
Как соединить трубы из ПНД и полипропилена
Соединить трубы из ПНД и полипропилена — непростая задача. Она актуальна при прокладке новой магистрали, ремонте или модернизации существующей линии.
Сегодня мы рассмотрим виды соединения полипропиленовых труб, расскажем, как спаять ПНД муфту, использовать фланцы и подобрать цангу. Статья будет полезна опытным монтажникам и начинающим мастерам.
Можно ли спаять трубы напрямую?
Многие «умельцы» предлагают спаять ПНД и ПВХ трубу. Данный вид соединения не является безопасным. Прямое смешивание разнородных полимеров приводит к охрупчиванию соединения, появлению трещин и деформаций.
При объединении полиэтилена низкого давления и ПВХ рекомендуется использовать переходные модули. Это обеспечит высокую герметичность стыков, исключит проблемы в работе магистрали.
Монтаж ПНД трубы посредством цанги
Применение цанги обеспечит быструю подготовку соединения. Элемент относится к креплениям модульного типа. Он состоит из корпуса, стопорного кольца, прижимного модуля и ответной муфты. Одна часть цанги фиксируется паяльником, другая притягивается прижимным механизмом.
Одна часть цанги фиксируется паяльником, другая притягивается прижимным механизмом.
При подборе цанги учитывается диаметр труб и состав транспортируемой среды.
Фланцевое соединение
Использование фланцев при соединении полипропиленовых труб — распространенное решение. Работы проходят в несколько этапов:
- на обе части линии надеваются фланцы;
- торцы труб усиливаются ограничительными втулками;
- фланцы притягиваются друг к другу посредством болтов.
Фланцы являются прочными металлическими элементами. Они устойчивы к перепадам температур, коррозии, механическому воздействию.
Прокладка магистрали посредством муфт
Соединить ПНД трубу с металлопластиком или полипропиленом помогут муфты. Это простые и надежные фитинги, ориентированные на базовые операции.
Производители предлагают несколько видов муфт:
- муфта с внешней либо внутренней резьбой;
- муфта с резьбой под ключ;
- разъемные соединительные модули;
- муфта с накидной гайкой.

При работе с резьбовыми муфтами следует соблюдать осторожность. Применение излишней физической силы может повредить резьбу. Это приведет к образованию течи, исключит дальнейшую эксплуатацию изделия.
К достоинствам муфт относятся:
- удобство подключения;
- быстрая замена при необходимости;
- низкая стоимость.
Изделия используются в рамках жилых, коммерческих и производственных объектов. Они обладают длительным сроком службы, имеют значительный запас прочности.
Теперь Вы знаете, как соединить ПНД трубу с полипропиленовой. Это упростит монтаж и подбор комплектующих.
Покупка фитингов для ПНД труб
Приобрести продукцию для линий из ПНД, ПВХ и металлопластика поможет компания «ЭкоМонтаж». Организация предлагает муфты, переходники, заглушки, запорные механизмы. Товар сертифицирован, отгружается со склада предприятия.
Для оформления заявки свяжитесь с менеджерами компании.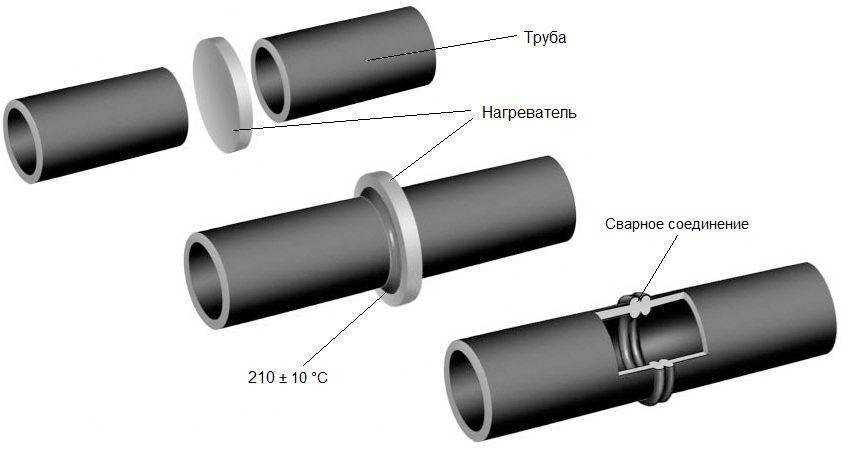 Они помогут с подбором продукции, расскажут о действующих расценках.
