
Книги
Содержание
- Трубы из высокопрочного чугуна для систем водоснабжения и водоотведения
- Инженерные системы зданий и сооружений водоснабжение и водоотведение. Учебное пособие
- Проектирование, монтаж и эксплуатация систем внутренней канализации из полипропиленовых труб
- Трубы из высокопрочного чугуна для систем водоснабжения и водоотведения
- Гидравлический расчет трубопроводов разного назначения
- Изготовление и монтаж технологических трубопроводов
- Развертки элементов аппаратуры и трубопроводов
- Проектирование и монтаж стеклянных трубопроводов
- Железобетонные трубы. Проектирование и изготовление
- Справочник снабженца. Выпуск 81. Пластиковые трубы и фитинги
- Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов. СП 42-103-2003
- Прочность поврежденных трубопроводов. Течь и разрушение трубопроводов с трещинами
- Защитные покрытия трубопроводов
- Полипропиленовые напорные трубопроводы в инженерных системах зданий
- Защита от внутренней коррозии трубопроводов водяных тепловых сетей
- Технологии бестраншейной реновации трубопроводов
- Организация и технология строительства трубопроводов методом горизонтально-направленного бурения
Трубы из высокопрочного чугуна для систем водоснабжения и водоотведения
Издательство:МГСУ
Авторы: Станислав Храменков, Анатолий Алиференков, Олег Примин
ISBN: 978-5-7264-1000-5
Год издания: 2010
Подробнее
Инженерные системы зданий и сооружений водоснабжение и водоотведение.
 Учебное пособие
Учебное пособиеИздательство: Издательство Ассоциации строительных вузов
Авторы:Евгений Орлов
ISBN: 978-5-4323-0113-0
Год издания: 2015
Подробнее
Проектирование, монтаж и эксплуатация систем внутренней канализации из полипропиленовых труб
Издательство: ДЕАН
ISBN: 5-93630-478-7
Год издания: 2005
Подробнее
Трубы из высокопрочного чугуна для систем водоснабжения и водоотведения
Издательство:Издательство Ассоциации строительных вузов
Авторы: Станислав Храменков, Владимир Орлов
ISBN: 5-93093-299-9
Год издания: 2004
Подробнее
Гидравлический расчет трубопроводов разного назначения
Издательство: Книга по Требованию
ISBN: 978-5-458-36029-6
Год издания: 2012
Подробнее
Изготовление и монтаж технологических трубопроводов
Издательство: Книга по Требованию
ISBN: 978-5-458-31363-6
Год издания: 2012
Подробнее
Развертки элементов аппаратуры и трубопроводов
Издательство: Книга по Требованию
ISBN: 978-5-458-45512-1
Год издания: 2012
Подробнее
Проектирование и монтаж стеклянных трубопроводов
Издательство: Стройиздат
Год издания: 1981
Подробнее
Железобетонные трубы.
 Проектирование и изготовление
Проектирование и изготовлениеИздательство: Издательство Ассоциации строительных вузов
Авторы: Юрий Тевелев
ISBN: 5-93093-274-3
Год издания: 2004
Подробнее
Справочник снабженца. Выпуск 81. Пластиковые трубы и фитинги
Издательство: Торговый Дом Металлов, ЛТД
ISBN: 978-5-93588-065-1
Год издания: 2007
Подробнее
Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов. СП 42-103-2003
Издательство: ДЕАН
ISBN: 5-93630-437-Х
Год издания: 2005
Подробнее
Прочность поврежденных трубопроводов. Течь и разрушение трубопроводов с трещинами
Издательство: КомКнига
Авторы: Владимир Сапунов
ISBN: 978-5-484-01314-2
Год издания: 2013
Подробнее
Защитные покрытия трубопроводов
Издательство: Издательство Ассоциации строительных вузов
Авторы: Владимир Орлов
ISBN: 978-5-93093-633-9
Год издания: 2009
Подробнее
Полипропиленовые напорные трубопроводы в инженерных системах зданий
Издательство: АВОК-ПРЕСС
Авторы: Владимир Бухин
ISBN: 978-5-98267-057-1
Год издания: 2010
Подробнее
Защита от внутренней коррозии трубопроводов водяных тепловых сетей
Издательство: Новости теплоснабжения
Авторы: Ю. Балабан-Ирменин, Виктор Липовских
Балабан-Ирменин, Виктор Липовских
ISBN: 978-5-94296-018-6
Год издания: 2008
Подробнее
Технологии бестраншейной реновации трубопроводов
Издательство: Издательство Ассоциации строительных вузов
Авторы: Владимир Орлов, Алексей Михайлин
ISBN: 978-5-93093-816-6
Год издания: 2011
Подробнее
Организация и технология строительства трубопроводов методом горизонтально-направленного бурения
Издательство: Издательство Ассоциации строительных вузов
Авторы: Вадим Харитонов, Наталья Бахарева
ISBN: 978-5-93093-812-8
Год издания: 2015
Подробнее
Полиэтиленовые трубопроводы – это просто : Вода, газ, канализация
Полиэтиленовые трубопроводы – это просто : Вода, газ, канализация – книга 2003 годаRusist.info
Купить
Краткое содержание:
Экранизация книгиКупить
Реферат по теме Полиэтиленовые трубопроводы – это просто : Вода, газ, канализация
Заказать реферат Узнать стоимость Скачать пример
Помогите сайту стать лучше, ответьте на несколько вопросов про книгу:
Полиэтиленовые трубопроводы – это просто : Вода, газ, канализация
Опросы
Содержание
- Объявление о покупке
- Книги этих же авторов
- Наличие в библиотеках
- Рецензии и отзывы
- Похожие книги
- Информация от пользователей
- Книга находится в категориях
Объявление о покупке (разыскивается книга)
Объявление о продаже
Подать объявление о покупкеПринимаются только объявления о покупке книги.
Внимание, объявления модерируются администрацией.
Принимаются только объявление о продаже книги.
Внимание, объявления модерируются администрацией.
Подпишитесь на новые объявления
Наличие в библиотеках
Название и адрес
Режим работы
Контактная информация
Телефон
Бібліотека ім. П. Усенка для дітей
Киев город со специальным статусом, Київ, Дніпровський район, БерезнякиІвана Миколайчука, 7
Расположение на карте
санитарный день: последний рабочий день месяца
Пн: 10:00-19:00
Вт: 10:00-19:00
Ср: 10:00-19:00
Чт: 10:00-19:00
Пт: 10:00-19:00
Сб: 10:00-18:00
+380 (44) 550-53-01
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Буратино, центральная детская библиотека
Московская область, Электросталь городской округ, Электросталь, Южный м-н
Победы, 17 к1
Расположение на карте
зимний период: пн-пт 11:00-19:00; вс 11:00-18:00
Вт: 11:00-18:00
Ср: 11:00-18:00
Чт: 11:00-18:00
Пт: 11:00-18:00
+7 (49657) 3-15-87 +7 (49657) 3-35-29
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Универсальная библиотека №36
Свердловская область, Екатеринбург городской округ, Екатеринбург, Орджоникидзевский район, Веер
Космонавтов проспект, 73а
Расположение на карте
Пн: 10:00-19:00
Вт: 10:00-19:00
Ср: 10:00-19:00
Чт: 10:00-19:00
Вс: 09:00-18:00
+7 (343) 330-44-21
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Библиотека, пос.
Камчатский край, Елизовский район, пос. Термальный
Ленина, 1а
Расположение на карте
Пн: 12:00-19:00
Вт: 12:00-19:00
Ср: 12:00-19:00
Чт: 12:00-19:00
Пт: 12:00-19:00
Сб: 12:00-17:00
+7 (41534) 3-45-03
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Библиотека №41
Самарская область, Самара городской округ, Самара, Промышленный район, Приволжский
Демократическая, 33
Расположение на карте
санитарный день: первый чт месяца
Вт: 11:00-19:00
Ср: 11:00-19:00
Чт: 11:00-19:00
Вс: 11:00-19:00
+7 (846) 952-87-45
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Городская библиотека им. С.В. Михалкова
С.В. Михалкова
Нижегородская область, Нижний Новгород городской округ, Нижний Новгород, Приокский район
Анкудиновское шоссе, 30
Расположение на карте
санитарный день: последний чт месяца
Пн: 10:00-18:00
Вт: 10:00-18:00
Ср: 10:00-18:00
Чт: 10:00-18:00
Пт: 10:00-18:00
Вс: 10:00-17:00
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Пушкинская библиотека-музей
Белгородская область, Белгород городской округ, Белгород, Западный округ
Ватутина проспект, 4
Расположение на карте
санитарный день: последний день месяца
Пн: 09:00-20:00
Вт: 09:00-20:00
Ср: 09:00-20:00
Чт: 09:00-20:00
Пт: 09:00-20:00
Сб: 10:00-18:00
+7 (4722) 555-764 +7 (4722) 54-98-52
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Библиотека №7, Пушкинский район
Санкт-Петербург, Санкт-Петербург, Пушкинский район, МО “п.
