
Сварка оцинкованных труб – какие электроды используем, СНиП и ГОСТ, описание технологии процесса
Содержание:
- Оцинковка металла как способ защиты от коррозии
- Соединение сваркой
- Необходимые меры безопасности
Трубы с оцинкованным покрытием до недавнего времени были основными для создания водопроводных сетей в домах и производственных зданиях. При прокладке трубных разводок в массовом порядке применялась сварка.
Даже в местах, где по условиям монтажа сварное соединение невозможно, перед установкой элемента сети к нему приваривается резьбовой конец для последующего муфтового соединения.
Для увеличения срока службы для водопроводных и газовых сетей применяются трубы с защитным цинковым покрытием. Это не приводит к сложностям в процессе монтажа, но сама по себе сварка оцинкованных труб имеет ряд особенностей, которые необходимо учитывать в процессе сборки.
Для понимая сущности процесса, рассмотрим, что из себя представляют оцинкованные трубы.
Оцинковка металла как способ защиты от коррозии
Защитное покрытие стальных изделий применялось издавна, поскольку цветные металлы, устойчивые к коррозии слишком дороги для изготовления из них цельных изделий. Да и прочностные свойства таких предметов весьма невысоки. Применялось лужение по поверхности оловом или омеднение для создания защитной пленки.
Оцинкование стало популярным по причине повышенной адгезии цинка к железу. Температура плавления этого металла составляет 900 – 920о. В жидком состоянии он, нанесенный на поверхность стального изделия, образовывает прочную защитную пленку толщиной в несколько микрон, успешно противостоящую коррозии.
На сегодняшний день применяются три основных способа нанесения защитного покрытия:
- Гальванический. При этом ионы цинка осаждаются на поверхности стального изделия, подключенного к противоположному электроду в гальванической ванне. Они прочно закрепляются на поверхности изделия, создавая практически неразрушимую защитную пленку.
 Толщина защитного слоя регулируется временем обработки, что позволяет рационально использовать дорогостоящий цветной металл, в частности, цинк.
Толщина защитного слоя регулируется временем обработки, что позволяет рационально использовать дорогостоящий цветной металл, в частности, цинк.
- Способ напыления. Суть его заключается в нанесение на поверхность распыленного металла с использованием специального пистолета, в котором происходит расплавление напыляемого вещества. Затем эта субстанция струйно подается на обрабатываемую поверхность, покрывая ее защитным слоем.
В результате на защищаемой поверхности образуется прочный защитный слой из химически пассивного материала. Способ удобен возможностью применения в полевых условиях на месте выполнения монтажных работ.
- Горячее оцинкование. Применяется на специально созданных технологических линиях. При этом труба полностью окунается в ванну с расплавленным металлом. В конце процесса производится центрифугирования для удаления излишков защитного слоя с поверхности изделий.
При использовании любого из перечисленных способов нанесения защитного покрытия, поверхность обрабатываемых изделий тщательно обезжиривается.
Толщина слоя составляет от 2-х до 150 микрон.
Соединение сваркой
Такой вид стыковки труб при монтаже отопительных, водопроводных и газовых систем оговаривается рядом регламентирующих документов, одним из которых является СНиП 3.05.01-85 «Внутренние санитарно – технические системы».