Они помогут с подбором продукции, расскажут о действующих расценках.
Заказать консультацию
Ваше имя*
Ваш телефон*
Как соединить трубу пнд с полипропиленовой: виды и методы
Новые инженерные системы все чаще создаются при использовании трубопроката из полипропилена и полиэтилена низкого давления. Нередко трубопроводы из ПП и ПНД приходится соединять между собой. Это позволяет не демонтировать уже проложенные коммуникации из полиэтилена низкого давления.
Поэтому полезно будет узнать, как соединить ПНД трубу с полипропиленовой трубой при модернизации и ремонте существующей сети. Информация особенно пригодится начинающим мастерам.
Содержание
- Виды стыковки
- ПП трубопроводы
- ПНД трубопроводы
- Соединение труб ПНД и полипропиленовых между собой
- Резьбовые фитинги
- Цанговые муфты
- Фланцы
- Вывод и видео по теме
Виды стыковки
Популярный способ производства современных трубных изделий — использование стиролов. Материалы позволяют изготавливать прочные, устойчивые перед агрессивными средами трубопроводы.
Материалы позволяют изготавливать прочные, устойчивые перед агрессивными средами трубопроводы.
Они применяются при монтаже водопровода с горячей и холодной водой. При этом существует несколько методов стыковки пластикового трубопроката.
ПП трубопроводы
Трубопроводные полипропиленовые детали соединяются между собой с помощью пайки. В этом случае стыкуемые элементы системы нагреваются с помощью специального сварочного оборудования. Его обычно называют паяльников или утюгом.
Разогрев ПП деталей осуществляется до 260 градусов. Потом один элемент вставляется в другой. Свариваемый участок фиксируется в неподвижном положении, пока не произойдет остывание расплавленного полимера.
Стыковка с другими видами трубопроката выполняется при использовании специальных комбинированных муфт. Они представляют собой ПП изделия, с одной стороны которых впрессована металлическая втулка с наружной или внутренней резьбой.
Другой конец фитинга имеет вид патрубка из полипропилена.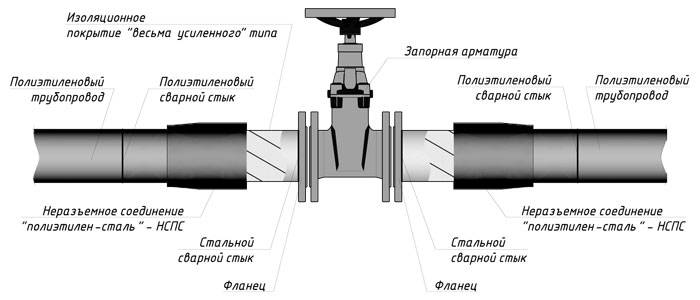 Именно эта часть спаивается с ПП трубой. Другая сторона муфты позволяет выполнить резьбовое соединение с трубопроводом из иного материала или с сантехнической арматурой.
Именно эта часть спаивается с ПП трубой. Другая сторона муфты позволяет выполнить резьбовое соединение с трубопроводом из иного материала или с сантехнической арматурой.
Производители выпускают ПП комбинированные муфты с гранями под ключ. Такие фитинги сначала накручиваются или вкручиваются в трубопровод из другого материала, а потом свариваются специальным паяльником с ПП трубой.
Для стыковки разнородных труб также применяются американки. Это разборные соединительные элементы с накидной гайкой и уплотнительным материалам.
Они изготавливаются только из металла с резьбами на обоих концах или имеют с одной стороны патрубок из полипропилена. Американки затягиваются при минимальных усилиях.
ПНД трубопроводы
Участки трубопровода из полиэтилена низкого давления соединяются с помощью создания сварного шва или фитингов. Во втором случае герметичность стыка зависит от качества соединительных элементов и соблюдения технологии монтажа.
Монтаж водопроводаСварной шов создается при использовании специального оборудования. Монтаж выполняется с помощью электромуфты или методом «стык в стык». Применение сварки подразумевает создание неразъемного соединения.
Монтаж выполняется с помощью электромуфты или методом «стык в стык». Применение сварки подразумевает создание неразъемного соединения.
