплава монель (70% Ni, 30% Cu) или медного сплава, содержащую кремний и алюминий, например HS221, QAI9-2, QAI9-4, QSi3-1, QSn4-3 и др.;
Во время сварки TIG вольфрамовая дуга смещается в сторону меди, а расстояние от центра канавки составляет около 5 ~ 8 мм для контроля количества плавления нержавеющей стали;
Большинство сварочных материалов представляют собой медную сварочную проволоку или медно-никелевую сварочную проволоку, или бронзовую сварочную проволоку, содержащую алюминий, которая предназначена для улучшения механических свойств наплавленного металла и предотвращения проникновения меди;
Обычно применяется быстрая сварка без раскачивания; Когда используется процесс аргонно-дуговой сварки, количество плавления на одной стороне нержавеющей стали должно быть максимально уменьшено, что эквивалентно пайке соединения нержавеющей стали и соединению сваркой плавлением на стороне меди.
Параметры процесса сварки ВИГ между латунью и нержавеющей сталью показаны на рисунке ниже.
TIG welding of brass H62Sn-1 and stainless steel 1Cr18Ni9Ti
| Weldment thickness mm | Tungsten electrode diameter mm | Tungsten electrode extension length | Nozzle diameter mm | Welding current a | Argon flow L / min |
| 3+3 | 3 | 5-6 | 12 | 100~120 | 10 |
| 3+6 | 3 | 5-6 | 12 | 140-180 | 10 |
| 3+18 | 3 | 5- 6 | 12 | 150-200 | 10 |
может привести к неравномерному плавлению основных металлов с обеих сторон из-за разной температуры плавления, расширению зоны термического влияния, повышенной деформации и даже несплавлению;
При сварке чистой меди и нержавеющей стали 18-8 обычно выбирают сварочные проволоки типа HSCuZn-2, HSCuZn3 и HSCuZnNi, а для сварки нейтральным пламенем используют сварочный порошок 301 (припой) или буру;
Если шов длинный, перед сваркой на поверхность канавки на одной стороне нержавеющей стали можно нанести слой латуни.
При пайке меди и нержавеющей стали в основном используется припой на основе серебра, например HL302, HL309., HL312 и т. д.
Метод аналогичен обычной пайке.
Следует отметить, что температура на одной стороне нержавеющей стали не должна быть слишком высокой, а источник тепла при нагреве смещен в сторону меди.
Что использовать для пайки меди с нержавеющей сталью?
- Форум
- Общий форум
- Общее обсуждение
- Что использовать для пайки меди с нержавеющей сталью?
- Согласие на использование файлов cookie
Мы используем файлы cookie, чтобы улучшить работу вашего веб-сайта. Чтобы узнать об использовании нами файлов cookie и о том, как вы можете управлять своими настройками файлов cookie, ознакомьтесь с нашей Политикой использования файлов cookie. Продолжая использовать веб-сайт, вы соглашаетесь на использование нами файлов cookie.
- Добро пожаловать на HVAC-Talk.com, сайт, не посвященный DIY, и главный источник информации и знаний в области HVAC для профессионалов отрасли! Здесь вы можете присоединиться к более чем 150 000 профессионалов и энтузиастов ОВКВ со всего мира, которые обсуждают все, что связано с ОВКВ/Х. В настоящее время вы просматриваете как НЕЗАРЕГИСТРИРОВАННЫЙ гость, что дает вам ограниченный доступ к просмотру обсуждений
Чтобы получить полный доступ к нашим форумам, вы должны зарегистрироваться; для бесплатной учетной записи . Как зарегистрированный гость вы сможете:
- Участвуйте в более чем 40 различных форумах и ищите/просматривайте почти 3 миллиона сообщений.
- Размещайте фотографии, отвечайте на опросы и получайте доступ к другим специальным функциям
- Получите доступ к нашему бесплатному разделу AOP (Спросите профессионала), чтобы получить реальные ответы на свои вопросы.
Мы рекомендуем не регистрироваться с использованием адреса электронной почты AT&T, BellSouth, AOL или Yahoo.
Если у вас возникли проблемы с регистрацией или входом в аккаунт, обратитесь в службу поддержки.
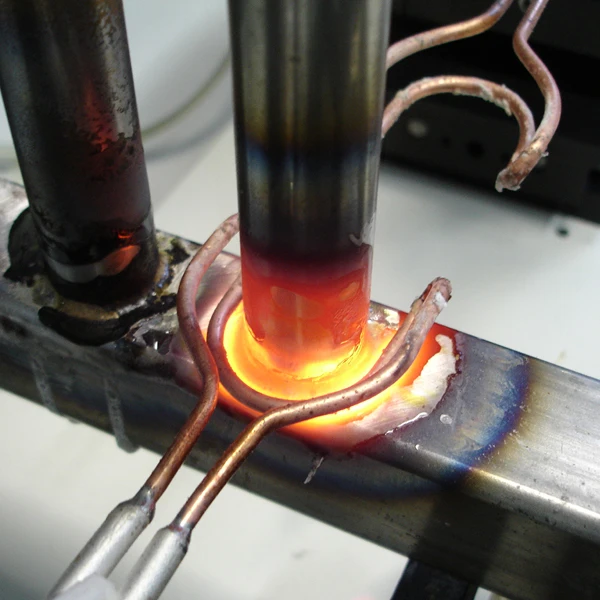
 Если у вас возникли проблемы с регистрацией или входом в аккаунт, обратитесь в службу поддержки.
Если у вас возникли проблемы с регистрацией или входом в аккаунт, обратитесь в службу поддержки.19 декабря 2012 г., 14:14 #1
Привет, ребята. У кого-нибудь есть предложения, какие припои подойдут для пайки медных трубок с фитингами из нержавеющей стали 304? Это пластинчатый теплообменник в качестве испарителя r134. Заранее спасибо.
Ответить с цитатой
12-19-2012, 14:25 #2
серебряный припой
Официально, на счет
ЧТОБЫ Встать НА НОГИ, ВЫ ДОЛЖНЫ ПОДНЯТЬ ПОП,
Я знаю достаточно, чтобы знать, я недостаточно знаю
Почему те, кто жалуется на большинство вносит наименьший вклад?
СЧАСТЬЕ НЕ КУПИТЬ ЗА ДЕНЬГИ. НА БЕДНОСТЬ НЕЛЬЗЯ КУПИТЬ Ответить с цитатой
12-19-2012, 15:24 #3
Автор: 2sac
серебряный припой
+1 хороший материал и белый пастообразный флюс.Ответить с цитатой
19 декабря 2012 г.
, 16:50
#4Первоначально Послано двухфазный
Привет, ребята. У кого-нибудь есть предложения, какие припои подойдут для пайки медных трубок с фитингами из нержавеющей стали 304? Это пластинчатый теплообменник в качестве испарителя r134. Заранее спасибо.
Я только что сделал пару и использовал 45% с белой пастой Harris.Ответить с цитатой
12-19-2012, 17:46 #5
Автор: jimp
Я только что сделал пару и использовал 45% белой пасты Harris.