Видео
Сварка оцинкованных труб 1
Смотрите это видео на YouTube
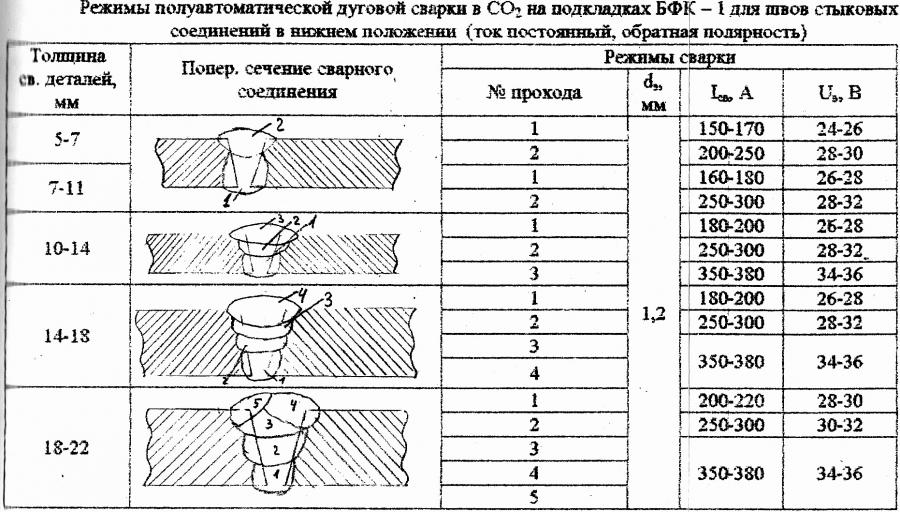
При сварке оцинкованных труб СНиП, упомянутый выше, указывает на необходимость исполнения требований ряда стандартов, определяющих очередность применения материалов и регулирующий процесс производства работ. В частности при сварке оцинкованных труб, ГОСТ 16037-80 регламентирует применение определенных типов сварного соединения, форму и конструктивные особенности швов, а также другие требования к ним.
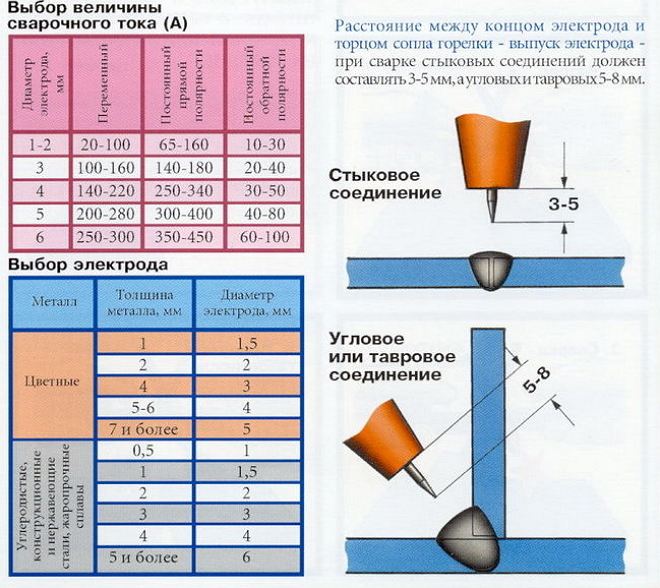
При газопламенной сварке нужно использовать самозащитную сварочную проволоку марки Св 15ГСТЮЦА, имеющую в своем составе элемент селен. Размер проволоки от 0,8 до 1,2 мм.
Допускается также исполнение соединения электродами для сварки оцинкованных труб марками, содержащими в обмазке фтористо – кальциевые или рутиловые соединения. Их диаметр подбирается в соответствии с толщиной стенок свариваемых деталей, максимальный размер составляет 3 мм в диаметре.
Создание трубопроводной сети предполагает предварительную сборку блоками с выполнением части операции на предприятии, выполняющем ряд действий предварительной сборки монтажных блоков. При этом нормативно предусмотрено применение местных воздухоотсосов для удаления продуктов сгорания цинкового покрытия, опасных для здоровья.
Видео
Как сделать врезку в оцинкованную трубу
Смотрите это видео на YouTube
Технология сварки оцинкованных труб предусматривает также зачистку поверхности от защитного покрытия на расстояние 30 – 40 мм от конца. После обработки сварного шва нужно восстановить защиту от коррозии в месте соединения.
Для этого применяют краску специального состава, состоящую на 95 % из мелкодисперсного цинкового порошка и включающую в состав синтетические связующие вещества в виде эпоксидных смол, каучука синтетического или полистерины.