Волхонское шоссе, 33
Расположение на карте
санитарный день: последний рабочий день месяца
Вт: 11:00-18:00
Ср: 11:00-18:00
Чт: 11:00-18:00
Пт: 11:00-18:00
Сб: 10:00-16:00
+7 (812) 451-36-10
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Библиотека им. И.С. Тургенева
Ростовская область, Батайск городской округ, Батайск
Северный массив, 6/2
Расположение на карте
санитарный день: последний чт месяца
Вт: 09:30-18:00
Ср: 09:30-18:00
Пт: 09:30-18:00
Сб: 09:30-18:00
+7 (86354) 5-23-89
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Библиотека им. Л. Мартынова
Л. Мартынова
Омская область, Омск городской округ, Омск, Куйбышевский
Звездова, 105
Расположение на карте
санитарный день: последний день месяца; зимний период: пн-пт 9:00-18:00; вс 9:00-18:00
Пн: 09:00-18:00
Вт: 09:00-18:00
Ср: 09:00-18:00
Чт: 09:00-18:00
Пт: 09:00-18:00
+7 (3812) 66-23-05
Показать номер
Рецензии и отзывы
Ваш отзыв Прикрепить файлПохожие книги
Наличие в библиотеках
Название и адрес
Режим работы
Контактная информация
Телефон
Бібліотека ім. П. Усенка для дітей
Киев город со специальным статусом, Київ, Дніпровський район, Березняки
Івана Миколайчука, 7
Расположение на карте
санитарный день: последний рабочий день месяца
Пн: 10:00-19:00
Вт: 10:00-19:00
Ср: 10:00-19:00
Чт: 10:00-19:00
Пт: 10:00-19:00
Сб: 10:00-18:00
+380 (44) 550-53-01
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Буратино, центральная детская библиотека
Московская область, Электросталь городской округ, Электросталь, Южный м-н
Победы, 17 к1
Расположение на карте
зимний период: пн-пт 11:00-19:00; вс 11:00-18:00
Пн: 11:00-18:00
Вт: 11:00-18:00
Ср: 11:00-18:00
Чт: 11:00-18:00
Пт: 11:00-18:00
+7 (49657) 3-15-87 +7 (49657) 3-35-29
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Универсальная библиотека №36
Свердловская область, Екатеринбург городской округ, Екатеринбург, Орджоникидзевский район, Веер
Космонавтов проспект, 73а
Расположение на карте
Пн: 10:00-19:00
Ср: 10:00-19:00
Чт: 10:00-19:00
Вс: 09:00-18:00
+7 (343) 330-44-21
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Библиотека, пос. Термальный
Термальный
Камчатский край, Елизовский район, пос. Термальный
Ленина, 1а
Расположение на карте
Пн: 12:00-19:00
Вт: 12:00-19:00
Ср: 12:00-19:00
Чт: 12:00-19:00
Пт: 12:00-19:00
Сб: 12:00-17:00
+7 (41534) 3-45-03
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Библиотека №41
Самарская область, Самара городской округ, Самара, Промышленный район, Приволжский
Демократическая, 33
Расположение на карте
санитарный день: первый чт месяца
Пн: 11:00-19:00
Вт: 11:00-19:00
Ср: 11:00-19:00
Чт: 11:00-19:00
Вс: 11:00-19:00
+7 (846) 952-87-45
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Городская библиотека им. С.В. Михалкова
С.В. Михалкова
Нижегородская область, Нижний Новгород городской округ, Нижний Новгород, Приокский район
Анкудиновское шоссе, 30
Расположение на карте
санитарный день: последний чт месяца
Пн: 10:00-18:00
Вт: 10:00-18:00
Ср: 10:00-18:00
Чт: 10:00-18:00
Пт: 10:00-18:00
Вс: 10:00-17:00
+7 (831) 431-25-14
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Пушкинская библиотека-музей
Белгородская область, Белгород городской округ, Белгород, Западный округ
Ватутина проспект, 4
Расположение на карте
санитарный день: последний день месяца
Пн: 09:00-20:00
Вт: 09:00-20:00
Ср: 09:00-20:00
Чт: 09:00-20:00
Пт: 09:00-20:00
Сб: 10:00-18:00
+7 (4722) 555-764 +7 (4722) 54-98-52
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Библиотека №7, Пушкинский район
Санкт-Петербург, Санкт-Петербург, Пушкинский район, МО “п. Александровская”
Александровская”
Волхонское шоссе, 33
Расположение на карте
санитарный день: последний рабочий день месяца
Вт: 11:00-18:00
Ср: 11:00-18:00
Чт: 11:00-18:00
Пт: 11:00-18:00
Сб: 10:00-16:00
+7 (812) 451-36-10
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Библиотека им. И.С. Тургенева
Ростовская область, Батайск городской округ, Батайск
Северный массив, 6/2
Расположение на карте
санитарный день: последний чт месяца
Вт: 09:30-18:00
Ср: 09:30-18:00
Чт: 09:30-18:00
Пт: 09:30-18:00
Сб: 09:30-18:00
+7 (86354) 5-23-89
Показать номер
Название и адрес
Режим работы
Контактная информация
Телефон
Библиотека им. Л. Мартынова
Л. Мартынова
Омская область, Омск городской округ, Омск, Куйбышевский
Звездова, 105
Расположение на карте
санитарный день: последний день месяца; зимний период: пн-пт 9:00-18:00; вс 9:00-18:00
Пн: 09:00-18:00
Вт: 09:00-18:00
Ср: 09:00-18:00
Чт: 09:00-18:00
Пт: 09:00-18:00
+7 (3812) 66-23-05
Показать номер
Информация от пользователей
Ваша информация о книге Прикрепить файлКнига находятся в категориях.
- 2003 год
- 2000-е года
- 21 век
- Производство
- Трубопроводы
- Полиэтилен
- 1974
Как найти пластиковые (полипропиленовые, полиэтиленовые) трубы под землей: обзор способов!
Поиск пластиковых водопроводных и канализационных труб представляет серьезную проблему, если при укладке не были предприняты меры по маркировке линий. В настоящее время есть надежные простые в использовании технологии маркировки, которые могут избавить от серьезных проблем и возможных значительных убытков.
В настоящее время есть надежные простые в использовании технологии маркировки, которые могут избавить от серьезных проблем и возможных значительных убытков.
Невидимый пластик под землей
Пластиковые (полиэтиленовые, полипропиленовые) трубы имеют массу преимуществ. Они дешевле, чем металлические, меньше весят, просты в установке, не боятся коррозии и служат не менее 25 лет. Однако даже при неглубокой закладке такие трубы невозможно обнаружить при помощи металлоискателей или трассоискателей. Пластик не проводит ток и не искажает электромагнитное поле, а значит, необходимы дополнительные меры для того, чтобы сделать пластиковую канализационную или водопроводную трубу видимой. Если не предпринять этих мер, появится риск чрезвычайной ситуации.
Рисунок 1: Обозначение подземных коммуникаций необходимо для безопасной эксплуатации сетей
Неотмеченную линию могут повредить во время земляных работ. В результате утечки могут сформироваться опасные вымывания грунта, которые приведут к просадкам или даже провалам, опасным для людей и техники. Также могут быть нарушены производственные процессы, которым требуется устойчивое поступление воды. При этом найти и починить немаркированные трубы будет крайне сложно и может потребоваться прокладка новых коммуникационных линий.
Также могут быть нарушены производственные процессы, которым требуется устойчивое поступление воды. При этом найти и починить немаркированные трубы будет крайне сложно и может потребоваться прокладка новых коммуникационных линий.
Маркировка металлическим проводником
Если предприятие уже использует трассоискатели для кабельных линий и металлических труб, маркировать пластик можно простым добавлением металлического проводника. Он крепится непосредственно к пластиковой трубе или укладывается рядом. В будущем при поиске достаточно к металлическому проводу подключить генератор трассоискателя. Однако такой проводник быстро выходит из строя, если он не используется постоянно и по нему не протекает электрический ток.
Если это не было учтено в ходе монтажа трубопровода, промаркировать линию позволяют специальные системы с вмонтированной в пруток медной жилой. Такой пруток проталкивается в трубу, а в медную жилу подается сигнал генератора.
Рисунок 2: Трассировка неметаллических коммуникаций при помощи прутков со встроенной металлической жилой и трассоискателя
Рисунок 3: УЗК с металлической жилой Katimex Jet Sonde и трассоискатель Tempo BLL-200
В результате проводник создает электромагнитное поле, которое может обнаружить трассоискатель.
Существуют также генераторы сигнала в виде зонда. Они крепятся к УЗК и при его помощи передвигаются вдоль трубы, образуя вокруг себя поле идентифицируемое трассоискателем. При этом частота сигнала генератора-зонда должна совпадать с частотой приема трассоискателя.
Среди дополнительно поставляемых опций, зонд имеют такие трассоискатели как Ridgid SeekTech SR-2.
Рисунок 4: Трассоискатель Ridgid SeekTech SR-2 с датчиками
Маркеры и маркировочные ленты
Пассивные маркеры — это простые устройства, которые могут находиться в земле до 50 лет. Фактически, маркер — это пассивное устройство, отражающее сигнал маркероискателя. Маркер крепится на трубу кабельной стяжкой или просто помещается в грунт выше трубопровода. Глубина обнаружения маркеров составляет примерно 1,5 м. В зависимости от типа маркера, он может иметь различную форму.
Рисунок 5: Диаграммы направленности маркеров
Плоские маркеры обеспечивают хорошее обнаружение с поверхности земли только в случае размещения в горизонтальной плоскости. Это наиболее бюджетное решение, но оно требует дополнительных усилий в процессе монтажа. Кроме того, маркеры с такого типа имеют немного меньше площадь обнаружения.
Это наиболее бюджетное решение, но оно требует дополнительных усилий в процессе монтажа. Кроме того, маркеры с такого типа имеют немного меньше площадь обнаружения.
Шаровые маркеры имеют встроенную систему выравнивания встроенного резонансного контура, поэтому они немного дороже. Система выравнивания контура обеспечивает его горизонтальное положение не зависимо от положения корпуса маркера. Это существенно упрощает процесс маркировки подземных коммуникаций.
Маркеры разных цветов имеют разную частоту для удобства идентификации типа коммуникаций. Например, шаровые маркеры Tempo OmniMarker II для канализации имеют бирюзовый цвет, а для водопровода — голубой.
Поиск маркеров ведется с помощью специальных устройств — маркероискателей. Один из самых доступных маркероискателей — это Tempo MarkerMate EML-100. Он совместим со всеми типами маркеров UniMarker и OmniMarker, OmniMarker II, а также других производителей (3М, Seba). EML-100 оснащен режимом одновременного поиска всех типов маркеров. Это очень удобно, когда надо убедиться, что в предполагаемом месте земляных работ нет подземных коммуникаций. А если совместить функциональность этого прибора с GPS навигатором, встроенного в большинство предлагаемых на рынке смартфонов, то получится законченное решение для маркировки и картографирования подземных коммуникаций.
Это очень удобно, когда надо убедиться, что в предполагаемом месте земляных работ нет подземных коммуникаций. А если совместить функциональность этого прибора с GPS навигатором, встроенного в большинство предлагаемых на рынке смартфонов, то получится законченное решение для маркировки и картографирования подземных коммуникаций.
