
СНиП III-18-75 Металлические конструкции – СНиПы
|
Таблица 42
При сварке конструкций мостов производится проверка применяемых режимов и сварочных материалов путем испытания контрольных соединений с определением механических свойств соединений и металла шва, а также его химического состава. Методы и объем испытании контрольных соединений устанавливаются специальной инструкцией.
9.21. Устранение
деформаций грибовидности и перекоса полок двутавровых, тавровых и
Н-образных элементов мостовых конструкций, в том числе
эксплуатируемых в районах с расчетной температурой ниже минус 40°
С и до минус 65° С включительно и из стали класса С52/40,
допускается производить холодной правкой на пресс-вальцах при
соблюдении требований табл. 1. Указанные элементы, а также элементы
коробчатого сечения допускается исправлять с помощью термической и
термомеханической правки с нагревом в соответствии с требованиями п. Образование отверстий для заклепочных и болтовых соединений 9.22. При изготовлении стальных конструкций мостов диаметры отверстий под заводские и монтажные заклепки, а также под болты нормальной точности и высокопрочные должны удовлетворять требованиям табл. 43 настоящей главы. Отверстия под заклепки, прикрепляющие продольные и поперечные балки проезжей части и под другие заклепки, работающие на отрыв головок, а также отверстия в фасонках и накладках под высокопрочные болты надлежит раззенковывать в соответствии с указаниями п. 1.72 настоящей главы. В остальных случаях в местах прилегания головок заклепок к склепываемому пакету допускается раззенковывать отверстия на 0,8 мм по глубине и диаметру.
Продавливание отверстий на
полный диаметр в элементах пролетных строений и опор не допускается. Таблица 43
Продавливание отверстий в деталях несущих элементов конструкций, эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно и из стали класса С52/40, не допускается. 9.23. Просверленные и рассверленные отверстия должны иметь цилиндрическую форму с гладкими стенками, перпендикулярными плоскости сборочного элемента. Отклонения по овальности допускаются в пределах плюсовых и минусовых допусков на диаметр отверстий. Отклонения но черноте и косине отверстий под заклепки принимаются во всех случаях но нормам табл. 6 настоящей главы, установленным для низколегированной стали: при этом максимальная допустимая косина ограничивается 2 мм.
9.24. При изготовлении
конструкций пролетных строений или опор с применением для сверления
монтажных отверстий кондукторов должна быть произведена на заводе
контрольная сборка первого и каждого последующего пятого пролетного
строения или опоры данного типа; в пролетных строениях с идентичными
фермами допускается производить контрольную сборку одной из них. Объем контрольной сборки назначается в соответствии с п. 1.29 настоящей главы. При этом совпадение монтажных отверстий должно удовлетворять следующим требованиям: калибр диаметром меньше проектного диаметра отверстия на 0,5 мм должен проходить не менее чем в 85% отверстий каждой группы. Исправление дефектных монтажных отверстий производится в соответствии с п. 1.69 настоящей главы по согласованию с заводской инспекцией. 9.25. При общей сборке, осуществляемой частями фермы, в последующую часть фермы должен входить участок предыдущей части, включающий не менее двух панелей и не менее двух монтажных элементов каждого пояса. 9.26. Отклонения размеров мостовых конструкций при общей и контрольной сборке на стеллажах не должны превышать величин, указанных в табл. 44. Таблица 44
Таблица 45
9.27. Для рассверловки монтажных отверстий в поперечных связях должны быть собраны на стеллажах все элементы поперечника, включая поперечную балку.
9.28. Сверление
монтажных отверстий в элементах с применением кондукторов в случаях,
когда на точность совпадения отверстий оказывает влияние суммирование
допусков (отверстия в рыбках продольных балок, в пересечениях
диагоналей связей с продольными балками и между собой и др. Аналогичным образом просверливаются на заводе монтажные отверстия, образование которых затруднено при общей сборке мостовых конструкций (отверстия в фасонках продольных связей в узлах перелома. пояса и элементах связей, примыкающих к этим фасонкам, в прикреплении трубчатой распорки портала и др.). Клепка и постановка высокопрочных болтов
9.29. Натяжение
высокопрочных болтов на заданное усилие в мостовых конструкциях, как
правило, осуществляется и контролируется по методу приложения
расчетного крутящего момента в соответствии с нормами пп. 1.133 и
1.138 настоящей главы. 9.30. При проверке плотности склепанных или стянутых высокопрочными болтами пакетов в конструкциях мостов щуп толщиной 0,3 мм не должен входить между листами пакета. Допускаемые отклонения размеров 9.31. Величины отклонений действительных размеров от проектных для отправляемых на монтаж сборочных деталей и элементов не должны превышать допускаемых, указанных в табл. 8 и 45, если в чертежах КМ не предусмотрены более жесткие допуски. 9.32. Отклонения при изготовлении опорных частей не должны превышать величин, приведенных в табл. 46. Таблица 46
Таблица 47
9.33. Отклонения от проектной геометрической формы отправочных элементов не должны превышать величин, указанных в табл. 47.
9. Заводская приемка, очистка, грунтование, окраска, документация, отгрузка 9.35. Стальные конструкции мостов должны быть приняты ОТК завода-изготовителя и заводской инспекцией до грунтования. Не исправляются и подлежат замене целиком листы или другие прокатные профили в готовых пролетных строениях или их элементах, имеющие: трещины в металле шва, переходящие на основной металл; трещины в основном металле; расслоения по кромкам.
9.36. Перед
грунтованием покрываемые поверхности конструкций должны быть очищены
в соответствии с требованиями п. Очистку конструкций под грунтование принимают ОТК завода-изготовителя и заводская инспекция. 9.37. Грунтование и окраску надлежит производить на заводе-изготовителе в соответствии с требованиями главы СНиП “Защита строительных конструкций от коррозии”, главы СНиП “Мосты и трубы” и специальными указаниями по грунтовке и окраске стальных мостовых конструкций. Грунтование и окраску конструкций принимают ОТК завода-изготовителя и заводская инспекция. 9.38. При сдаче готовой продукции завод-изготовитель обязан представить сертификат на стальные конструкции (согласно п. 1.87 настоящей главы*, а также следующую документацию в качестве приложений к сертификату или акту приемки конструкций заводской инспекцией:
*Мостовые
заводы, а по специальному указанию и другие заводы
металлоконструкций, представляют акт приемки конструкций заводской
инспекцией. а) полный комплект исполнительных чертежей. включая схему маркировки, с указанием отступлений от чертежей КМ (в том числе отверстий, рассверленных на больший диаметр) и с соответствующими согласованиями; б) сводную ведомость сертификатов на материалы, применявшиеся при изготовлении конструкций; в) опись удостоверений о квалификации резчиков, производивших машинную кислородную резку деталей, с указанием даты и номера протокола испытания; г) опись удостоверений о квалификации исполнителей, производивших постановку заводских высокопрочных болтов, с указанием даты и номера протокола испытания. Кроме того, для сварных конструкций мостов: д) опись удостоверений (дипломов) о квалификации сварщиков, производивших сварку конструкций, с указанием даты и номера протокола испытания;
е) ведомость результатов
контроля качества сварных соединений (в том числе ультразвуковой
дефектоскопией и просвечиванием проникающими излучениями) с указанием
методов устранения дефектов. 9.39. Погрузку конструкций следует осуществлять механизированными подъемно-транспортными средствами с выполнением требований п. 1.90 настоящей главы. Крепление конструкций для перевозки на железнодорожном подвижном составе разрабатывается заводом-изготовителем. При приварке транспортных планок, укосин и т.д. должны выполняться требования пп. 1.25 и 9.13 настоящей главы. Сертификат (форма) ПРИЛОЖЕНИЕ 1 __________________________ (завод стальных конструкций) Сертификат №_____ на стальные конструкции Заказ № — Заказчик _______________________________________________ _______________________________________________________
3.
6. Организация, выполнившая деталировочные чертежи КМД (индекс и № чертежей) ___________________________________________________ 7. Стальные конструкции изготовлены в соответствии с ___________________________________________________ (Указать нормативный документ) 8. Конструкции изготовлены из сталей марок_______________ Примененные материалы соответствуют требованиям проекта. 9. Для сварки применены: а) электроды ___________________________________________ б) сварочная проволока__________________________________ в) флюс________________________________________________ г) защитные газы________________________________________
_______________________________________________________
11. Примечания: 1. Сертификаты на сталь, электроды, сварочную проволоку, флюс, защитные газы, заклепки, болты, материалы для грунтовки хранятся на заводе (мастерской).
Приложения: 1. Схемы общих сборок конструкции 2. _________________________________________ 3. _________________________________________ Начальник ОТК_________________________ (Подпись) Город ___________________________ “_____”_____________________19___г. ПРИЛОЖЕНИЕ 2 Паспорт цилиндрического вертикального резервуара (форма) Емкость________________________________________________ Марка__________________________________________________ №______________________________________________________ Дата составления паспорта _______________________________ Место установки (наименование предприятия) ______________ ________________________________________________________ ________________________________________________________ Назначение резервуара___________________________________ Основные размеры элементов резервуара (диаметр, высота)__ ________________________________________________________ Наименование организации, выполнившей рабочие чертежи КМ, и номера чертежей __________________________________ Наименование завода-изготовителя стальных конструкций___ ________________________________________________________ ________________________________________________________ Наименование строительно-монтажных организаций, участвовавших в возведении резервуара:
1)______________
2)______________3)________________и т. ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ ______________________________________________________ Перечень установленного на резервуаре оборудования: __________________________________________________________ __________________________________________________________ Отклонения от проекта_________________________________ __________________________________________________________ Дата начала монтажа___________________________________ Дата окончания монтажа________________________________ Дата начала и окончания каждого промежуточного и общего испытаний резервуара и результаты испытаний: __________________________________________________________ __________________________________________________________ __________________________________________________________ Дата приемки резервуара и сдачи его в эксплуатацию: __________________________________________________________ __________________________________________________________
Приложения: 1. 2.Заводские сертификаты на изготовленные стальные конструкции ___________________________________________________________ 3. Документы о согласовании отступлений от проекта при монтаже __________________________________________________________ 4. Акты приемки скрытых работ___________________________ ___________________________________________________________ 5. Документы (сертификаты и др.), удостоверяющие качество электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже____________________________________ ___________________________________________________________
6. _____________________________________________________________ 7. Журнал сварочных работ________________________________
_____________________________________________________________ 10. Документы результатов испытания сварных монтажных швов ________________________________________________________ _____________________________________________________________ _____________________________________________________________
11.
Подписи представителей заказчика и строительно-монтажных организаций (перечислить)________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ПРИЛОЖЕНИЕ 3 Паспорт мокрого газгольдера (форма) Емкость____________________ марка______________________ №_____________________________________________________ Дата составления паспорта_______________________________ Место установки (наименование предприятия) _____________ ________________________________________________________ ________________________________________________________ Назначение газгольдера _________________________________ Основные размеры элементов газгольдера (диаметр, высота)_____________________________________________________ Организация, выполнившая рабочие чертежи (КМ), и номера чертежей_________________________________________________ ____________________________________________________________ Наименование завода-изготовителя стальных конструкций___ ____________________________________________________________ Наименование строительно-монтажных организаций, участвовавших в возведении газгольдера ____________________________________________________________ 1)_______________2)__________________3)________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ Перечень установленного на газгольдере оборудования______ ____________________________________________________________ Отклонения от проекта___________________________________ ____________________________________________________________ Дата начала монтажа_____________________________________ Дата окончания монтажа _________________________________ Дата начала и окончания каждого промежуточного и общего испытания газгольдера и результаты испытаний_________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ Дата приемки газгольдера и пуска его в эксплуатацию (наполнения газгольдера газом)_______________________________ ____________________________________________________________ Приложения:
1. ____________________________________________________________
4. Акты приемки скрытых работ___________________________ ____________________________________________________________ ____________________________________________________________
____________________________________________________________
8.
____________________________________________________________ ____________________________________________________________
Подписи представителей заказчика и строительно-монтажных организаций (перечислить)________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ Изменения в главе СНиП III-18-75 БСТ №7,1978г. Постановлением Госстроя СССР от 19 апреля 1978 г. № 60 утверждены и с 1 июля 1978 г. введены в действие приведенные ниже изменения и дополнения главы СНиП III-18-75 “Металлические конструкции”, утвержденной постановлением Госстроя СССР от 20 октября 1975 г. №181. Пункт 1.9. Исключить слова: “и защищена от коррозии грунтовкой, позволяющей производить сварку”
Пункт 1. “Кромки деталей из низколегированной стали классов до С60/45 включительно и термически улучшенной углеродистой стали, но подлежащие сварке или не полностью проплавляемые при сварке, после ручной кислородной резки и кромки деталей из стали всех классов — после воздушно-дуговой резки подлежат механической обработке (строжке, фрезерованию, обработке абразивным инструментом).
Механическая обработка
производится на глубину, обеспечивающую удаление дефектов
поверхности, при этом после воздушно-дуговой резки — не менее 2
мм поверхности кромок не должны иметь надрывов и трещин. При
обработке абразивным инструментом следы зачистки должны быть
направлены вдоль кромок. Кромки деталей из углеродистой стали класса
С38/23 после ручной кислородной резки должны быть очищены и не иметь
шероховатостей, превышающих 1 мм, а для конструкций, возводимых или
эксплуатируемых в районах с расчетной температурой ниже минус 400
С и до минус 65° С включительно, — 0,5 мм. Шероховатость поверхности приторцовываемых кромок деталей, независимо от способов обработки, должна быть не грубее первого класса чистоты поверхности по ГОСТ 2789-73, при этом неплоскостность поверхности не должна превышать 0,3 мм”. Пункт 1.19. Абзац первый изложить в следующей редакции:
“Кромки работающих на
растяжение деталей из низколегированной стали классов до С60/45
включительно .всех толщин и из углеродистой стали толщиной свыше 10
мм, фасонок ферм из низколегированной стали классов до С60/45
включительно, всех расчетных деталей в конструкциях, воспринимающих
динамические нагрузки, либо возводимых или эксплуатируемых в районах
с расчетной температурой ниже минус 40° С и до минус 65° С
включительно, после резки на ножницах подлежат механической обработке
в соответствии с указаниями пп. 1.17 и 1.86 настоящей главы”. Пункт 1.21. Абзац второй изложить в следующей редакции: “Скосы по толщине на концах растянутых деталей (при сопряжении деталей разной толщины) в конструкциях, воспринимающих динамическую нагрузку, должны выполняться машинной кислородной резкой или механической обработкой и не должны иметь ступенек. Неровности и риски в детали должны быть сглажены, обработкой абразивным инструментом вдоль усилия”. Пункт 1.22 изложить в следующей редакции: На заготавливаемые детали расчетных элементов конструкций, оговоренных в чертежах КМ и КМД или дополнительных правилах настоящей главы, переносятся клеймением номера плавок. Клеймение номера плавки на деталях сварных элементов должно производиться не ближе 100 мм от мест наложения сварных швов при изготовлении и монтаже”.
Пункт 1. “б) ударная вязкость на образцах типа VI по ГОСТ 6996 — 66 при отрицательной температуре, указанной в чертежах КМ, для стыковых соединений — не ниже 3 кгс×м/см2, за исключением соединений, выполненных электрошлаковой сваркой”. Пункт 1.30 дополнить подпунктом следующего содержания: “г) угол статического изгиба на образцах типа XXVII или XXVIII по ГОСТ 6996 — 66 (при диаметре оправки согласно ГОСТ на основной металл) — не менее: 120° — для углеродистых сталей; 80° — для низколегированных сталей толщиной 20 мм и менее; 60° — для низколегированных сталей толщиной более 20 мм”. Пункт 1.30. Примечание 1 изложить в следующей редакции:
“1. Пункт 1.30 дополнить примечаниями следующего содержания: “3. У одного из образцов с надрезом по линии сплавления стыкового соединения допускается снижение ударной вязкости не более чем не 0,5 кгс×м/см2 по отношению к норме для основного металла”. “4. При необходимости применения для определения ударной вязкости образцов других типов (VII — XI по ГОСТ 6996-66) нормы ударной вязкости устанавливаются в чертежах КМ”. Пункт 1.31 изложить в следующей редакции:
“Сварочные работы
должны осуществляться под руководством лица, имеющего документ о
специальном образовании или подготовке в области сварки”. Пункт 1.90. Абзац первый изложить в следующей редакции: “Строповка, внутризаводское транспортирование и погрузке готовых элементов на транспортные средства должны выполняться приемами и приспособлениями, исключающими образование остаточных деформаций Пункт 2.4. В первой строке первого абзаца после слова “производить” добавить: “контрольную или…”. Пункт 6.3 изложить в следующей редакции: “Стенки отверстий для труб во фланцах и соприкасающиеся плоскости фланцев должны быть механически обработаны (резанием). Механическую обработку сопрягаемых плоскостей фланцев разрешается не производить при условии, если листовая сталь, из которой изготовляются фланцы, выправлена и имеет неплоскостность не более 1 мм.
Отверстия во фланцах для труб
допускается обрабатывать машинной кислородной резкой. Пункт 6.17 изложить в следующей редакции: “Усилие монтажного натяжения в оттяжках мачтовых опор должно определяться по формулам: при (5) при (6) где N — искомая величина монтажного натяжения при температуре воздуха во время производства работ; N1 — величина натяжения при плюс 40° С к среднегодовой температуре, приводится в чертежах КМ; N2 — величина натяжения при минус 40° С от среднегодовой температуры, приводится в чертежах КМ; Nc — величина натяжения при среднегодовой температуре воздуха в районе установки мачты, приводится в чертежах КМ в графе условной температуры для t°=0; Тc — среднегодовая температура воздуха в районе установки мачты, определяется по данным гидрометеорологической службы, в чертежах КМ обозначена t°=0;
Т
— температура
воздуха во время производства работ по регулированию натяжения
оттяжек мачт. Примечание к формулам: Значения температур в формулах применять с их знаками “+” или “ — ”. Об изменениях Строительных норм и правил для объектов черной металлургии Постановлением Госстроя СССР от 4 января 1985 г. № 2 утвеpждены и с 1 февраля 1985 г. ввeдены в действие для объектов черной металлургии разра6отанные институтами ЦНИИпромизделий, Ленинградский Промстройпроект, ЦНИИпроектстальконструкция им. Мельникова, Промстройпроект Госстроя СССР, а также институтами Минчермета СССР и внесенные Минчерметом. СССР, представленные Главтехнормированием Госстроя СССР следующие изменения строительных норм и правил:
изменение главы СНиП II-89-80
“Генеральные планы промышленных предприятий”,
утвержденной постановлением Госстроя СССР от 30 декабря 1980 г. изменение главы СНиП II-90-81 “Производственные здания промышленных предприятий”, утвержденной постановлением Госстроя СССР от 7 декабря 1981 г. № 202; изменение главы СНиП II-91-77 “Сооружения промышленных предприятий”, утвержденной постановлением Госстроя СССР от 30 декабря 1977 г. № 236; изменение главы СНиП II-33-75 “Отопление, вентиляция и кондиционирование воздуха”, утвержденной постановлением Госстроя СССР от 20 октября 1975 г. № 180; изменение главы СНиП II-Г 10-73 “Тепловые сети”, утвержденной постановлением Госстроя СССР от 17 сентября 1979 г. №179; изменение главы СНиП II-46-75 “Промышленный транспорт”, утвержденной постановлением Госстроя СССР от 19 августа 1975 г. №137;
изменение главы СНиП
III-18-75
“Металлические конструкции”,утвержденной постановлением. изменение ТП 101-81 “Технические правила по экономному расходованию основных строительных материалов”, утвержденных постановлением Госстроя СССР от 2 ноября 1981 г. № 188. Тексты изменений публикуются ниже. Изменение главы СНиП III-18-71 “Металлические конструкции” для объектов черной металлургии Пункт 2.20. В таблице 12, позиция 9 в графе “допускаемое отклонение” значение “±5 мм” заменить словами: “по ГОСТ 22647-77”.