Стыковка водогазопроводных труб с защитным цинковым покрытием (и без него), имеющих условный проход до 25 мм, следует производить «внахлест», для чего производится предварительная раздача одного конца.
При производстве сварки резьбовые концы труб, как и зеркала фланцев, нуждаются в защите от капель раскаленного металла, образующихся в процессе выполнения сварных работ.
Видео
Смотрите это видео на YouTube
В сварном шве не допускаются следующие дефекты:
- раковины;
- трещины;
- подрезы;
- поры;
- непроваренные кратеры;
- пережоги и подтеки металла.
Ультразвуковой контроль сварных швов не применяется, их целостность проверяется при опрессовке системы определенным давлением.
Разработан способ соединения оцинкованных заготовок сваркой с использованием флюса. Это вещество позволяет получить вязкий воздухонепроницаемый слой, препятствующий окислению (выгоранию) плакирующего цинкового слоя.
Флюс для сварки оцинкованных труб приводится в жидко – вязкое состояние и наносится на стык соединяемых деталей. В процессе сварки он еще расплавляется, покрывая тонким слоем участок вдоль шва, препятствуя отслоению цинкового слоя и его сгоранию.
При использовании флюса возможно повреждение защитного слоя, когда он наносился способом горячего оцинкования.
Это становится возможным при малейшем отклонении от требований технологического процесса при нанесении покрытия или при производстве сварки.
Попадание флюса во внутреннюю полость трубопровода не опасно, поскольку он легко растворяется в воде и вымывается еще на стадии опрессовки трубопровода.
Существует способ соединения оцинкованных труб, называемый сварко – пайкой. Для этого применяется присадочный пруток, в состав которого входят такие элементы, как цинк, медь, кремний и олово. Технология процесса такова:
Для этого применяется присадочный пруток, в состав которого входят такие элементы, как цинк, медь, кремний и олово. Технология процесса такова:
- стыкуемые торцы нагревают до температуры плавления присадочного прутка, составляющей 900 – 950о;
- присадочный пруток помещается между фасками свариваемых деталей;
- на место шва насыпается слой флюса таки образом, чтобы он покрывал поверхность на расстояние до 20 мм по сторонам шва;
- присадку нагревают горелкой до полного расплавления, при этом она создает надежное соединение труб без повреждения плакирующего цинкового покрытия.
Диаметр присадочного прутка определяется из соотношения:
- при толщине стенки менее 10 мм D = 0,5S + 1, где
D – диаметр прутка для присадки;
S – толщина стенки трубы;
- для труб с толщиной стенки более 10 мм соотношение принимает вид:
D = 0,5S
Для нарезки фасок на стыкуемых концах труб в полевых условиях применяется специальное оборудование – орбитальные установки. Они могут оснащаться газопламенными резаками для нарезки таких элементов.
Они могут оснащаться газопламенными резаками для нарезки таких элементов.
Для случая с оцинкованными трубами могут использоваться механические головки, нарезка производится резцом или фрезой. Позиционирование и крепление установки производится непосредственно на трубе.
Необходимые меры безопасности
Особенности сварки оцинкованной трубы предполагают особое внимание к исполнению правил безопасности при производстве работ. Выделяющиеся при выполнении соединения пары цинка являются весьма ядовитыми, поэтому их удаление из помещения обязательно.
Видео
Как правильно варить оцинкованные трубы газом
Смотрите это видео на YouTube
Для этого используются мощные вытяжные устройства для каждого сварочного поста. Остальные требования по безопасности оговариваются соответствующими инструкциями и обязательны для исполнения.
Сварка оцинкованных труб является наиболее распространенным способом их соединения, как по надежности, так и по долговечности. Следует помнить, что шов нуждается специальной защите от коррозии с использованием специальной краски на основе цинкового порошка.