Чтобы стык можно было разобрать при необходимости, применяют специальные герметичные детали. Это недорогие ПНД фитинги многократного использования. В их конструкции присутствует прижимная гайка, от степени затягивания которой зависит герметичность соединения.
Производятся также специальные фитинги для соединения трубопроводов из разнородных материалов. Такие элементы на одном конце имеют резьбу, а другая их сторона представляет собой гладкий патрубок из ПНД с прижимной гайкой.
Существуют и другие варианты стыковки трубопроводов из разных материалов. Они будут описаны ниже.
Соединение труб ПНД и полипропиленовых между собой
Выполнить соединение ПНД и полипропиленовой трубы с помощью сварочного оборудования не получится. Смешивание разных полимеров станет причиной деформации стыка из-за появления трещин. Для соединения разнородных материалов применяются другие способы.
Резьбовые фитинги
Для монтажа соединительного резьбового модуля на концах труб из полиэтилена и полипропилена применяется сварка. Специальное оборудование предназначено для расплавления полимера. Это позволяет получить монолитный шов.
Муфта резьбовая соединительнаяВ начале процесса соединительный элемент разбирается. Потом одна его часть припаивается к концу трубопровода из полипропилена, а другая половина соединяется при помощи сварки с полиэтиленовой частью.
Эти действия позволят создать стык, который при необходимости всегда можно будет разобрать. Если же нужно выполнить неразъемное соединение, применяются специальные модули с закладными нагревающимися деталями.
Цанговые муфты
Для создания разборного стыка между отводами из ПП и ПНД применяются цанговые муфты. В состав такого модуля входит цанга, зажимная гайка, стопорное кольцо, резьба и ответная часть.
Цанговая муфтаПроизводители выпускают разные виды цанговых муфт. В начале процесса каждая из них разбирается. Потом цанга вставляется в полиэтиленовую трубу и зажимается стопорным кольцом при затягивании гайки без лишних усилий. В противном случае может лопнуть прижимной модуль или произойдет деформация края трубы.
В начале процесса каждая из них разбирается. Потом цанга вставляется в полиэтиленовую трубу и зажимается стопорным кольцом при затягивании гайки без лишних усилий. В противном случае может лопнуть прижимной модуль или произойдет деформация края трубы.
На следующем этапе ответная часть цанговой муфты фиксируется паяльником на полипропиленовом трубопроводе. В завершение выполняется резьбовое соединение при использовании фум ленты, которая исключает возникновение протечек.
Фланцы
Распространенным способом соединения полипропиленовых труб с трубопроводами из полиэтилена низкого давления является использование фланцев.
Муфта соединительная фланцеваяТакие трубопроводные элементы применяются для стыковки коммуникаций большого диаметра. Дополнительно в работе используется втулка, позволяющая провести фиксацию фланцев.
Стыковка выполняет поэтапно:
- втулки привариваются к концам разных труб/соединяются прижимной гайкой;
- фланцы разъединяются;
- соединительные элементы фиксируются на приваренных втулках;
- фланцы соединяются между собой при помощи болтов и гаек.

Во время создания стыка используется уплотнительный материал. Это прокладка из резины. Она вставляется между фланцами, представляющими собой прочные металлические детали. Они выдерживают механические воздействия, перепады температуры и устойчивы перед коррозией.
Вывод и видео по теме
Видео поможет понять, как соединить трубу ПНД с полипропиленовым трубопроводом. Для этого можно использовать разные способы. Подходящий выбирается, исходя из условий монтажа, особенностей коммуникации и доступности материалов.
Практические советы по сварке пластмасс – ABS, PE, PP и PVC
Вероятно, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Опубликовано 21 февраля 2017 г.
Ценные практические советы по сварке пластмасс. Узнайте, как создать первые сварные швы из АБС, ПЭ, ПП или ПВХ для надежного и прочного соединения пластиковых деталей.
Сварка пластика является распространенным методом соединения и используется очень часто, особенно когда склеивание пластика не гарантирует достаточного или прочного соединения.
Это особенно актуально для трудносклеиваемых пластиков, таких как полиэтилен или полипропилен.
Однако для успешной сварки пластмасс необходимо помнить о нескольких моментах, которые мы хотели бы кратко и кратко объяснить вам ниже, чтобы вы тоже осмелились выполнить свой первый сварной шов.