Я думал стержень с покрытием 45%.Ответить с цитатой
19 декабря 2012 г., 18:09 #6
Стержень с оранжевым покрытием
Ответить с цитатой
19 декабря 2012 г.
, 18:53
#7X2
Я использую стержень с 50% флюсовым покрытием
И вставить.Настоящая хитрость — это ДАЖЕ тепло.
Я использую кузнечную горелку с круглым наконечником.
Первоначально написал jackintheboxtec
Стержень с оранжевым покрытием
Ответить с цитатой
12-19-2012, 20:26 #8
оставаться ярким? с флюсом
Ответить с цитатой
19 декабря 2012 г.
, 21:40
#956 процентов серебра и флюса, отличная работа, хороший поток
Ответить с цитатой
20-12-2012, 02:04 #10
Первоначально Послано 2sac
серебряный припой
Итак, когда вы говорите серебряный припой, я предполагаю, что он отличается от бессвинцового сантехнического припоя? Я знаю, что в нем приличное количество серебра.У меня есть немного стержня с синим флюсовым покрытием, похоже, что в нем довольно высокое содержание серебра. Кто-нибудь знает, что это может быть? Мне нужно сделать только шесть соединений на 3/8 дюйма, а эти пакеты из сплавов с высоким содержанием серебра невероятно дороги. Если серебряный припой для сантехники сработает, я, вероятно, просто попробую, поскольку это всего лишь личный проект, долгосрочная надежность не является серьезной проблемой, и он находится на стороне низкого давления. Если нет, мне просто придется выкашлять $$$.
Ответить с цитатой
20 декабря 2012 г., 06:10 #11
Первоначально Послано ryan1088
Я думал стержень с 45% покрытием.
Мне нравится контролировать флюс и наносить его перед пайкой.Ответить с цитатой
20 декабря 2012 г., 19:39 #12
НИКАКОЙ припой 95/5 НЕ подойдет!
Синий стержень подойдет.
Оранжевый лучше. 56% серебра. 23% меди. Цинк и олово.
Вы покупаете его стержнем
Вам нужен только один!
Ответить с цитатой
20 декабря 2012 г.
, 19:51
№13Первоначально Послано двухфазный
Итак, когда вы говорите серебряный припой, я предполагаю, что он отличается от бессвинцового припоя для сантехники? Я знаю, что в нем приличное количество серебра.
У меня есть немного стержня с синим флюсовым покрытием, похоже, что в нем довольно высокое содержание серебра. Кто-нибудь знает, что это может быть? Мне нужно сделать только шесть соединений на 3/8 дюйма, а эти пакеты из сплавов с высоким содержанием серебра невероятно дороги. Если серебряный припой для сантехники сработает, я, вероятно, просто попробую, поскольку это всего лишь личный проект, долгосрочная надежность не является серьезной проблемой, и он находится на стороне низкого давления.
Безопасное серебро 45% . Сантехника припаять не получится. Sears продает удилища с покрытием, о которых говорят другие. В любом магазине сварочных работ или газоснабжения они тоже должны быть. Если нет, мне просто придется выкашлять $$$.Официально, на счет
ТЫ ДОЛЖЕН ПОДНЯТЬ ПОП, ЧТОБЫ Встать НА НОГИ
Я знаю достаточно, чтобы знать, я недостаточно знаю
Почему те, кто жалуется на большинство вносит наименьший вклад?
СЧАСТЬЕ НЕ КУПИТЬ ЗА ДЕНЬГИ. НА БЕДНОСТЬ НЕЛЬЗЯ КУПИТЬОтветить с цитатой
20 декабря 2012 г., 19:53 №14
Кроме того, нержавеющая сталь нагревается быстрее, чем медь, и ее легко прожечь.
Официально, на счет
ТЫ ДОЛЖЕН ПОДНЯТЬ ПОП, ЧТОБЫ Встать НА НОГИ
Я знаю достаточно, чтобы знать, я недостаточно знаю
Почему те, кто жалуется на большинство вносит наименьший вклад?
СЧАСТЬЕ НЕ КУПИТЬ ЗА ДЕНЬГИ. НА БЕДНОСТЬ НЕЛЬЗЯ КУПИТЬОтветить с цитатой
20 декабря 2012 г., 20:01 №15
О
Серебра 95/5
нет 95% олово
5% сурьмыОтветить с цитатой
20 декабря 2012 г.
, 21:31
№16Если вы не знаете, что использовать, вы, вероятно, не знаете, что пайка нержавеющей стали использует другой подход. Вот некоторая помощь.
45% серебряный припой или лучше с белым или коричневым флюсом для начала, но всегда направляйте пламя на медь, позволяя ss только приближаться к пламени. как только припой расплавится на медь, направьте немного тепла на нержавеющую сталь. И не сжигайте нержавейку. Он станет черным. Как только вы это сделаете, вам нужно будет промыть сустав холодной водой и сделать это снова. Убедитесь, что ваш ss чист для начала. В отличие от sil-fas, вам нужно чистить медь и нержавеющую сталь эмори.
Смойте затвердевший флюс холодной водой и тряпкой, пока соединение еще горячее. Удачи.Ответить с цитатой
20 декабря 2012 г., 21:36 # 17
JB сварка
LOL
ТАКТИКА СТРАХА
НЕ РАБОТАЕТ НА ВОИНАХ
Ответить с цитатой
20 декабря 2012 г.
, 22:40
# 18Первоначально Послано Capz
Если вы не знаете, что использовать, вы, вероятно, не знаете, что пайка нержавеющей стали использует другой подход. Вот некоторая помощь.
Припой с содержанием серебра 45% или лучше с белым или коричневым флюсом для начала, но всегда направляйте пламя на медь, позволяя SS только приближаться к пламени. как только припой расплавится на медь, направьте немного тепла на нержавеющую сталь. И не сжигайте нержавейку. Он станет черным. Как только вы это сделаете, вам нужно будет промыть сустав холодной водой и сделать это снова.
Хорошо, спасибо за советы. Убедитесь, что ваш ss чист для начала. В отличие от sil-fas, вам нужно чистить медь и нержавеющую сталь эмори. Смойте затвердевший флюс холодной водой и тряпкой, пока соединение еще горячее. Удачи.Также не знал, что прутки для пайки продаются поштучно. У меня мало времени (только личные и школьные дизайнерские проекты), поэтому я смог просто подобрать полуиспользованные удилища, оставленные такими, как вы, ребята, на катках, на которых я работаю. Я посмотрю, что есть в аэрогазе, когда завтра пойду за нитро.
Ответить с цитатой
20 декабря 2012 г., 22:43 # 19
Я использовал стержень с синим покрытием для соединения нержавеющей стали с медью, и он работает хорошо, немного дешевле, чем оранжевый.
Ответить с цитатой
24.12.2012, 09:12 вечера #20
Автор: двухфазный
Хорошо, спасибо за советы.
наполовину использованные удилища, оставленные такими, как вы, ребята, на катках, на которых я работаю. Я посмотрю, что есть в аэрогазе, когда завтра пойду за нитро.