Следует помнить, что шов нуждается специальной защите от коррозии с использованием специальной краски на основе цинкового порошка.
как выполняется, техника, оборудование и материалы, особенности
Время на чтение: 2 мин
687
В строительных работах, создании трубопроводных конструкций и промышленности часто используют оцинкованную сталь.
Она легко выдерживает сложные условия внешней среды, так как цинк делает металл устойчивым к окислению и коррозиям.
Кроме того, такой тип стали недорогой и долговечный, но его обработка требует отдельных знаний, которыми мы поделимся с вами в этой статье.
Содержание статьиПоказать
- Можно ли сваривать оцинкованные трубы?
- Методы сварки
- Правила выполнения сварочных работ
Можно ли сваривать оцинкованные трубы?
Как и другие виды труб, оцинкованные трубы можно обрабатывать сварочной аппаратурой. Варка этих элементов – основной процесс создания различных коммуникаций.
Варка этих элементов – основной процесс создания различных коммуникаций.
При этом наличие цинка усложняет процесс, так как под воздействием температуры в зоне термического влияния и под самим электродом он деформируется. Это приводит к нежелательным последствиям.
- в месте деформации цинкового покрытия конструкция хуже переносит окисление и подвержена коррозии,
- испаряясь во время сварки, цинк провоцирует образование дефектов в виде разломов и пор,
- шов становится склонным к разъединению,
- в помещении с плохой вентиляцией пары цинка вредят здоровью сварщика – газообразный цинк ядовитый для человека.
Оцинкованная сталь требует применения специальных электродов. Стержни для таких работ нужны термоустойчивые и способные выдержать высокое напряжение и силу тока.
А чтобы испаряющийся цинк не навредил вам, используйте защитную маску и резиновые перчатки для сварочных работ. Место стыка элементов лучше обработать хлоридной кислотой, чтобы слой цинка на стали не пенился и не разбрызгивался.
Методы сварки
Сварка оцинковки может проходить тремя способами:
- Первый заключается в тщательной очистке деталей абразивной наждачкой, жёсткой щеткой или шлифовальным кругом в месте соединения. После обработки трубы сваривают так же, как и другие обычные. Такой способ подойдет, если конструкция не будет контактировать с водой или большим количеством кислорода. Так как слой цинка на месте стыка отсутствует, поверхность соединения не будет антикоррозийной. Такая конструкция долго не проживёт, и вскоре её придется заменить.
- Второй способ – соединение оцинковки с применением сварочного флюса. Нанесение флюса сохраняет целостность антикоррозийного покрытия и не требует от мастера зачистки трубы. Трубы, сваренные таким методом, можно использовать для канализационных и трубопроводных коммуникаций. Любой флюс хорошо растворяется в воде, поэтому уменьшает “вредность” процесса. Перед работой, элементы очищают от загрязнений и пыли с внешней и внутренней стороны.

Концы труб нужно аккуратно прогреть примерно на 30 сантиметров от края. Флюс тоже нагревают до состояния пасты и толстым плотным слоем смазывают им место, на котором будет шов.
Он “принимает” на себя часть напряжения от электрода и не даёт испариться цинку.
Размер сопла горелки при пайке должен быть меньше, чем такой для сварки простой стальной трубы такого же диаметра. Если сопло, которое вы используете, будет слишком большим, соединение перегреется, а на его месте цинк начнет испаряться.
Если не угадать и выбрать слишком маленькое сопло – поверхность заготовки наоборот не нагреется до нужной температуры, а припой не приплавится к ней.
Пайка основана на ацетилкислородном пламени. оно выставляется на переизбыток кислорода, чтобы цинк не начал испаряться. Если во время нагрева припоя подаётся много кислорода, кремний реагирует с ним.
Получается оксид кремния, который препятствует испарению цинка.
- Еще один способ сварки оцинковки — дуговая сварка вручную.