Рисунок 6: Маркероискатель Greenlee MarkerMate EML-100
Вместе с тем, предлагаются и многофункциональные трассопоисковые системы, включающие в себя все необходимые компоненты. Например, трассопоисковая система 3M Dynatel АИСУ МПК позволяет создавать электронные карты подземных труб и кабелей с точной привязкой координат с помощью ГЛОНАСС/GPS. Подобные возможности необходимы для проведения паспортизацию подземных коммуникаций в соответствии с нормативными документами.
Рисунок 7: Трассопоисковая система 3M Dynatel АИСУ МПК
В настоящее время в России проводится масштабная работа по созданию цифровых карт подземных коммуникаций. Без таких карт сложно обеспечить безопасное обслуживание и расширение городской инфраструктуры.
Без таких карт сложно обеспечить безопасное обслуживание и расширение городской инфраструктуры.
В частности, в конце октября 2017 г. завершено создание «Сводного плана подземных коммуникаций на территории старой Москвы». Более 300 тыс. документов были оцифрованы.
Система 3M Dynatel АИСУ МПК с помощью спутниковой навигации и пассивных или активных маркеров сразу создает цифровую карту, что упрощает работу с документацией.
Помимо простых пассивных маркеров, существуют активные маркеры с чипами (интеллектуальные маркеры), на которые могут быть записаны данные о подземной линии (владелец, тип, диаметр проводов, труб и т. д.). Широко используются маркировочные ленты. Такие ленты удобны тем, что в случае земляных работ оператор землеройной машины увидит яркую ленту при выемке грунта.
Существует два основных типа маркировочных лент. Наиболее простая представляет собой яркую ленту с металлической проволокой. Для поиска используются трассоискатели с генераторами, такие как 3M Dynatel 2550E. Недостатком такой ленты является проблемы с поиском в случае обрыва ленты под землей.
Для поиска используются трассоискатели с генераторами, такие как 3M Dynatel 2550E. Недостатком такой ленты является проблемы с поиском в случае обрыва ленты под землей.
Также существуют маркировочные ленты и веревки, в которые вклеены чипы для поиска с помощью маркеро- и трассоискателей. Такие ленты позволяют обнаружить подземную коммуникационную линию с точностью до 10 см, даже если лента разорвалась в нескольких местах.
Рисунок 8: Маркировочная лента и шнур с чипами
Надо отметить, что ленты и шнуры с чипами используются в основном для газовых труб, силовых кабелей и линий связи.
Выводы. Маркеры как рубеж защиты
В конченом счете, правильно обозначенные подземные полипропиленовые или полиэтиленовые трубы могут защитить от серьезных проблем с финансовым и экологическим ущербом. «Потерянные» и «невидимые» водопроводные и канализационные трубы — недопустимое явления в современных условиях эксплуатации инженерной инфраструктуры.
Смотрите также:
Шаровые маркеры Greenlee для подземных коммуникаций. Демонстрация!
Демонстрация!
Электронная маркировка подземных кабельных линий – практическое применение
Технологии поиска трасс подземных кабельных линий
Испытание прочности электронного маркера Tempo при помощи молотка!
Подпишитесь на рассылку новых материалов!
Имя
E-mail *
Согласие на отправку персональных данных *
* – Обязательное для заполнения
См. также:
Как правильно паять полипропиленовые трубы
15 сентября 2019ЛикбезСделай сам
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
Поделиться
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
YouTube‑канал «КаЮТ Компания»Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9.
 Проверьте соединениеYouTube‑канал FV Miano
Проверьте соединениеYouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
- Как подключить стиральную машину к водопроводу, канализации и электросети
- Как устранить засор без помощи специалиста
- Как выбрать тёплый пол и правильно его смонтировать
- Как установить унитаз своими руками
- Как установить водонагреватель своими руками
Полиэтиленовые трубы вдохнули новую жизнь в английский водопровод
В викторианскую эпоху в Англии наблюдался поразительный демографический бум. Чем больше людей, тем больше потребностей в услугах. За это время по всей стране была создана масштабная водопроводно-канализационная инфраструктура.
Чем больше людей, тем больше потребностей в услугах. За это время по всей стране была создана масштабная водопроводно-канализационная инфраструктура.
Это было время делать больше и лучше, чем раньше. В рамках одного из самых крупных проектов того времени были созданы два трубопровода от озера Вырнви до Ливерпуля, причем обе линии были сделаны из чугуна толщиной от 39до 42 дюймов в диаметре. Построенные в 1880-х годах, трубопроводы были достижением того времени, поскольку чугун только начал применяться в качестве трубопровода для крупных водопроводных сетей.
Спустя 130 лет эти чугунные водопроводные трубы модернизируются с использованием новейших материалов для труб и передовых методов монтажа.
Майк Бейкер
Магистральная магистраль большого диаметра Vyrnwy (LDTM) представляет собой серию из трех трубопроводов, по которым вода поступает к более чем 900 000 потребителей в графствах Чешир и Мерсисайд. Последний из трех трубопроводов, стальной трубопровод с битумной футеровкой, был построен в XIX в. 30s, чтобы работать вместе с двумя существующими.
30s, чтобы работать вместе с двумя существующими.
Понимая, насколько важны три трубопровода для доставки примерно 210 миллионов литров потребителям каждый день, United Utilities приступила к реализации агрессивного плана реконструкции и модернизации, который начался в 2009 году. возникновение в трубопроводах сырой воды. Наросты не представляют опасности для здоровья, но могут привести к обесцвечиванию воды и нанести ущерб здоровью и пропускной способности трубопровода.
Одной из целей долгосрочного проекта было восстановление линий без перебоев в обслуживании клиентов. Чтобы начать стратегическую реабилитацию, специализированное струйное оборудование взорвало внутреннюю часть 28,5 км новейшей линии между Освестри и Мальпасом.
После усовершенствования линии 3 в 2011 году начались работы по реконструкции старых линий. Должностные лица выбрали несколько методов для первоначального тестирования, в том числе использование фальцованной футеровки, вставленной в исходную трубу, а также обжимную футеровку. Оба процесса используют полиэтиленовые трубопроводы, которые были сплавлены вместе, и манипулируют трубой, чтобы она стала новым вкладышем внутри существующего трубопровода.
Оба процесса используют полиэтиленовые трубопроводы, которые были сплавлены вместе, и манипулируют трубой, чтобы она стала новым вкладышем внутри существующего трубопровода.
После испытаний было выбрано покрытие Swagelining в качестве предпочтительного технического решения, и в конечном итоге оно было выбрано для этапа 1 и последующих этапов проекта. Процесс берет полиэтиленовый трубопровод и с помощью специального оборудования уменьшает естественный диаметр трубопровода, чтобы он соответствовал существующему трубопроводу. Персонал Denholm Pipeline уже более 20 лет использует эту технику в проектах по всей Англии. Техника со складчатым вкладышем использует специальное оборудование для отклонения части трубы внутрь для уменьшения диаметра. После вставки в основную трубу труба затем подвергается давлению, чтобы ввести линию в эксплуатацию и вернуть трубе овальную или круглую форму.
Для восстановления линий 1 и 2 между Освестри и Крикеттом потребуются две линии по 9 километров каждая. Для создания полиэтиленовых футеровок рабочие компании Denholm сплавили трубные материалы PE100 на нескольких разных площадках. В разных местах были созданы отверстия для доступа, чтобы вставить полиэтиленовый вкладыш в старые трубопроводы. Секции, над которыми работали, были выбраны выборочно, чтобы свести к минимуму возможность сбоев в работе.
Для создания полиэтиленовых футеровок рабочие компании Denholm сплавили трубные материалы PE100 на нескольких разных площадках. В разных местах были созданы отверстия для доступа, чтобы вставить полиэтиленовый вкладыш в старые трубопроводы. Секции, над которыми работали, были выбраны выборочно, чтобы свести к минимуму возможность сбоев в работе.
Fusion Operations
Для соединения труб Radius PE100 SDR 51 диаметром более 1000 мм необходимо несколько McElroy MegaMc ® Было использовано 1648 машин. United Utilities, Balfour Beatty Civil Engineering и Denholm Pipecare консультировали дистрибьюторов McElroy MCA и Plant and Site Services по аренде или «аренде» термоядерных установок.
Plant and Site Services является поставщиком соединительного оборудования и труб с офисами в Сент-Олбансе, Бристоле, Вулверхэмптоне и Уэзерби. MCA, входящая в состав Drain Center, является поставщиком стыковой сварки и труб с предприятиями в Бристоле, Шеффилде, Глазго, Лутоне и Болтоне.
Станок MegaMc 1648 позволил повысить производительность рабочих на стройплощадке, производя больше сварных соединений в день.
«Нам нужно 8 сварных швов в день, чтобы окупить затраты», — сказал Майк Бейкер, помощник руководителя проекта в Denholm Pipecare. «Иногда мы делаем до 10 сварных швов в день».
Другие посетители сайта были так же впечатлены.
«Машины отличные, — сказал Тим Ньютон, руководитель проекта Denholm Pipecare. «Уровень производства хороший. Мы приближаемся к тому моменту, когда делаем одну тягу в неделю».
К середине июня 2012 года было выполнено 16 из 31 подъема, общая протяженность которых составила 8500 километров в грунте.
Одним из преимуществ использования машины McElroy большого диаметра была возможность «навесить» машину. Для других машин, представленных на рынке, часто требуется кран или подъемное устройство для опускания облицовочной машины и нагревателя в тележку, что делает практически невозможной защиту стыка от непогоды. На стройплощадках в Соединенном Королевстве обычно требуется установка тентов для сварочных аппаратов, а также требования по установке защитных кожухов на концы труб.
На стройплощадках в Соединенном Королевстве обычно требуется установка тентов для сварочных аппаратов, а также требования по установке защитных кожухов на концы труб.