Эти половинки стержней из силфаса, вероятно, содержат 6% серебра. Может не работать с медью до сс.Ответить с цитатой
 НА БЕДНОСТЬ НЕЛЬЗЯ КУПИТЬ
НА БЕДНОСТЬ НЕЛЬЗЯ КУПИТЬ  , 16:50
#4
, 16:50
#4
 , 18:53
#7
, 18:53
#7 , 21:40
#9
, 21:40
#9

 , 19:51
№13
, 19:51
№13 Если нет, мне просто придется выкашлять $$$.
Если нет, мне просто придется выкашлять $$$.
 , 21:31
№16
, 21:31
№16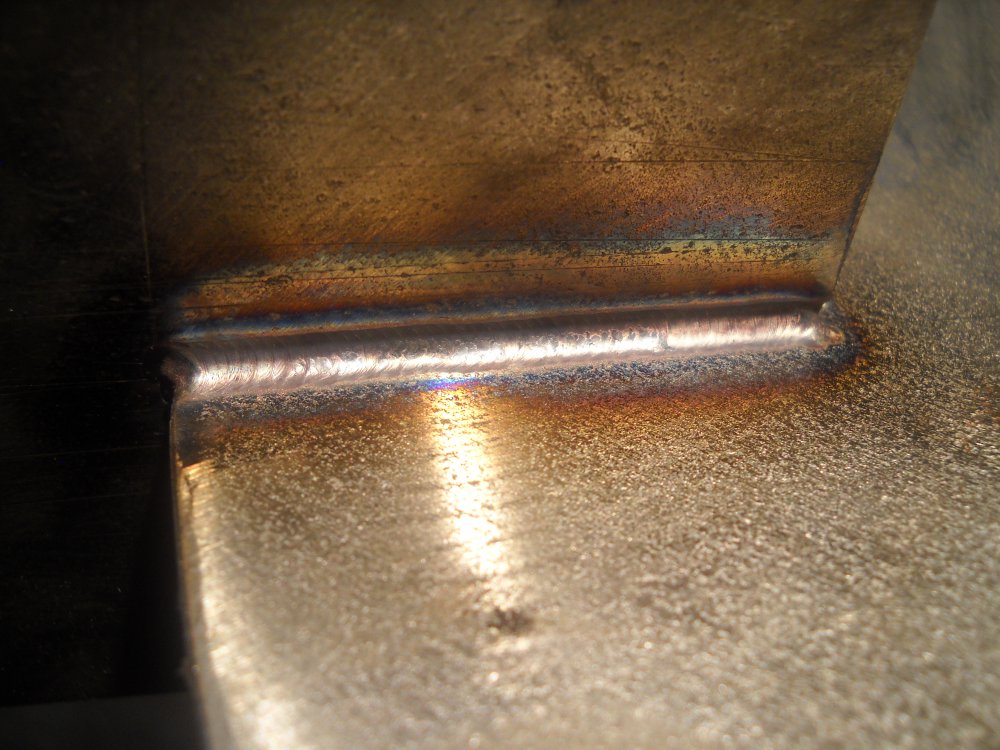 Смойте затвердевший флюс холодной водой и тряпкой, пока соединение еще горячее. Удачи.
Смойте затвердевший флюс холодной водой и тряпкой, пока соединение еще горячее. Удачи. , 22:40
# 18
, 22:40
# 18 Убедитесь, что ваш ss чист для начала. В отличие от sil-fas, вам нужно чистить медь и нержавеющую сталь эмори. Смойте затвердевший флюс холодной водой и тряпкой, пока соединение еще горячее. Удачи.
Убедитесь, что ваш ss чист для начала. В отличие от sil-fas, вам нужно чистить медь и нержавеющую сталь эмори. Смойте затвердевший флюс холодной водой и тряпкой, пока соединение еще горячее. Удачи.

« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Подробное руководство для начинающих специалистов
В этом руководстве рассматривается сварка меди и меди со сталью, включая сварку низкоуглеродистой, углеродистой и нержавеющей стали.
Я рассказал, что такое медь, ее важные сорта, как можно сваривать медь с медью и другими металлами, используя различные типы сварочных прутков. Кроме того, он охватывает медную пайку и пайку.
Руководство по сварке, пайке и пайке меди
Медь обладает высокой тепло- и электропроводностью. Он также обладает очень хорошей коррозионной стойкостью к коррозии морской водой, химическим веществам и общей коррозии. Медные сплавы имеют различные свойства по сравнению с медью в зависимости от химического состава.
Легирующие элементы обычно связаны с повышением прочности (например, олово), облегчением литья за счет снижения температуры плавления (например, цинк + олово), улучшением коррозионной стойкости (например, алюминий) или улучшением обрабатываемости (например, свинец).
Можно ожидать, что фазовая диаграмма системы сплава даст представление о причине действия легирующего элемента. Особый случай, заслуживающий внимания, — это кислород. Уровень кислорода в коммерческой «чистой» меди оказывает заметное влияние на ее проводимость и пластичность.
Сварка медиМедные сплавы
Коммерческие медные сплавы основаны на четырех основных легирующих элементах и подразделяются на пять групп:
- Латунь – медно-цинковый сплав
- Phosphor bronze- Copper tin alloy
- Aluminum bronze- Copper aluminum alloy
- Silicon bronze- Copper silicon alloy
- Cupronickel- Copper-nickel alloy
Существует ряд многокомпонентных сплавов, в которых основные свойства бинарной системы улучшаются за счет дополнительных сплавов
Доставка материала Спецификация:
Основные спецификации материалов для медных сплавов: ASME B16. 22, 16.50, ASTM B-42, ASTM B-75, ASTM B-111, ASTM B-152, ASTM B-280, ASTM B-302, ASTM B – 359, ASTM B-543, ASTM B-819.
22, 16.50, ASTM B-42, ASTM B-75, ASTM B-111, ASTM B-152, ASTM B-280, ASTM B-302, ASTM B – 359, ASTM B-543, ASTM B-819.
ASME, раздел IX, сварочный номер детали для меди и сплавов на основе меди: P31, P32 и P33
Некоторые из важных медных сплавов с их номером UNS и номером сварки, а также их свойствами и доступным продуктом формы приведены в таблице ниже для справки.
Медь товарная и ее свойстваСварка При сварке меди:
При сварке меди обратите внимание, что:
- Медь обладает высокой теплопроводностью, примерно в 8 раз выше, чем у стали. Это приводит к очень быстрому рассеиванию тепла при сварке.
- Склонность к несплавлению и недостаточному проплавлению из-за высокой тепло/теплопроводности.
- Вероятность пористости из-за поглощения водорода во время сварки.
- Опасность горячего растрескивания при сварке вязкой электролитической меди (тип C11000).