 Электроды для этого типа сварки оцинкованных труб нужно подбирать с учетом особенностей цинкового покрытия. Чтобы соединить заготовки лучше всего подойдёт электрод с покрытием из рутилового концентрата. Основное покрытие можно использовать только для деталей из стали низкого качества.
Электроды для этого типа сварки оцинкованных труб нужно подбирать с учетом особенностей цинкового покрытия. Чтобы соединить заготовки лучше всего подойдёт электрод с покрытием из рутилового концентрата. Основное покрытие можно использовать только для деталей из стали низкого качества.
Рутиловое покрытие даёт электродным стержням некоторые плюсы:
- процесс их зажигания быстрый и простой,
- дуга от таких электродов ровная, поэтому швы от неё остаются ровные и аккуратные, не трескаются и не образуют поры,
- разбрызгивается материал не сильно.
В рутиловый концентрат добавляют небольшое количество порошка из железа, поэтому процентное содержание углерода в покрытии из цинка уменьшается. Из-за этого в швах образуется меньше трещин.
Мастер, который спаивает оцинкованные трубы, должен быть хоть немного опытным, так как процесс имеет много нюансов и правил. Он также должен учесть, что мощность дуги зависит и от размера электродного стержня.

Лучше всего подбирать средние электроды. Широкие стержни прожигают участок соединение, а тонкие и узкие не смогут сделать шов достаточно прочным.
Несмотря на присутствие цинкового покрытия, шов после сварочных работ всё равно нужно обработать составами против коррозии.
Правила выполнения сварочных работ
Сварка оцинкованных стальных труб требует от сварщика соблюдения ряда требований и знаний. Без них соединение будет ненадёжным или кривым.
Важно, например, минимизировать количество кремния в участке соединенияЮ чтобы сделать шов устойчивым к деформациям и разрушениям. Как мы уже сказали, после работы примените защитный состав для оцинковки.
Это может быть краска с 90-95-процентным содержанием цинкового порошка (пыли) или проволоку из цинка.
Как безопасно сварить оцинкованную сталь – Сварка оцинкованной стали
Как безопасно сварить оцинкованную сталь
5 декабря 2017 г.
КАК БЕЗОПАСНО СВАРИТЬ
ОЦИНКОВАННАЯ СТАЛЬ
Сварка оцинкованной стали является важным и ценным методом в процессе изготовления металла, особенно при производстве проволочной сетки из оцинкованной стали или решеток из оцинкованной стали, но в последнее время люди избегают этого из-за токсичных паров, которые образуются при сварке оцинкованной стали. Также есть опасения, как быть с покрытием из оцинкованной стали и что делать с коррозией.
К счастью, правильный подход к сварке оцинкованной стали позволяет эффективно решить все эти проблемы.
Безопасность при сварке оцинкованной стали
Если вы примете надлежащие меры личной защиты, вы будете в гораздо большей безопасности при контакте с ядовитыми парами. На разных объектах могут использоваться разные средства защиты, хотя перчатки, сварочные каски, ботинки со стальными носками, а иногда и кожаные куртки часто являются частью униформы.
Однако одним защитным устройством, которое не подлежит обсуждению, является респиратор. Вы обязательно должны использовать респиратор при сварке оцинкованной стали, чтобы избежать вдыхания образующихся потенциально смертельных паров оксида цинка. Даже при использовании респиратора сварку следует проводить в хорошо проветриваемом помещении.
Проблемы с покрытием при сварке оцинкованной стали
Еще одна проблема сварки оцинкованной стали заключается в том, что цинковые покрытия могут сделать невозможным чистый сварной шов, помешать плавлению и привести к пористости и включениям. Вам понадобится квалифицированный сварщик, чтобы успешно сварить оцинкованную сталь, и идеальный метод — удалить цинковое покрытие с участка, где вы свариваете. Если вы не можете этого сделать, используйте наполнитель на оцинкованной части зоны сварки.