Сварка пластмасс является очень распространенным методом и существенно отличается от классической сварки металлов. Однако оба метода сварки имеют одну общую черту. Идеальный сварной шов требует не только соответствующего опыта, но и определенной практики, ведь, как говорится, еще ни один мастер не падал с неба.
Что нужно для сварки пластика?
Сварочное оборудование для сварки пластика
Как и в случае с инструментами, для сварки пластика также существуют различные сварочные аппараты в разных ценовых диапазонах.
Сварочный аппарат с вентилятором горячего воздуха лучше всего подходит для сварки пластмасс, потому что он совсем недорог по сравнению с ручным экструзионным сварочным аппаратом, который очень часто используется в сварочных мастерских.
Ручной экструзионный сварочный аппарат, также известный как ручной экструдер, увеличивает скорость сварки во много раз, что делает его рентабельным для мастерских, которые каждый день сваривают пластик. Однако такой ручной экструдер соответствующего качества также стоит не менее 5 000 евро, так что покупка имеет смысл только в том случае, если каждый день приходится сваривать несколько сотен метров сварных швов.
Сварочный аппарат с вентилятором горячего воздуха можно приобрести по гораздо более низкой цене, начиная примерно с 300 евро, так что даже случайная сварка пластика окупается. С этим вентиляторным сварочным аппаратом уже можно добиться неплохих результатов.
С этим вентиляторным сварочным аппаратом уже можно добиться неплохих результатов.
Для очень простого ремонта часто бывает достаточно простого паяльника. Однако это не рекомендуется для надлежащих сварных швов.
Сварочная проволока для сварки пластика
Сварочная проволока должна подходить для свариваемого пластика
При выборе подходящего сварочного стержня очень важно, чтобы он был изготовлен из того же пластика, что и пластмассовые детали, подлежащие сварке. По этой причине для всех пластиков, которые можно сваривать, также имеется подходящая сварочная проволока.
Прочность сварочного стержня определяется толщиной пластика.
Толщина сварочного стержня зависит от применяемого сварного шва. Если вы хотите сварить два пластиковых листа толщиной 2 мм каждый, то 3-мм сварочного стержня будет вполне достаточно. Для более толстых листов рекомендуется более толстый сварочный пруток толщиной 4 мм-5 мм.
Соответствующие сварочные прутки в нашем интернет-магазине в качестве товаров для двора по выгодным дифференцированным ценам
- ПЭ сварочная проволока 3 мм черная в качестве товара для сварки (в одном куске) для сварки полиэтилена
- ПЭ проволока сварочная 4мм черная метражом (целиком) для сварки полиэтилена
- Пруток сварочный ПЭ 4мм натуральный метражом (целиком) для сварки полиэтилена
- ПП Пруток 3мм серый на метр (целиком) для сварки полипропилена
- ПП Пруток сварочный 4мм серый на метр (целиком) для сварки полипропилена
Как правильно сварить пластик?
Важно, чтобы между собой можно было сваривать только пластмассы одного типа. Так что вполне возможно сварить полиэтилен с полиэтиленом или полипропилен с полипропиленом. То же самое относится к сварке АБС-пластика с АБС-пластиком и всеми другими пластиками, для которых сварка является возможным методом соединения вместо склеивания.
Так что вполне возможно сварить полиэтилен с полиэтиленом или полипропилен с полипропиленом. То же самое относится к сварке АБС-пластика с АБС-пластиком и всеми другими пластиками, для которых сварка является возможным методом соединения вместо склеивания.
Сварка различных пластиков невозможна, поэтому полиэтилен нельзя сваривать с полипропиленом или полистиролом. Причина кроется в различном химическом составе, который не позволяет создать прочную связь между ними посредством сварки.
Предварительная обработка свариваемых поверхностей
Поверхность пластика содержит оксидный слой, который может значительно ухудшить качество сварки. Поэтому поверхность свариваемых деталей, а также сварочную проволоку следует удалить с помощью устройства для удаления заусенцев или резака. Вы сможете увидеть, как именно это делается в видео ниже.