Постановлением Минстроя
России от 8 декабря 1994г. №18-30 утверждены и с 1 января
введены в действие разработанные Научно-техническим центром
Корпорации “Трансстрой” и представленные
Главтехнормированием Минстроя России изменение №2 СНиП III-18-75
“Металлические
конструкции”
и изменение № 2 СНиП 3. ИЗМЕНЕНИЕ № 2 СНиП III-18-75 “МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ” Пункты 9.35, 9.36, 9.37 и 9.38. Слова “заводской инспекцией” заменить словами: “Инспекцией по контролю качества изготовления и монтажа мостовых конструкций”. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Металлографические исследования макрошлифов на торцах стыковых
швов
Металлографические исследования макрошлифов на торцах стыковых
швов 7 табл. 41.
7 табл. 41.
 Болты и
заклепки других стандартных диаметров в мостовых конструкциях не
допускаются.
Болты и
заклепки других стандартных диаметров в мостовых конструкциях не
допускаются.
 Отклонение длины
пролетного строения от проектной при пролете:
Отклонение длины
пролетного строения от проектной при пролете: Отклонение узлов
конструкций главных ферм и поперечных связей от плоскости
Отклонение узлов
конструкций главных ферм и поперечных связей от плоскости Балок проезжей части
клепаных, клепаносварных и болтосварных пролетных строений
Балок проезжей части
клепаных, клепаносварных и болтосварных пролетных строений На
других участках
На
других участках Балок проезжей части
клепаных, клепаносварных и болтосварных пролетных строений в
местах соединения при наличии рыбок сверху и снизу
Балок проезжей части
клепаных, клепаносварных и болтосварных пролетных строений в
местах соединения при наличии рыбок сверху и снизу
 ), следует
осуществлять: на неполный диаметр при монтажных соединениях на
заклепках; на диаметр, превышающий на 5 — 6 мм диаметр болта
при монтажных соединениях на высокопрочных болтах, при условии, что
данные соединения не определяют геометрию конструкции.
), следует
осуществлять: на неполный диаметр при монтажных соединениях на
заклепках; на диаметр, превышающий на 5 — 6 мм диаметр болта
при монтажных соединениях на высокопрочных болтах, при условии, что
данные соединения не определяют геометрию конструкции.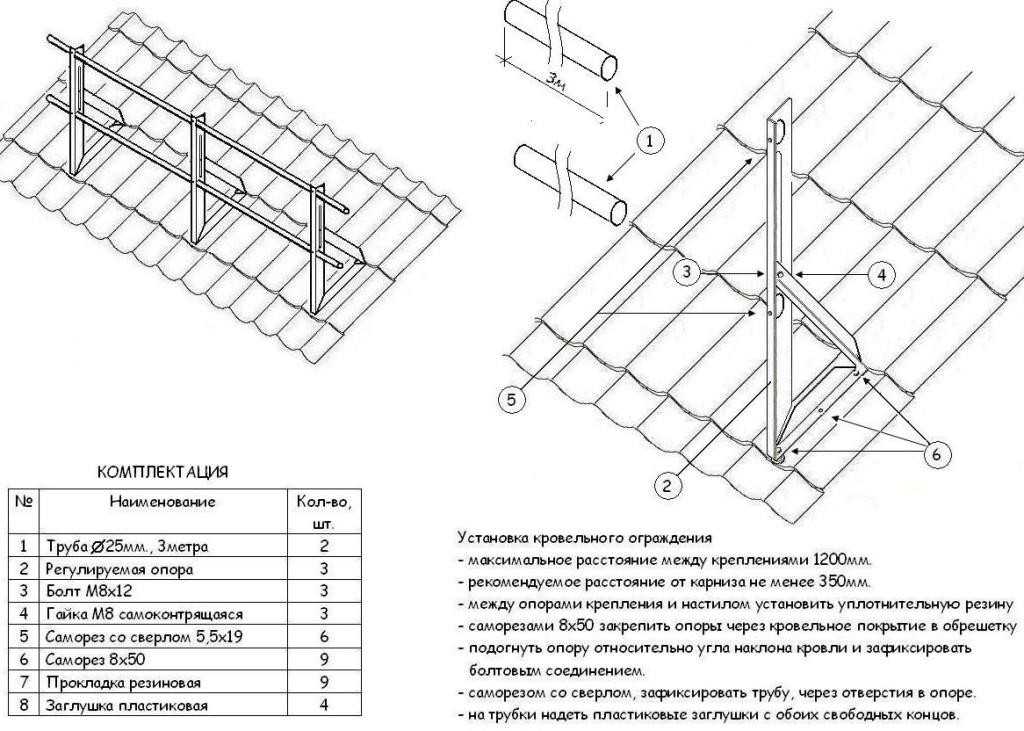
 Высота балансиров
Высота балансиров Высота плит
Высота плит Для листовых деталей
зазор между листом и ребром стальной линейки длиной 1 м в зоне
монтажных соединений
Для листовых деталей
зазор между листом и ребром стальной линейки длиной 1 м в зоне
монтажных соединений поз 9 — 12 табл. 9)
поз 9 — 12 табл. 9) Перекос и грибовидность
в прочих местах
Перекос и грибовидность
в прочих местах 34. Зазоры в
заводских стыках элементов пролетных строений и узкие конструктивные
щели должны при изготовлении (перед грунтованием) заполняться
шпатлевкой, а при ширине зазора более 8 мм — мягкой сталью и
шпатлевкой.
34. Зазоры в
заводских стыках элементов пролетных строений и узкие конструктивные
щели должны при изготовлении (перед грунтованием) заполняться
шпатлевкой, а при ширине зазора более 8 мм — мягкой сталью и
шпатлевкой. 1.82 настоящей главы.
1.82 настоящей главы.

 Дата начала изготовления
_____________________________
Дата начала изготовления
_____________________________ Сварные швы проверены
______________________________
Сварные швы проверены
______________________________ д.
д. Деталировочные чертежи стальных конструкций (КМД) №____________ и
рабочие чертежи (КМ) №_____________
Деталировочные чертежи стальных конструкций (КМД) №____________ и
рабочие чертежи (КМ) №_____________ Схемы геодезических
замеров при проверке разбивочных oсей
и установке конструкций__________________________________
Схемы геодезических
замеров при проверке разбивочных oсей
и установке конструкций__________________________________ Заключение по
просвечиванию сварных монтажных швов проникающим излучением со
схемами расположения мест просвечивания.
Заключение по
просвечиванию сварных монтажных швов проникающим излучением со
схемами расположения мест просвечивания. Деталировочные чертежи
стальных конструкций (КМД) № и рабочие чертежи (КМ) №
Деталировочные чертежи
стальных конструкций (КМД) № и рабочие чертежи (КМ) № Акты испытания
газгольдера ___________________________
Акты испытания
газгольдера ___________________________
 17 изложить в
следующей редакции:
17 изложить в
следующей редакции:

 30. Подпункт
“б”
изложить в следующей редакции:
30. Подпункт
“б”
изложить в следующей редакции: При сварке
элементов из низколегированной стали для угловых швов с размерами
катетов 4 – 7 мм допускается твердость металла шва и околошовной зоны
до 400 единиц по алмазной пирамиде”.
При сварке
элементов из низколегированной стали для угловых швов с размерами
катетов 4 – 7 мм допускается твердость металла шва и околошовной зоны
до 400 единиц по алмазной пирамиде”.СНиП III-18-75. Металлические конструкции. Правила производства и приемки работ
СНиП III-18-75. Металлические конструкции. Правила производства и приемки работ
Утверждены постановлением Государственного комитета Совета Министров СССР по делам строительства от 20 октября 1975г. №181
Госстрой СССР. — М.: ЦИТП Госстроя СССР, 1975. – 160 с
Взамен главы СНиП III-В.5-62*
Срок введения в действие 1 января 1977г
Общие положения:
1. 1. Настоящая глава Строительных норм и правил содержит требования изготовления, монтажа и приемки стальных конструкций зданий и производственных сооружений (доменных цехов и газоочисток, цилиндрических вертикальных резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений объектов связи, гидротехнических сооружений, опор линий электропередачи напряжением свыше 1000 В, а также при изготовлении и приемке стальных конструкций мостов).
1. Настоящая глава Строительных норм и правил содержит требования изготовления, монтажа и приемки стальных конструкций зданий и производственных сооружений (доменных цехов и газоочисток, цилиндрических вертикальных резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений объектов связи, гидротехнических сооружений, опор линий электропередачи напряжением свыше 1000 В, а также при изготовлении и приемке стальных конструкций мостов).
Правила настоящей главы распространяются на конструкции из углеродистой и низколегированной стали классов С38/23-С60/45.
Правила настоящей главы не распространяются на конструкции из стали класса С60/45, подвергающиеся непосредственному воздействию вибрационных или динамических нагрузок, либо возводимые или эксплуатируемые в районах с расчетной температурой ниже минус 40о С и на конструкции, изготовление, монтаж и приемка которых должны производиться в соответствии с правилами, утвержденными Госгортехнадзором СССР.
1.2. Стальные конструкции должны изготовляться и монтироваться в соответствии с чертежами КМД (конструкции металлические, деталировка), разработанными по рабочим чертежам КМ (конструкции металлические).
При разработке чертежей КМД следует учитывать требования, определяемые технологией монтажных работ (членение на отправочные элементы, указания по общим и контрольным сборкам, укомплектование деталями для сборки, установки и сварки на монтаже и др.), и технологические возможности предприятия-изготовителя.
Организация, разрабатывающая чертежи КМД, несет ответственность за соответствие их чертежам КМ, за расчетную прочность всех заводских и монтажных соединений конструкций, не предусмотренных чертежами КМ, за правильность размеров элементов конструкций и увязку их между собой, а также за выполнение требований, определяемых технологией монтажных работ. Отступления от чертежей КМ, как правило, не допускаются. В случае необходимости они должны быть согласованы с составителями чертежей КМ.
1.3. Изготовление и монтаж стальных конструкций должны производиться технически совершенными методами с механизацией работ, а также укрупнением отправочных элементов и обеспечением возможности укрупнения их на монтаже.
Изготовление и монтаж конструкций должны производиться в соответствии с инструкциями и руководствами, проектом производства работ и технологическими картами.
1.4. При изготовлении и монтаже стальных конструкций должен быть обеспечен контроль за выполнением правил настоящей главы, чертежей КМД, технологических карт, проекта производства работ с занесением результатов контроля в заводскую межцеховую сдаточную документацию или журналы промежуточной приемки, а также в исполнительную документацию на монтажные работы (акты, журналы).
Контроль должен осуществляться на следующих стадиях изготовления, монтажа и приемки при:
а) изготовлении деталей;
б) сборке элементов и конструкций под клепку, сварку или сбалчивание;
в) клепке, сварке и постановке болтов;
г) общей или контрольной сборке;
д) предварительном напряжении конструкций;
е) подготовке поверхностей под грунтование;
ж) подготовке поверхности под окраску;
з) грунтовании и окраске;
и) укрупнительной сборке и установке;
к) испытании конструкций.
Контроль за качеством при изготовлении конструкций осуществляется отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже – линейным инженерно-техническим персоналом.
1.5. Качество и марки материалов, применяемых в соответствии с проектом при изготовлении и монтаже конструкций, должны удовлетворять требованиям соответствующих стандартов и технических условий и удостоверяться сертификатами или паспортами заводов-поставщиков; в виде исключения допускается удостоверять качество и марки лабораторными испытаниями в соответствии с требованиями, установленными стандартами.
1.6. Изготовление стальных конструкций из стали классов до С52/40 включительно, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40о С и до минус 65о С включительно, следует производить при положительной температуре.
1.7. Для стали классов до С52/40 включительно при температуре ниже минус 25о С, а для стали класса С60/45 – при температуре ниже 0о С запрещаются ударные воздействия при изготовлении и монтаже, а также резка на ножницах и продавливание отверстий.
1.8. При изготовлении, монтаже и приемке стальных конструкций кроме общих правил настоящей главы следует руководствоваться соответствующими дополнительными правилами для отдельных видов сооружений, изложенными в последующих разделах настоящей главы.
Формат: doc (rar)
Страниц: 160 стр
Размер: 1,60 Мб (534 Кб)
Скачать СНиП с нашего сервера без ожидания и рекламы:
Нормативы – ХромитМонтаж – производство и монтаж металлоконструкций
Ленинградская область, г. Никольское Отрадненское шоссе д.1Г / +7 (812) 313-62-24 / [email protected]
Продукция
Услуги
Главная » Нормативы
НОРМАТИВНАЯ ДОКУМЕНТАЦИЯ:
- СНиП II.23-81* — Нормы проектирования. Стальные конструкции. (2 МБ)
- СП 16.13330-2011 — Стальные конструкции.
 Актуализированная редакция СНиП II-23-81*. (1 МБ)
Актуализированная редакция СНиП II-23-81*. (1 МБ) - Пособие по проектированию — стальных конструкций (к СНиП II-23-81*). (2,5 МБ)
- СНиП 3.03.01-87 — Несущие и ограждающие конструкции. (5,9 МБ)
- СП 53-101-98 — Изготовление и контроль качества стальных строительных конструкций. (0,4 МБ)
- СП 53-102-2004 — Общие правила проектирования стальных конструкций. (1 МБ)
- ГОСТ 21.502-2007 — Правила выполнения проектной и рабочей документации металлических конструкций. (1 МБ)
- ГОСТ 23118-99 — Конструкции стальные строительные. Общие технические условия. (0,3 МБ)
- Серия 2.400-10 — Нормали заводских стыков профилей в строительных стальных конструкциях. (17,7 МБ)
- ГОСТ 14771-76 — Дуговая сварка в защитном газе. Соединения сварные. (1,2 МБ)
ТИПОВЫЕ СЕРИИ:
- Серия 3. 407.9-172 выпуск 0 — Прожекторные мачты и отдельно стоящие молниеотводы. Материалы для проектирования. (1,2 МБ)
- Серия 3.407.9-172 выпуск 1 — Прожекторные мачты и отдельно стоящие молниеотводы. Монтажные схемы, узлы. Рабочие чертежи. (3,7МБ)
- Серия 3.407.9-172 выпуск 2 — Прожекторные мачты и отдельно стоящие молниеотводы. Стальные конструкции. Чертежи КМ. (2,3 МБ)
- Серия 2.440-2 выпуск 1 — Узлы стальных конструкций производственных зданий промышленных предприятий. (1,7 МБ)
- Серия 3.501.2-123 выпуск 1 альбом 1 — Мачты осветительные высотой 21, 28, 35, 45м. Монтажные чертежи и указания по их применению. (7,6 МБ)
- Серия 3.501.2-123 выпуск 1 альбом 2 — Мачты осветительные высотой 21, 28, 35, 45м. Монтажные чертежи и указания по их применению. (13,8 МБ)
- Шифр А31-95 — Молниеотводы металлические 15, 20, 25…75м. Рабочие чертежи. (17,7 МБ)
- Серия 3.400.2-14.93 выпуск 1 — Изделия закладные унифицированные сборных железобетонных конструкций инженерных сооружений для промышленного строительства. (4 МБ)
- Серия 1.400-15 выпуск 0 — Унифицированные закладные изделия железобетонных конструкций для крепления технологических коммуникаций и устройств. (8,2 МБ)
- Серия 1.400-15 выпуск 1 — Унифицированные закладные изделия железобетонных конструкций для крепления технологических коммуникаций и устройств. (7,8 МБ)
- Серия 1.450.3-7.94 выпуск 0 — Лестницы, площадки, стремянки и ограждения стальные для производственных зданий промышленных предприятий. Материалы для проектирования. (4,1 МБ)
- Серия 1.450.3-7.94 выпуск 1 — Лестницы, площадки, стремянки и ограждения стальные для производственных зданий промышленных предприятий. Конструкции из холодногнутых профилей. (8,1 МБ)
- Серия 1.450.3-7.94 выпуск 2 — Лестницы, площадки, стремянки и ограждения стальные для производственных зданий промышленных предприятий. Конструкции из горячекатаных профилей. (7,7 МБ)
- Серия 3.017-3 выпуск 2 — Ограждения площадок и участков предприятий, зданий и сооружений. Металлические элементы оград. (1 МБ)
- Серия 3.017-3 выпуск 5 — Ограждения площадок и участков предприятий, зданий и сооружений. Ворота распашные металлические шириной 4,5м, калитки. (2,4 МБ)
- ГОСТ 24379.1-80 — Болты фундаментные. Конструкция и размеры. (0,6 МБ)
ГОСТЫ, СТАНДАРТЫ:
- ГОСТ 8420-97 — Швеллеры стальные горячекатаные. (1,3 МБ)
- ГОСТ 8278-83 — Швеллеры стальные гнутые равнополочные. (2,7 МБ)
- ГОСТ 19425-74 — Балки двутавровые и швеллеры стальные специальные. (0,15 МБ)
- ГОСТ 26020-83 — Двутавры стальные горячекатаные с параллельными гранями полок. (1,3 МБ)
- СТО АСЧМ 20-93 — Прокат стальной сортовой фасонного профиля. Двутавры горячекатаные с параллельными гранями полок. (0,4 МБ)
- ГОСТ 8509-93 — Уголки стальные горячекатаные равнополочные. (0,15 МБ)
- ГОСТ 8568-77 — Листы стальные с ромбическим и чечевичным рифлением. (0,14 МБ)
- ГОСТ 30245-2003 — Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций. (2 МБ)
- ГОСТ 5336-80 — Сетки стальные плетеные одинарные. (0,1 МБ)
Задать вопрос
187026, Ленинградская обл. Тосненский р-н, г. Никольское Отрадненское шоссе д.1Г., +7 (812) 313-62-24 e-mail: [email protected]. Производство метеллоконструкций в СПб
Классификация металлических конструкций
Металлическая конструкция это элемент здания или сооружения, выполняющий определенные функции. Металлические конструкции нельзя рассматривать вне состава здания и условий его эксплуатации. Поэтому, говорить о классификации металлических конструкций, мы начнем с факторов, имеющих непосредственное отношение к долгосрочной работе металлоконструкций, и описанию тех условий, от которых зависит их успешная эксплуатация. Первое, о чем необходимо сказать в этом разделе, это о влиянии внешней среды на конструкцию, что часто называют термином «агрессивность воздействия внешней среды». Все мы знаем, что металл подвержен коррозии, и для того, чтобы защитить металлическую конструкцию от агрессивного воздействия внешней среды, необходимо предпринять меры, которые снизят риск возникновения коррозии. Для того чтобы определить необходимое конструктивное решение, мы должны четко знать все нормы агрессия воздействия среды на конструкцию. Их деление предопределено составом воздуха, его влажностью, и наличием в нем агрессивных газов, соли или пыли. Если все указанные компоненты воздуха находятся в пределах нормы, то и условия эксплуатации конструкций не приведут к значительному удорожанию. По степени агрессии, внешняя среда бывает: неагрессивной, слабоагрессивной, среднеагрессивной и сильноагрессивной, более подробно этот вопрос описан в правилах СНиП 2.03-85, там же даны четкие рекомендации, как лучше всего защитить металлическую конструкцию, правильно выбрав марку стали и антикоррозийное покрытие. Если соблюдать все строительные нормы и правила, то металлические конструкции обойдутся Заказчику, в тех разумных финансовых пределах, на которые он и рассчитывал.