Вам будет легче сваривать сталь, оцинкованную с помощью гальванического покрытия, а не сталь, полученную горячим погружением или термическим напылением, так как последние два имеют более толстое и менее однородное покрытие и, таким образом, с цинком сложнее иметь дело при попытке сварки. сварка.
сварка.
Проблемы коррозии при сварке оцинкованной стали
Коррозионная стойкость — это проблема, с которой сталкиваются при сварке оцинкованной стали. Весь смысл гальванического покрытия состоит в том, чтобы предотвратить коррозию, но вам необходимо удалить гальванический цинк вокруг зоны сварки, подвергая эти участки коррозии. Единственное, что можно сделать в этом случае, это повторно оцинковать после завершения сварки. Однако, несмотря на то, что это занимает много времени, это эффективный способ сохранить коррозионно-стойкую целостность изделия.
Правильная сварка оцинкованной стали требует некоторого внимания, но это возможно. Обязательно убедитесь, что любой из ваших сварщиков оцинкованной стали понимает все правила и нормы безопасности, особенно в отношении защиты от токсичных паров оксида цинка. Убедитесь, что существует стандартный подход к сварке оцинкованной стали, и что все ваши сварщики знают, как ему следовать, и знают, как это делать.
Если вы установите четкие правила и рекомендации для наиболее безопасного и эффективного способа цинкования стали, у вас не должно возникнуть проблем с этим важным процессом изготовления металла.
Marco — ваш поставщик оцинкованной стали
Marco Specialty Steel — это ваша штаб-квартира с разнообразным и обширным ассортиментом продукции из специальной стали, включая сварную оцинкованную сталь. У нас в наличии большой ассортимент изделий из оцинкованной стали:
- Проволочная ткань
- Перфорированный металл
- Расширенный металл
- Стержневая решетка
- Защитные решетки
Марко — ваш эксперт по изготовлению
Наш склад в Хьюстоне включает в себя большой производственный отдел, в котором есть все необходимое оборудование для настройки всех продуктов, которые мы продаем.
Обратитесь к нам за стальной продукцией
Позвоните нам, чтобы узнать цену на оцинкованную сталь или любую другую продукцию из специальной стали.
Информация, представленная выше, не должна использоваться для юридических или медицинских консультаций. Целью содержания является предоставление информации о сварке оцинкованной стали в виде общего обзора. Перед сваркой оцинкованной стали следует проконсультироваться со специалистами.
5 Важно знать о безопасной сварке оцинкованной стали
В процессе производства металлов сварка оцинкованной стали является важным и ценным методом. Этот метод используется, в частности, при изготовлении решеток из оцинкованной стали или сетки из оцинкованной стали.
Однако с годами он приобрел плохую репутацию из-за определенных проблем со здоровьем сварщика и с самим материалом. Но при наличии надлежащих знаний и навыков здоровье сварочного персонала не будет в беде. Кроме того, достаточное понимание этого процесса также приведет к удовлетворительному результату сварки.
Чтобы дать вам дополнительную информацию, вот запись в блоге о том, что нужно знать о безопасной сварке оцинкованной стали.
1. Определение оцинкованной стали
По сути, оцинкованная сталь представляет собой обычные стальные листы, покрытые цинком, что делает ее устойчивой к ржавчине. Обычный стальной лист обычно изготавливается из железа. Но этот материал подвержен ржавчине при воздействии влаги.
Оцинкованная сталь является сегодня одним из наиболее распространенных видов стали на рынке. Одной из основных причин является его повышенная долговечность. Он также имеет ту же эластичность, что и сталь. Кроме того, он обладает коррозионно-стойкими свойствами цинково-железного покрытия.
Кроме того, оцинкованная сталь в основном используется для современных зданий со стальным каркасом. Некоторые отрасли, в которых используется оцинкованная сталь, включают ветряную и солнечную промышленность, автомобильную промышленность, строительство и телекоммуникационную промышленность.