Правильная сварка пластика
Мы взяли на себя смелость подобрать для вас полезный обучающий видеоролик по теме сварки пластика, который был создан Остфальским университетом прикладных наук.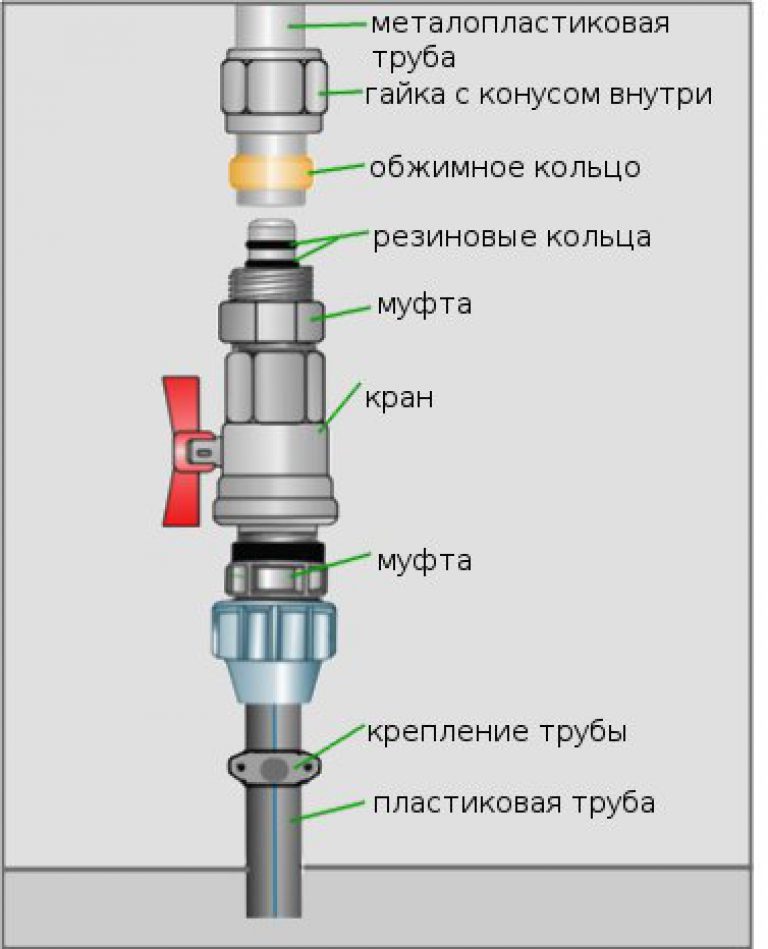
При сварке пластмасс убедитесь, что и сварочный стержень, и свариваемые пластмассовые поверхности сами нагреваются в достаточной степени, чтобы поверхности достигли степени плавления, что очень важно для прочного и надежного сварного шва. Если несколько сварных швов выполняются друг над другом, например, из-за того, что толстые листы должны быть бесшовно сварены друг с другом, рекомендуется, чтобы сварные швы полностью остыли, прежде чем поверх них будет выполнен новый сварной шов. Выступающие или выступающие за пределы сварные швы можно позже срезать канцелярским ножом или отшлифовать шлифовальным бруском, чтобы получить ровный шов заподлицо.
Температура сварки отдельных пластиков
ABS (акрилонитрил-бутадиен-стирол)
Сварка ABS возможна без проблем. Температура воздуха должна быть в диапазоне от +270°C до +310°C для сварки АБС-пластиков.
PS (полистирол)
Полистирол также хорошо поддается сварке. Температура воздуха для сварки полистирола должна быть в пределах от +270°С до +310°С.
Температура воздуха для сварки полистирола должна быть в пределах от +270°С до +310°С.
ПЭ (полиэтилен)
Полиэтилен нельзя склеивать обычными клеями, поэтому сварка полиэтилена является обычной практикой. Однако ПЭ хорошо и очень легко сваривается. Температура воздуха для шва при сварке полиэтилена должна быть в пределах от +220°С до +280°С.
ПП (полипропилен)
Как и в случае с полиэтиленом, склеивание полипропилена не является простым. Однако это не относится к сварке полипропилена и приводит к хорошим результатам. Однако при сварке ПП следует обращать пристальное внимание на уровень температуры и время нагрева. Полипропилен довольно быстро горит, а сгоревший материал портит сварной шов. Температура воздуха для сварки ПП должна быть в пределах от +230° до +280°С.