Классификация металлических конструкций соответствует типу их исполнения, на который, прежде всего, влияет температура воздуха. Чем ниже температура окружающей среды, тем строже становятся требования к эксплуатации строения здания или сооружения, а значит и к конструктивному решению тоже. Отрицательные температуры – это не единственный фактор, отражающийся на классификации металлических конструкций. Здесь имеют место быть также и динамические нагрузки, концентрация напряжений и т.п. воздействий, приводящие металл к разрушению. Поэтому в проектировании классификация металлических конструкций предусматривает их деление на три категории:
- К первой категории относятся конструкции, которые подвержены динамическому, циклическому и подвижному воздействию;
- Вторая категория – это конструкции и элементы, на которые оказывают воздействие сразу несколько неблагоприятных факторов, начиная от динамических нагрузок и заканчивая низкими температурами, и т.д;
- Третья категория включает в себя конструкции, разрушение которых маловероятно или очень незначительно, ввиду отсутствия неблагоприятных факторов воздействия и нагрузок.
Следует учитывать, что все факторы воздействия нагрузок, если их не учесть заранее, могут надолго (если не навсегда) вывести металлическую конструкцию из строя, что может привести к потере устойчивости здания или сооружения, а также вызвать разрушение стеновых ограждающих конструкций, которые могут привести к необратимым последствиям. Поэтому, рассматривая вопрос классификации металлических конструкций, следует отметить три категории норм назначения металлических стальных конструкций, которые отвечают за работоспособность всего здания или сооружения.
- Категория назначения «А» включает в себя основные несущие конструкции, к которым предъявляются самые высокие требования, так как их непригодность может привести частичному к обрушению здания или сооружения. В эту категорию входят такие конструкции как, балки крановых путей, перекрытия, рабочие площадки, прогоны покрытий, ригели рам, лестницы, фермы, колонны, стойки, связи, опоры, мачты, башни, эстакады, листовые и другие подобные металлические конструкции.
- Категория назначения «Б» – это вспомогательные конструкции, такие как настилы, элементы фахверка, лестничные площадки, связи и другие элементы, от потери устойчивости которых будет временно прекращена нормальная эксплуатация здания или сооружения.
- И в последнюю категорию назначения «В» входят слабонагруженные элементы ограждений и прочие элементы, которые не подлежат расчету, устанавливаемому, исходя из конструктивных требований, потому как снижение их несущей способности снизит качество эксплуатации здания или сооружения, но не приведет прекращению его работоспособности.
Обобщая тему «Классификация металлических конструкций», необходимо отметить, что сварные металлические конструкции по своему назначению представляют четыре группы, которые можно оценить следующим образом:
- Группа I объединяет в себе основные сварные конструкции, призванные работать в особо тяжелых условиях, с непосредственным динамическим, вибрационным или подвижным воздействием.
- Группа II – это основные сварные конструкции, работающие в условиях статических нагрузок направленных на растяжение, а также сюда входят конструкции и элементы первой группы, в которых нет сварных соединений.
- Группа III включает в себя основные сварные конструкции, работающие преимущественно на сжатие, а также конструкции второй группы, в которых также нет сварных соединений.
- Группа IV – это уже вспомогательные конструкции, а также конструкции и элементы третьей группы, в которых отсутствуют сварные соединения.
Наша проектно строительная компания уделяет большое внимание успешным взаимоотношениям с Заказчиком. Мы готовы поделиться с Вами каталогом нашей продукции, разработанным на основе требований и норм, предъявляемых к классификации металлических изделий и их эксплуатации. Звоните нам! Мы будем рады Вас слышать!
огнезащита металлоконструкций. Предел огнестойкости металлоконструкций без огнезащиты
Огнезащита металлоконструкций является таким элементом, которому в большинстве случаев принято уделять особое внимание. При этом нужно правильно понимать, что это такое и где это нужно.
Зачем это нужно?
Несущие балки, двутавры, колонны и другие элементы в условиях пожара могут вести себя практически непредсказуемо. При этом не стоит забывать, что главная их задача – выполнять свое прямое предназначение – максимально долго удерживать здание, предотвращая любые риски обрушения.
Металл сохраняет свою крепость ровно до тех пор, пока его температура не сравняется с температурой окружающей среды. Многие не знают об этом факте. А если его поместить в высокотемпературную среду, со временем он станет гибким и пластичным. Поэтому, если не использовать специализированную огнезащиту металлоконструкций, она не продержится в огне 3-5 минут.
Плавясь и изгибаясь, он повреждает первоначальную конструкцию зданий и сооружений, провоцируя обрушение, когда люди еще не полностью эвакуированы. Это, соответственно, оборачивается их смертью. Именно по этой причине противопожарная защита металлических конструкций является одним из важнейших элементов, учитываемых в процессе разработки безопасности каждого здания. Однако нужно правильно понимать, как и когда она предоставляется.
Что это такое?
Далее рассмотрим, когда возможна противопожарная защита металлоконструкций. На сегодняшний день применяются самые разные способы строительства, с помощью которых обеспечивается противопожарная защита, такие как облицовка кирпичом, штукатурка по сетке и многие другие, но в данном случае мы рассматриваем нестроительные технологии, которые можно учесть при любых архитекторов и дизайнеров.
Как это реализовано?
Согласно СНиП огнезащита металлических конструкций должна в первую очередь обеспечиваться зданиям и сооружениям, в которых открыты различные металлические несущие элементы. При этом нормально закрыть их возможности нет, либо используется ход проектирования архитектора. Таким образом, мы имеем здание, в котором нет металлических конструкций, которые ничем не защищены. При этом, согласно СНиП, огнезащита металлических конструкций осуществляется путем нанесения на них специализированной огнезащитной краски. В данном случае это не только самый эффективный, но и, в принципе, единственно возможный способ.
Казалось бы, все предельно просто: покупаем огнезащитную краску и красим ею доступную поверхность. На первый взгляд может показаться, что такими способами огнезащиты металлоконструкций могут воспользоваться обычные маляры или дешевые рабочие. На самом деле эта простота только кажущаяся и поверхностная.
Для обеспечения полноценной реализации данного проекта противопожарной защиты необходимо точно знать, сколько слоев краски должно быть нанесено на те или иные элементы, рассчитать огнестойкость металлоконструкций без огнезащиты, не допустить возможности растрескивания или расслоения материала в процессе сушки.
Дизайн
Не забывайте, что сами специализированные краски стоят не так уж и дешево. Это только одна из причин, обуславливающих необходимость разработки проекта по обеспечению огнезащиты конструкций. С помощью этого проекта можно будет понять, насколько низка огнестойкость металлоконструкций без противопожарной защиты, сколько потребуется краски для ее повышения и сколько слоев материала нужно нанести на те или иные элементы.
Профессиональные специалисты занимаются детальной оценкой всех нагрузок, воздействующих на конкретные конструкции, рассчитывают огнестойкость, а также время, в течение которого они могут выполнять свою прямую функцию в условиях пожара. После этого подсчитывается время отсутствия и рассчитывается необходимая толщина защитного слоя. Так осуществляется проектирование и определение цены проводимых работ, после чего специалисты приступают к реализации задуманного.
Как выполняется приложение?
Материалы для огнезащиты металлоконструкций наносят с помощью специализированных безвоздушных установок. И их нанесение осуществляется только в один слой определенной толщины. Главная особенность здесь в том, что если огнезащитный материал нанести слишком тонким слоем, то при незначительном высыхании краска начнет скручиваться и лопаться, иначе она не успеет высохнуть. Это приведет к ее падению из конструкции. По этой причине профессиональными специалистами в соответствии с ГОСТом огнезащита металлоконструкций наносится определенным слоем, после чего дается время на частичное высыхание, а затем наносится следующий слой. Затем, повторяя эту процедуру, достигается необходимая толщина.
Стоит отметить тот факт, что каждый слой огнезащитной краски находится под тщательным контролем не только в мокром, но и в сухом остатке, а также проверяется коэффициент усадки. Помимо прочего, сухой слой также контролируется специализированным электромагнитным вихревым толщиномером. При наличии действительно качественного и правильного выполнения всего комплекса необходимых процедур, от разработки проекта до непосредственного нанесения материала, в конечном итоге покрытие прослужит более пятидесяти лет.
Основные характеристики
Металлы по своей структуре очень чувствительны к огню и, в принципе, к высоким температурам. Именно поэтому все процедуры проводятся только в соответствии с заранее установленным сводом правил (СП). Огнезащиту металлических конструкций следует проводить по той причине, что сам металл очень быстро нагревается. Это приводит к значительному снижению его прочностных свойств. В связи с этим металлоконструкции представляют собой наиболее уязвимый элемент любого здания в процессе пожара, и это с учетом того, что в современном строительстве они применяются практически повсеместно.
Мало кто правильно понимает, что металлокаркас имеет низкую огнестойкость и ее значение колеблется в районе 0,1-0,4 часа, а в соответствии с действующими нормами огнестойкость любой строительной конструкции должна быть в районе 0,5-2,5 часа, в зависимости от того, какой конкретно тип здания рассматривается, и именно поэтому требуется противопожарная защита металлических конструкций. Требования к применению таких материалов регламентируют правильность их использования, а также позволяют сделать так, чтобы, в конце концов, действительно можно было добиться необходимых результатов.
Причины
Основная суть огнезащиты металлических конструкций заключается в том, что на поверхности металла создается специальный теплоизоляционный экран. Он способен выдерживать высокие температуры, а при необходимости также не позволяет воздействовать на материал огня. Такой экран существенно замедляет процедуру обогрева металлоконструкций в случае пожара. За счет этого обеспечивается время, необходимое для дальнейшей эвакуации и спасения жизни многих людей.
Существует множество способов, которыми осуществляется противопожарная защита металлоконструкций. Составы наносятся как традиционными способами, такими как оштукатуривание стен специальными растворами, бетонирование или кладка кирпичной кладки, так и более современными, основанными на использовании легких заполнителей и материалов, в том числе минерального волокна, вспученного перлита или всевозможных теплоизоляционных материалов. Цена этой процедуры напрямую зависит от того, какой именно метод применялся в той или иной ситуации.
Классификация методов
Конструктивная огнезащита металлоконструкций осуществляется несколькими современными методами:
- Специальные огнезащитные покрытия. Изготавливаются из цемента, жидкого стекла, а также минерального гранулированного волокна.
- Применение всех видов набухающих огнезащитных красок, представляющих собой достаточно сложную систему, включающую органические и неорганические компоненты. Их основное действие полностью основано на набухании состава под воздействием высоких температур и дальнейшем образовании теплоизолирующего пористого слоя, толщина которого составляет всего несколько сантиметров.
Огнестойкость металлических конструкций без огнезащиты достаточно низкая, но с помощью таких методов специалисты без труда повышают ее до необходимого значения 0,75-2,5 часа в зависимости от того, какой слой штукатурки наносится, а также будь то огнезащитная краска или облегченное покрытие. Применение набухающих красок в большинстве случаев позволяет добиться огнестойкости конструкций продолжительностью более полутора часов.
Особенности применения
Нанесение специальных материалов можно разделить на четыре основных этапа:
- Подготовка поверхности.
- Нанесение грунтовки.
- Нанесение специальной краски.
- Покрытие.
Особое внимание при этом уделяется подготовке металлических поверхностей к дальнейшей антипиреновой обработке. При неправильной подготовке в дальнейшем покрытие может просто разрушиться под внутренними или внешними воздействиями, в результате чего результат проделанной работы равен нулю. На практике можно встретить довольно большое разнообразие возможных состояний металлических поверхностей перед нанесением на них специальных покрытий, и даже для тех металлоконструкций, которые еще не были в эксплуатации, определяют четыре основных состояния в соответствии с установленными государственными стандартами.
На практике применяют в основном два основных метода очистки – механический и химический. Последний предусматривает использование специализированных преобразователей ржавчины, средств для отмывки старой краски и даже массы некоторых других. Механическая технология также предусматривает механизированную или полностью ручную обработку. Такая очистка осуществляется с помощью абразивного инструмента, браширования или пескоструйной обработки, и ее основная задача – получить абсолютно чистую металлическую поверхность без какого-либо налета на ней.
Еще одним обязательным этапом подготовки можно назвать полное обезжиривание поверхности, которое осуществляется с помощью специализированных органических растворителей. Основной целью этой процедуры является полное удаление с поверхности металла любых неорганических или органических жиров и масел. Операция проводится непосредственно перед нанесением первого слоя покрытия, и в большинстве случаев ее принято совмещать с обеспыливанием.
Грунтовка
Первым слоем при нанесении любого огнезащитного покрытия всегда является грунтовка. И в большинстве случаев принято использовать акрил, который считается самым универсальным. В основные задачи грунтовки входит обеспечение защиты металла от коррозии, а также качественное сцепление с поверхностью и последующими слоями покрытия.
К подбору грунта нужно подходить очень внимательно, если речь идет о дальнейшей антипиреновой обработке. Ведь на рынке можно найти массу разной продукции, которая изготавливается по ТУ, а не ГОСТам. В целом грунты, изготовленные по ТУ, характеризуются температурой размягчения 90-100°С, тогда как рабочая температура огнезащитного покрытия составляет 220-250°С. Таким образом, грунт со временем теряет свои свойства, что может спровоцировать его деформацию и дальнейшее отслоение вместе с нанесенным огнезащитным покрытием. Кроме того, использование любых дешевых аналогов, выпускаемых только по ТУ, приведет к увеличению времени высыхания наносимого материала, а также снижению или даже полной потере адгезии нанесенного огнезащитного покрытия.
Не все понимают, что крайне важно выдержать грунт до его полного высыхания до нанесения самой огнезащитной краски, так как в противном случае защитное покрытие может просто треснуть в процессе эксплуатации. Нанесение на старые покрытия или предварительно загрунтованные лакокрасочными материалами поверхности специализированных материалов, не рекомендованных производителями огнезащитных красок, может впоследствии спровоцировать ухудшение адгезии, а также вздутие или отслоение нанесенного покрытия.
Огнезащита металлических конструкций. Огнестойкость металлоконструкций без огнезащиты
Огнезащита металлоконструкций представляет собой элемент, которому в большинстве случаев принято уделять особое внимание. При этом нужно правильно понимать, что это такое и где это нужно.
Почему?
Фермы, балки, колонны и другие элементы в условиях пожара могут вести себя практически непредсказуемо. Не следует забывать, что главная их задача – выполнить свое прямое предназначение – удержать здание как можно дольше, не допуская риска обрушения.
Металл остается в крепости ровно до тех пор, пока его температура не сравняется с температурой окружающей среды. Многие не знают об этом факте. Но если поместить его в среду высоких температур, со временем он станет гибким и пластичным. Поэтому, если не использовать специализированную огнезащиту металлоконструкций, при возгорании он не может продержаться 3-5 минут.
Плавится и гнется, но наносит повреждения первоначальной конструкции зданий и сооружений, вызывая обрушение, когда люди не успели полностью эвакуироваться. Это, соответственно, приводит к их гибели. Именно по этой причине противопожарная защита металлических конструкций является одним из важнейших элементов, который необходимо учитывать в процессе разработки безопасности каждого здания. Однако нужно правильно понимать, как и когда она предоставляется.
Что это?
Далее рассмотрим, когда возможна противопожарная защита металлоконструкций. На сегодняшний день существует множество способов строительства, обеспечивающих противопожарную защиту, таких как облицовочный кирпич, штукатурка по металлической решетке и многие другие, но в данном случае мы рассматриваем незастроенную технологию, которую могут учитывать все архитекторы и проектировщики.
Рекомендуемая
Расчет и оплата больничного листа
Больничный лист предусмотрен законодательством РФ, в частности ТК и ФЗ № 255. Кроме того, некоторые правила регулируются положениями ГК РФ. Любой работник при возникновении того или иного заболевания должен обратиться в здрав. ..
Аттестация работников на соответствие должности: цель, порядок, результат
Работодатели воспринимают порядок аттестации работников как формальность. Положения, предназначенные для коммерческих организаций, не издавались. Аттестация требуется только для сотрудников организаций, обозначенных в законодательстве сфер, под…
Регистрация транспортного средства: порядок, образец заявления, свидетельство
Каждому человеку, приобретающему автомобиль, необходимо сделать его регистрацию в ГИБДД . Это необходимо при покупке новых или подержанных автомобилей, а также независимо от того, является ли продавец физическим или юридическим лицом. Проверка транспортного средства в ГИБДД…
Как это реализовано?
По СНиП пожарной безопасности металлоконструкций в первую очередь представляются здания и сооружения, в которых открыты различные металлические несущие элементы. Нет возможности нормально закрыть или использовать курс дизайн-архитектора. Таким образом, мы имеем здание, которое никак не защищено несущими металлическими конструкциями. В этом случае в СНиПе предусмотрена огнезащита металлоконструкций путем покрытия их специализированной огнезащитной краской. В данном случае это не только самый эффективный, но и, в принципе, единственно возможный метод.
Казалось бы, все просто: купите огнестойкую краску и покрасьте ею имеющуюся поверхность. На первый взгляд может показаться, что такими способами огнезащиты металлоконструкций могут воспользоваться обычные маляры или дешевые рабочие. На самом деле эта простота только кажущаяся и поверхностная.
Для обеспечения полной реализации данного проекта является противопожарная защита, необходимо точно знать, сколько слоев краски должно быть нанесено на те или иные элементы, рассчитать огнестойкость металлоконструкций без огнезащиты и предотвратить возможность образования трещин или расслоение материала в процессе сушки.
Дизайн
Не забывайте, что сами по себе специализированные краски стоят не так уж и дешево. Это лишь одна из причин для разработки проекта по обеспечению огнезащиты конструкций. С этим проектом вы поймете, насколько низок предел огнестойкости металлоконструкций без противопожарной защиты, какое количество краски потребуется для его повышения, а также сколько слоев материала нужно нанести на те или иные элементы.
Профессиональные специалисты занимаются детальной оценкой всех нагрузок, воздействующих на конкретную конструкцию, расчетом огнестойкости, а также времени, в течение которого они могут выполнять свою прямую функцию при пожаре. После этого производится расчет недостающего времени и проводятся расчеты необходимой толщины защитного слоя. Так происходит проектирование и определение цены работ, после чего специалисты приступают к реализации задуманного.
Как приложение?