Помимо консультаций с дистрибьюторами McElroy по вопросам оборудования и обучения, на месте также использовалось вспомогательное оборудование. McElroy DataLogger ® использовался для записи и документирования операций сварки каждого соединения в проекте. Подставки для труб использовались для поддержки отрезков труб, когда они сплавлялись и тянулись по полосе отчуждения.
В связи с масштабностью и важностью проекта регистратор данных использовался для записи и документирования каждого выполненного соединения. DataLogger состоит из портативного компьютера, который работает как устройство, которое записывает температуру нагревателя и профиль давления плавления во времени. Все данные записываются и хранятся на портативном компьютере до тех пор, пока не появится время для загрузки данных на настольный компьютер. Сгенерированные графики можно сохранять, просматривать, распечатывать и архивировать.
Сгенерированные графики можно сохранять, просматривать, распечатывать и архивировать.
Подставки для труб позволили установить трубу на одном уровне с термоядерной машиной, а также с отверстиями в палатке. Подставки помогают уменьшить износ машины и могут помочь выровнять верх/низ, чтобы получить ровное вбрасывание.
Завершение проекта
Строительство трубопровода от Освестри до Крикетта представляет собой первую фазу трехэтапного проекта. Полиэтилен будет играть большую роль в восстановлении линий 1 и 2 от Крикетта до Мальпаса на этапе 2 и от Мальпаса до Прескота на этапе 39.0003
Руководитель проекта Тим Ньютон также заявил, что «мы надеемся завершить процесс синтеза Фазы 1 в конце октября. Фаза 2 начнется в конце августа (2012 г.)».
Дополнительные изображения
Изготовленная на заказ труба из полиэтилена высокой плотности, качество производства США
Сила и универсальность HDPE
Наши трубы из полиэтилена высокой плотности предназначены для коммуникаций, нефтегазовой отрасли, электроэнергетики, энергетики и водоснабжения. Нет никаких ограничений на размер или количество вашего заказа. Мы можем настроить диаметр трубы, толщину, цвет, упаковку и многое другое. Наши трубы имеют высшие отраслевые сертификаты качества и безопасности, в том числе NSF и Underwriters Laboratories (UL).
Нет никаких ограничений на размер или количество вашего заказа. Мы можем настроить диаметр трубы, толщину, цвет, упаковку и многое другое. Наши трубы имеют высшие отраслевые сертификаты качества и безопасности, в том числе NSF и Underwriters Laboratories (UL).
Наборы продуктов
| Земля-Лайн™ | Возобновляемые источники | Геотермальные установки Улавливание и транспортировка биогаза/метана Электрические трубы для ветряных электростанций, замена ПВХ |
| Проводник | Питание и связь | Труба для линий связи Микротрубки и микрокабели Трубы для электрических и высоковольтных линий Труба большого диаметра. Замена ПВХ |
| Стрим-Лайн™ | Энергия | Перекачка нефти и газа Газораспределение Высокое давление, высокая коррозионная стойкость и применение с толстыми стенками |
| Water-Line™ | Водная инфраструктура | Вода: питьевая, регенерированная, канализационная/сточная вода Горнодобывающая промышленность: вода, водоотвод, перекачка шлама Высокое давление, высокая коррозионная среда и применение с толстыми стенками Замена ПВХ |
Проверка качества смолы:
Чистота, содержание сажи, индекс текучести расплава и плотность
Проверка качества размеров:
Диаметр, толщина стенки, эксцентриситет, процент овальности и овальности
Производство и испытания :
Удлинение при разрыве, кольцевое растяжение и быстрый разрыв
Найдите представителя производителя в своем штате
United Poly Systems сотрудничает с самыми сильными представителями производителей в отрасли. Чтобы найти своего представителя, нажмите на свой штат ниже или выберите из нашего списка представителей.
Чтобы найти своего представителя, нажмите на свой штат ниже или выберите из нашего списка представителей.
Представители производителя
American Power
ComTech Sales
Eldred Communications
Ewing Foley
H&K Sales
NextGen Sales
Pacific Power Reps
Технические представители
Терабит
Предложите свой проект
Нужна цена для вашего проекта? Нам просто нужно немного знать о работе. Заполните форму, чтобы запросить расценки у наших специалистов по трубопроводным системам.
Предложите свой следующий проект
Часто задаваемые вопросы
Часто задаваемые вопросы Трубы из полиэтилена высокой плотности для систем распределения и подачи воды
A. ОБЩИЕ СВЕДЕНИЯ В. 1 Безопасны ли трубы из ПЭВП для питьевой воды?
Да. Трубы из полиэтилена высокой плотности, сертифицированные для использования с питьевой водой, изготавливаются из полиэтиленовых компаундов с номинальным давлением, одобренных NSF для питьевого водоснабжения.
В. 2 Доступны ли трубы из ПЭВП как с размером трубы из ВЧШГ, так и с размером наружного диаметра трубы из чугуна?
Да, трубы из ПЭВП доступны как в размерах для железных труб (IPS), так и для труб из ковкого чугуна DIPS, иногда также называемых размерами для чугунных труб (CIPS). Труба из ПЭВП размера IPS имеет такой же внешний диаметр, как труба из черного железа или углеродистой стали. ПЭВП размера DIPS имеет такой же внешний диаметр, что и трубы из литого/высокопрочного чугуна. Обычно размеры труб из ковкого чугуна доступны в диапазоне от 4 до 36 дюймов в диаметре. Доступны размеры железных труб от ¾ до 65 дюймов в диаметре.
В. 3 Доступны ли трубы и трубки из ПЭВП малого диаметра как для стальных труб с внутренним диаметром , так и для медных труб?
Да, трубы из ПЭВП малого диаметра доступны как с контролируемым внутренним диаметром (SIDR), так и с контролируемым внешним диаметром медных труб (CTS-SDR). Как правило, трубы SIDR доступны в диаметре от ½ до 3 дюймов, а изделия из медных труб обычно доступны в размерах от ¾ до 2 дюймов.
Как правило, трубы SIDR доступны в диаметре от ½ до 3 дюймов, а изделия из медных труб обычно доступны в размерах от ¾ до 2 дюймов.
Q. 4 Где может быть информация о размерах, такая как внешний диаметр, толщина стенки и внутренняя часть диаметр различных размеров трубы HDPE можно найти?
Обычно их можно найти в опубликованной литературе производителя труб из ПЭВП и в стандартах ASTM. Их также можно найти в Приложении к Главе 6 Справочника PPI по полиэтиленовым трубам, 2-е изд.
В. 5 Что означает аббревиатура HDPE?
HDPE означает полиэтилен высокой плотности.
В. 6 Как использование трубы из полиэтилена высокой плотности позволяет сэкономить на коммунальных услугах?
Труба из полиэтилена высокой плотности обеспечивает самую низкую стоимость жизненного цикла по сравнению с другими системами благодаря значительному сокращению или отсутствию утечек, увеличению подлежащих оплате долларов, экономии воды, меньшему количеству новых водоочистных сооружений, сокращению ремонтных бригад, сокращению сезонных перерывов в водопроводе и отсутствию потеря пропускной способности в течение длительного времени. См. статью CSIRO «Анализ жизненного цикла водопроводных сетей», представленную на конференции Plastics Pipe XIV, Будапешт, 2008 г.
См. статью CSIRO «Анализ жизненного цикла водопроводных сетей», представленную на конференции Plastics Pipe XIV, Будапешт, 2008 г.
В. 7 Является ли труба из ПЭВП экологичным решением для трубопроводов?
Да. Он безопасен при производстве, использовании или сжигании. Это помогает экономить воду и электроэнергию, так как нет потери воды через плавленый стык.
В. 8 Что означают термины DR и SDR?
DR означает соотношение размеров, которое представляет собой средний наружный диаметр (примечание: DR также используется для труб из ПВХ), деленный на минимальную толщину стенки. StandardDimension Ratio (SDR) — это конкретный DR, основанный на предпочтительной серии номеров ANSI. Использование SDR позволяет производителям производить трубы в соответствии с набором стандартизированных DR. SDR включают 9, 11, 13,5, 17, 21, 26 и 32,5. Все SDR являются DR, но не все DR являются SDR.
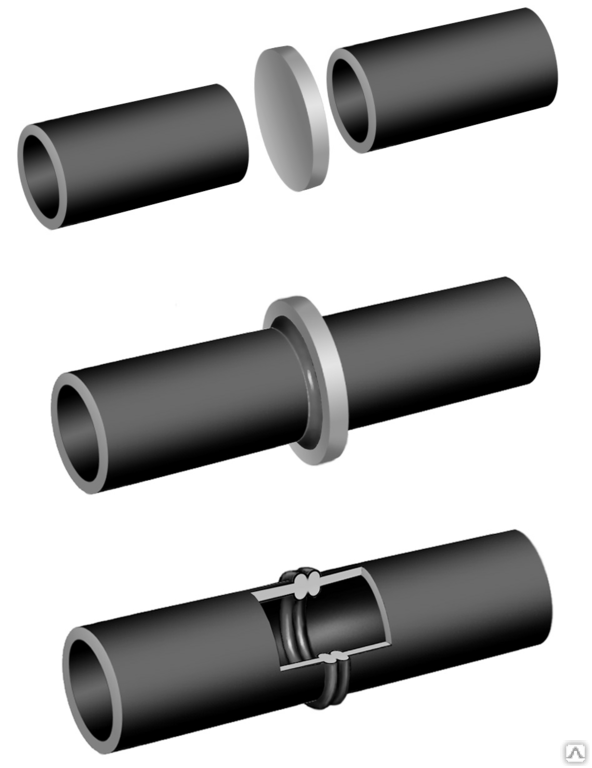
В. 9 Почему сварное соединение лучше, чем соединение с прокладкой?
Трубопровод, соединенный сплавлением, можно рассматривать как непрерывный трубопровод без соединений. С другой стороны, прокладочные соединения являются потенциальным источником утечек и потерь воды во многих системах водоснабжения. Утечки могут возникнуть, если прокладка установлена неправильно, если к прокладке прилипает грязь или песок, если прокладка не смазана должным образом, если в трубопроводе возникает отрицательное давление (вакуум), если происходит движение грунта или уплотнение под траншеей, если происходит значительное происходит тепловое изменение, а также если прокладки выдуваются из-за скачков давления. Соединения с плавлением намного превосходят соединения с прокладкой для предотвращения утечек.