ПВХ (поливинилхлорид)
При сварке ПВХ особое внимание следует уделить уровню температуры и времени нагрева. ПВХ также очень быстро горит, образуя соляную кислоту, которая при вдыхании обладает сильным едким эффектом. Обожженная поверхность ПВХ ухудшает качество сварного шва и внешний вид, так как обожженный ПВХ сразу становится темно-коричневым до черного. Температура воздуха для сварки ПВХ должна быть в пределах от +250° до +280°С.
Обожженная поверхность ПВХ ухудшает качество сварного шва и внешний вид, так как обожженный ПВХ сразу становится темно-коричневым до черного. Температура воздуха для сварки ПВХ должна быть в пределах от +250° до +280°С.
Надеемся, вам понравилась наша статья и она помогла вам при сварке пластиковых деталей.
Поделиться этой статьей
Я хотел бы поделиться этим сообщением и принял к сведению политику конфиденциальности.
Уведомление о конфиденциальности:
Если вы используете функцию обмена этой статьей, личные данные, такие как IP-адрес, имя или адрес электронной почты, также могут быть использованы для соответствующей платформы социальных сетей. Установив флажок, вы даете согласие на передачу персональных данных.
НАКОНЕЧНИКИ ДЛЯ СВАРКИ ТЕРМОПЛАСТИКОВ – King Plastic Corporation
Из архива IAPD
Сварка – это процесс соединения поверхностей путем их размягчения под действием тепла.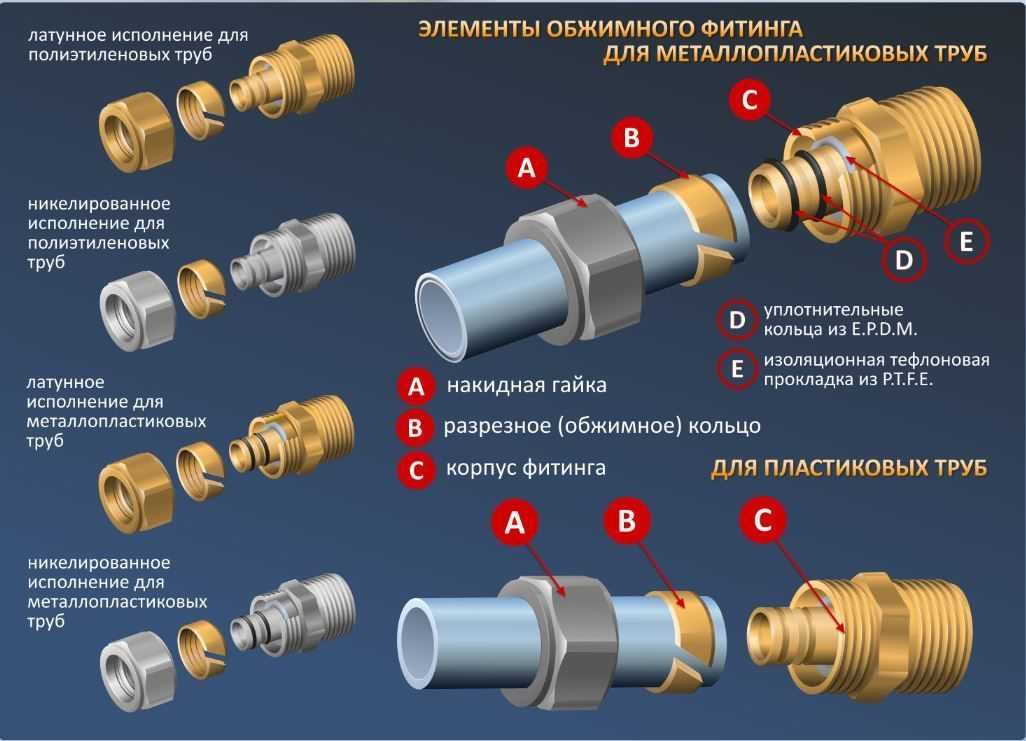 При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, что имеет решающее значение для правильного сварного шва.
При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, что имеет решающее значение для правильного сварного шва.
Правило номер один при сварке термопластов: вы должны сваривать подобный пластик с подобным пластиком. Чтобы получить прочный, стабильный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, полипропилен в полипропилен, полиуретан в полиуретан или полиэтилен в полиэтилен.
Вот несколько советов по сварке различных видов пластика и шаги, необходимые для обеспечения качественного сварного шва.