Материалы для огнезащиты металлоконструкций наносят с помощью специализированных безвоздушных установок. При этом их нанесение составляет всего один слой определенной толщины. Главной особенностью здесь является то, что если огнеупорный материал нанести слишком тонким слоем, при наличии малейшего высыхания краска начнет скручиваться и лопаться, а иначе она просто не успеет высохнуть. Это приведет к ее падению из конструкции. Именно поэтому профессиональные специалисты в соответствии с ГОСТом огнезащиту металлоконструкций наносят определенным слоем, затем ему дают время частично высохнуть, после чего наносят следующий слой. Затем повторением этой процедуры достигается необходимая толщина.
Стоит отметить тот факт, что каждый слой огнезащитной краски тщательно контролируется не только по мокрому, но и по сухому остатку, и проверяется на коэффициент усадки. Кроме того, сухой слой также контролируется с помощью специального электромагнитного вихревого толщиномера. При действительно качественном и правильном выполнении всего комплекса необходимых процедур, начиная от проектирования и заканчивая непосредственным нанесением материала, в итоге покрытие прослужит более пятидесяти лет.
Основные характеристики
Металлы по своей структуре очень чувствительны к огню и в основном к высоким температурам. Именно поэтому все обработки проводятся только в соответствии с заранее установленным сводом правил (СП). Огнезащиту металлических конструкций необходимо проводить по той причине, что металл очень быстро нагревается. Это приводит к значительному снижению его прочностных свойств. В связи с тем, что металлоконструкции являются наиболее уязвимым элементом любого здания в процессе возникновения пожара, а также с учетом того, что в современном строительстве они используются практически повсеместно.
Мало кто правильно понимает, что огнестойкость стального каркаса достаточно низкая и ее величина составляет около 0,1-0,4 часа, а в соответствии с действующими нормами огнестойкость любой строительной конструкции должна быть в районе 0,5-2,5 часа. в зависимости от того, что конкретно рассматривается тип здания, поэтому и требуется огнезащита металлоконструкций. Требования к применению таких материалов регулируют правильность их использования и позволяют сделать так, чтобы в итоге действительно удалось добиться желаемых результатов.
Причины
Основная суть огнезащиты металлоконструкций заключается в том, что на поверхности металла создается специализированный теплоизоляционный экран. Он способен удерживать высокую температуру и при необходимости также не воздействует на материал пламенем. Этот экран значительно замедляет процесс обогрева металлоконструкций в случае пожара. Это дает время, необходимое для дальнейшей эвакуации, и спасает жизни многих людей.
Существует множество методов огнезащиты металлических конструкций. Составы могут наноситься как традиционными способами, такими как штукатурка стен специальными растворами, облицовка бетоном или кирпичом, так и более современными, основанными на использовании легких заполнителей и материалов, в том числе минеральной ваты, вспученного перлита или различных теплоизоляционных материалов. Цена этой процедуры напрямую зависит от того, какой именно метод применялся в той или иной ситуации.
Методы классификации
Конструктивная огнезащита металлоконструкций осуществляется несколькими современными методами:
- Специальные огнезащитные покрытия. Изготавливаются из цемента, жидкого стекла, гранулированного минерального волокна.
- Используйте все виды расширяющихся огнезащитных красок, которые представляют собой довольно сложную систему, включающую органические и неорганические компоненты. Основное их действие полностью основано на набухании состава при высоких температурах и последующем образовании теплоизолирующего пористого слоя, толщина которого составляет всего несколько сантиметров.
Огнестойкость металлоконструкций без огнезащиты довольно низкая, но с помощью этих методов специалисты работают без повышения до нужного значения 0,75-2,5 часа, в зависимости от того, какой слой штукатурки наносится, а наносится огнезащитная краска или легкое покрытие. Расширение применения красок в большинстве случаев позволяет добиться огнестойкости конструкций более полутора часов.
Применение
Применение специальных материалов можно разделить на четыре основных этапа:
- Подготовка поверхности.
- Грунтовка А.
- Нанесение специальной краски.
- Покрытие.
Особое внимание здесь уделяется подготовке металлических поверхностей к дальнейшей огнезащитной обработке. При неправильной подготовке в дальнейшем покрытие может просто разрушиться под внутренним или внешним воздействием, вследствие чего результат будет нулевым. На практике можно встретить довольно большое разнообразие возможных состояний металлических поверхностей перед нанесением специального покрытия, и даже для тех металлоконструкций, которые еще не были в эксплуатации, в соответствии с установленными государственными стандартами определяется четыре основных состояния.
На практике в основном принято использовать два основных метода очистки – механический и химический. Последнее предполагает использование специализированных преобразователей ржавчины, средств для отмывки старой краски и еще массы некоторых других. Механическая технология предполагает механизированную или полностью ручную обработку. Эта обработка выполняется с помощью абразивного инструмента, кравани или пескоструйной обработки, и ее основная цель заключается в получении абсолютно чистой металлической поверхности при полном отсутствии на ней каких-либо покрытий.
Еще одним важным этапом подготовки является полное обезжиривание поверхности, которое выполняется с помощью специальных органических растворителей. Основной целью этой процедуры является полное удаление с поверхности металла любых неорганических или органических жиров и масел. Операция выполняется непосредственно перед нанесением первого слоя покрытия, и в большинстве случаев ее принято совмещать с напылением.
Грунтовка
Первый слой при нанесении любого огнезащитного покрытия – это всегда грунт. При этом в большинстве случаев наблюдается тенденция к использованию акрила, который считается наиболее универсальным. Основными задачами грунтовки является обеспечение защиты металла от коррозии, а также качественное сцепление с поверхностью и последующими слоями покрытия.
К выбору грунта нужно подойти очень внимательно, если речь идет о дальнейшей антипиреновой обработке. Ведь на рынке можно встретить массу различной продукции, которая изготавливается в соответствии со спецификациями, а не Стандартами. В основном грунты, которые производятся по другим, отличаются температурой размягчения 90-100 O С, а рабочая температура огнезащитного покрытия составляет 220-250 O С. Таким образом, грунт со временем теряет свои свойства, что может вызвать его деформацию и дальнейшее отслоение вместе с нанесенным огнезащитным покрытием. Кроме того, использование какой-либо дешевой имитации, произведенной только на другом, приведет к увеличению времени высыхания наносимого материала, а также снижению или даже полной потере адгезии нанесенного огнезащитного покрытия.
Не все понимают, что крайне важно поддерживать грунт в сухом состоянии перед нанесением на него огнезащитной краски, так как в противном случае защитное покрытие может просто треснуть в процессе эксплуатации. Нанесение специализированных материалов на старое покрытие или предварительно загрунтованную красками поверхность, не рекомендованную производителями огнезащитных красок, может затем вызвать ухудшение адгезии, вздутие или отслоение покрытия.
AR: https://tostpost.com/ar/the-law/4750-snip-fire-protection-of-metal-structures-fire-resistance-of-metal-stru.html
БЫТЬ: https://tostpost.com/be/zakon/8443-bn-p-vogneahovy-metal-chnyh-kanstrukcyy-myazha-vogne-stoyl-vasc-metal-.html
Германия: https://tostpost.com/de/das-gesetz/8442-snip-brandschutz-von-stahlkonstruktionen-die-feuerwiderstandsdauer-von.html
ES: https://tostpost.com/es/la-ley/8447-snip-la-ciudad-de-las-estructuras-met-licas-el-l-mite-de-la-resistenci.html
HI: https://tostpost.com/hi/the-law/4753-snip-fire-protection-of-metal-structures-fire-resistance-of-metal-stru.html
JA: https://tostpost.com/ja/the-law/4751-snip-fire-protection-of-metal-structures-fire-resistance-of-metal-stru.html
КК: https://tostpost.com/kk/za/8445-nzhe-ognezaschita-metall-konstrukciyalar-metall-konstrukciyalardy-ot-a.html
PL: https://tostpost.com/pl/prawo/8448-snip-izolacje-konstrukcji-metalowych-odporno-ogniowa-konstrukcji-metal. html
ПТ: https://tostpost.com/pt/a-lei/8443-recorte-ognezaschita-de-estruturas-met-licas-o-limite-de-resist-ncia-a.html
TR: https://tostpost.com/tr/hukuk/8449-kelepir-yang-ndan-korunma-metal-yap-lar-yang-n-direnci-metal-yap-lar-o.html
Великобритания: https://tostpost.com/uk/zakon/8447-snip-vognezahist-metalevih-konstrukc-y-mezha-vognest-ykost-metalevih-k.html
ZH: https://tostpost.com/zh/the-law/5163-snip-fire-protection-of-metal-structures-fire-resistance-of-metal-stru.html
Разрез выше | Новости металлоконструкций
Марк Робинс Старший редактор Опубликовано 03 мая 2021 г.
(Фото любезно предоставлено Bosch Power Tools North America)
Чтобы правильно определить размер металла на строительной площадке, вам часто требуется подходящий ручной режущий инструмент для его придания формы.
Резка металла подгоняет его до нужного размера для конкретного применения или контролирует поверхность для лучшего прилегания. Это происходит при резке и окантовке металлических панелей крыши, придании формы металлической кровле, создании декоративной отделки и резке опорных конструкций, таких как двутавровые балки и трубы. Для создания контролируемых и точных разрезов доступно множество вариантов портативных электроинструментов; правильный инструмент зависит от проекта и разрезаемого материала.
«На протяжении всего строительного процесса металл используется на каждом этапе — от второй заливки бетона до последних этапов отделки, — говорит Брайан Алвес, менеджер по продукции Milwaukee Tool, Брукфилд, Висконсин. — Самый используемый металл Режущими инструментами являются шлифовальные машины, потому что они универсальны и относительно недороги, но ленточные пилы также популярны из-за чистых и последовательных резов, которые они делают, а также простоты использования».
(Фото предоставлено The M.K. Morse Co.)
(Фото предоставлено The M.K. Morse Co.)
«Большинство инструментов можно использовать для резки твердых тел или труб/форм», — объясняет Брюс Вудрафф, директор по маркетингу компании M. K. Morse Co., Кантон, Огайо. «Основные различия связаны с тем, когда их лучше всего использовать, и со специальными приложениями, в которых они превосходны».
Джефф Хлучий, менеджер проекта по маркетингу в Hypertherm Inc., Ливан, Нью-Хэмпшир, стал свидетелем перехода от более старых методов, таких как кислородная резка, строжка угольной дугой и шлифовка, к системам плазменной резки для резки металла, используемого для изготовления каркасов стен и потолков; изготавливает фермы крыши или пола; и устанавливает кровлю, сайдинг и настил. «Кроме того, системы используются для резки оцинкованных стальных каналов и гофрированных стальных панелей по длине, а также для создания отверстий и проемов для прокладки трубопроводов, установки вентиляционных отверстий, добавления световых люков и т. д. Системы также полезны для таких работ, как перекрытия балок или для снятие фланцев и временных приспособлений».
Безопасность
Резка металла — опасная работа. Носите соответствующие средства индивидуальной защиты: перчатки, защитные очки, наушники и подходящую обувь. Накройте все открытые участки кожи перчатками, рубашкой с длинным рукавом и брюками. Убедитесь, что рабочая зона свободна от препятствий. Надежно зажмите металл перед его резкой. Прочтите руководство по эксплуатации используемого вами инструмента; это дает пользователю лучшее понимание инструмента и того, как оставаться в безопасности при его использовании.
(Фото предоставлено Dynamic Fastener)
(Фото предоставлено Dynamic Fastener)
Как только режущий инструмент коснется металла, горячие острые частицы могут быть выброшены в воздух, что может порезать или причинить вред оператору. Но режущие инструменты были сделаны с мерами предосторожности для защиты пользователей. Вудрафф говорит, что отрезанный металл остается прохладным на ощупь при резке с помощью циркулярной пилы по металлу или дисковых пил, а отрезные круги со стальным корпусом снижают опасность разлета кругов во время использования, что может произойти с традиционными абразивными отрезными кругами. . «Защитные кожухи инструментов продолжают улучшать защиту оператора при их использовании. Прежде чем приступить к работе с любым инструментом, убедитесь, что ограждения установлены. При использовании стандартной циркулярной пилы или отрезной пилы с режущим диском по металлу, когда разрезаемый материал холодный, стружка горячая».
Одна из линеек продуктов Malco Products, расположенная в Аннандейле, штат Миннесота, обеспечивает малоутомительный метод резки длинных или частых разрезов. «Эти инструменты крепятся непосредственно к вашей беспроводной дрели или шуруповерту, чтобы одна рука была доступна для удержания материала и фиксации заготовки», — говорит Джон Олсон, аналитик по маркетинговым исследованиям и инженер-механик в Malco Products SBC. «Последнее поколение наших инструментов для резки листового металла TurboShear Heavy Duty позволяет пользователям поворачивать режущие кромки для улучшения эргономики».
В компании Bosch Power Tools North America, Маунт-Проспект, Иллинойс, при разработке продукции уделяется особое внимание безопасности. «Когда речь идет о циркулярных пилах по металлу, самым большим нововведением является сбор стружки, — говорит Митч Бёрдик, менеджер по продукции Bosch. «Это помогает удерживать потенциально опасные металлические осколки и поддерживать чистоту рабочей зоны. [Для шлифовальных машин] контроль отдачи — это часть электроники инструмента, которая помогает отключить инструмент, если лезвие сильно застревает. Защита от падения помогает отключить аккумуляторный инструмент, если пользователь уронит шлифовальную машину во время использования. Тормоза быстро останавливают вращение колес при отпускании курка, чтобы предотвратить опускание инструмента и его непреднамеренное перемещение во время вращения колеса. Антивибрационные рукоятки или конструкция с низким уровнем вибрации повышают комфорт при работе в течение всего дня. Компактные ленточные пилы имеют меньшие по размеру и легкие инструменты для лучшего контроля при пилении над головой. Аккумуляторные инструменты, особенно режущие инструменты, оснащены блокирующим выключателем, который помогает предотвратить случайное включение инструмента, когда аккумуляторная батарея остается на инструменте».
В Хевроне, штат Кентукки, Tenryu America Inc., национальный менеджер по продажам Кейджи Иида, говорит, что его компания делает упор на безопасность резки благодаря меньшим основаниям, меньшему отверстию в основании, хорошо закрытому корпусу над пильным агрегатом, электрическому тормоз и более низкая скорость оборотов.
(Фото любезно предоставлено Milwaukee Tool)
Новые системы плазменной резки поставляются с предохранителями, предотвращающими случайное срабатывание оператором плазменной дуги до того, как они будут готовы к резке. «Как правило, плазменные системы намного безопаснее, чем альтернативные инструменты для резки металла, которые вы можете использовать на рабочей площадке, поскольку в воздушно-плазменных системах используется сжатый воздух, а не горючий взрывоопасный газ, такой как ацетилен», — говорит Хлучий. По сравнению с шлифовальными машинами плазма безопаснее, поскольку не вызывает эргономических травм из-за вибраций, которые возникают при шлифовке. Вам также не нужно беспокоиться о том, что диск разобьется и упадет вам в лицо».
Безопасность — не единственное усовершенствование металлорежущих инструментов. Исторически место работы было ограничено удлинителями и доступом к электричеству. Теперь беспроводные версии режущих инструментов обеспечивают большую полезность на месте из-за ограниченного количества источников питания. «Мы также обнаружили, что благодаря нашим достижениям в области литий-ионных аккумуляторов, электроники и двигателей эти беспроводные версии не уступают своим проводным предшественникам и превосходят их по производительности», — говорит Дерек Роуз, директор по маркетингу продукции Milwaukee Tool. «Эти беспроводные варианты также избавляют от хлопот, связанных с маневрированием вокруг шнуров, и дают пользователям возможность работать более продуктивно».
Бёрдик говорит, что аккумуляторные режущие инструменты увеличились как по мощности, так и по времени работы от батареи благодаря усовершенствованию конструкции инструмента, а также аккумуляторных элементов/количества элементов в упаковке и конструкции аккумулятора. «С электронными платами и бесщеточными двигателями ручные электроинструменты становятся меньше и компактнее, но при этом имеют такую же или даже лучшую мощность и производительность по сравнению с проводными аналогами».
Усовершенствования конструкции лезвия увеличили скорость резки и срок службы лезвия. Тем не менее, Вудрафф предупреждает, что некоторые усовершенствования инструмента, в том числе более высокие обороты или более высокая скорость хода, фактически сокращают срок службы лезвия при резке металла. рекомендации по рабочим параметрам».
(Фото предоставлено Hypertherm Inc.)
Кен Уэбб, менеджер по продажам Dynamic Fastener, Канзас-Сити, штат Миссури, говорит, что вырубщики избавляются от инструментов, необходимых для замены пуансона или штампа. «На матрице нет установочного винта, как в более старых моделях, вместо этого [вы] вручную откручиваете кольцо вокруг матрицы для замены».
Улучшен даже захват режущего инструмента. «Классические рукоятки, на которых многие из нас выросли, были заменены новыми современными рукоятками, — говорит Олсон. «Ручки PowerFit на тренажерах Malco AV помогают пользователям работать с материалом с меньшей усталостью рук».
Хлучий говорит, что системы плазменной резки стали меньше и легче, что упрощает их доставку на рабочие места, и они стали более мощными, поэтому бригады могут резать более толстый металл. «Существует также ряд новых специальных элементов, которые позволяют операторам резать в узких углах, резать заподлицо и лучше контролировать процесс строжки. У нас даже есть плазменный резак длиной 6 футов, который действительно крут, потому что с ним легче резать что-то над вами или на земле, не наклоняясь».
Ошибки Алвес и Роуз согласны с тем, что использование неподходящего инструмента является наиболее распространенной ошибкой при резке металлов. Они советуют: «Пользователям необходимо обращать внимание на тип металла, толщину металла, желаемое направление резки и количество материала, который необходимо разрезать. Оттуда они смогут определить, является ли ручной инструмент или инструмент с питанием от аккумулятора правильным решением, и, если он работает от аккумулятора, они также смогут выбрать подходящее лезвие или аксессуар».
Уэбб соглашается с тем, что распространенной ошибкой является неиспользование надлежащих вырубных ножниц или ножниц для измерения толщины разрезаемого материала. «Нибблеры можно использовать для резки плоского или гофрированного листового металла, а ножницы — только для плоских листов», — говорит он.
Иида утверждает, что нет инструмента мечты для резки всего, объясняя: «Есть несколько пил для настоящих мастеров-любителей, которые широко рекламируются как обязательные в гараже. Эти пилы не профессионалы». Он также подчеркивает важность выбора правильного пильного диска. «Нет пилы с одним лезвием, подходящей для всех. Резка неправильным лезвием или пилой может привести к сокращению срока службы, ухудшению качества резки, повреждению материала, отказу от гарантии или даже травме. Многие подрядчики звонят Тенрю за консультацией. Мы можем не только подобрать пильный диск, но и посоветовать правильный инструмент».
Другая распространенная ошибка пользователей заключается в том, что они пытаются заставить инструмент работать быстрее или сложнее, чем он был предназначен или для чего он был разработан. «Независимо от области применения пользователь всегда должен позволять инструменту выполнять свою работу и осторожно или с умеренным усилием вести инструмент вперед», — говорит Бердик. «Пользователи также обычно могут попытаться заставить свои инструменты выполнять еще одно приложение, чтобы выполнить работу в конце дня, чтобы не сбиться с пути, обычно когда они устали. В этом случае, вероятно, лучше либо сделать небольшой перерыв, оценить ситуацию и действовать с большей осторожностью, чтобы избежать ошибок или не подвергать себя риску во время подачи заявки, либо подготовиться к завершению и плану на следующий день».