Медные сплавы, как правило, легко поддаются сварке, но необходимо учитывать восемь важных факторов , перечисленных ниже: значения обычно больше, чем для стали, и может произойти деформация Сварка электродом или Сварка электродом выполняется с использованием электродов ECu и ECuSi, ECuSn-A и ECuSi, ECuSn-A и . Сварочный электрод типа ECu должен использоваться при соединении меди для обеспечения хорошей электрической или теплопроводности . Например. электрическое соединение или сварное соединение радиатора / теплопередачи. Типы ECuSi, ECuSn-A и ECuSn-C обеспечивают хорошую свариваемость при сварке меди, когда хорошая электрическая или теплопроводность не требуется , т.е. когда необходимо сформировать соединения в трубах или конструкции. Эти электроды обеспечивают хорошее проплавление и плавление, поскольку их теплопроводность ниже из-за легирования. Например, медные трубопроводы для перекачки жидкости, сварка медных резервуаров и т. д. Сварка ВИГ/МИГ меди выполняется с использованием ERCu, ERCuSi-A, ERCuSn-A, и т.д. и его сплавы. 
Опорные пластины необходимы, а сварка в нерабочем положении затруднительна. Сварка электродом меди:

Сварка меди методом ВИГ/МИГ:
Применение этих расходных материалов аналогично их эквивалентному электроду SMAW, как описано выше.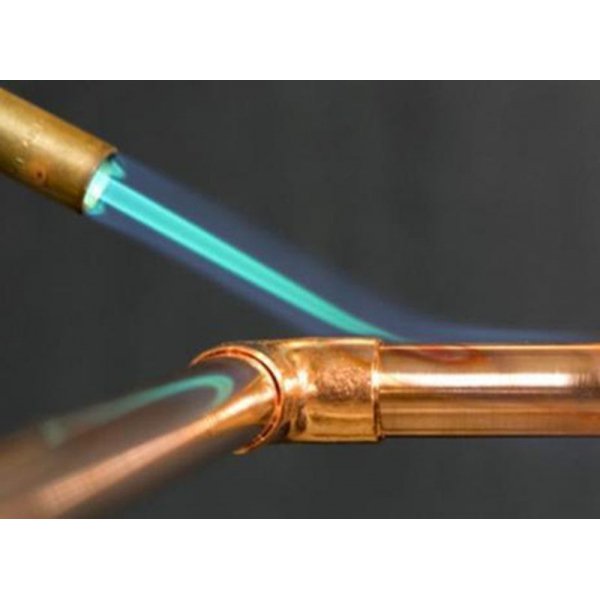
Чистый аргон используется в качестве защитного газа для сварки меди в сварке TIG и MIG . Гелий смешивается с аргоном, что позволяет снизить температуру предварительного нагрева. Сварка TIG применима до толщины 5 мм. Для толщины более 5 мм предпочтительна сварка MIG.
Предварительный подогрев меди перед сваркой:
Потеря тепла в сварном соединении из-за высокой теплопроводности требует предварительного нагрева меди перед сваркой. Температура предварительного набора зависит от:
- Толщина основного металла
- Процесс сварки использовал
- Тип Shielding GAS Тип Shiething Gas Тип Shielding Gas . Руководство по определению минимальной температуры предварительного нагрева при сварке меди:
- B означает пайку
- Cu означает медь,
- P означает фосфор
- Ag означает серебрянку Сварка пайкой.
Ступени для пайки
- Очистите поверхность тканью.
- Нанесите флюс на обе поверхности, подлежащие пайке. При пайке меди с нержавеющей сталью выбирайте флюс, способный травить нержавеющую сталь.
- Соединить детали. Трубка должна быть полностью вставлена в фитинг для прочного паяного соединения. Наилучшие результаты достигаются при зазорах от 0,03 мм до 0,08 мм [0,001 на 0,003 дюйма].
- Нагрейте соединение круговыми движениями для равномерного нагрева. Примените паяльный стержень. Чем плотнее соединение, тем лучше капиллярное действие сустава.
- Очистите деталь после того, как она остынет.
Пайка меди
Как и пайка, пайка не является процессом плавления. Флюсы важны и обычно представляют собой растворы, тогда как многие флюсы для пайки представляют собой порошки или пасты. Паяльные флюсы варьируются от мягких оксидных растворителей до агрессивных кислых хлоридов. Припои преимущественно основаны на свинцово-оловянной системе, причем самые сильные представители этой группы находятся ближе всего к точке эвтектики (61,9).%Sn). Если требуется более прочный припой, добавляют небольшое количество серебра или сурьмы.
Припои в основном хрупкие и слабые при растяжении, и их всегда следует нагружать сдвигом. Следует помнить, что по мере приближения сплавов к температуре плавления они становятся склонными к разрушению при ползучести.
Все припои имеют температуру плавления, близкую к температуре плавления, и даже при комнатной температуре не проявляют ползучести.Небольшое повышение температуры может значительно сократить срок службы нагруженных паяных соединений. С некоторыми сплавами может происходить охрупчивание жидким металлом – есть вопрос о проникновении олова при пайке напряженных мельхиоров.
Стандарты для сварки меди
- BS EN ISO 9606-3:1999 Квалификация сварщиков медных сплавов
- BS EN 13347:2002 Присадочная проволока/прут для сварки меди
- BS 2901-3:1990 Присадочная проволока
- BS EN 13347:2002 Присадочная проволока/прут для сварки меди
- BS EN 14640:2005 Присадочная проволока/прут для сварки меди
Похожие сообщения:
- Ремонт алюминиевых дисков руководство
- Цвета меди, латуни или бронзы
- Как правильно выбрать сварочный электрод и тип стержня
- Сварка монеля 400
- Сварка SS310, 310 с углеродистой сталью
10 фактов, которые нужно знать о сварке стали Медь — WeldingBoss.
comВ целях прозрачности мы хотели бы, чтобы вы знали, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте через ссылки и рекламу.
Сварка меди со сталью — популярный метод сварки, используемый в художественных скульптурах и других приложениях, но не все сварщики знают, как это делать. Этого можно добиться, но получившийся сварной шов трудно снять, и он часто не обладает достаточной структурной целостностью по сравнению с другими биметаллическими сварными швами.
Итак, как сварить сталь с медью? Наилучшим вариантом для сварки стали с медью на самом деле является метод пайки твердым припоем, поскольку точки плавления стали и кремнистой бронзы (необходимый присадочный металл) сильно различаются. Вы можете использовать присадочную проволоку из кремниевой бронзы и сварочный аппарат TIG для наиболее легкой сварки стали с медью, сохраняя при этом максимально прочную связь между двумя металлами.
Этот метод сварки требует определенного набора последовательных процессов, чтобы сварной шов был одновременно прочным и красивым.
Читайте дальше, чтобы узнать больше о том, как лучше всего сваривать сталь с медью.Рекламные ссылкиПродолжайте читать, чтобы увидеть видео о том, как г-н TIG Wyatt Swaim TIG легко припаивает медь к стали!
Свойства стали и меди при сварке
Нержавеющая сталь является популярным металлом при сварке для многих причинам — он очень прочный, пластичный и легко сваривается, особенно в по сравнению со многими другими металлами. Сталь также обладает высокой антикоррозионной (отсюда и название «нержавеющая»). Сама по себе нержавеющая сталь не является проблемой для сварка.
По сравнению с нержавеющей сталью медь является древней металл, обладающий как высоким уровнем теплопроводности, так и высоким коэффициентом термической расширение в тон, а значит, этот металл склонен к деформации и другие дефекты под сварочной горелкой.
Основной металлургический выпуск со сваркой стали и меди вместе заключается в том, что их температуры плавления настолько различны.