Сварочный полипропилен Полипропилен (ПП) — один из термопластов, который легче всего сваривать, и он используется для самых разных целей. Полипропилен обладает отличной химической стойкостью, низким удельным весом, высокой прочностью на растяжение и является наиболее стабильным полиолефином.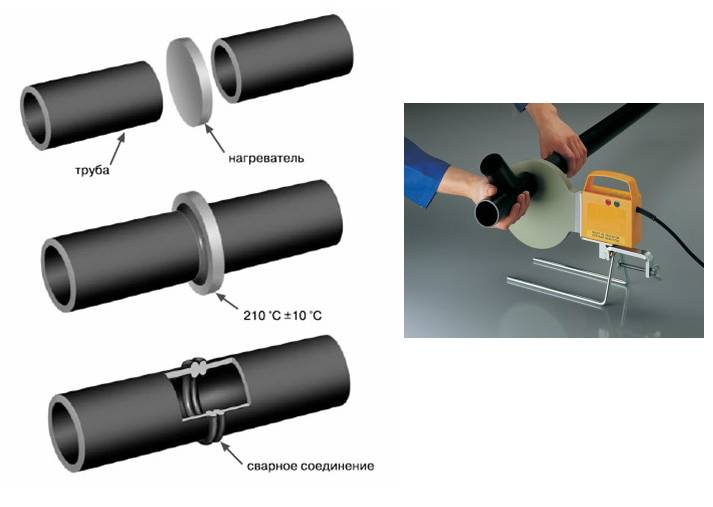 Доказанные области применения полипропилена: гальваническое оборудование, резервуары, воздуховоды, травильные станки, вытяжные шкафы, скрубберы и ортопедия.
Доказанные области применения полипропилена: гальваническое оборудование, резервуары, воздуховоды, травильные станки, вытяжные шкафы, скрубберы и ортопедия.
Для сварки полипропилена сварочный аппарат должен быть настроен примерно на 572°F/300°C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы покупаете, и рекомендаций производителя. При использовании сварочного аппарата для термопластов с нагревательным элементом мощностью 500 Вт и напряжением 120 В регулятор подачи воздуха должен быть установлен приблизительно на 5 фунтов на квадратный дюйм. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572°F/300°C.
Сварочный полиэтилен Другим термопластом, который довольно легко сваривается, является полиэтилен (PE). Полиэтилен отличается ударопрочностью, исключительной стойкостью к истиранию, высокой прочностью на растяжение, поддается механической обработке и имеет низкое водопоглощение. Доказанными областями применения полиэтилена являются контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и горки.
Самое важное правило сварки полиэтилена заключается в том, что можно сваривать низкое к высокому, но не высокое к низкому. Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина довольно проста. Чем выше плотность, тем труднее разрушить компоненты для сварки. Если компоненты не могут быть разрушены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривается. Для сварки ПЭНП необходимо, чтобы температура составляла примерно 518°F/270°C, регулятор установлен примерно на 5-1/4 до 5-1/2, а реостат установлен на 5. Как и ПП, ПЭВП можно сваривать при 572°. Ф/300°С.
Советы по правильной сварке Вырежьте на подложке достаточно большую канавку, чтобы принять сварочный стержень, а затем обрежьте конец сварочного стержня под углом 45°. После того, как сварочный аппарат настроится на правильную температуру, вам необходимо подготовить подложку и сварочный стержень. Используя автоматический наконечник скорости, большая часть подготовительной работы выполняется за вас.
Вырежьте на подложке достаточно большую канавку, чтобы принять сварочный стержень, а затем обрежьте конец сварочного стержня под углом 45°. После того, как сварочный аппарат настроится на правильную температуру, вам необходимо подготовить подложку и сварочный стержень. Используя автоматический наконечник скорости, большая часть подготовительной работы выполняется за вас.Удерживая сварочный аппарат примерно в дюйме над основанием, вставьте сварочный стержень в наконечник и перемещайте его вверх-вниз три-четыре раза. Это приведет к нагреву сварочного стержня при нагреве подложки. Признаком того, что подложка готова к сварке, является появление эффекта запотевания, похожего на дуновение на кусок стекла.
С сильным и постоянным давлением надавите на пыльник наконечника. Ботинок будет вдавливать сварочный стержень в подложку. Если вы решите, как только сварочный стержень приклеится к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов поддаются шлифовке, и прочность сварного шва не пострадает при шлифовке.