Олсон считает, что наиболее распространенные ошибки при работе с металлорежущими инструментами связаны с углом, под которым ножницы — с ручным или механическим приводом — удерживаются по отношению к разрезаемому материалу, а также с выбором инструментов с неподходящим калибром. «Чтобы материал плавно проходил через резак, инструмент должен быть наклонен к верхней режущей кромке. Этот наклон естественен для многих, но может расстраивать других. Большинству борющихся за то, чтобы реализовать весь потенциал ножниц, необходимо добавить небольшой наклон к ножнице, так как это выравнивает режущие кромки. Невыровненные режущие кромки приводят к тому, что лезвия раскрываются или требуют регулировки. В следующий раз, когда вы будете резать кусок материала, попробуйте наклонить нож к верхнему лезвию, так вам будет легче резать заготовку».
(Фото любезно предоставлено Malco Products SBC)
Глоссарий терминологии металлоконструкций
- Аксессуар:
- Дополнительный строительный элемент, добавляемый к зданию, такой как двери, окна, коньковые вентиляционные отверстия, вентиляционные жалюзи, изоляция, желоба и водосточные трубы, навесы, световые люки, купола и т. д. Аксессуары можно приобрести вместе со зданием или позднее. Алюминирование: сталь с алюминиевым покрытием. Анкерные болты: Анкерные болты обычно устанавливаются в бетоне и используются для крепления элементов конструкции к фундаменту. Анкерные болты также можно просверлить и при необходимости закрепить эпоксидной смолой. Эти болты не поставляются MBMI, но обычно их предоставляет подрядчик по бетону. Утверждающий чертеж: чертеж продукта, отправленный заказчику для проверки конструкции и размеров, а также для проверки описания материалов и услуг, которые производитель согласился предоставить в договоре купли-продажи. : Закрытие между двумя створками двустворчатой или двустворчатой раздвижной двери, используемое для закрытия стыка. Вспомогательные нагрузки: Все указанные динамические динамические нагрузки, кроме основных расчетных нагрузок, которые здание должно безопасно выдерживать, например, краны, системы обработки материалов. и ударные нагрузки.
- Угол основания:
- Непрерывный угол, прикрепленный к фундаменту для поддержки стеновых панелей. MBMI предлагает угол 4×3, который примерно в два раза больше, чем у большинства наших конкурентов.
- Опорная плита:
- Приваренная в заводских условиях предварительно перфорированная плита на той части балки или колонны, которая опирается на опорную поверхность.
- Нижняя отделка:
- Вместе с базовым уголком образует плотное уплотнение, защищающее от воды, грязи и тварей. Также облегчают, ускоряют монтаж и делают здание более привлекательным. Мы предлагаем отделку из стали 26ga в более чем 20 цветах.
- Обрешетка:
- Широкая формованная металлическая полоса, накладываемая на фальц кровли в декоративных целях и для сокрытия крепежных деталей.
- Пролет:
- Пространство между осевыми линиями рамы или основными несущими элементами в продольном направлении здания.
- Bay-Interior:
- Расстояние от осевой линии до осевой линии двух внутренних колонн.
- Бордовая мастика:
- Герметик в непрерывном рулоне, обычно используемый для герметизации нахлестов кровельных панелей.
- Балка:
- Элемент конструкции, который обычно подвергается изгибу и обычно представляет собой горизонтальный элемент, воспринимающий вертикальные нагрузки.
- Торцевая стена несущей рамы:
- Каркас, состоящий из угловых колонн, торцевых колонн, ригелей и швеллерных стропильных балок, рассчитан на нагрузку, равную половине веса пролета. Этот тип торцевой стенки также называют «холодноформованным».
- Птичья сетка:
- Проволочная сетка, используемая для предотвращения проникновения птиц в здание через вентиляторы и жалюзи.
- Вытяжная заклепка:
- Штифт с маленькой головкой и расширяемым стержнем для соединения тонколистового металла. Обычно используется для крепления накладок, желобов и т. д., также называемых заклепками.
- Распорные стержни:
- Стержни, используемые в основном на крыше и боковых стенах зданий RF (жесткая рама) или BC (балка и колонна) для крепления конструкций и для передачи силы ветра на фундамент. Альтернативой крестообразным распоркам может быть использование ветровых колонн или портальных рам.
- Кронштейн:
- Конструктивная опора, выступающая из стены или колонны, на которой крепится другой конструктивный элемент. Пример: Кронштейны подкранового пути.
- Мостовой кран:
- Система погрузочно-разгрузочных работ внутри здания, которая перемещается в продольном направлении по взлетно-посадочной полосе, состоящей из рельсов и балок.
- Перемычка:
- Конструктивный элемент, используемый для придания слабой осевой устойчивости балкам или прогонам.
- Строительные нормы и правила:
- Опубликованные нормы и постановления, установленные признанным агентством, описывающие расчетные нагрузки, процедуры и детали конструкции конструкций. Строительные нормы и правила контролируют проектирование, строительство и качество материалов, использование и использование, расположение и техническое обслуживание зданий и сооружений в пределах города, округа, штата и т. д., для которых был принят кодекс. Клиент несет полную ответственность за предоставление MBMI правильных кодов для своей конкретной области в соответствии с рекомендациями MBMA.
- Составной элемент или секция:
- Элемент конструкции, обычно двутавровый, изготовленный из отдельных стенок, фланцев и опорных плит путем их сварки вместе.
- Стыковая пластина (или соединительная пластина):
- Предварительно пробитая торцевая пластина конструктивного элемента, которая обычно упирается в соответствующую пластину другого элемента при формировании болтового соединения.
- Обводные пояса:
- Обводы, которые перекрывают наружную полку колонны, образуя непрерывный элемент.
- Секция «С»:
- Элемент, изготовленный методом холодной штамповки из рулонной стали в форме буквы «С», используемый в основном в торцах несущих рам и проемах рам.
- Навес:
- Любая нависающая или выступающая конструкция с крайним концом, обычно без поддержки. Навесы могут быть как стандартными, предварительно разработанными комплектами, так и полностью изготовленными по индивидуальному заказу.
- Консоль:
- Выступающая балка, которая поддерживается и ограничивается только с одного конца.
- Заглушка:
- Пластина, расположенная в верхней части колонны или конца балки для закрытия открытого конца элемента. Используется для закрепленных условий.
- Герметик:
- Для герметизации и уплотнения стыков, швов или пустот путем заполнения гидроизоляционным составом или материалом.
- Меление:
- Процесс, при котором отделочные материалы образуют рыхлую порошкообразную поверхность в результате разложения связующего, в основном под действием ультрафиолетовых лучей.
- Швеллер:
- Открытая С-образная форма без возвратных кромок, которая может быть изготовлена методом холодной или горячей прокатки.
- Чистый пролет:
- Здание со светлым пролетом не имеет внутренних опор. Все пространство под крышей можно использовать.
- Зажим:
- Небольшое крепежное устройство, обычно из металла, предназначенное для удержания панели или компонента на месте.
- Уголок-зажим:
- Уголок, используемый для скрепления различных элементов.
- Полоска для закрытия:
- Полоски для закрытия изготовлены из вспененного материала, используемого для герметизации края панели для отделки или элементов конструкции. Затворы имеют форму, точно соответствующую профилю панели, с которой они используются. Затворы можно использовать за панелью или сверху панели в зависимости от расположения.
- Холодноформованные:
- Различные формы, такие как уголки, швеллеры, ригели и прогоны, изготовленные из стали при комнатной температуре.
- Колонна:
- Вертикальный элемент конструкции.
- Непрерывный пояс или прогон:
- Обвязка или прогон, который перекрывает колонны или рамы, образуя непрерывный элемент.
- Непрерывная коньковая вентиляция:
- Коньковая вентиляция имеет ширину 9 дюймов или 12 дюймов и длину 10 футов. Их монтируют по линии пика крыши. Они могут быть как гальваническими, так и цветными в зависимости от вашего строения.
- Coping:
- Верхний ряд или покрытие стены, обычно сделанное с уклоном для отвода воды.
- Угловая стойка:
- Угловая стойка (обычно в форме буквы «С»), расположенная в углу торца несущей рамы.
- Угловая накладка:
- Формованная накладка из листового металла 26ga цвета, используемая для закрытия стыков боковых и торцевых листов. Угловая отделка может соответствовать цвету стены или не соответствовать цвету стены в зависимости от ваших предпочтений.
- Коррозия:
- Электрохимическое разложение металлов в результате реакции с окружающей средой.
- Крановые рельсы:
- Балки подкранового пути монтируются от жесткой рамы к жесткой раме и поддерживают мост под подвесным или монорельсовым краном. MBMI может поставить эти балки, или поставщик крана может поставить этот материал.
- Балка подкранового пути:
- Опора для мостового крана.
- Бордюр:
- Приподнятый оклад вокруг аксессуара для крыши для обеспечения водонепроницаемости в проеме крыши.
- Навесная стена:
- Стеновые панели по периметру, которые несут только собственный вес.
- Сертификация:
- Письменное заявление о том, что конкретный продукт или услуга соответствуют установленным критериям. При конкретном использовании необходимо указать объем и ограничения сертификатов; обычно это предоставляется изготовителем, производителем или продавцом.
- Заслонка:
- Перегородка, используемая для открытия или закрытия горловины вентиляторов.
- Постоянная нагрузка:
- Постоянная нагрузка относится к весу самой конструкции плюс любые постоянные стационарные нагрузки. Обычно статическая нагрузка составляет 2 фунта на квадратный фут для стандартного материала крыши. Эту нагрузку можно регулировать, если материал крыши отличается.
- Палуба:
- Поверхность конструкции, на которую наносится кровельная или гидроизоляционная система (включая изоляцию).
- Прогиб:
- Поперечное смещение элемента конструкции в направлении нагрузки, измеренное из положения без нагрузки.
- Действие мембраны:
- Воздействие стеновых панелей на стены с заподлицо с каркасом, которые действуют как единое целое для сопротивления продольной силе ветра.
- Водосточная труба:
- Полая прямоугольная, квадратная или круглая трубчатая секция, используемая для подачи воды из желоба на землю.
- Чертеж:
- архитектурный, конструктивный, механический или электрический план, фасад или разрез с указанием в изометрической или аксонометрической перспективе подробного местоположения, размеров, количества или объема материала, продукта или элемента, которые должны быть предоставлены.
- Пробойник:
- Конический штифт, используемый для совмещения отверстий в соединяемых стальных элементах. Также называется «Рычажный ключ».
- Капельница:
- Металлическая полоса, расположенная вдоль края крыши для отвода воды.
- Карниз:
- Линия по верху боковой стены, образованная пересечением кровельных и стеновых панелей.
- Навес крыши:
- Расширение крыши за боковую стену здания. Также может быть консольным под карнизом.
- Высота карниза:
- Высота карниза относится к вертикальному размеру от чистового пола до верха стойки карниза. Высота панели крыши не входит в высоту карниза.
- Карнизная стойка:
- Конструкционный элемент холодной штамповки на карнизе для поддержки панелей крыши и стен; также передает силы ветра на торцевую стену от стержней раскоса крыши к стержням раскоса стены.
- Косынка карниза:
- Небольшая косынка, привариваемая в заводских условиях к основному каркасу зданий RF и BC для поддержки карнизных стоек и обеспечения выравнивания с ригелями каркаса.
- Отделка карниза:
- Отделка, используемая для закрытия верхней части панелей боковых стенок вместо водосточного желоба.
- Тиснение:
- Вдавливание металла с помощью фигурного валика для переноса рисунка на металл.
- Экран оборудования:
- Металлические панели, прикрепленные горизонтально к крыше, чтобы скрыть блоки кондиционирования воздуха, обогреватели, вытяжные вентиляторы и т. д.
- Монтаж:
- Сборка предварительно спроектированных компонентов на месте для формирования законченной конструкции.
- Компенсатор:
- Зазор в конструкции для теплового расширения и сжатия.
- Воздействие:
- Та часть кровли, которая подвергается воздействию погодных условий после установки.
- Изготовление:
- Для производства, формовки, конструирования или сборки продукта или компонента.
- Выцветание:
- Изменение цвета, включающее осветление или ослабление цвета, что может включать изменение оттенка.
- Лицевая панель, Лицевая панель:
- Декоративная накладка или панель, выступающая с лицевой стороны стены.
- Застежка:
- Застежки — это зажимы или винты, используемые для крепления панелей к конструкции и друг к другу. Типичный крепеж – это самосверление и самонарезание. Внешние застежки подобраны по цвету к панели, поэтому они хорошо сочетаются. Внешние застежки также имеют герметизированную резиновую шайбу, поэтому они защищены от непогоды.
- Отделка:
- (1) Окончательная обработка или покрытие поверхности или (2) отделочные или декоративные работы, необходимые для придания завершенности зданию или его частям.
- Неподвижное основание:
- Вертикальный элемент конструкции, прикрепленный болтами и расположенный под углом 90 градусов к боковой стенке колонны для обеспечения дополнительного крепления основания и предотвращения вращения колонны.
- Фланец:
- Выступающий край элемента конструкции.
- Фланцевая скоба:
- Распорка от полки колонны или стропила к поясу или прогону для обеспечения боковой поддержки и устойчивости.
- Оклад:
- Система, используемая для герметизации кромок мембраны на стенах, компенсационных швов, водостоков, гравийных отбойников и других мест, где мембрана, крышка или ответный отлив закрывают верхние края отливов основания.
- Фторполимер:
- Фторполимер — это тип лакокрасочного покрытия, на который предоставляется 35-летняя гарантия. Торговые наименования: Kynar 500 и Hylar 6000.
- Фундамент:
- Подушка или мат, обычно бетонный, расположенный под колонной, стеной или другим конструктивным элементом, используемый для распределения нагрузок от элемента на поддерживающий грунт.
- Фундамент:
- Фундамент – это основание, на котором держится здание. Обычно фундамент делают из железобетона с основанием для опоры колонн.
- Каркас:
- Основные элементы конструкции, состоящие из колонн и стропил, которые поддерживают вторичный каркас.
- Каркасный проем:
- Проем в стене, который обрамлен элементами тонкого профиля.
- G-90:
- Типичная масса покрытия для оцинкованного стального листа. Соответствует 0,090 унции. цинка на квадратный фут, всего с обеих сторон.
- Фронтон:
- Треугольная часть торцевой стены здания, расположенная непосредственно под наклонной крышей и над линией высоты карниза.
- Galvalume:
- Запатентованное торговое название Bethleham Steel Company для алюминиево-цинкового сплава, используемого для коррозионной стойкости листовой стали. Это покрытие наносится на основной материал для всех материалов обшивки и отделки. Гарантия на покрытие Galvalume составляет 25 лет.
- Оцинкованная сталь:
- Сталь, покрытая цинком для защиты от коррозии.
- Gauge/Gage:
- (1) В металлических изделиях – число, обозначающее конкретную толщину металлического листа или диаметр провода, троса или крепежного стержня, представленное в виде стандартизированной серии, каждая из которых представляет десятичную долю дюйма. (или миллиметр). (2) Расстояние в дюймах (или миллиметрах) между соседними рядами отверстий или креплений.
- Балка:
- Основной горизонтальный или почти горизонтальный конструктивный элемент, поддерживающий вертикальные нагрузки.
- Опоясывающий элемент:
- Второстепенный горизонтальный конструктивный элемент, прикрепленный к боковым или торцевым колоннам, к которым настенное покрытие прикреплено и поддерживается горизонтально; обычно холодногнутая Z-образная форма.
- Остекление или остекление:
- Процесс установки стекла в оконные или дверные проемы.
- Глянец:
- Субъективный термин, описывающий относительную величину и характер зеркального отражения от поверхности.
- Затирка:
- Смесь цемента, песка и воды, используемая для заполнения трещин и полостей. Часто используется под опорными плитами для получения однородных опорных поверхностей.
- Руководство:
- Письменное заявление или описание политики, практики или поведения. Руководства могут предлагать варианты, позволяющие пользователю выполнить положения кодекса, стандарта, регламента или рекомендации.
- Косынка:
- Стальная пластина, используемая для соединения двух или более элементов конструкции в одной плоскости.
- Желоб:
- Водосточные желоба — это желоба, по которым вода направляется от карнизов к водосточным желобам. Изготовлен из стали 26ga и доступен в более чем 20 цветах. Водосточные желоба являются аксессуаром и не являются обязательными для установки на стальном здании.
- Шпилька:
- Арматурный стержень, используемый для передачи сдвига анкерных болтов (из-за осевой нагрузки колонны) на бетонную массу пола. U-образная шпилька оборачивается вокруг анкерных болтов внутри плиты.
- Бедро:
- Также известен как Колено. Углубленная часть колонны или стропила, предназначенная для восприятия высокого напряжения в месте пересечения и соединения колонны и стропила. Колонна жесткого каркаса и стропила собираются вместе, образуя ветку. Бег будет самой низкой точкой крыши здания.
- Коллектор:
- Горизонтальный элемент над проемом в стене.
- Отделка верхней части:
- Отделка, используемая над отверстием в стене.
- Высокопрочные болты:
- Любой болт, изготовленный из стали с пределом прочности на растяжение более 100 000 фунтов на квадратный дюйм (фунт/кв. дюйм). Некоторые примеры: ASTM A-325, A-354, A-449..
- Высокопрочная сталь:
- Конструкционная сталь с пределом текучести более 36 000 фунтов на квадратный дюйм.
- Шатровая крыша:
- Шатровые крыши создаются, когда пересекаются два ската крыши, идущие с двух разных направлений. Противоположностью бедра будет долина. Когда две секции двускатной крыши соединяются под углом, образуются вальмовая и ендовная секции.
- Горячекатаные профили:
- Стальные профили (уголки, швеллеры, двутавровые балки и т. д.), которые формируются на прокатных станах, когда сталь находится в полурасплавленном состоянии.
- Воздействие:
- Ударные нагрузки, вызванные динамическим воздействием.
- Внутренняя обшивка:
- Облицовка внутренней стороны стен.
- Внутренняя угловая накладка:
- Накладка с внутренними углами.
- Изоляция:
- Изоляция — это любой материал, используемый в строительстве для снижения теплопередачи. Наиболее распространенной изоляцией стальных зданий является стекловолокно на виниловой основе. Изоляция доступна с различной толщиной в зависимости от области применения и требуемого коэффициента сопротивления теплопередаче.
- Промежуточный пролет:
- Расстояние между двумя основными рамами внутри здания, за исключением концевых рам.
- Напорная балка:
- Напорная балка используется для поддержки другой колонны или стропила, чтобы исключить опорную колонну, которая обычно должна опираться на фундамент. Домкратные балки часто используются для создания больших проемов в стенах, где ширина проема больше ширины пролета.
- Домкратная ферма:
- Ферма, используемая для поддержки другой балки, фермы или стропила для устранения опоры колонны.
- Косяк:
- Боковая колонна дверного проема или проема.
- Консольный кран:
- Консольная стрела или горизонтальная балка с подъемником и тележкой. Эта грузоподъемная машина может поднимать грузы по всей или части окружности колонны, к которой она прикреплена.