2. Проблемы с материалами при сварке оцинкованной стали
Существуют определенные проблемы, с которыми могут столкнуться сварщики при сварке оцинкованной стали. Вот некоторые из них.
Вот некоторые из них.
- Коррозия
Коррозионная стойкость является распространенной проблемой при сварке оцинкованной стали. Идея цинкования состоит в том, чтобы предотвратить ржавчину стали. Однако сначала необходимо избавиться от гальванического цинка в зоне сварки, тем самым оголив участок для коррозии.
Единственный способ решить эту проблему – снова оцинковать сталь после завершения сварки. Хотя это требует много времени, это практичный метод сохранения коррозионно-стойких свойств материала.
- Проблемы с покрытием
Помимо проблем со здоровьем, которые может вызвать сварка оцинкованной стали, существуют и другие проблемы, с которыми вы можете столкнуться. Одной из проблем, связанных со сваркой оцинкованной стали, является наличие цинкового покрытия на оцинкованной стали. Этот материал может повредить сварной шов. Поскольку есть покрытие, оно затрудняет проникновение. Кроме того, это может привести к тому, что сварной шов будет иметь включения и пористость.
Для успешной сварки оцинкованной стали требуется опытный сварщик. Кроме того, чтобы решить проблему с покрытием, следует удалить цинковое покрытие с участка сварки. Присадочный материал также можно использовать на оцинкованной части зоны сварки.
3. Надлежащий уход и техническое обслуживание для защиты оцинкованной стали
Чтобы избежать или свести к минимуму проблемы, связанные с оцинкованной сталью, крайне важно обеспечить общий уход и техническое обслуживание вашей продукции. Вот несколько важных рекомендаций, как это сделать.
- Изделия из оцинкованной стали не должны подвергаться воздействию условий с pH от 6 до 12. Это связано с тем, что оцинкованное покрытие может подвергаться большей коррозии, чем обычное.
- Не должно быть прямого контакта изделий из оцинкованной стали с разнородными металлами, в том числе латунью и медью, особенно в агрессивных средах.
- Избегайте абразивной очистки или мытья изделий из оцинкованной стали.
 На внешнем пространстве оцинкованной стали образуется тонкая барьерная пленка из нерастворимого коррозионностойкого материала цинка. Это также известно как патина. Это защищает оцинкованную сталь от коррозии. Жесткая очистка смоет эту защитную пленку. Когда это произойдет, будет потребляться больше цинка. В конечном итоге это сократит срок службы изделия из оцинкованной стали.
На внешнем пространстве оцинкованной стали образуется тонкая барьерная пленка из нерастворимого коррозионностойкого материала цинка. Это также известно как патина. Это защищает оцинкованную сталь от коррозии. Жесткая очистка смоет эту защитную пленку. Когда это произойдет, будет потребляться больше цинка. В конечном итоге это сократит срок службы изделия из оцинкованной стали. - Изделия из оцинкованной стали, расположенные в зонах с высокой коррозионной активностью, таких как прибрежные районы и промышленные объекты, обязательно регулярно промывайте изделие питьевой водой. Он также не должен подвергаться воздействию дождя и солнца.
- Не храните оцинкованные изделия во влажных и плохо проветриваемых помещениях в течение длительного времени. Место хранения должно быть сухим и иметь хорошую вентиляцию.
4. Проблемы со здоровьем при сварке оцинкованной стали
Помимо проблем с материалами, существуют также риски для здоровья, с которыми могут столкнуться операторы. Подробнее об этих опасностях читайте ниже.
Подробнее об этих опасностях читайте ниже.
Металлический дым
При сварке оцинкованной стали цинковое покрытие легко испаряется. При этом образуются пары оксида цинка, которые смешиваются с воздухом. Этот газ может оказывать краткосрочное воздействие на ваше здоровье, которое также известно как «лихорадка металлического дыма». Сварщики могут испытывать гриппоподобные симптомы, когда вдыхают пары. Они могут включать тошноту, головные боли, высокую температуру, озноб и жажду. Симптомы обычно исчезают в течение 48 часов после воздействия.