С другой стороны, прокладочные соединения являются потенциальным источником утечек и потерь воды во многих системах водоснабжения. Утечки могут возникнуть, если прокладка установлена неправильно, если к прокладке прилипает грязь или песок, если прокладка не смазана должным образом, если в трубопроводе возникает отрицательное давление (вакуум), если происходит движение грунта или уплотнение под траншеей, если происходит значительное происходит тепловое изменение, а также если прокладки выдуваются из-за скачков давления. Соединения с плавлением намного превосходят соединения с прокладкой для предотвращения утечек.
В. 10 Сэкономит ли бестраншейная установка деньги по сравнению с открытым способом?
Каждый день все больше коммунальных предприятий осознают преимущества бестраншейных технологий. Из-за экономии средств в настоящее время устанавливается больше бестраншейных проектов, чем в прошлом. Экономия может быть достигнута за счет более быстрой установки, более быстрого получения разрешений и времени проектирования, меньшего количества сбоев для бизнеса и жителей, меньшего ущерба паркам и деревьям и меньшего нарушения дорожного полотна (и последующего ремонта дорог).
В. 11 Является ли тепловое расширение и сжатие трубы из ПЭВП проблемой?
Нет. Все трубы расширяются и сужаются при изменении температуры. Ключевым моментом является управление результирующей термической деформацией. Как и в случае со всеми материалами, при проектировании системы трубопроводов из полиэтилена высокой плотности необходимо учитывать расширение и сужение. Подземные трубопроводы обычно не двигаются из-за трения грунта. Однако для приложений выше класса необходимо учитывать тепловые эффекты. Неограниченный коэффициент теплового расширения для трубы из ПНД составляет примерно 9.x10-5 дюйм/дюйм/oF. Информацию о тепловых расчетах надземных и незакрепленных трубопроводов с защемлением и без защемления можно найти в Справочнике PPI по полиэтиленовым трубам, 2-е изд.
В. 12 После того, как ПЭВП был закопан и ему позволили расслабиться, будет ли труба продолжать расширяться и сильно сжиматься при колебаниях температуры?
Нет. Когда труба из ПЭВП заглублена, температура в системе становится намного более стабильной, чем в наземном трубопроводе, и, следовательно, она будет демонстрировать гораздо меньшее изменение размеров. В большинстве систем подземная труба из ПЭВП не перемещается после заглубления.
Когда труба из ПЭВП заглублена, температура в системе становится намного более стабильной, чем в наземном трубопроводе, и, следовательно, она будет демонстрировать гораздо меньшее изменение размеров. В большинстве систем подземная труба из ПЭВП не перемещается после заглубления.
В. 13 Почему существует разница в номинальном давлении (PR) и номинальном рабочем давлении (WPR) при сравнении трубы из полиэтилена высокой плотности и трубы из ПВХ?
Термин номинальное давление (PR) относится к номинальному статическому давлению трубы , рассчитанному на основе гидростатического расчетного базиса (HDB) с соответствующим расчетным коэффициентом (DF) и предназначенным для трубопровода без потока. Однако во всех муниципальных системах водоснабжения используется проточная вода. Например, труба DR 17 из полиэтилена высокой плотности (PE4710) имеет номинальное статическое давление для воды 125 фунтов на квадратный дюйм. Номинальное рабочее давление (WPR) основано на фактических требованиях к системе и составляет номинальное динамическое давление , то есть номинальное давление для трубы с проточной водой. WPR включает поправку на гидроудары. При ежедневно повторяющейся средней скорости пульсации потока 5 футов в секунду и температуре 80°F номинальное рабочее давление трубы DR 17 из полиэтилена высокой плотности (PE4710) также составляет 125 фунтов на кв. дюйм; аналогично, номинальное рабочее давление для ПВХ DR
Номинальное рабочее давление (WPR) основано на фактических требованиях к системе и составляет номинальное динамическое давление , то есть номинальное давление для трубы с проточной водой. WPR включает поправку на гидроудары. При ежедневно повторяющейся средней скорости пульсации потока 5 футов в секунду и температуре 80°F номинальное рабочее давление трубы DR 17 из полиэтилена высокой плотности (PE4710) также составляет 125 фунтов на кв. дюйм; аналогично, номинальное рабочее давление для ПВХ DR
18 составляет 120 фунтов на квадратный дюйм в соответствии с AWWA C900-07, уравнение 4. Таким образом, PE 4710 имеет более высокое номинальное рабочее давление, чем ПВХ в этих обычных условиях. Резюме показано ниже:
Кроме того, на основе AWWA C900-07, пример B.2, измененный с повторяющейся скоростью пульсации 5 футов в секунду, предполагаемое количество циклов до отказа для трубы из ПВХ DR18 составляет менее 1 миллиона циклов, а срок службы до усталости составляет около 20 лет, что меньше половины расчетного срока службы в 50 лет, который требовался в примере; кроме того, предполагаемых 55 циклов в день может быть недостаточно; если предположить, что 1 цикл помпажа каждые 15 минут (96 циклов в день) и повторяющаяся скорость помпажа 5 кадров в секунду, приводит к усталостному ресурсу около 11 лет. С другой стороны, IGN 4-37-02, “Проектирование термопластичных труб в условиях пульсации и усталости”, можно использовать, чтобы показать, что при тех же условиях труба из ПЭВП DR17 имеет усталостную долговечность 10 000 000 циклов или более 100 лет. Эта поразительная разница обусловлена прочностью и сопротивлением усталости полиэтилена высокой плотности.
С другой стороны, IGN 4-37-02, “Проектирование термопластичных труб в условиях пульсации и усталости”, можно использовать, чтобы показать, что при тех же условиях труба из ПЭВП DR17 имеет усталостную долговечность 10 000 000 циклов или более 100 лет. Эта поразительная разница обусловлена прочностью и сопротивлением усталости полиэтилена высокой плотности.
В. 14 Где я могу найти технические характеристики, такие как значения модуля и прочности на растяжение для труб из полиэтилена высокой плотности?
Технические данные для труб из полиэтилена высокой плотности можно найти в главе 3 Справочника PPI* по полиэтиленовым трубам, 2-е изд.
В. 15 Должен ли я беспокоиться о долгосрочных последствиях ползучести?
Все пластиковые материалы, включая HDPE и ПВХ, подвержены ползучести. Надлежащая конструкция, например использование долговременного модуля материала, где это уместно, учитывает эффекты ползучести.
В. 16 Есть ли потеря потока в трубе из ПЭВП из-за внутреннего валика, полученного в результате сварки встык ?
16 Есть ли потеря потока в трубе из ПЭВП из-за внутреннего валика, полученного в результате сварки встык ?
Наплавленный валик очень мало влияет на поток, так как он в основном округлый и очень мало выступает
на внутренней поверхности трубы. Полевые испытания подтверждают, что коэффициент 150 C, используемый в уравнении Хазена-Вильямса, правильно рассчитывает фактический расход и что буртик не имеет гидравлического значения ни для давления, ни для расхода. Коэффициент трения Хазена-Вильямса C для полиэтиленовой трубы определяли в гидравлической лаборатории с использованием отрезков трубы, соединенных термическим сплавлением с внутренним валиком.
В. 17 Влияет ли солнечный свет на трубы из ПНД?
Солнечный свет не опасен, если используется черная труба. Углеродная сажа, используемая в большинстве труб из полиэтилена высокой плотности, является наиболее эффективным стабилизатором ультрафиолетового излучения, и поэтому черный цвет является рекомендуемым цветом трубы для длительного использования или хранения. Труба этого цвета обеспечит десятилетия использования на открытом воздухе, как и черная оболочка кабеля линии электропередач. Труба из ПНД нечерного цвета также может поставляться для наружного применения (хранение и использование), но срок ее службы значительно меньше и обычно указывается на конкретный период времени. С вопросами по этой теме следует обращаться к производителю труб.
Труба этого цвета обеспечит десятилетия использования на открытом воздухе, как и черная оболочка кабеля линии электропередач. Труба из ПНД нечерного цвета также может поставляться для наружного применения (хранение и использование), но срок ее службы значительно меньше и обычно указывается на конкретный период времени. С вопросами по этой теме следует обращаться к производителю труб.
В. 18 Каков ожидаемый срок службы труб из ПЭВП в системах водоснабжения?
Многие установки труб из полиэтилена высокой плотности в системах водоснабжения уже достигают 50 лет успешной службы. Промышленность по производству полиэтиленовых труб оценивает срок службы труб из ПЭВП консервативно в 50-100 лет. Это связано с экономией затрат на замену для будущих поколений.
В. 19 Будут ли трубы из ПНД плавать в воде?
Да, труба из полиэтилена высокой плотности из-за того, что ее плотность немного меньше, чем у воды, будет плавать, даже если она заполнена водой. Если необходимо обеспечить плавучесть лески, доступны различные формы ошейников, седел и накладных плавсредств. Для подводной установки трубопровода с якорем важно указать правильный вес и расстояние между грузами. Шурупы-анкеры являются практичной альтернативой. По возможности подводный трубопровод следует прокладывать в траншее с защитным покрытием из щебня. См. главу 10 Справочника PPI по полиэтиленовым трубам, 2-е изд.
Если необходимо обеспечить плавучесть лески, доступны различные формы ошейников, седел и накладных плавсредств. Для подводной установки трубопровода с якорем важно указать правильный вес и расстояние между грузами. Шурупы-анкеры являются практичной альтернативой. По возможности подводный трубопровод следует прокладывать в траншее с защитным покрытием из щебня. См. главу 10 Справочника PPI по полиэтиленовым трубам, 2-е изд.
В. 20 В каком максимальном и минимальном диапазоне температур можно использовать трубы из полиэтилена высокой плотности для подачи воды под давлением ?