Медь
плавится при 1085 градусах Цельсия, а нержавеющая сталь плавится примерно при 1400
градусов Цельсия для сравнения.Это разница температур более трехсот градусов между точками плавления, поэтому, когда вы пытаетесь расплавить два металла вместе, вы можете видеть, как это может быть проблемой. Нержавеющая сталь и медь не полностью растворима из-за разных температур плавления, это означает, что когда они интегрированы, медь плавится в кристаллизованную сталь в таким образом, чтобы созданная связь была очень слабой и склонной к растрескиванию.
Зачем использовать сварочный аппарат TIG для сварки стали с медью
Есть несколько причин, по которым сварочный аппарат TIG является лучшим возможен вариант сварки стали с медью. Вот некоторые из преимуществ использование аппарата для сварки TIG поверх аппарата для сварки MIG или электродной сварки:
- Аппараты для сварки TIG не подвергают металл воздействию высоких температур, в отличие от аппаратов для сварки MIG, что позволяет металлу быстрее остывать между сварочными импульсами. Поскольку связь между сталью и медью уже слаба, длительное воздействие высоких температур на область вокруг сварного шва — это последнее, что вам нужно, так как это приведет к тому, что металл станет еще более хрупким и, возможно, растрескается.
- Сварочные аппараты TIG считаются самыми точными из доступных сварочных аппаратов и наиболее подходят для сварки экзотических комбинаций металлов или металлов с разными температурами плавления. В то время как для сварки меди со сталью требуется присадочный металл, для некоторых сварных швов TIG присадочный металл даже не требуется.
- Сварка ВИГ доступна по цене. Несмотря на
Преимущества, которые он предлагает по сравнению со сваркой MIG в целом, такие как более чистый сварной шов и
больше разновидностей металла, с которым он может работать, сварка TIG не то,
дорогой. В нем используется нерасходуемый вольфрам, который не нужно заменять.
часто, и хотя сварочные аппараты TIG были очень дорогими, когда они только появились, они
подешевели.
Сварочный аппарат TIG — это лучший инструмент, который вы можете использовать для сварки стали с медью. Кроме того, это, пожалуй, лучший сварочный аппарат для любого применения благодаря его универсальности и мощной и точной сварочной способности.
AdvertisementsВот Wyatt Swaim выполняет пайку с помощью сварочного аппарата TIG так же, как мы опишем ниже.
https://youtu.be/LlKpPui933gВидео не может быть загружено, так как отключен JavaScript: пайка TIG-пайки меди со сталью | Время TIG (https://youtu.be/LlKpPui933g)
Почему использование сварочного аппарата TIG для сварки стали с медью может быть затруднено
В то время как использование сварочного аппарата TIG является лучшим вариантом для сварки из стали в медь, это не значит, что это простой процесс. свойства сварного шва между сталью и медью и технические особенности проведения сварки TIG сварщика, выполнение сварки стали с медью может быть сложной операцией.
Вот некоторые из недостатков использования сварочного аппарата TIG для сварка стали с медью:
- Сварочные аппараты TIG могут быть сложны в использовании. Поскольку вам приходится одновременно запускать сварочный аппарат, управлять педалью газового щита и часто одновременно перемещать присадочный стержень во время сварки TIG, может быть трудно научиться управлять всеми тремя этими задачами одновременно с плавной эффективностью. .
- Сталь и медь плохо соединяются. Сварные швы с этими двумя материалами подвержены тепловому растрескиванию и другим дефектам в процессе сварки.
- После сварки двух объектов с помощью горелки TIG их часто невозможно разделить, не разрушив оба объекта из-за типа сварки, которую создает горелка TIG. Это может быть сделано и часто выполняется профессиональными сварщиками, но это не желаемый результат сварочной операции. Это означает, что после того, как стальной и медный объект были сварены вместе, они обычно не могут или не должны быть переработаны в других операциях металлообработки.
- Материалы, свариваемые сварщиками TIG, должны быть чистыми. Если сталь и медь, которые вы пытаетесь сварить, грязные, загрязняющие вещества потенциально могут сделать связь между двумя металлами слишком слабой, чтобы ее можно было использовать, или вызвать неприглядное изменение цвета вокруг места сварки.
- Ошибки TIG дорого обходятся. Горелки TIG трудно сваривать, сталь и медь трудно сваривать вместе, и это может привести к большому количеству деформаций, дефектов или отходов материалов при попытках получить приличную сварку TIG для неопытных сварщиков. И если вы случайно окунете свой вольфрам в сварочную ванну, вы потенциально можете его разрушить (или, по крайней мере, придется его заново заточить).
Сборка сварочного аппарата TIG для сварки стали с медью
Рекламные ссылкиПрежде чем делать что-либо еще, вам нужно собрать горелку для сварки TIG, чтобы начать сварку. Вот как вы собираете сварочная горелка TIG для сварки стали с медью:
- Установите вольфрам в цангу. На этом этапе важно не закручивать вольфрам слишком туго и не вытягивать нити из медного сплава в сварочной горелке, поскольку они очень хрупкие. Чем бережнее вы обращаетесь со своими сварочными инструментами, тем дольше они прослужат.
- Возьмите заднюю крышку и наденьте ее. Как и передняя часть горелки для сварки TIG, задняя часть горелки также имеет тонкую резьбу из медного сплава, поэтому не закручивайте заднюю крышку слишком резко. Не утруждайте себя затяжкой плоскогубцами или любыми другими инструментами для затяжки, более подходящей затяжкой будет ручная затяжка.
- Зафиксируйте заднюю крышку цангой. Задняя крышка и цанга должны быть надежно закреплены на обоих концах горелки TIG.
- Установите сварочный колпак на переднюю часть сварочного аппарата. Навинтите этот компонент на переднюю часть сварочной горелки, пока он не сядет плотно внутри изолятора.
После выполнения этого последнего шага горелка TIG полностью собран и может быть использован для начала сварки стали с медью.
Установка газовой защиты TIG для сварки стали с медью
Duk / CC BY-SA (http://creativecommons.org/licenses/by-sa/3.0/)Когда горелка TIG собрана и готова к идти Следующим шагом для сварки стали с медью является настройка газового щит. Газовый экран горелки TIG содержит сварочную ванну и предотвращает обесцвечивание окружающего металла и загрязнение сварного шва. Потому что медь склонна к деформации при сильном нагреве, что обеспечивает ее надлежащее экранирование во время операция сварки имеет большое значение.
AdvertisementsВот шаги, необходимые для получения газа вашей горелки TIG установка экрана для сварки стали с медью:
- Медленно включите газ на горелке TIG, чтобы избежать растрескивания трубки расходомера с шариком внутри.
- Установите расход воздуха для источника инертного газа в диапазоне от пятнадцати до двадцати кубических футов в час. Вы можете настроить этот параметр по мере необходимости, как только почувствуете, насколько сильно у вас есть щит.
- Настройте резак на 125 ампер постоянного тока.
- Проверьте педаль горелки TIG, чтобы убедиться, что она работает правильно.