Долгосрочные проблемы со здоровьем
В гальваническом покрытии содержится небольшое количество свинца. При сварке этот свинец будет испаряться и образовывать пары оксида свинца. Эти газы могут вызывать долговременные проблемы со здоровьем, такие как рак легких и мозга, и даже осложнения со стороны нервной системы. Таким образом, крайне важно носить надлежащее защитное оборудование, чтобы избежать этих проблем со здоровьем.
Защитное снаряжение и надлежащее обучение
Все проблемы безопасности, упомянутые выше, сводятся к отсутствию обучения сварщиков технике безопасности. Очень важно, чтобы сварщик был хорошо обучен. Они должны защищать сварочный щиток и лицо сварщика от дыма. Сварщик также должен находиться в правильном положении, чтобы поток чистого воздуха был максимальным. Кроме того, это предотвратит скопление окисленной пыли внутри щитка сварщика.
В целях безопасности сварщик должен быть обеспечен качественной маской. Они также должны быть полностью обучены мерам безопасности при сварке.
5. Способы повышения безопасности сварки
Чтобы обеспечить безопасность оператора во время сварки, необходимо следовать этим советам. Ниже приведены некоторые методы безопасной сварки.
- Носите соответствующую одежду
Помните, что при сварке любые открытые участки кожи подвержены разрушительному воздействию ультрафиолетовых и инфракрасных лучей. Кроме того, искры могут легко попасть в открытые карманы, штаны с манжетами или рубашки, которые не полностью застегнуты. Вот почему важно носить одежду, которая не обнажает кожу. Также не держите в карманах спички или бутановые зажигалки.
Кроме того, искры могут легко попасть в открытые карманы, штаны с манжетами или рубашки, которые не полностью застегнуты. Вот почему важно носить одежду, которая не обнажает кожу. Также не держите в карманах спички или бутановые зажигалки.
В первую очередь каждый сварщик должен быть обеспечен надлежащими средствами индивидуальной защиты. Это оборудование включает в себя сварочные перчатки, каски, кожаные куртки и ботинки. Помимо этих шестерен, крайне необходим респиратор, особенно при сварке оцинкованной стали.
Для лучшей защиты ног используйте высокие кожаные туфли или сапоги. Следите за тем, чтобы брюки надевали поверх обуви. Избегайте использования тканевой обуви, так как она легко тлеет.
Дым и пары, выделяемые при сварке, могут представлять опасность для здоровья. Токсичные пары могут легко накапливаться, а защитные газы также могут заменить пригодный для дыхания воздух. Поэтому крайне важно работать в хорошо проветриваемом помещении.
Если сварщик работает в ограниченном пространстве, используйте вытяжной колпак. Это может удалить пары из помещения и обеспечить достаточное количество чистого воздуха для дыхания.
Это может удалить пары из помещения и обеспечить достаточное количество чистого воздуха для дыхания.
При сварке с незащищенными глазами сварщик может испытать вспышку дуги уже через несколько секунд воздействия лучей сварочной дуги. Это болезненное состояние глаз, которое может длиться несколько часов после воздействия.
Следовательно, всегда надевайте подходящие сварочные маски с фильтром. Это необходимо для защиты глаз сварщика во время сварки. Выбирайте утвержденные защитные очки с боковыми щитками и защитой для ушей.
Заключение
Сварка оцинкованной стали может быть рискованной для людей, не имеющих предварительных знаний о процессе изготовления металла. Также важно изучить меры предосторожности при сварке этих материалов.
Правильный подход к сварке оцинкованной стали — лучший способ решения определенных проблем. Если вам нужна помощь в изготовлении металла, не стесняйтесь обращаться к квалифицированному и опытному производителю листового металла в вашем регионе.