- Балка:
- Балки поддерживают балки с открытой стенкой, используемые в крыше или полу мезонина. Балки экономически выгодны при перевозке больших грузов или перемещении на большие расстояния.
- КИП:
- Килофунт (1000#)
- Колено (или Бедро):
- Также известно как Бедро. Углубленная часть колонны или стропила, предназначенная для восприятия высокого напряжения в месте пересечения и соединения колонны и стропила. Колонна жесткой рамы и стропила образуют колено. Колено будет самой низкой точкой крыши здания.
- Навес:
- Конструкция с навесом имеет только один наклон или уклон и поддерживается колонной с одной стороны и другой конструкцией с другой. Наклонные здания могут быть прикреплены к стандартному стальному зданию или любой прочной конструкции, способной нести дополнительную нагрузку.
- Вкладыш:
- Вкладыш идеально подходит для внутренней отделки здания. Они доступны в размерах 29ga, 26ga и даже 24ga, в зависимости от области применения. Нашими самыми популярными профилями облицовочных панелей являются Super Span, Low Rib и Accent 11. Линейные панели используются на внутренней стороне стен и крыши, чтобы легко и экономично завершить интерьер вашего здания. Эти панели доступны в более чем 20 различных цветах. Основным металлом является гальвалум, представляющий собой цинко-алюминиевое покрытие, обеспечивающее превосходную коррозионную стойкость. На эти панели распространяется стандартная 40-летняя гарантия на краску.
- Кромка:
- Ребро жесткости полки.
- Временная нагрузка:
- Любая подвижная или переменная нагрузка, которую должна выдерживать конструкция; динамическая нагрузка на крышу обычно представляет собой снеговую нагрузку.
- Вентиляционные жалюзи:
- Вентиляционные жалюзи обеспечивают очень экономичную вентиляцию стальных зданий. Эти вентиляционные отверстия крепятся к стенам вашего здания и могут комбинироваться с коньковыми вентиляционными отверстиями или турбовентиляторами. Настенные жалюзи будут действовать как приточные вентиляционные отверстия, а вентиляционные отверстия на крыше будут действовать как вытяжные вентиляционные отверстия. Вентиляционные отверстия можно приобрести с фиксированными или регулируемыми жалюзи в зависимости от области применения. Вентиляционные отверстия доступны во всех размерах и стандартно поставляются с сетками от птиц или насекомых, чтобы защитить ваши строительные вредители. К этим вентиляционным отверстиям можно прикрепить электрические вентиляторы, чтобы обеспечить дополнительное движение воздуха. Вентиляционные отверстия доступны в более чем 20 различных цветах. Основным металлом является гальвалум, представляющий собой цинко-алюминиевое покрытие, обеспечивающее превосходную коррозионную стойкость. На эти вентиляционные отверстия распространяется стандартная 40-летняя гарантия на краску.
- Мансардный этаж:
- Система наклонных бордюров, устанавливаемая на крышу за пределами стальной линии и над линией крыши для создания декоративного вида фасции и скрытия линии крыши.
- Основной или первичный каркас:
- Стальные рамы, поддерживающие второстепенные элементы каркаса, такие как прогоны, прогоны или подкосы карниза.
- Маскировка:
- Пластиковое покрытие на металлических панелях, используемое для защиты деталей во время транспортировки. Маскировка должна быть удалена сразу после установки.
- Мастика:
- Герметик или герметик в рулонах, обычно используемый для герметизации нахлестов кровельных панелей.
- Момент:
- Сила, умноженная на расстояние (крутящий момент).
- Момент Соединение:
- Соединение, способное передавать момент другому элементу системы.
- Стойки:
- Вертикальный элемент, соединяющий два окна, расположенные рядом.
- MS-Multi-Span:
- Более одного здания, соединенного вместе; многоскатные постройки.
- Высечные ножи:
- Электрический ручной инструмент, используемый для вырезания проемов в стальных крышах или стеновых листах.
- Масляная консервация:
- Волнистый вид на металлической панели, который усугубляется расширением металла.
- Панель:
- Стальные панели служат обшивкой здания. Панели покрывают стены и крышу нашего стального здания.
- Зажим для панели:
- Независимый зажим, используемый для крепления панелей крыши к основанию.
- Парапет:
- Та часть стены, которая проходит вертикально над линией крыши и образует фасцию, скрывающую уклон крыши.
- Перегородка:
- Внутренняя перегородка.
- Козырек:
- Ребристая панель, расположенная вдоль конька здания; соответствует наклону крыши и конфигурации.
- Опора:
- Бетонная конструкция, предназначенная для передачи вертикальной нагрузки от основания колонны к основанию.
- Пилястра:
- Каменная колонна, встроенная в стену и выступающая
- Шаг:
- Наклон или уклон, измеряемый в градусах или процентах, или отношением подъема и уклона.
- Потайная заклепка:
- Штифт с небольшой головкой и расширяемым стержнем для соединения легких металлов. Обычно используется для гидроизоляции отделки и т. д.
- Грунтовка:
- Начальный слой краски, наносимый на заводе на несущий каркас для защиты от элементов только во время монтажа и транспортировки.
- Прогоны:
- Второстепенный, холодноформованный горизонтальный конструктивный элемент, расположенный в кровле для поддержки обшивки, который сам поддерживается каркасом основной конструкции.
- Удлинитель прогона Навес:
- Консольное продолжение крыши на линии наклона.
- Стропила:
- Готовый основной элемент конструкции с параллельными полками, простирающийся от вута до вершины. Любая балка, используемая в основной раме для поддержки прогонов.
- Рейка:
- Место пересечения кровли и торца.
- Передний уголок:
- Уголок, прикрепленный к прогонам по переднему краю для крепления листов торцевой стены.
- Реакции:
- Реакции – это силы, необходимые для сопротивления нагрузкам от конструкции. MBMI обеспечивает все реакции, необходимые для проектирования фундамента, чтобы должным образом поддерживать здание.
- Арматурная сталь:
- Стальные стержни, помещаемые в бетон, чтобы воспринимать напряжения растяжения, сжатия и сдвига.
- Ребро:
- Приподнятая линия на плоской части металлической панели, которая придает дополнительную прочность и сводит к минимуму появление масляных банок.
- Ребристая панель:
- Стандартная панель, используемая на крыше, облицовке и потолке.
- Конек:
- Самая высокая точка на крыше здания, описывающая горизонтальную линию, проходящую по всей длине здания.
- (RF) Жесткая рама:
- Пролетная конструкция, характеризующаяся коническими колоннами, коническими ветками и стропильными балками.
- Прокатная форма:
- Формование металлических профилей путем приложения давления через ролики.
- Кровельная система:
- Сборочные или взаимодействующие компоненты, предназначенные для защиты от атмосферных воздействий, а иногда и для изоляции поверхности крыши здания.
- Уклон или уклон крыши:
- Уклон плоскости крыши, выраженный как отношение вертикального подъема к единице горизонтального уклона.
- Провисающий стержень или угол прогиба:
- Анкерные стержни или уголки для поддержки нижних фланцев прогонов от коробления при сжатии из-за особой силы ветра.
- Лента прогиба:
- Металлическая лента, используемая для выравнивания прогонов во время монтажа.
- Герметик:
- Любой материал, который используется для закрытия трещин или стыков для защиты от утечек.
- Вторичный каркас:
- Вторичный каркас, состоящий из элементов конструкции, несущих незначительную нагрузку, таких как прогоны, ригели, подкосы карниза и т. д. Типичный вторичный каркас имеет Z-образную форму и опирается на основной каркас.
- Сейсмические силы:
- Силы, вызванные движением земли или землетрясением.
- Саморез:
- Все наши здания стандартно поставляются с саморезами Long Life для всех стеновых и кровельных панелей. Головки винтов также окрашены, чтобы идеально соответствовать цвету панели, что позволяет им сливаться с ней. MBMI поставляет только крепежные детали типа ZAC с алюминиево-цинковым покрытием. Эта превосходная отделка гарантирует защиту от ржавчины! Головки наших винтов имеют герметизированную резиновую шайбу, которая обеспечивает полную герметичность при завинчивании. Некоторые из наших конкурентов не поставляют винты ZAC, что лишает вас гарантии на панель! Купите свое стальное здание у MBMI, и вы получите высочайшее качество вплоть до последнего винта.
- Сервисная дверь:
- Распашная распашная дверь.
- Лист:
- Тонкий плоский металлический прокат с фрезерованными или обрезанными кромками.
- Прокладки:
- Стальной элемент, используемый для выравнивания или придания квадратной формы балкам навеса или опорным плитам.
- Заводской чертеж:
- Заводские чертежи готовятся нашим инженерным персоналом. Эти чертежи используются для изготовления каждой части стального здания.
- Цеховая сварка:
- Все заводские сварные швы относятся к сварным швам, выполненным на производственном объекте.
- Мансардное окно:
- Мансардные окна и настенные светильники являются наиболее экономичным способом добавления естественного света в ваше здание, что позволит снизить расходы на освещение в течение всего года. Эти панели могут быть установлены на крыше или на стенах вашего здания. Световые панели изготовлены из стекловолокна и изготавливаются по профилю панели, поэтому они идеально подходят и обеспечивают герметичность. MBMI поставляет комплект отделки с каждым световым люком, который многие наши конкуренты упускают. С этим комплектом отделки ваш световой люк будет выглядеть лучше, чем без него. Каждая панель имеет ширину 3 фута и бывает разной длины в соответствии с вашими потребностями. В качестве опции также доступны изолированные световые люки. Изолированные световые люки изготавливаются с воздушным барьером, который значительно снижает передачу температуры снаружи внутрь стального здания.
- Раздвижная дверь:
- Одностворчатая или двустворчатая дверь, которая открывается горизонтально с помощью подвесных тележек.
- Уклон:
- Тангенс угла между поверхностью крыши и горизонтальной плоскостью, выраженный в процентах или в дюймах подъема на фут горизонтального расстояния.
- Софит:
- Панель софита — это листовое покрытие, которое используется для покрытия нижней стороны выступа, навеса или мансарды. Панели софита не являются обязательными, но придают красивый законченный вид.
- Спецификация:
- Точное изложение набора требований, которым должен удовлетворять материал, продукт, система или услуга. Желательно, чтобы требования вместе с их пределами были выражены численно в соответствующих единицах.
- Стоячий фальц:
- Фальцевой тип, состоящий из перевернутого ребра, который также может быть структурным, с водонепроницаемым швом. Его изготавливают, загибая края двух соседних металлических панелей, а затем складывая их одним из множества способов.
- Ступенчатый оклад:
- Метод оклада, используемый там, где вертикальная поверхность встречается с наклонной плоскостью крыши.
- Сшивающий шуруп:
- Сшивающий шуруп используется для крепления соседних панелей друг к другу в боковом перехлесте.
- Элементы из конструкционной стали:
- Несущие элементы могут представлять собой горячекатаные профили, холодногнутые профили или составные профили.
- Основание:
- Поверхность, на которую укладывается кровельная или гидроизоляционная мембрана (конструкционный настил или изоляция).
- Допуск:
- Допустимое отклонение от значения или стандарта; общий диапазон отклонений, разрешенных для сохранения заданного размера при механической обработке, изготовлении или конструировании элемента или сборки.
- Отделка:
- Тонкий металл, используемый в отделке здания, особенно вокруг проемов и на пересечениях поверхностей, часто называемый окладом.
- Метод поворота гайки:
- Метод поворота гайки — это спецификация затяжки конструкционных болтов в соединении. Вращение гайки из одного положения в конечное плотное положение создаст по крайней мере желаемое минимальное натяжение болта. («Прилегание» определяется как точка, в которой материал между головкой болта и гайкой является жестким. Если используются механические дорожные сборы, «прилегание» будет точкой, в которой гаечный ключ начинает удар.)
- Кран UH:
- Многорельсовая подвесная система погрузочно-разгрузочных работ с ручным или электрическим управлением.
- Равномерная нагрузка:
- Нагрузки, охватывающие всю балку или ее часть и всю покрываемую часть, величина нагрузки на единицу длины одинакова.
- Подъем:
- Ветровая нагрузка на здание, вызывающая нагрузку в направлении вверх.
- Долина:
- Внутренний угол, образованный пересечением двух наклонных плоскостей крыши.
- Водосточный желоб долины:
- Канал, используемый для отвода воды с V-образной формы крыш многощипцовых зданий.
- Пароизоляция:
- Материал, используемый для замедления проникновения пара или влаги в стены и, таким образом, для предотвращения конденсации внутри них.
- Вентилируемые:
- Перфорированные панели, используемые в качестве потолка для обеспечения циркуляции воздуха и предотвращения скопления влаги.
- Вентиляция:
- Процесс подачи наружного свежего воздуха в помещение или удаления воздуха из него.
- Вентилятор:
- Аксессуар, обычно используемый на крыше, который пропускает воздух.
- Покрытие стен:
- Обшивка наружных стен, состоящая из панелей или листов и их креплений, отделочных панелей и герметиков.
- Wash Coat:
- Покрытие, наносимое на обратную или неэкспонированную сторону полоски. Его цель – защитить верхний слой при транспортировке и предотвратить коррозию обратной стороны. Кроме того, он также обеспечивает смазку для профилирования. Цвет, глянец или толщина нанесенной сухой пленки строго не контролируются. Не путать с задним пальто.
- Web:
- Часть элемента конструкции между фланцами.
- Сливные отверстия:
- Отверстия в гидроизоляции и т. д. для дренажа и снижения давления. (Обычно скважины, пробуренные в полевых условиях)
- Ветровая нагрузка:
- Нагрузка, представляющая собой давление, оказываемое на конструкцию заданной скоростью ветра. Нагрузка, вызванная ветром, дующим с любого горизонтального направления.
- Рабочая точка:
- Пересечение плоскостей, от которых отсчитываются размеры.
- X-Bracing:
- X-Bracing используется в зданиях для обеспечения дополнительной фиксации и прочности. Это можно сделать с помощью стальных тросов, стержней или даже уголка в тяжелых случаях.
- Предел текучести:
- Напряжение, при котором деформация перестает быть прямо пропорциональной напряжению. Кроме того, напряжение, по которому идентифицируется сталь, такая как A-36, указывает на предел текучести 36 000 фунтов на квадратный дюйм.
- «Z» Секция:
- Элемент из стального листа, изготовленный методом холодной штамповки в форме блока «Z».
Как использовать и обрамлять металлическими стойками (проект) (сделай сам)
Обновлено: 29 июня 2021 г.
Инструменты и технологии для возведения подвалов и перегородок со стальными шпильками
.Следующий проект›
Семейный мастер на все руки
Вам понравится стальной каркас. Стальные шпильки идеально прямые, не дают усадки и трещин. Они легкие, их легко хранить, они устойчивы к огню, насекомым и гниению. Стальные шпильки дешевле деревянных.
от экспертов по DIY в журнале Family Candyman
- ВРЕМЯ
- Сложность
- Стоимость
- . , стальные шпильки все больше и больше заменяют своих кузенов из деревянных шпилек в домашнем строительстве. Вам понравится стальной каркас за многие преимущества, которые он имеет по сравнению с деревом: Стальные стойки идеально прямые. Они не сжимаются и не расходятся. Стальные шпильки легки и удобны в хранении, кроме того, они устойчивы к огню, насекомым и гниению. И вам очень понравится тот факт, что стальные шпильки примерно на 30 процентов дешевле деревянных.
Поначалу вы обнаружите, что изготовление каркаса со стальными стойками медленнее, чем с деревянными, потому что вы будете работать с незнакомыми материалами, техниками и инструментами.
Набор инструментов Но как только вы научитесь работать со сталью, это станет очень удобно. Если вы допустили ошибку, вы можете просто открутить стальные детали и быстро вернуться в нужное русло. Для начала мы покажем вам, как построить небольшую ненесущую стену.Возможно, у вас уже есть большинство инструментов, необходимых для крепления стальными шпильками. К ним относятся рулетка, прямые авиационные ножницы по металлу, отвес или 4-футовый. уровень и дрель (предпочтительно беспроводная с переменной скоростью и несколькими настройками сцепления) с 2-дюймовым лезвием. удлинительный держатель бит. Потратьте еще 30 долларов на эти дополнительные «обязательные» инструменты: плоскогубцы с С-образным зажимом (фото 3) для временного зажима стальных шпилек на гусеницах и клещи для фиксации листового металла (также называемые «утиногубцами», вставка, фото 4) для образуя крутые изгибы в стальной гусенице.
Базовая стальная стойка
режущие наконечники и металлические детали каркасаФото 1.
Отрежьте металлические стойки и гусеницыОтрежьте обе боковые полки стальной стойки с помощью прямых ножниц для авиации. Затем согните один фланец вверх, чтобы он не касался губок ножниц, и разрежьте поперек стенки шпильки. Для облегчения монтажа электропроводки и сантехники в дальнейшем держите все выбивные отверстия в замочной скважине на одном уровне, обрезав все стальные шпильки по длине с одного конца. Защищайте руки прочными перчатками.
Для обрезки отдельных стальных стоек и траков используйте прямые авиационные ножницы (Фото 1). Если вам нужно быстро отрезать десятки металлических шпилек и гусениц , используйте циркулярную пилу с беззубым (карборундовым) лезвием для резки металла (7 долларов США). При резке отдельных стальных стоек или гусениц циркулярной пилой пилите с закрытой стороны (или «перемычки») и плотно закрепите деталь на козлах. Защитите себя от искр из душа, едкого дыма и оглушительного шума, надев защитные очки, пылезащитную маску, одежду с длинными рукавами и средства защиты органов слуха.
Совет для профессионалов: более быстрый способ вырезать стальные шпильки
Чтобы вырезать стальные шпильки, отрежьте обе стороны, затем надрежьте и согните.
В большинстве домашних центров продаются дисковые и обрезные пилы, предназначенные для резки стальных шпилек, но один профессионал предпочитает более тихий и менее грязный подход. Он разрезает обе стороны ножницами и делает линию на спине. После того, как он несколько раз согнул шпильку вперед и назад, он получил разрез без заусенцев. Нет необходимости в средствах защиты органов слуха и металлической стружки, прилипающей к вашим ботинкам. Осторожно : Стальные шпильки и гусеницы острые. Наш профессионал не носит перчатки, но вы должны.Техника возведения стен
Фото 2. Разметка и крепление направляющих
Прикрепите стальные направляющие к бетону с помощью винтов по бетону с шестигранной головкой 1-1/4 дюйма. Разметьте положение гусеницы, начертите мелом линии и просверлите отверстие в металле и в бетоне на всю длину шурупа.
Используйте ударную дрель с твердосплавным сверлом по каменной кладке. Установите винты сначала на каждом конце направляющей металлического каркаса, а затем через каждые 3 фута вдоль направляющей. Перекрывайте углы гусеницы, надрезав кромку первой гусеницы, чтобы перекрывающаяся гусеница могла встать на место. На длинных прямых участках перекрывайте соседние направляющие на 6 дюймов и прикрепляйте перекрытие к полу с помощью шурупа по бетону.Фото 3: Отметьте, зажмите, затем привинтите
Соедините металлические шпильки с гусеницами, плотно зажав два элемента плоскогубцами с С-образными зажимами и забив 1/2 дюйма. Винт № 8 с полукруглой головкой посередине, где они встречаются. Вверните винты на средней скорости. Выберите настройку сцепления, достаточно сильную, чтобы закрутить винт, но не настолько сильную, чтобы она сорвала отверстие для винта и ослабила соединение.