Типичный диапазон рабочих температур труб из полиэтилена высокой плотности составляет от -40°F (-400°C) до 140°F (60°C), хотя некоторые продукты могут быть рассчитаны на давление до 180°F (82°C). Поскольку вода замерзает при температуре ниже 32°F (0°C), практический нижний температурный предел для воды составляет 32°F (0°C). Проконсультируйтесь с производителем труб для получения информации о применении.
В. 21 Будет ли труба из полиэтилена высокой плотности обеспечивать такую же скорость потока, что и труба из ковкого чугуна с внутренним диаметром и с таким же наружным диаметром немного большего диаметра?
Внутренняя поверхность трубы из ПЭВП лишена какой-либо шероховатости, что относит ее к категории «гладких труб» — категории, обеспечивающей наименьшее сопротивление потоку жидкости. Для водопроводных систем расчетный коэффициент Хазена и Вильямса для труб из полиэтилена высокой плотности составляет 150 и не меняется со временем. Напротив, коэффициент C для железных труб и других традиционных изделий для трубопроводов со временем резко снижается из-за коррозии, образования бугорков или биологических отложений. Ввиду этих преимуществ часто можно использовать трубы из полиэтилена высокой плотности с меньшим внутренним диаметром, чем трубы из ковкого чугуна, и при этом достичь или превысить требуемые параметры потока в проекте. Рекомендуется подробно изучить расчеты расхода. Коэффициенты текучести и уравнения гидравлического расчета см. в Главе 6 Справочника PPI по полиэтиленовым трубам, 2-е изд.
Коэффициенты текучести и уравнения гидравлического расчета см. в Главе 6 Справочника PPI по полиэтиленовым трубам, 2-е изд.
В. 22 Каково максимальное давление воды для трубы из полиэтилена высокой плотности?
Максимальный рейтинг зависит от нескольких факторов, кода обозначения материала, из которого изготовлена труба, DR трубы и расчетной рабочей температуры применения. Номинальные значения образцов и допустимые значения давления см. в таблицах ниже:
В следующей таблице указаны класс давления согласно AWWA C901-08, номинальное давление и допустимое общее давление во время помпажа для PE4710 Труба по адресу 80 O F.
Следующая таблица дает класс давления на AWWA C901-08 и AWWA C906-07. Давление во время для PE3608 трубы на 80 o F.
Q. 23 Каково безопасное пиковое давление (помпаж плюс перекачка по трубе) для ПЭВП?
АВВА С901 определяет два типа скачков давления: повторяющиеся и случайные. Безопасное пиковое давление или допустимое общее давление для трубы из полиэтилена высокой плотности в 1,5 раза превышает номинальное давление трубы при повторяющихся выбросах и в 2,0 раза превышает номинальное давление трубы при случайных выбросах. Например, DR 11 PE 4710 имеет номинальное давление 200 фунтов на кв. дюйм при 80 oF и может безопасно выдерживать общее давление во время повторяющихся выбросов в 300 фунтов на кв. дюйм и общее давление во время случайных выбросов в 400 фунтов на кв. дюйм. Дополнительные данные см. в ответе на вопрос 22.
Безопасное пиковое давление или допустимое общее давление для трубы из полиэтилена высокой плотности в 1,5 раза превышает номинальное давление трубы при повторяющихся выбросах и в 2,0 раза превышает номинальное давление трубы при случайных выбросах. Например, DR 11 PE 4710 имеет номинальное давление 200 фунтов на кв. дюйм при 80 oF и может безопасно выдерживать общее давление во время повторяющихся выбросов в 300 фунтов на кв. дюйм и общее давление во время случайных выбросов в 400 фунтов на кв. дюйм. Дополнительные данные см. в ответе на вопрос 22.
В. 24 Какова максимальная скорость потока для трубы из ПЭВП?
В насосной системе максимальная рабочая скорость ограничена пропускной способностью трубы при ударном давлении. В Справочнике по полиэтиленовым трубам Института пластиковых труб говорится, что «если волнение не рассматривается, скорость потока воды, превышающая 25 футов в секунду, может быть приемлемой».
В. 25 Чем отличается ударное давление в трубе из ПЭВП по сравнению с трубой из DI или ПВХ?
Ударное давление в трубе из ПНД значительно ниже, чем в трубе DI, и ниже, чем в трубе из ПВХ, из-за более низкого значения динамического модуля для ПНД. Например, изменение скорости на 5 футов в секунду вызовет скачок давления в 51 фунт/кв.дюйм в трубе из ПЭВП DR 17, выброс в 87 фунтов/кв.дюйм в трубе из ПВХ DR 18 и выброс в 262 фунт/кв.дюйм в трубе с футеровкой класса DI 350. Более низкое пульсирующее давление часто означает более длительный срок службы насосов и клапанов в трубопроводе из полиэтилена высокой плотности, а также труб с более низким классом давления.
Например, изменение скорости на 5 футов в секунду вызовет скачок давления в 51 фунт/кв.дюйм в трубе из ПЭВП DR 17, выброс в 87 фунтов/кв.дюйм в трубе из ПВХ DR 18 и выброс в 262 фунт/кв.дюйм в трубе с футеровкой класса DI 350. Более низкое пульсирующее давление часто означает более длительный срок службы насосов и клапанов в трубопроводе из полиэтилена высокой плотности, а также труб с более низким классом давления.
В. 26 Как труба из ПЭВП выдерживает повторяющиеся ударные нагрузки (усталость) по сравнению с другими трубами ?
ПЭВП обладает исключительной способностью выдерживать повторяющиеся скачки давления. Например, в стандартах AWWA повторяющееся импульсное давление должно вычитаться из класса давления трубы из ПВХ, в то время как полиэтилен имеет сопротивление до 150 % от своего класса давления. Маршалл и Брогден сообщают о циклической усталостной прочности ПВХ и ПЭВП, и в их отчете показано, что при циклическом напряжении в диапазоне 10 МПа (1450 фунтов на кв. дюйм) некоторые трубы из ПВХ разрушились примерно за 400 000 циклов, тогда как трубы из ПЭВП достигают 10 000 000 миллионов циклов до разрушения.
дюйм) некоторые трубы из ПВХ разрушились примерно за 400 000 циклов, тогда как трубы из ПЭВП достигают 10 000 000 миллионов циклов до разрушения.
В. 27 Какова безопасная максимальная и минимальная глубина заложения трубы из ПНД? Безопасная глубина захоронения различается и должна быть рассчитана. Вместо расчетов AWWA утверждает, что для грунта заложения с E’1000 фунтов на квадратный дюйм и без поверхностных вод трубы из ПЭВП с DR в диапазоне от 7,3 до 21 можно безопасно закапывать на глубину от 2 футов до 25 футов, где отсутствует транспортная нагрузка. присутствует и от 3 футов до 25 футов, где присутствует динамическая нагрузка h30. Однако большинство труб из ПЭВП можно закапывать на большую глубину, т.е. Трубы для сбора фильтрата из полиэтилена высокой плотности на свалках часто имеют глубину покрытия более ста футов. Уравнения для расчета глубины залегания можно найти в главе 6 Справочника PPI по полиэтиленовым трубам, 2-е изд.
В. 28 Пригодны ли трубы из ПЭВП для использования под железными дорогами?
Хотя труба из ПЭВП конструктивно может быть проложена непосредственно под железными дорогами, ее не рекомендуется прокладывать под железнодорожной магистралью, если только она не заключена в кожух по соображениям безопасности. На самом деле, многие, если не большинство железнодорожных спецификаций требуют, чтобы трубы под давлением, расположенные под железнодорожными путями, были заключены в кожух, и это требование применяется независимо от материала трубы. Однако прямое захоронение без обшивки может быть рассмотрено для использования под железнодорожными путями, расположенными на заводских площадках.
На самом деле, многие, если не большинство железнодорожных спецификаций требуют, чтобы трубы под давлением, расположенные под железнодорожными путями, были заключены в кожух, и это требование применяется независимо от материала трубы. Однако прямое захоронение без обшивки может быть рассмотрено для использования под железнодорожными путями, расположенными на заводских площадках.
В. 29 Требуются ли упорные блоки для трубопроводов из ПЭНД?
Нет. Трубы и фитинги из ПЭВП, соединенные термическим сплавлением, являются самосдерживающимися во всех случаях применения и, следовательно, не требуют упорных блоков при условии, что вся система сварена. Упорные блоки могут потребоваться в случаях, когда используются специальные механические фитинги с прокладками. Это может быть необходимо для предотвращения разделения уплотненного соединения, как это требуется для уплотненных труб из ПВХ и ковкого чугуна в приложениях под давлением. Подробное обсуждение этой темы можно найти в Главе 9. Справочника PPI по полиэтиленовым трубам, 2-е изд. Публикации, доступные у производителя труб , также могут охватывать эту тему.
Справочника PPI по полиэтиленовым трубам, 2-е изд. Публикации, доступные у производителя труб , также могут охватывать эту тему.
В. 30 Можно ли использовать технологию разрыва труб на трубах из ковкого чугуна и чугуна? Да, разрушение труб – очень ценный способ восстановления трубопроводов. В отрасли восстановления трубопроводов термин «разрыв трубы» используется как название процесса разрушения хрупких труб (например, чугунных, глиняных и т. д.). Вариант, используемый для пластичных материалов (например, ковкого чугуна, стали и т. д.), называется «расщеплением трубы», при котором используются резцы для увеличения основной трубы. Подготовка основной трубы к приему трубы из полиэтилена высокой плотности осуществляется с помощью конусообразной головки как в процессах разрыва, так и в процессах расщепления. См. Справочник PPI по полиэтиленовым трубам, 2-е изд., глава 16.
В. 31 Какова ударная вязкость ПЭВП по сравнению с другими трубами?
ПЭВП — пластичный материал и обладает исключительной ударной вязкостью. Превосходная ударная вязкость ПЭВП обеспечивает трубопроводную систему, которая практически невосприимчива к ударным повреждениям и повреждениям из-за неправильной врезки. В реальном мире инженеры понимают, что трубы должны быть прочными, устойчивыми к ударам и повреждениям при обращении. Трубы из полиэтилена высокой плотности прошли полевые испытания и доказали свою ударопрочность.