После того, как газовая защита вашей горелки TIG настроена, вот как вы используете газовую защиту при сварке стали с медью:
- Не забудьте обеспечить продувку инертным газом не менее семи-восьми секунд после завершения сварки. Эта мера предназначена для предотвращения окисления вольфрама в горелке TIG во время ее охлаждения.
- После того, как сварочная дуга погаснет, оставьте на несколько секунд последующую продувку материала, чтобы убедиться, что сварочная ванна защищена от загрязнения до тех пор, пока она не остынет.
Какой тип вольфрама использовать в сварочном аппарате TIG для сварки стали с медью?
Если вы планируете сварку стали с медью, лучше всего использовать вольфрам диаметром 3/32 дюйма, заточенный под углом 30 градусов. Заостренный вольфрам — это то, что обеспечивает наиболее надежный зажигание дуги наряду с низкой температурой выгорания.
Таким образом, ваши вольфрамовые электроды прослужат дольше.Поскольку вольфрам является редким и относительно дорогим металлом хранить в мастерской, основным преимуществом является то, что он не является расходным материалом и служит долго, при условии, что за ним хорошо ухаживают (и не попадать в сварочную ванну).
Как держать сварочный аппарат TIG при сварке стали с медью
Всякий раз, когда вы свариваете сталь с медью с помощью горелки TIG, вы нужно иметь в виду, что когда вы перемещаете вольфрам через сварной шов бассейн, вы должны стремиться к толкающему движению сварщика, а не потянув его за собой.
Если вы протащите вольфрам через сварочную ванну, а не толкаете его вдоль передней кромки, это сделает сварной шов уязвимым для эффекта Вентури. Эта металлургическая реакция увеличивает пористость сварного шва и снижает прочность его соединения. Это не только приводит к некрасивому сварному шву между сталью и медью, но и делает сварку намного менее стабильной.
Вместо того, чтобы перетаскивать вольфрамовый конец горелки TIG через сварочную ванну, вы должны стараться, чтобы горелка выдвигалась вперед на небольшой угол от десяти до пятнадцати градусов по вертикали. Для слесарей-правшей, толчки должны выполняться справа налево, а левши должны делать наоборот и нажимайте слева направо.
Рекламные объявленияЧтобы зажечь дугу на горелке TIG, поднимите ногу и плавно выжать педаль до упора. В зависимости от горелки TIG вам может понадобиться выполнить стук или пуск с нуля, чтобы инициировать сварочную дугу, но на многих современные модели, вам не нужно.
Советы по успешной сварке стали и меди с помощью горелки TIG
Есть несколько вещей, над которыми вы можете поработать сварщику, делать сварные швы стали с медью, чтобы они вышли более успешными, и большинство эти советы связаны с работой самой горелки. Вот несколько способов может повысить качество ваших сварных швов TIG при использовании таких металлов, как сталь и медь:
- Поддерживайте постоянную скорость перемещения резака. Ширина валика сварного шва определяется тем, насколько быстро вы перемещаете наконечник сварочной горелки, и важно, чтобы во время сварки вы перемещали горелку плавно. В противном случае вы получите сварной шов, который будет выглядеть беспорядочно и не очень чисто.
- Будьте осторожны, двигайтесь быстро. При быстром перемещении горелки TIG это приводит к более узкому валику. Слишком быстрое перемещение может снизить структурную целостность сварного шва из-за недостаточного распределения наполнителя вдоль шва. Это может привести к полному разрушению сварного шва в будущем, поскольку его слабые места становятся слабее с возрастом или под нагрузкой.
- Будьте осторожны, двигайтесь слишком медленно. Если вы слишком медленно перемещаете горелку TIG по поверхности сварного шва, это увеличивает размер зоны термического влияния вокруг самого валика сварного шва. Это не только приводит к неприглядному обесцвечиванию и визуальным дефектам, но также способствует возникновению проблем с хрупкостью металла и пористостью.
Что касается горелок TIG и их использования для сварить сталь с медью, это случай Златовласки – вам нужна горелка TIG, чтобы двигаться с постоянной скоростью, которая не слишком высока и не слишком медленна. Это трудно подскажите кто-нибудь, как правильно измерить скорость для стабильного сварного шва, так что лучше нужно практиковать бусины снова и снова, пока вы не почувствуете TIG. самая эффективная скорость резака.
Если вы привыкли к другим видам сварки, горелки TIG могут кажутся хлопотами по сравнению с ними, но их универсальность и очень высокая качество сварных швов, которые они могут производить, создает дополнительные трудности, чтобы научиться обращаться с ними должным образом стоит затраченных усилий. Как только вы освоите сварку TIG разнородных металлов, таких как сталь и медь, у вас есть базовые навыки сварки, взять практически любой сварной шов в этой точке.
Чем чаще вы используете горелку TIG, тем больше вам будет с ним комфортно, и тем более стабильные сварные швы вы сможете производить с течением времени, даже при работе с такими сложными металлами, как сталь и медные комбинации.
Проблемы сварки TIG и способы их решения
Сварщики TIG достаточно сложны, чтобы научиться работать эффективно самостоятельно, не добавляя проблем, связанных с попыткой плавить медь и сталь вместе. Помимо трудностей получения хорошего сварки с этими металлами, есть много других общих проблем, которые люди, которые неопытные сварщики TIG, с которыми сталкиваются, когда впервые учатся работать их.
Вот некоторые проблемы, с которыми сталкиваются сварщики Горелки TIG и способы их ремонта:
Проблема: Сварочная дуга слишком длинная. Это приводит к тому, что сварочная ванна не находится непосредственно под вольфрамовым наконечником сварочной горелки, что значительно увеличивает риск окисления и атмосферного загрязнения из-за отсутствия защиты от газовой защиты. В результате получается сварной шов с уродливыми эффектами матовости на поверхности металла и хрупким пористым соединением.
Исправление: Во избежание слишком длинной сварочной дуги обязательно держите вольфрамовый наконечник сварочная горелка не дальше, чем на одну восьмую дюйма от основного металла.
поверхность. Наконечник горелки не должен отклоняться от этого расстояния в течение
продолжительность сварки для получения наилучших результатов.Проблема: Сварщик слишком сильно наклоняет горелку во время работы. Если сварщик держит сварочную горелку TIG под слишком острым вертикальным углом, это вызывает проблемы с окислением и может даже привести к тому, что сварочная чашка будет втягиваться в сам сварной шов. Это снижает постоянство скорости перемещения горелки, а также постоянство самого сварного шва.
Исправление: Чтобы обеспечить хороший угол наклона горелки TIG во время сварки стали, медный сварной шов, постоянно держите горелку при температуре от десяти до пятнадцати градусов вертикально к поверхности основного металла. Это лучший угол для запуска горелки TIG. практически для любых сварочных работ.
Проблема: Вольфрам случайно попал непосредственно в сварочную ванну или вступил в непосредственный контакт с присадочной проволокой. Если вы погрузите вольфрам сварочной горелки в сварочную ванну, это загрязнит вольфрам, даже если вы не оставляли его в сварочной ванне или наполнителе достаточно долго, чтобы повредить его.