Фото 4: Техника обрамления дверного проема
Соорудить дверной проем в ненесущей стене из стали и дерева.
Изготовьте металлический коллектор, обрезав дорожку на 2 дюйма длиннее, чем ширина отверстия. Разрежьте каждый фланец гусеницы (на обоих концах) на 1 дюйм в длину и согните перемычку вниз 90 градусов с помощью плоскогубцев для фиксации листового металла (как показано на вставке). На заданной приблизительной высоте открытия закрепите жатку, ввинтив два винта с плоской головкой в каждую створку полотна (плотно прижимая жатку к шпильке), а затем ввинтив винт через каждый фланец гусеницы.Врезка: создание замкового соединения коллектора
Отрежьте полки по бокам металлического каркаса с помощью резака для металлических шпилек и отогните внутреннюю стенку, чтобы создать крепежную поверхность.
Наилучший способ возведения стальных стен состоит в том, чтобы сначала закрепить напольные и потолочные направляющие, а затем установить стойки по одной. На полу разметьте и отметьте расположение стены, закрепите стальную направляющую (фото 2), а затем определите положение потолочной направляющей с помощью отвеса или уровня, прижатого к стальной стойке.
На готовом потолке, где направляющая каркаса стены проходит перпендикулярно балкам, прикрепите направляющую к нижележащим балкам с помощью саморезов для гипсокартона диаметром 1-1/2 дюйма. Если направляющая проходит параллельно балкам, прикрепите ее к потолку с помощью анкеров для гипсокартона.Другие советы по обустройству стен
- Отметив положение всех стоек на потолке и напольных направляющих, тщательно измерьте точную высоту каждой стойки. Это обеспечивает правильную посадку, компенсируя наклон потолка или пола.
- Обрежьте стойки металлическим ножом для шипов до высоты, обеспечивающей плотный контакт как с верхней, так и с нижней частью гусениц. Зазоры больше 1/16 дюйма на обоих концах слишком велики, потому что они переносят вес стены на шурупы.
- Когда вы отмечаете высоту и ширину дверных проемов, оставьте дополнительные 1-1/2 дюйма для высоты и 3 дюйма для ширины, чтобы разместить деревянные бруски 2 × 4, которые вы добавите для прибивания двери. каркас и отделка деревом (Фото 4). Соедините деревянную опору с металлическим каркасом, повернув твердые ребра шпилек к грубому отверстию и прикрепив древесину к металлу с помощью шурупов для гипсокартона 1-1/4 дюйма.
Советы для профессионалов: строительство стен
Не прокладывать рельсы через дверной проем
Выложите стены и проемы так же, как если бы вы делали это из дерева, но при установке нижней пластины не прокладывайте направляющую через дверные проемы. Вы не можете использовать сабельную пилу, чтобы вырезать отверстие позже, как это можно сделать с деревом. Винты по бетону хорошо подходят для крепления гусеницы к бетону.Используйте шпильку, чтобы установить верхнюю пластину
В отличие от дерева, стальные шпильки надежно прямые. Отрежьте одну стойку по размеру и используйте ее вместе с уровнем, чтобы отметить расположение верхней пластины на обоих концах, и зафиксируйте линию, чтобы направлять размещение. Не беспокойтесь о том, чтобы обрезать металлические шпильки, чтобы они идеально подошли. Это совершенно не нужно. Это большое преимущество, если вы работаете на неровном полу. Вы можете обрезать стальные шпильки примерно на 1/4 дюйма короче фактического размера.Используйте направляющую для блокировки
Верхние пластины, которые идут параллельно балкам, часто необходимо крепить к распоркам. Вы могли бы использовать дерево, но вместо этого Джо предпочитает использовать обрезки гусеницы. Просто отрежьте боковые стороны гусеницы и сложите их. Затем прикрепите направляющую к нижней стороне балки с помощью шурупов для гипсокартона.Деревянные опоры упрощают подвешивание двери
Сделайте проемы на 3 дюйма шире и на 1-1/2 дюйма выше и используйте шурупы для гипсокартона, чтобы закрепить 2 × 4 опоры на внутренней стороне стального проема, затем повесьте дверь на деревянные баксы. Баксы также есть для прибивания гвоздей к корпусу. Вставьте пластиковую прокладку под каждую сторону 2×4, если дерево будет находиться в непосредственном контакте с бетонным полом.Прокладка электрических линий
Фото 5: Проводка из стальных стоек
Закрепите электрический кабель вдоль центральной линии каждой стойки пластиковыми стяжками, привинченными к стойкам. Вставьте пластиковую «втулку» в каждое отверстие, чтобы кабель не терся об острые края.
Пластиковые стяжки
Пластиковые стяжки для крепления электрического кабеля
Саморезы
Блокировка 2×4, прикрепленная саморезами 1-1/4’
Кабельная втулка
Пластиковая втулка для электрического кабеля защищает провод от острых краев металлических шпилек.
Домашние центры и поставщики электрооборудования имеют в наличии специальные электрические коробки и детали, используемые со стальным каркасом. Поскольку электрические коробки, прикрепленные к стальным шпилькам, могут прогибаться при подключении и отключении электрических шнуров, электрики прикрепляют коробки к деревянному блоку с помощью 1-1/2-дюймовых саморезов для гипсокартона.
Совет для профессионалов: защитите свои электрические провода и себя
Случайно наступить на удлинитель, натянутый на острую дорожку, — идеальный способ перерезать шнур. Чтобы избежать потенциально шокирующих событий, многие профессионалы берут кусок гусеницы, переворачивают его вверх дном и кладут под шнур.
Установка гипсокартона и деревянной отделки
Фото 6. Установка деревянной отделки
Установите деревянную отделку на основной стальной каркас стены с помощью саморезов. Используйте искатель стержней, чтобы найти настенные стержни и отметить их положение на отделке. Чтобы не расколоть накладку, утопите головку винта на 1/4 дюйма. кусочек. Затем предварительно просверлите отверстие диаметром 1/8 дюйма. кусочек. Установите сцепление дрели на «легкий», чтобы шуруп не сорвался. Заверните винт и заполните отверстие для винта замазкой.
Если ваша стена из стальных стоек кажется хрупкой, имейте в виду, что она приобретает полную жесткость после нанесения гипсокартона или обшивки.
Повесьте гипсокартон или обшивку, используя 1-1/4-дюймовые саморезы для гипсокартона, расположенные через каждые 8 дюймов по краям (где два листа встречаются на стойке) и через 12 дюймов по центру в других местах.Фланец на стальной стойке является гибким и может прогибаться, когда вы пытаетесь проткнуть его шурупом для гипсокартона, особенно когда края двух панелей встречаются на одной стойке. Чтобы этого не произошло, прикрепите первую панель к открытой стороне металлической стойки (той, что напротив полотна) для придания жесткости, а затем повесьте вторую панель. Возьмитесь пальцами за заднюю часть фланца шпильки рядом с точкой винтового соединения (чтобы придать ей опору), а затем заверните винт. Не пытайтесь прибить отделку к стальным шпилькам. Это не выдержит . Вместо этого используйте специально разработанные винты для отделки (Фото 6). В заглубленном виде их маленькие головки легко скрыть замазкой.
Советы для профессионалов: установка обшивки
Сделайте пропил в блокировке
Подобно дверям, шкафы и другие тяжелые предметы нуждаются в дополнительной опоре. Вы можете использовать фанеру или 2×4, но убедитесь, что вы вырезали в ней пропил, чтобы закраина на внутренней стороне шпильки. Если вы этого не сделаете, эта кромка стойки будет прижиматься к опорной доске и скручивать стойку, создавая изгиб в стене.Соберите нижнюю пластину
Обшивку основания можно установить с помощью винтов отделки. Если вам не нравится внешний вид головок винтов, вы можете установить два слоя пластин 2×4 вместо стальной гусеницы. С 3-дюймовой древесиной под дорожкой вы сможете прибить всю базовую отделку так же, как и стену с деревянным каркасом. При использовании бетона убедитесь, что вы используете обработанную древесину для нижней пластины.Советы для профессионалов: установка гипсокартона
Оставьте последнюю стойку незакрепленной во внутренних углах
Надлежащий способ обшивки внутреннего угла гипсокартоном заключается в том, чтобы полностью вставить первый лист во внутренний угол, а затем закрепить последнюю шпильку на стене рядом с гипсокартоном. Для этого вам нужно оставить последнюю металлическую шпильку незакрепленной, пока гипсокартон не поднимется. Этот метод может показаться немного глупым, но он требует меньшего количества шпилек и обеспечивает чрезвычайно стабильное соединение. При укладке направляющих убедитесь, что вы оставили зазор для прохода гипсокартона.Оставьте последнюю стойку незакрепленной также на Т-образных пересечениях
Аналогично работе с внутренними углами, оставьте последнюю металлическую стойку незакрепленной на стене, образующей стержень Т-образного пересечения. После того, как гипсокартон будет повешен, последняя стойка на пересекающейся стене будет прикреплена к гипсокартону. Опять же, этот метод требует меньшего количества шпилек и приводит к прочному соединению, которое почти гарантированно не растрескает грязь из гипсокартона. Оставьте верхнюю и нижнюю направляющие короткими, чтобы оставить место для гипсокартона.Покупка стальных шпилек
Стальные шпильки продаются различной ширины (сравнимой с размерами пиломатериалов), длины и размеров металлических шпилек (чем меньше номер калибра, тем толще сталь).
Вы прикрепляете верх и низ к стальной гусенице (соответствующей ширины), длина которой составляет всего 10 футов. длины. Используйте 1/2 дюйма. Винты № 8 с полукруглой головкой. Большинство домашних центров и лесопилок имеют только самые популярные стальные шпильки шириной 3-5 / 8 дюйма (сопоставимые с пиломатериалами 2 × 4) 25 калибра в 8-, 9-, 10- и 12-фут. длины вместе со всеми креплениями. Эти легкие шпильки предназначены для внутреннего каркаса каркасных стен, ненесущих стен (стен, которые не поддерживают пол или крышу). Если вы не можете найти стальные шпильки в своем домашнем магазине или на лесопилке, обратитесь к поставщикам, которые обслуживают строителей (посмотрите в «Желтых страницах» в разделе «Оборудование и расходные материалы для сухих стен»). Эти поставщики будут иметь широкий диапазон ширины и размеров для каркаса всего: от ненесущих стен по периметру в существующих подвалах (шириной 1–5/8 дюйма) до несущих наружных стен (до 5–1/2 дюйма). . широкий).Выберите правильные шурупы
Не используйте шурупы для гипсокартона, чтобы скрутить стойки — они для этого не предназначены. Шурупы с полукруглой головкой работают лучше всего. Винты по бетону отлично подходят для крепления нижней направляющей к полу. И убедитесь, что вы используете винты для гипсокартона с мелкой резьбой, чтобы повесить гипсокартон.Необходимые инструменты для этого проекта
Подготовьте необходимые инструменты для этого проекта «Сделай сам» перед началом — вы сэкономите время и нервы.
- Меловая линия
- Беспроводная буровая сверла
- Стучение для молотка
- Защита слуха
- Уровень
- Безопасные очки
- Sawhorses
- Степ-надежность
- РАРКА
- WER STREPPER/Cutter
- . поездки, заранее подготовив все материалы. Вот список.
- Плоскогубцы «Утконос»
- Плоскогубцы с фиксатором С-образного зажима
- Кожаные рабочие перчатки
- Отвес
- Прямые ножницы-авиаторы
Первоначально опубликовано: 07 января 2019 г.
Похожие проекты
Популярные обучающие видео
ЧЕРТЕЖИ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ
КОНСТРУКЦИОННЫЕ ФОРМЫ И ЭЛЕМЕНТЫ
Различные конструкционные элементы используются для изготовления самых разных форм и размеров поперечного сечения. Многие формы показаны на рис. 7-1. Эти символы составлены из части 4 военного стандарта 18B (MIL-STD-18B) и информации Американского общества инженеров-строителей (ASCE). В следующих параграфах объясняются общие конструктивные формы, используемые в строительных материалах, и общие конструктивные элементы, изготовленные в этих формах.
Формы
Три наиболее распространенных типа элементов конструкции: W-образная (широкая полка), S-образная (двутавровая балка американского стандарта) и C-образная (американский стандартный швеллер). Эти три типа идентифицируются по номинальной глубине в дюймах вдоль стенки и весу на фут длины в фунтах. Например, W 12 x 27 указывает на W-образную форму (широкий фланец) со стенкой глубиной 12 дюймов и весом 27 фунтов на погонный фут.
Виды поперечного сечения W-, S- и C-образных форм показаны на Рисунке 7-2. Отличие W-образной формы от S-образной заключается в конструкции внутренних поверхностей фланца. W-образная форма имеет параллельные внутренние и внешние поверхности фланцев с постоянной толщиной, а S-образная форма имеет наклон приблизительно 17 градусов на внутренних поверхностях фланцев. С-образная форма похожа на S-образную тем, что ее внутренняя поверхность фланца также наклонена примерно на 17 градусов.W-образная форма
W-образная форма представляет собой конструктивный элемент, поперечное сечение которого образует букву H, и является наиболее широко используемым конструктивным элементом. Он устроен так, что его полки обеспечивают прочность в горизонтальной плоскости, а стенка придает прочность в вертикальной плоскости. W-образные формы используются в качестве балок, колонн и элементов ферм, а также в других несущих конструкциях.
Несущая свая
Несущая свая (HP-форма) почти идентична W-образной. Единственное отличие состоит в том, что толщина полки и толщина стенки несущей сваи равны, тогда как W-образная форма имеет разную толщину стенки и полки.S-образная форма
S-образная форма (американский стандарт двутавровой балки) отличается тем, что ее поперечное сечение имеет форму буквы I. S-образные формы используются реже, чем W-образные, поскольку S-образные формы обладают меньшей прочностью и менее адаптируемы, чем W-образные.
С-образная форма
С-образная форма (швеллер американского стандарта) имеет поперечное сечение, несколько похожее на букву С. Это особенно полезно в местах, где требуется одна плоская поверхность без выступающих фланцев с одной стороны. С-образная форма не очень эффективна для балки или колонны, когда используется отдельно. Однако эффективные сборные элементы могут быть изготовлены из швеллеров, собранных вместе с другими структурными формами и соединенных заклепками или сваркой.
Каналы
Поперечное сечение канала похоже на квадратную букву C. Каналы идентифицируются по их номинальной глубине и весу на фут. Например, обозначение канала C9 x 13,4 по американскому стандарту на рис. 7-1 показывает номинальную глубину 9 дюймов и вес 13,4 фунта на погонный фут. Швеллеры в основном используются в местах, где одна плоская поверхность без выступающих фланцев на стороне требуется для. Однако канал не очень эффективен в качестве луча или столбца, когда используется отдельно. Но каналы могут быть собраны вместе с другими конструктивными формами и соединены заклепками или сваркой, чтобы сформировать эффективные составные элементы.
Уголки
Угол (рис. 7-3) представляет собой конструктивную форму, поперечное сечение которой напоминает букву L. Обычно используются два типа: равнополочный угол и неравнополочный угол. Угол определяется размером и толщиной его ножек, например, угол 6 дюймов на 4 дюйма на 1/2 дюйма. Размер ног должен быть получен путем измерения по внешней стороне задней части ног. Когда угол имеет неравные стороны, сначала указывается размер более широкой стороны, как на Рисунке 7-3 — Углы. пример только что привел. Третье измерение относится к толщине ножек, которые всегда имеют одинаковую толщину. Уголки могут использоваться в комбинации из двух или четырех элементов для формирования основных элементов. Один угол также может использоваться для соединения основных частей вместе.
Пластины
Как правило, основное, что нужно помнить о пластинах, это то, что они имеют ширину более 8 дюймов и толщину 1/4 дюйма или более. Пластины обычно используются в качестве соединений между другими конструктивными элементами или в качестве составных частей сборных конструктивных элементов. Пластины, нарезанные по определенным размерам, могут иметь ширину от 8 дюймов до 120 дюймов и более и различную толщину. Края этих листов могут быть обрезаны ножницами (листы со сдвигом) или прокатаны под прямым углом (листы универсального проката).
Часто пластины обозначаются по их толщине и ширине в дюймах, например пластины размером 1/2 дюйма x 24 дюйма. Длина во всех случаях указывается в дюймах. Обратите внимание на рис. 7-4, что 1 кубический фут стали весит 490 фунтов. Этот вес, разделенный на 12, равняется 40,8, что является весом (в фунтах) стальной пластины площадью 1 квадратный фут и толщиной 1 дюйм. Дробная часть обычно отбрасывается, а 1-дюймовая тарелка называется 40-фунтовой тарелкой. На практике вы можете услышать, что плита упоминается по ее приблизительному весу на квадратный фут для определенной толщины. Примером может служить 20-фунтовая тарелка, что означает 1/2-дюймовую тарелку.
Обозначения, обычно используемые для плоского проката, были установлены Американским институтом чугуна и стали (AISI). Плоская сталь обозначается как пруток, полоса, лист или плита в зависимости от толщины материала, ширины материала и (в некоторой степени) процесса прокатки, которому он подвергался.
Тройники
Строительный тройник изготавливается путем разрезания стандартной двутавровой или двутавровой балки по центру ее стенки с образованием двух Т-образных профилей из каждой балки. При определении размеров перед символом структурного тройника ставятся буквы ST. Например, обозначение ST 5 WF 10,5 означает, что тройник имеет номинальную глубину 5 дюймов, широкий фланец и весит 10,5 фунтов на погонный фут. Катаный тройник представляет собой изготовленную форму. При обозначении размеров перед символом катаного тройника ставится буква Т. Размер Т 4 х 3 х 9.2 означает, что прокатанный Т имеет 4-дюймовый фланец, номинальную глубину 3 дюйма и вес 9,2 фунта на погонный фут.
Zee
Эти формы различаются по глубине, ширине полки и весу на погонный фут. Следовательно, Z 6 x 3 1/2 x 15,7 означает, что зи имеет глубину 6 дюймов, фланец 3 1/2 дюйма и весит 15,7 фунтов на погонный фут.
Плоский стержень
Структурная форма, называемая стержнем, имеет ширину 8 дюймов или меньше и толщину более 3/16 дюйма. Кромки прутков обычно завальцованы под прямым углом, как универсальные прокатные плиты. Размеры выражаются так же, как и для пластин, например, бар 6 дюймов на 1/2 дюйма. Стержни доступны в различных формах поперечного сечения – круглые, шестиугольные, восьмиугольные, квадратные и плоские. Четыре различных формы показаны на рис. 7-5. Как квадраты, так и круглые обычно используются в качестве элементов жесткости легких конструкций. Их размеры в дюймах относятся к стороне квадрата или диаметру круга.
Колонны
Обычно для колонн используются элементы с широкими полками, как можно ближе к квадратному в поперечном сечении, но иногда используются трубы большого диаметра, даже если трубные колонны могут создавать трудности при соединении при присоединении других элементов (Рисунок 7). -6). Колонны также могут быть изготовлены путем сварки или соединения болтами ряда других профилей проката, обычно уголков и пластин (рис. 7-7).Балки
Балки — это основные горизонтальные элементы конструкции стального каркаса. Они соединяются от колонны к колонне и обычно соединяются сверху колонн с помощью накладок (подшипники) (рис. 7-8). Альтернативным методом является сидячее соединение (рис. 7-9). Балка крепится к полке колонны с помощью уголков, при этом одна нога проходит вдоль полки балки, а другая напротив колонны. Функция балок заключается в поддержке балок межэтажного перекрытия.