Превосходная ударная вязкость ПЭВП обеспечивает трубопроводную систему, которая практически невосприимчива к ударным повреждениям и повреждениям из-за неправильной врезки. В реальном мире инженеры понимают, что трубы должны быть прочными, устойчивыми к ударам и повреждениям при обращении. Трубы из полиэтилена высокой плотности прошли полевые испытания и доказали свою ударопрочность.
В. 32 Повлияет ли присутствие углеводородов в почве, в которой зарыта труба из ПНД, на трубу или проникают сквозь его стенки в поток воды?
AWWA решила проблему проникновения углеводородов, включив заявление о проникновении во все свои стандарты на трубы, включая стандарты для полиэтилена (PE) (C901-08, стр. 6, C906-07, стр. 6), поливинилхлорида (ПВХ). (С900-07 стр. 6, С905-97 стр. 3), стали (С200-05, стр. 7), ковкого чугуна (С110-03, стр. 3) и других. Углеводороды не разлагают полиэтилен, но могут диффундировать через стенку трубы из ПНД в местах сильного загрязнения. Внешний контакт может повлиять на соединения внахлестку сваркой, поэтому после того, как трубы из ПЭВП подверглись воздействию сильно загрязненных грунтов, предпочтение может отдаваться механическим соединениям. Кроме того, несмотря на то, что необходимо принять меры для ограничения воздействия проникновения углеводородов, подавляющее большинство установок водопроводных труб из полиэтилена высокой плотности никогда не будут затронуты этой проблемой. Для более подробного обсуждения и получения информации по этой теме посетите веб-сайт: http://plasticpipe.org/pdf/ppi-comment-permeation-hydrocarbons.pdf
Внешний контакт может повлиять на соединения внахлестку сваркой, поэтому после того, как трубы из ПЭВП подверглись воздействию сильно загрязненных грунтов, предпочтение может отдаваться механическим соединениям. Кроме того, несмотря на то, что необходимо принять меры для ограничения воздействия проникновения углеводородов, подавляющее большинство установок водопроводных труб из полиэтилена высокой плотности никогда не будут затронуты этой проблемой. Для более подробного обсуждения и получения информации по этой теме посетите веб-сайт: http://plasticpipe.org/pdf/ppi-comment-permeation-hydrocarbons.pdf
В. 33 Как соединяются сегменты труб из ПНД?
Труба из полиэтилена высокой плотности легко и надежно соединяется с помощью стандартной процедуры сварки встык. В этом процессе совпадающие концы соединяемых труб выравниваются и нагреваются стандартными инструментами до тех пор, пока поверхности не станут расплавленными. При соединении под умеренным давлением поверхности расплава стекаются друг с другом, образуя монолитное однородное соединение, которое по мере охлаждения материала дает соединения, такие же прочные, как и сама труба.
При соединении под умеренным давлением поверхности расплава стекаются друг с другом, образуя монолитное однородное соединение, которое по мере охлаждения материала дает соединения, такие же прочные, как и сама труба.
Существует несколько других хорошо зарекомендовавших себя процедур термической сварки, используемых для соединения труб из ПЭВП, таких как электромуфта, которая исключительно хорошо подходит для сборки трубы с фитингами или для выполнения врезок или ремонта, и сварка внахлестку, которая используется для подключение сервисной арматуры к сети ПНД. Более подробную информацию о некоторых из этих процедур термической сварки можно найти в стандартах ASTM, таких как F2620, «Стандартная практика соединения полиэтиленовых труб и фитингов термической сваркой», в Руководстве AWWA M55, «PE Pipe — Design and Installation», а также в главе 9.Справочника PPI по полиэтиленовым трубам, 2 nd ed. Кроме того, большинство производителей труб/фитингов публикуют литературу, в которой содержатся их рекомендации по сварке их продукции.
Помимо процесса соединения труб из ПЭВП с помощью термоплавления, их также можно успешно соединять с помощью различных фитингов механического типа. Подробную информацию об этих соединительных системах можно также найти в Главе 9 Справочника, упомянутого выше, или проконсультировавшись непосредственно с производителем труб.
В. 34 Сколько времени занимает изготовление стыкового соединения труб из полиэтилена высокой плотности?
Время, необходимое для изготовления стыкового соединения, зависит от толщины и диаметра стенки трубы, а также от погодных условий в полевых условиях. Чем толще соединяемая труба, тем больше времени требуется для изготовления стыкового соединения, что связано с необходимостью нагрева и охлаждения. По оценкам, для трубы DR11 диаметром 6 дюймов потребуется от 4 до 5 минут, чтобы загрузить трубу, выровнять ее, нагреть и применить усилие плавления. Дополнительные 5-6 минут потребуются, чтобы соединение остыло под давлением. Приблизительно ориентировочно от 1-1/2 до 2 минут на диаметр-дюйм на соединение. В качестве альтернативы, использование некоторых других проверенных и проверенных промышленных технологий термоядерного синтеза может сократить время охлаждения
В качестве альтернативы, использование некоторых других проверенных и проверенных промышленных технологий термоядерного синтеза может сократить время охлаждения
В. 35 Можно ли сваривать трубы из полиэтилена высокой плотности и устанавливать их при отрицательных погодных условиях?
Да, но оператор и сварочный аппарат должны быть защищены от ветра, влаги или метели, чтобы пластина нагревателя равномерно нагревала концы труб. См. рекомендации производителя труб по сварке и монтажу труб из ПЭВП в этих условиях или рекомендации по холодным погодным условиям в ASTM F 2620 «Стандартная практика сварки полиэтиленовых труб и фитингов». В ситуациях, когда погодные условия не позволяют выполнять сварку, следует рассмотреть возможность механического соединения.
В. 36 Какие критерии проверки используются для обеспечения качества сварных соединений?
Во-первых, убедитесь, что сварное соединение выполнено в соответствии с PPI и/или инструкциями производителя трубы/фитинга по процедуре сварки. Это может быть достигнуто путем записи либо вручную, либо с помощью электронного устройства регистрации данных критических параметров каждого сварного шва и сравнения этих данных с утвержденным стандартом, чтобы предотвратить заглубление неправильно сваренного шва в землю. Во-вторых, проверенный временем метод, используемый для проверки сварных соединений в полевых условиях, заключается в визуальном осмотре валика расплава. Многие производители труб предоставляют печатные или видео примеры валиков расплава, иллюстрирующие качественные и не соответствующие стандартам сварные соединения. . См. ASTM F2620, Стандартная практика соединения полиэтиленовых труб и фитингов тепловым сплавлением.
Это может быть достигнуто путем записи либо вручную, либо с помощью электронного устройства регистрации данных критических параметров каждого сварного шва и сравнения этих данных с утвержденным стандартом, чтобы предотвратить заглубление неправильно сваренного шва в землю. Во-вторых, проверенный временем метод, используемый для проверки сварных соединений в полевых условиях, заключается в визуальном осмотре валика расплава. Многие производители труб предоставляют печатные или видео примеры валиков расплава, иллюстрирующие качественные и не соответствующие стандартам сварные соединения. . См. ASTM F2620, Стандартная практика соединения полиэтиленовых труб и фитингов тепловым сплавлением.
В. 37 Следует ли снимать сварной шов с соединения трубы из полиэтилена высокой плотности?
См. главу 9 Справочника PPI PE.
В. 38 Требуется ли обширное обучение для работы на сварочном аппарате?
Большинство людей можно быстро обучить правильному сплавлению труб из ПЭВП; для получения помощи см.![]() PPI TN42, Рекомендуемые минимальные руководства по обучению для операторов обучения сварке полиэтиленовых труб встык для муниципальных и промышленных проектов.
PPI TN42, Рекомендуемые минимальные руководства по обучению для операторов обучения сварке полиэтиленовых труб встык для муниципальных и промышленных проектов.
Q. 39 Как операторы термоядерного синтеза получают квалификацию (или обучение)?
Некоторые производители труб и уполномоченные дистрибьюторы труб, фитингов и сварочного оборудования круглый год проводят программы обучения и квалификации операторов как на месте, так и на своих объектах. Подробная информация о предлагаемой программе обучения изложена в публикации PPI TN42, озаглавленной «Рекомендуемые минимальные рекомендации по обучению операторов стыковой сварки полиэтиленовых труб для муниципальных и промышленных проектов». Процедуры сварки, рекомендованные PPI или производителем труб, должны выполняться для обеспечения качественного соединения.
В. 40 Где взять оборудование для сварки труб из ПНД?
Список производителей оборудования для сварки можно получить, связавшись с PPI. Дистрибьютор труб из ПЭВП или производитель труб также могут предоставить информацию в ответ на этот вопрос.
Дистрибьютор труб из ПЭВП или производитель труб также могут предоставить информацию в ответ на этот вопрос.
механические муфты?
Да, механические муфты обычно используются для ПЭВП размером 2 дюйма и меньше и могут устанавливаться различными способами, например, врезным или с натягом. Для обеспечения однородности, герметичности и коррозионной стойкости систем трубопроводов из ПЭВП предпочтительны соединения, отлитые из смол ПЭВП, по сравнению с металлическими (латунными) соединениями. Механические муфты, отлитые из ПЭВП, могут обеспечить значительную экономию на земляных работах и рабочей силе и, как правило, требуют очень небольшого обучения и инструментов для установки. Эти фитинги для сервисных труб обеспечивают соединения с той же целостностью и ожидаемым сроком службы, что и сварка; тем не менее, некоторые механические соединения требуют использования удерживающих устройств, в то время как другие изделия для механических соединений включают в себя ребра жесткости для предотвращения отрыва конечного соединения. Дополнительная информация о форме и функциях этих продуктов доступна в Справочнике PPI 2 nd ed., главы 9 и 15. Также см. Техническое примечание PPI TN22, Руководство PPI по квалификационным испытаниям механических муфт для полиэтиленовых труб в водопроводе под давлением или в канализации.
Дополнительная информация о форме и функциях этих продуктов доступна в Справочнике PPI 2 nd ed., главы 9 и 15. Также см. Техническое примечание PPI TN22, Руководство PPI по квалификационным испытаниям механических муфт для полиэтиленовых труб в водопроводе под давлением или в канализации.