Исправление: К сожалению, единственный способ решить эту проблему — остановить сварку. временную операцию по повторной заточке и тщательной очистке вольфрама перед продолжение сварки. Если вы продолжите выполнять сварку грязным вольфрамом, потенциально это может вызвать серьезные проблемы с качеством конечного результата.
По большей части эти общие проблемы с TIG операции можно избежать, последовательно практикуя сварку TIG до тех пор, пока вы делаете это быстро и комфортно, а также следите за тем, чтобы не получить небрежное или небрежное обращение со сварочным аппаратом.
Как добавить присадочную проволоку при сварке TIG стали с медью
Если вы используете сварочный аппарат TIG для сварки стали с медью, вы захотите использовать стержень из кремниевой бронзы в качестве присадочного металла для соединения сталь и медь, так как это единственный способ получить два металла с такими разными температуры плавления для соединения друг с другом.
Так как температуры плавления стали и кремнистой бронзы равны все же совсем другое, эта техника больше похожа на операцию пайки, чем на настоящий сварной шов.
Это означает, что кремниевая бронза действует как клейкий металл между
сталь и медь, а не полностью сплавлять их.Обучение правильному спуску присадочной проволоки с помощью сварки TIG Фонарик так же важен, как и обучение работе с самим фонариком. Читать описанный ниже процесс, чтобы узнать о лучших методах добавления наполнителя из кремниевой бронзы проволока к вашему сварному шву сталь-медь:
- Убедитесь, что присадочная проволока находится на передней кромке сварочной ванны, а не в середине или сзади. Каждый раз, когда присадочный стержень соприкасается со сварочной ванной, он оставляет округлую метку сварки. Этот процесс в просторечии называется «укладка десятицентовиков», и для создания эстетически приятного сварного шва эти метки должны иметь размер и располагаться на одинаковом расстоянии вдоль сварного шва.
- Не расплавляйте присадочный стержень дугой над сварочной ванной и не позволяйте ей капать на металлическую основу. Если вы сделаете это, вы не только резко снизите общий контроль над сварочной операцией, но и с большей вероятностью получите брызги и капли металла по краям сварного шва, что выглядит непрофессионально и приводит к лишнему расходу присадочного материала. стержень.
- Используйте технику прихватки для стабилизации сварного шва. Если вам нужно быстро соединить кусок стали и кусок меди, чтобы сохранить их устойчивость для более длинного сварного шва, попробуйте использовать «прихватки» — это маленькие кусочки присадочной проволоки, приваренные к углам сварного шва, чтобы удерживать их вместе и повышать стабильность заготовки для остальной части сварного шва.
- Протяните присадочную проволоку в сварочной ванне. Несмотря на то, что некоторые способы сварки требуют, чтобы присадочный стержень втыкался в переднюю сторону сварочной ванны, для сварки стали и меди вместо этого необходимо использовать метод «укладывания проволоки», когда присадочный стержень постоянно оставляют в передней части сварочной ванны. дальний передний край сварочной ванны.
- Старайтесь не расплавлять основной металл слишком сильно. Это не только вызывает обесцвечивание и появление дефектов вокруг сварного шва, но также делает окружающий термически затронутый металл более хрупким и пористым, снижая структурную целостность места сварки. Вам нужно направить горелку на наполнительный стержень, а не вдавливать его в основание.
- Если ваш аппарат для сварки TIG имеет функцию импульса, воспользуйтесь ею для повышения точности и качества результата. Не все аппараты для сварки TIG оснащены импульсной функцией, но если она у вас есть, она может стать ценным инструментом для поддержания высокого уровня контроля над сварочной операцией. Хорошая частота пульса составляет два импульса в секунду, но вы можете настроить ее в соответствии с личными предпочтениями.
- Убедитесь, что вы используете достаточное количество сварочной проволоки. Количество присадочной проволоки, которую вы проталкиваете в сварочную ванну при перемещении горелки TIG, должно быть эквивалентно относительному диаметру проволоки, поэтому, если вы используете 1/8 -й -дюймовый присадочный стержень из кремниевой бронзы, вам нужно будет протолкнуть примерно одну восьмую дюйма присадочного стержня в сварочную ванну по мере продвижения. Используйте слишком много, и сварной шов будет выглядеть громоздким, не используйте достаточно, и горелка TIG может прожечь кремниевую бронзу в основание.
Поскольку присадочный стержень в конечном счете будет определять окончательный «вид» сварного шва, важно соблюдать осторожность и следить за тем, чтобы присадочный стержень добавлялся последовательно, а горелка TIG последовательно перемещалась за ним.
Постоянство — ключевое слово, которое мы здесь ищем. Ты не нужно двигаться быстро, и вам не нужно двигаться особенно медленно, но вы Вам нужно быть плавным и спокойным в своих сварочных действиях для чистого вида результат.
Сварка ВИГ может быть отличным вариантом для сварки стали с медью
Сварка стали с медью может быть одной из самых сложных общие сварочные процессы, выполняемые как любителями, так и профессиональными сварщиками, но если в вашем распоряжении есть горелка TIG, горелка TIG может взять на себя большую часть хлопот из-за выполнения этого вида сварки.
На приведенном ниже рисунке показано влияние температуры защитного газа и предварительного нагрева на проплавление при сварке меди методом MIG при одинаковом сварочном токе и скорости перемещения.
Сварка меди с углеродистой/нержавеющей сталью с помощью SMAW, TIG/MIG
Сварка электродом или сварка SMAW меди с нержавеющей или углеродистой сталью выполняется с использованием прутка ECuSi. Сварка TIG и MIG меди с нержавеющей или углеродистой сталью осуществляется с помощью ERCuSi-A. Чистый газ аргон используется для защиты и продувки при сварке TIG-MIG.
Предварительно нагрейте медь до 200-400°C перед сваркой, чтобы добиться хорошего плавления и избежать проблем с недостаточным проплавлением.
Медная пайка
Пайка широко используется с медными сплавами, в основном в системах водоотвода. Принципиальной важной областью является потребность в чистой поверхности, чтобы припой или твердый припой могли «смачивать» поверхность. По этой причине важен правильный выбор флюса.
Припои предназначены для работы в определенном диапазоне температур плавления – прочность сплава обычно тем ниже, чем ниже температура плавления. Обычные припои для стали имеют слишком высокие температуры плавления.
Припои, используемые с медными сплавами, обычно основаны на сплавах Ag-Cu, поэтому термин «серебряный припой» часто используется для этих сплавов. Важно отметить, что правила атмосферного загрязнения могут повлиять на выбор кадмиевых сплавов в закрытых помещениях .
Методы газовой пайки меди и…
Пожалуйста, включите JavaScript
Методы газовой пайки меди и меди со сталью

 Все припои имеют температуру плавления, близкую к температуре плавления, и даже при комнатной температуре не проявляют ползучести.