Элементы
Основными частями конструкции являются несущие элементы. Они поддерживают и передают нагрузки на конструкцию, оставаясь при этом равными друг другу. Места, где элементы соединяются с другими элементами, называются соединениями. Общая сумма нагрузок, воспринимаемых элементами конструкции в конкретный момент времени, равна общей статической нагрузке плюс общая временная нагрузка.
Общая статическая нагрузка — это общий вес конструкции, который постепенно увеличивается по мере подъема конструкции и остается постоянным после ее завершения. Общая динамическая нагрузка — это общий вес подвижных объектов, таких как люди, мебель и движение по мосту, которые конструкция поддерживает в определенный момент.Базовая система – стойка и балка (каркасная рама) и пространственные рамы.
2. Преимущества конструкции со стальным каркасом:
1. Можно строить очень высокие и широкие (самые высокие здания в мире)
2. Легкий и прочный (намного легче и прочнее бетона)
3. Сборный – каркас быстро собирается
4. Точный и предсказуемость (отличный контроль качества)
3. Недостатки конструкции со стальным каркасом:
1. Сталь — дорогой материал (гораздо дороже кирпичной кладки или бетона)
2. Каркасы неустойчивы
3. Требует противопожарной защиты
4. Требует отдельной «обшивки» (стены и полы)
4. Методы стабилизации зданий со стальным каркасом:
1. Жесткое ядро — обычно достигается за счет внутренней кладки (или бетона) лестничных башен и лифтовых шахт, создающих вертикальное жесткое ядро, противодействующее деформациям и кручению здания под действием внешних боковых сил.
2. Диагональные распорки — добавление диагональных распорок «X» или «K», которые противостоят боковым нагрузкам. Проблемы – могут мешать внешние окна.
3. Устойчивые к моменту соединения балки с колонной. Обычно выполняются путем изготовления дополнительных соединительных уголков, сварных швов и болтов, которые значительно повышают жесткость соединения. Проблемы – крайне трудоемкие и дорогие.
4. Стены жесткости – Наружные (или внутренние) стены, построенные из кирпичной кладки или бетона, которые действуют как вертикальная консольная балка, воспринимающая боковые нагрузки. Проблемы – могут мешать наружные окна, трудоемкий, тяжелый.
5. Основные профили из конструкционной стали (горячекатаные):
Как правило, конструкционная сталь изготавливается методом горячей прокатки под несколькими обозначениями ASTM, наиболее распространенным из которых является A36. Эта сталь имеет минимальный предел текучести 36 тысяч фунтов на квадратный дюйм и минимальное предельное (разрушающее) напряжение 58 тысяч фунтов на квадратный дюйм. Доступны многие другие марки, с пределом текучести A572 – 50 KSI в качестве выбора для более высокой прочности. Новая марка стали A992 недавно заменила A572 и A36 (для профилей W) в качестве стандартной марки стали. Как и A572, он также имеет предел текучести 50 KSI.
1. Широкая полка — типичная «двутавровая балка», используемая в строительстве. Пример — W18x35, где «W» = широкая полка, 18 = номинальная глубина элемента в дюймах и 35 = вес балки в фунтах на погонный фут. Используется для балок, колонн, свай, распорок и других тяжелых применений.2. Углы – равнополочные или неравнополочные. Пример — L4 x 3 x 1/4, где 4 и 3 — фактические размеры полки в дюймах, а 1/4 = толщина уголка в дюймах. Используется для перемычек, раскосов, составных балок и колонн, вторичного каркаса и других легких применений.
3. Стальные швеллеры – эти элементы в форме буквы «С» используются для балок, сборных колонн, распорок, вторичного каркаса и других применений с легкими и средними нагрузками. Примером канала является C10x30, где «C» обозначает канал, 10 — фактическая высота канала в дюймах, а 30 — фунты на погонный фут.
4. Стальная труба. Круглая труба чаще всего используется для колонн. Выпускается в трех категориях в зависимости от диаметра и толщины стенки: «стандартный вес», «сверхпрочный» и «двойной сверхпрочный».
Двойная сверхпрочная труба является самой прочной, потому что у нее самые толстые стенки. Пример — труба стандартного веса диаметром 4 дюйма5. Трубчатая сталь – эти квадратные или прямоугольные сечения чаще всего используются в качестве колонн, но также могут использоваться в качестве балок, распорок или других применений. Типичным примером является TS6x4x1/4, где TS = трубная сталь, 6 и 4 — фактическая ширина и глубина в дюймах, а 1/4 — толщина стенки в дюймах.
С 2003 года трубная сталь теперь называется Американским институтом стальных конструкций «полым конструкционным сечением» (HSS). Типичное обозначение HSS6x4x1/4.6. Пластины – плоские куски стали, нарезанные по размеру. Обычно в диапазоне от 1/8 дюйма до 6 дюймов. Используется в качестве опорных плит колонн, составных балок и колонн (т. е. пластинчатых ферм), соединительных деталей (т. е. косынок, сварных пластин и т. д.) и любого другого применения, где требуются детали определенного размера. Пример – PL 6x4x3/8, где 6 и 4 – длина и ширина листа в дюймах, а 3/8 – толщина листа в дюймах.
7. Вырезанные секции. Обычно это секции с широкими полками, которые разрезаются пополам, образуя Т-образную секцию. Используется для перемычек, балок, раскосов и колонн. Пример – WT7x19 представляет собой секцию, вырезанную из широкой полки W14x38.5. Соединения:
6. Заклепки – Обычно больше не используются по таким причинам, как низкая прочность, безопасность и плохой контроль качества.
1. Болты – бывают двух видов – из углеродистой стали и высокопрочные. Болты из углеродистой стали получают свою прочность за счет сдвига (или растяжения) только вдоль стержня болта. Наиболее распространенное обозначение ASTM для болтов из углеродистой стали, используемых в конструкциях, – A307. Эти болты не могут нести ту же нагрузку, что и высокопрочные болты, и используются для легких условий эксплуатации, таких как анкерные болты. Высокопрочные болты получают свою прочность не только за счет сдвига и растяжения вдоль вала, но и за счет сил трения, возникающих при натяжении гайки до заданного уровня. Самый распространенный ASTM2. Сварка. Сварка осуществляется путем механического соединения стали путем нагревания электродов в расплавленном состоянии, которое образует одно целое из двух. Создает чрезвычайно жесткие соединения. Наиболее распространенным типом сварки, используемым для строительных конструкций, является «угловой» шов, который соединяет детали под прямым углом. Обычно соединительные уголки к балкам и колоннам приваривают в цеху, а затем скрепляют их болтами в полевых условиях на стройплощадке.
7. Стальной настил:
Стальной настил относится к одному из нескольких основных типов. Весь настил холоднокатаный и продается толщиной от 16 (самая тяжелая) до 28 (самая легкая).1. Настил крыши – обычно доступен высотой 1½ дюйма и 3 дюйма и толщиной от 16 до 22 калибров. Настил крыши характеризуется тем, что верхняя канавка намного шире, чем нижняя, что обеспечивает максимально возможную плоскую поверхность для несущих ненесущих компонентов здания, таких как жесткая изоляция.
Ширина нижней канавки варьируется, и доступны различные профили, такие как «узкое ребро», «промежуточное ребро» и «широкое ребро».
2. Настил пола (некомпозитный) — используемый для полов, этот тип настила имеет верхнюю и нижнюю канавки приблизительно одинаковой длины и действует как форма для бетона. Типичные доступные высоты: 9/16″, 1″, 1 5/16″, 1½”, 2″ и 3″. Бетон, уложенный на настил, обычно армируется сварной проволочной тканью.
3. Настил пола (композитный) — Подобно настилу пола из некомпозитного материала, этот настил обычно имеет дополнительные перфорации в настиле для «сцепления» с бетоном. Эта палуба действует как часть структурной системы со стальными балками. Настил размещается поверх стальной балки, а стальные «шпильки» привариваются через настил и к верхней полке балки. После того, как бетон уложен и отвержден, он захватывает срезные шпильки и взаимодействует со стальной балкой, значительно увеличивая несущую способность одной только стальной балки.8.
Стальные балки (стержневые балки):
Эти легкие «фермы» с открытой стенкой производятся различными компаниями (такими как Vulcraft), чтобы обеспечить максимально легкую альтернативу балкам. Они используются чаще всего для сборки крыши. Типичная стальная балка показана ниже:
9. Легкий стальной каркас:
Легкие стальные каркасные элементы используются для каркаса стен, перекрытий, балок и перемычек – всего, для чего используются обычные деревянные каркасные элементы. Строительные нормы и правила большинства штатов предписывают использовать негорючие конструкции для объектов определенного типа, а элементы деревянного каркаса использовать НЕЛЬЗЯ. Эти легкие элементы представляют собой холоднокатаные (аналогичные стальному настилу) изделия из листового металла, которые доступны от различных производителей в виде элементов «С» в калибрах, обычно от 12 до 26 калибров. Они крепятся и собираются с помощью саморезов и точечной сварки.10. Противопожарная защита:
Все стальные конструкции должны быть защищены от огня в соответствии с государственными и местными строительными нормами. Хотя для фактического плавления стали требуется очень значительное количество тепла, она теряет большую часть своей прочности при температурах выше 7000 F. Обычно существуют две основные категории огнезащиты – термическая и абсорбционная.
1. Тепловая противопожарная защита – замедляет прохождение тепла через сталь. Используемые методы включают изоляцию и вспучивающуюся краску.
2. Абсорбционная противопожарная защита – поглощает тепло. Используемые методы включают покрытие стальных элементов бетоном, гипсом (напылением) и сложные методы, такие как заполненные жидкостью камеры (обычно оборачиваются вокруг колонн).СВАРНЫЕ И КЛЕПНЫЕ СТАЛЬНЫЕ КОНСТРУКЦИИ
В следующих параграфах обсуждаются сварные и клепаные стальные конструкции и приводятся примеры обоих методов изготовления ферм.
Сварные стальные конструкции
Как правило, сварные соединения имеют каркас или посадку точно так же, как и клепаные соединения, которые мы обсудим позже. Однако сварные соединения более гибкие. Отверстия, используемые для соединения деталей болтами или штифтами во время сварки, обычно просверливаются в производственной мастерской. Балки обычно не привариваются непосредственно к колоннам. Процедура обеспечивает жесткое соединение и приводит к сильному изгибу, который нагружает балку, чему должны сопротивляться как балка, так и сварной шов.Символ сварки
Чертежи содержат специальные символы для указания места сварки, типа соединения, а также размера и количества наплавляемого металла в месте соединения. Американское общество сварщиков (AWS) стандартизировало их. Сварщик увидит их всякий раз, когда он или она будет выполнять сварочное задание из набора распечаток, поэтому вам необходимо ознакомиться со всеми элементами стандартного символа сварки, а также с расположением и значением основных символов сварки.
Стандартный символ сварки (Рисунок 7-15): контрольная линия + стрелка + конец.
Линия отсчета является основой. На него наносятся символы сварки, размеры и другие данные. Стрелка соединяет контрольную линию с соединением или областью, подлежащей сварке. Направление стрелки не имеет отношения к значению опорной линии. Конец символа сварки используется только при необходимости для включения информации о процессе, спецификации или другой справочной информации.Обозначения типов сварных швов
Обозначения сварных швов относятся к обозначениям для определенного типа сварного шва, такого как угловой шов, паз, стык, наплавка, пробка или паз.
Символ сварки (Рисунок 7-16) является лишь частью информации, необходимой для обозначения сварки. При использовании для распространения информации термин «символ сварки» относится к общему символу, который включает в себя все символы сварки, необходимые для указания требуемых сварных швов.Наложение символа сварного шва на контрольную линию показано на рис.
7-17. Обратите внимание, что вертикальная сторона символа сварки показана слева от наклонной или изогнутой стороны символа. Независимо от того, относится ли символ к угловому, фасочному, J-образному или развальцовочному шву, вертикальная сторона всегда рисуется влево. Значение положения символа сварки на опорной линии показано на рис. 7-18.Когда необходимо скосить только одну кромку соединения, необходимо показать, какой элемент должен быть скошен (Рисунок 7-19). Когда указан такой стык, стрелка символа сварки указывает с определенным разрывом на деталь, подлежащую скосу. Другие символы сварки могут быть добавлены к символу сварки по мере необходимости для передачи всей информации, необходимой для сварки.
Однако, независимо от направления стрелки, вся информация, нанесенная на опорную линию символа сварки, читается слева направо. Список символов сварки показан на рис. 7-20.Размер, длина, шаг (расстояние между центрами), угол разделки и раскрытие корня сварного шва имеют определенные местоположения.
Эти местоположения определяются стороной контрольной линии, на которой размещен символ сварки.
Дополнительный
Помимо основных символов сварки, символ сварки может включать дополнительные символы (Рисунок 7-22). Контурные символы показывают, как должно быть сформировано лицо; символы отделки указывают метод, используемый для формирования контура.
Символ отделки (если он используется) показывает метод отделки, C обозначает скалывание, M означает механическую обработку, а G обозначает шлифовку, а не степень отделки. Как символы контура и отделки применяются к символу сварки, показано на Рис. 7-23. Этот символ указывает на то, что сварной шов должен быть зачищен заподлицо. Также обратите внимание, что символы размещаются с той же стороны от базовой линии, что и символ сварного шва.Другим дополнительным символом является символ сварки по всему периметру. Когда этот символ помещается на символ сварки, сварные швы должны продолжаться по всему стыку.
Еще один символ на Рисунке 7-22 — это символ монтажной сварки, черный флажок, указывающий на конец символа сварки. Для сварных швов, которые не могут быть выполнены в цеху из-за размера, транспортировки, конструктивных особенностей или по другим причинам, этот символ указывает сварщику выполнить сварку в полевых условиях, которая может выполняться «на месте» или на месте.
Сварные стальные фермы
Чертеж типичной сварной стальной фермы показан на рис. 7-24. Когда вы интерпретируете символы сварки, вы увидите, что большинство из них показывают, что конструкционные углы будут сварены угловым швом. Скругление будет иметь радиус 1/4 дюйма (толщину) с обеих сторон и будет проходить вдоль угла на протяжении 4 дюймов.Сварные стальные фермы
Чертеж типичной сварной стальной фермы показан на рис. 7-24. Когда вы интерпретируете символы сварки, вы увидите, что большинство из них показывают, что конструкционные углы будут сварены угловым швом. Скругление будет иметь радиус 1/4 дюйма (толщину) с обеих сторон и будет проходить вдоль угла на протяжении 4 дюймов.Стальные клепаные конструкции
Элементы стальных конструкций клепаются в цехе, где они изготавливаются, в той мере, в какой это допускается условиями отгрузки. Во время изготовления все отверстия для заклепок пробиваются или сверлятся независимо от того, должны ли заклепки забиваться в полевых условиях или в мастерской.
Посмотрите на производственный чертеж клепаной стальной фермы крыши на рис. 7-25. На первый взгляд он кажется загроможденным и трудночитаемым. Это вызвано тем, что на чертеже необходимо указать множество размеров и других соответствующих фактов, но вы сможете прочитать его, как только поймете, что ищете, как мы объясним в следующих параграфах.
Верхний пояс состоит из двух углов, обозначенных спецификацией 2L 4 x 3 1/2 x 5/16 x 16´-5 1/2″. Это означает, что хорда составляет 4 дюйма на 3 1/2 дюйма на 5/16 дюйма толщиной и 16 футов 5 1/2 дюйма длиной.0239 Верхний пояс также имеет спецификацию IL 4 x 3 x 3/8 x 7(e). Это означает, что к нему прикреплено пять зажимных уголков, и каждый из них представляет собой угол размером 4 дюйма на 3 дюйма, толщиной 3/8 дюйма и длиной 7 дюймов.
Косынка (а) в левом нижнем углу вида имеет маркировку PL 8 x 3/8 x 1´-5 (a). Это означает, что его ширина составляет 8 дюймов, толщина — 3/8 дюйма, а длина — 1 фут 5 дюймов.Нижний пояс состоит из двух уголков 2 1/2 дюйма на 2 дюйма на 5/16 дюйма на 10 футов 3 7/16 дюйма, которые соединены с косынками А и В, и еще двух уголков 2 1/2 дюймов на 2 дюйма на 1/4 дюйма на 10 футов 4 1/8 дюйма, которые соединяются с косынкой B и продолжаются до другой половины фермы. Еще два уголка соединены с косынками С и В на верхнем и нижнем поясах; они 2 1/2 дюйма на 2 дюйма на 1/4 дюйма на 2 фута 10 1/2 дюйма. Другой элемент между верхним и нижним поясами, соединенный с косынкой B и косынкой D, состоит из двух уголков 2 1/2 дюйма на 2 дюйма на 1/4 дюйма на 8 футов 5 дюймов.
Рисунок 7-27 — Размеры клепаной стальной фермы.
На рис. 7-26 та же ферма показана только с названиями некоторых элементов и размерами косынок (A, C и D) между углами.
На рис. 7-27 та же ферма показана только с некоторыми необходимыми размерами, чтобы упростить чтение полного рабочего чертежа конструкции.Большая часть заклепок будет забита в цеху, за исключением пяти заклепок в косынке прогона d и двух показанных заклепок, соединяющих центральную часть нижнего пояса, который соединяется с косынкой b. Эти семь заклепок будут вбиты на стройплощадке. Условные обозначения заклепок, забиваемых в цеху и в полевых условиях, показаны на рис. 7-28.
ЧЕРТЕЖИ СТАЛЬНЫХ КОНСТРУКЦИЙ
Чертежи, используемые для изготовления и монтажа стальных конструкций, обычно состоят из группы различных типов чертежей, таких как компоновочные, общие, производственные, монтажные и монтажные. Эти чертежи описаны в следующих параграфах.
Компоновочные чертежи
Компоновочные чертежи также называются общими планами и чертежами профилей. Они предоставляют необходимую информацию о местоположении, выравнивании и высоте конструкции и ее основных частей относительно земли на площадке. Они также предоставляют другие важные сведения, такие как характер подстилающего грунта или расположение прилегающих сооружений и дорог. Эти чертежи дополняются инструкциями и информацией, известной как письменные спецификации.
Генеральные планы
Генеральные планы содержат информацию о размерах, материале и составе всех основных элементов конструкции, их взаимном расположении и способе соединения, а также крепления других частей конструкции. Количество поставляемых чертежей общего плана определяется такими факторами, как размер и характер сооружения, сложность операций. Общие планы состоят из видов в плане, фасадов и разрезов сооружения и его различных частей. Объем необходимой информации определяет количество и расположение секций и фасадов.Производственные чертежи
Производственные чертежи или заводские чертежи содержат необходимую информацию о размере, форме, материале и положениях для соединений и креплений для каждого элемента. Эта информация достаточно подробна, чтобы можно было заказать материал для соответствующего элемента и изготовить его в магазине или на верфи.
- Много дней
- ВАР
- . Varies