Все припои имеют температуру плавления, близкую к температуре плавления, и даже при комнатной температуре не проявляют ползучести.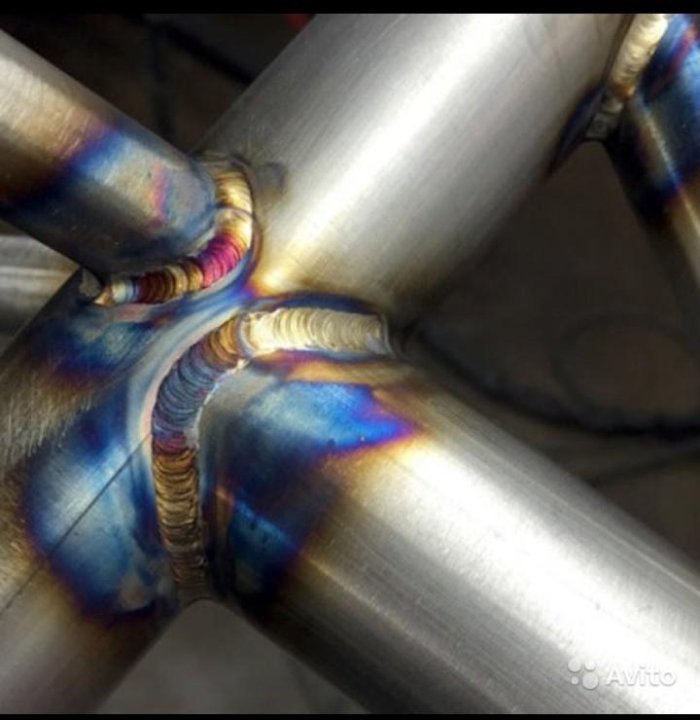 com
com Читайте дальше, чтобы узнать больше о том, как лучше всего сваривать сталь с медью.
Читайте дальше, чтобы узнать больше о том, как лучше всего сваривать сталь с медью. Медь
плавится при 1085 градусах Цельсия, а нержавеющая сталь плавится примерно при 1400
градусов Цельсия для сравнения.
Медь
плавится при 1085 градусах Цельсия, а нержавеющая сталь плавится примерно при 1400
градусов Цельсия для сравнения. Поскольку связь между сталью и медью уже слаба, длительное воздействие высоких температур на область вокруг сварного шва — это последнее, что вам нужно, так как это приведет к тому, что металл станет еще более хрупким и, возможно, растрескается.
Поскольку связь между сталью и медью уже слаба, длительное воздействие высоких температур на область вокруг сварного шва — это последнее, что вам нужно, так как это приведет к тому, что металл станет еще более хрупким и, возможно, растрескается. 
 Поскольку вам приходится одновременно запускать сварочный аппарат, управлять педалью газового щита и часто одновременно перемещать присадочный стержень во время сварки TIG, может быть трудно научиться управлять всеми тремя этими задачами одновременно с плавной эффективностью. .
Поскольку вам приходится одновременно запускать сварочный аппарат, управлять педалью газового щита и часто одновременно перемещать присадочный стержень во время сварки TIG, может быть трудно научиться управлять всеми тремя этими задачами одновременно с плавной эффективностью. .  Если сталь и медь, которые вы пытаетесь сварить, грязные, загрязняющие вещества потенциально могут сделать связь между двумя металлами слишком слабой, чтобы ее можно было использовать, или вызвать неприглядное изменение цвета вокруг места сварки.
Если сталь и медь, которые вы пытаетесь сварить, грязные, загрязняющие вещества потенциально могут сделать связь между двумя металлами слишком слабой, чтобы ее можно было использовать, или вызвать неприглядное изменение цвета вокруг места сварки.  На этом этапе важно не закручивать вольфрам слишком туго и не вытягивать нити из медного сплава в сварочной горелке, поскольку они очень хрупкие. Чем бережнее вы обращаетесь со своими сварочными инструментами, тем дольше они прослужат.
На этом этапе важно не закручивать вольфрам слишком туго и не вытягивать нити из медного сплава в сварочной горелке, поскольку они очень хрупкие. Чем бережнее вы обращаетесь со своими сварочными инструментами, тем дольше они прослужат. 

 Таким образом, ваши вольфрамовые электроды прослужат дольше.
Таким образом, ваши вольфрамовые электроды прослужат дольше.
 Ширина валика сварного шва определяется тем, насколько быстро вы перемещаете наконечник сварочной горелки, и важно, чтобы во время сварки вы перемещали горелку плавно. В противном случае вы получите сварной шов, который будет выглядеть беспорядочно и не очень чисто.
Ширина валика сварного шва определяется тем, насколько быстро вы перемещаете наконечник сварочной горелки, и важно, чтобы во время сварки вы перемещали горелку плавно. В противном случае вы получите сварной шов, который будет выглядеть беспорядочно и не очень чисто. 

 поверхность. Наконечник горелки не должен отклоняться от этого расстояния в течение
продолжительность сварки для получения наилучших результатов.
поверхность. Наконечник горелки не должен отклоняться от этого расстояния в течение
продолжительность сварки для получения наилучших результатов.
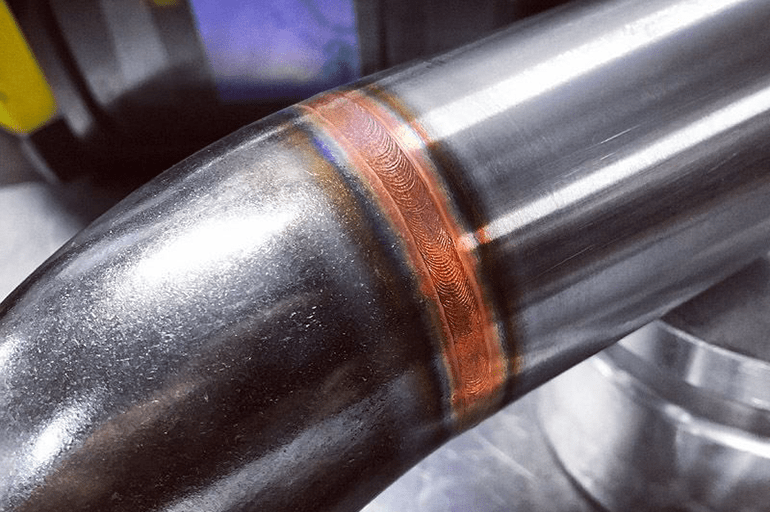 Это означает, что кремниевая бронза действует как клейкий металл между
сталь и медь, а не полностью сплавлять их.
Это означает, что кремниевая бронза действует как клейкий металл между
сталь и медь, а не полностью сплавлять их. Если вы сделаете это, вы не только резко снизите общий контроль над сварочной операцией, но и с большей вероятностью получите брызги и капли металла по краям сварного шва, что выглядит непрофессионально и приводит к лишнему расходу присадочного материала. стержень.
Если вы сделаете это, вы не только резко снизите общий контроль над сварочной операцией, но и с большей вероятностью получите брызги и капли металла по краям сварного шва, что выглядит непрофессионально и приводит к лишнему расходу присадочного материала. стержень.  дальний передний край сварочной ванны.
дальний передний край сварочной ванны.  Используйте слишком много, и сварной шов будет выглядеть громоздким, не используйте достаточно, и горелка TIG может прожечь кремниевую бронзу в основание.
Используйте слишком много, и сварной шов будет выглядеть громоздким, не используйте достаточно, и горелка TIG может прожечь кремниевую бронзу в основание.