В. 42 Требуются ли прокладки между поверхностями фланцевых переходников из ПЭВП?
Как правило, не рекомендуется или не требуется использовать прокладку при выполнении соединений, включающих два сопрягаемых фланца из ПЭВП для систем с давлением воды, работающих при давлении 80 фунтов на кв. дюйм или ниже. Однако требуется специальная затяжка системы болтовых соединений, которая может включать повторную затяжку болтов через 4-24 часа после первоначального крутящего момента. PPI публикует техническое примечание TN 38, в котором подробно рассматривается этот вопрос и другие варианты фланцевых соединений между полиэтиленом высокой плотности и другими материалами труб. Настоятельно рекомендуется, чтобы инженер-проектировщик/подрядчик обращался к этому документу при возникновении вопросов, связанных с проектированием или сборкой любого фланцевого соединения, включающего трубы из полиэтилена высокой плотности.
Настоятельно рекомендуется, чтобы инженер-проектировщик/подрядчик обращался к этому документу при возникновении вопросов, связанных с проектированием или сборкой любого фланцевого соединения, включающего трубы из полиэтилена высокой плотности.
В. 43 Как труба из полиэтилена высокой плотности соединяется с трубой из ПВХ?
Способы соединения трубы из ПЭВП с трубой из ПВХ различаются в зависимости от размера и типа ПВХ. Общие методы включают анкерные фитинги со скользящим соединением, переходники с прокладкой и фланцевые соединения. Переходные фитинги из полиэтилена высокой плотности в ПВХ также доступны у некоторых производителей фитингов; также см. дополнительную информацию в документе PPI TN-36 «Общие указания по соединению напорных труб питьевой воды из полиэтилена высокой плотности с системами трубопроводов из DI и ПВХ».
В. 44 Как можно соединить трубу из ПЭВП с другими трубными изделиями, такими как трубы из ковкого чугуна или клапаны ?
Для работы под давлением рекомендуются переходные фитинги из полиэтилена высокой плотности, переходники механических соединений из полиэтилена высокой плотности, переходники с прокладкой, фланцы из полиэтилена высокой плотности и стандартные металлические муфты с внутренними ребрами жесткости. Наиболее распространенным методом является использование переходника HDPE MJ (механическое соединение) для соединения конца трубы HDPE с раструбом DI MJ с использованием комплекта болтов и сальников, поставляемых производителем HDPE MJ. Труба из ПЭВП размера DIPS может быть вставлена непосредственно в раструб MJ с ограничительным кольцом и вставным элементом жесткости для трубы из ПЭВП. При соединении трубы из полиэтилена высокой плотности с трубопроводом с прямым вводом необходимо либо зафиксировать стыки прямого соединения, либо закрепить переходное соединение. Более подробную информацию об этих системах механического соединения можно найти в главе 9.Справочника PPI* по полиэтиленовым трубам, 2 и изд. и PPI TN-36, Общие рекомендации по соединению напорных труб питьевой воды из полиэтилена высокой плотности с системами трубопроводов из DI и ПВХ. Информацию об этих системах также можно получить у производителя труб.
Наиболее распространенным методом является использование переходника HDPE MJ (механическое соединение) для соединения конца трубы HDPE с раструбом DI MJ с использованием комплекта болтов и сальников, поставляемых производителем HDPE MJ. Труба из ПЭВП размера DIPS может быть вставлена непосредственно в раструб MJ с ограничительным кольцом и вставным элементом жесткости для трубы из ПЭВП. При соединении трубы из полиэтилена высокой плотности с трубопроводом с прямым вводом необходимо либо зафиксировать стыки прямого соединения, либо закрепить переходное соединение. Более подробную информацию об этих системах механического соединения можно найти в главе 9.Справочника PPI* по полиэтиленовым трубам, 2 и изд. и PPI TN-36, Общие рекомендации по соединению напорных труб питьевой воды из полиэтилена высокой плотности с системами трубопроводов из DI и ПВХ. Информацию об этих системах также можно получить у производителя труб.
В. 45 Можно ли использовать дроссельные заслонки с фланцевыми трубами из ПЭВП?
Да. В некоторых случаях, в зависимости от размеров поворотного затвора, требуются фланцевые адаптеры поворотного затвора или стандартные фланцевые переходники с коническими прокладками внутреннего диаметра, чтобы клапан мог свободно открываться и закрываться. Проконсультируйтесь с вашим поставщиком фланцевого адаптера или адаптера механического соединения, чтобы обеспечить соответствие размеров.
В некоторых случаях, в зависимости от размеров поворотного затвора, требуются фланцевые адаптеры поворотного затвора или стандартные фланцевые переходники с коническими прокладками внутреннего диаметра, чтобы клапан мог свободно открываться и закрываться. Проконсультируйтесь с вашим поставщиком фланцевого адаптера или адаптера механического соединения, чтобы обеспечить соответствие размеров.
В. 46 Какова рекомендуемая практика соединения трубы из ПЭВП с механическими соединительными клапанами и фитингами ?
Адаптер механического соединения из ПЭВП (MJ) приваривается к трубе из ПЭВП. Адаптер MJ из полиэтилена высокой плотности вставляется в металлический раструб MJ со стандартной прокладкой. Болты через сальник равномерно затягиваются по схеме «звезда», чтобы завершить соединение MJ.
В. 47 Какие фитинги из ПЭВП доступны для труб из ПЭВП?
Доступны фитинги размером от ½” до 65”. Формованные колена, тройники и концентрические переходы являются стандартными до 12 дюймов. Готовые фитинги, которые включают в себя колена, равные тройники, переходные тройники, отводы, крестовины, концентрические переходы и эксцентрические переходы, обычно продаются до 24 дюймов. Фасонные фитинги до 65 дюймов, которые включают колена, равные тройники, переходные тройники, отводы, крестовины, концентрические переходы и эксцентрические переходы, доступны по индивидуальному заказу. Фланцы, переходники для торцевых соединений, седла выпускных патрубков, натяжные головки, переходники для прокладочных соединений, соединения МФТИ, ФИПТ и под приварку доступны в большинстве типоразмеров.
В. 48 Имеются ли клапаны из полиэтилена высокой плотности?
Да, несколько производителей предлагают клапаны из ПЭВП; в настоящее время 16 дюймов — это самый большой размер, доступный для водных приложений.
В. 49 Рекомендуются ли ребра жесткости для переходников механического соединения (MJ)?
Да, некоторые производители рекомендуют ребра жесткости для всех диаметров; другие производители предлагают адаптеры MJ с ребрами жесткости для диаметров 12 дюймов и больше. Для диаметров более 12 дюймов сезонное термическое сжатие и ползучесть под давлением радиальной прокладки могут уменьшить диаметр носовой части адаптера MJ. Но в то время как толщина прокладки одинакова для труб диаметром от 4 до 24 дюймов, уменьшение диаметра переходника, вызванное падением температуры, становится больше с увеличением диаметра. В результате потери компрессии (и герметизирующей способности) резиновой прокладки в больших размерах больше. Следовательно, ребра жесткости рекомендуются для больших диаметров свыше 12 дюймов. Более подробная информация по этому вопросу, а также результаты различных испытаний доступны в технической записке PPI TN22, «Руководство PPI по квалификационным испытаниям механических муфт для полиэтиленовых труб в системах водоснабжения или канализации под давлением», на стр. 9.0166 www.plasticpipe.org. Для получения технической информации обратитесь к производителям переходников MJ из полиэтилена высокой плотности.
В. 50 Пропадут ли имеющиеся на муниципальном складе фитинги из ковкого чугуна, если я перейду на трубопроводную систему из полиэтилена высокой плотности?
Нет. При использовании переходников для механических соединений из полиэтилена высокой плотности полиэтиленовые трубы и фитинги из ковкого чугуна полностью совместимы. Однако из-за гибкости и меньшего радиуса изгиба, которые могут быть достигнуты с трубой из ПЭВП, может потребоваться меньшее количество фитингов.
В. 51 Как обслуживаемые соединения подключаются к магистралям труб из полиэтилена высокой плотности?
Труба из ПЭВП может иметь холодную или горячую (под давлением) врезку с использованием доступных в настоящее время трубных изделий. Врезные тройники для сварки седел, тройники для врезки с помощью электромуфты, седла для электромуфтовой сварки и ответвления-седла легко доступны. Существует несколько механических соединений с болтовым креплением, сертифицированных для использования с трубопроводами из полиэтилена высокой плотности. С таким разнообразием фитингов врезка является простой процедурой. Более подробная информация по этой теме доступна в главе 9.Справочника PPI по полиэтиленовым трубам, 2 nd ed.
В. 52 Можно ли использовать врезную втулку/седло на болтах с трубой из ПЭВП?
Вообще говоря, многие производители седел имеют седла/втулки, специально предназначенные для использования с трубами из ПЭВП, и они, как правило, такие же, как те, которые используются для труб из ПВХ, а иногда такие же, как и те, которые используются для труб из ковкого чугуна. Сервисные седла часто включают двойные ремни или очень широкие ремни и тарельчатые (пружинные) шайбы для использования с трубами из ПЭВП, так что натяжение хомута остается постоянным после того, как гайки правильно затянуты. Что касается врезных втулок, то некоторые производители, такие как JCM, указывают, что, если это цельная втулка в соответствии с AWWA C110/111, ее можно использовать на трубах из полиэтилена высокой плотности.
В. 53 Можно ли нарезать прямую резьбу на трубе из ПЭВП с помощью тех же инструментов, которые обычно используются для нарезания резьбы на трубах из ПВХ или труб из ковкого чугуна?
Нет. Не рекомендуется использовать резьбу с резьбой на трубопроводах из полиэтилена высокой плотности. Отраслевые стандарты для сервисных отводов для сетей из полиэтилена высокой плотности рекомендуют использовать тройники для врезки внахлестку, электросварные тройники, врезки-врезки и определенные металлические механические зажимы.
В. 54 Труба из ПЭВП расщепляется таким же образом, как это может произойти при неправильной установке трубы из ПВХ постучал?
Нет. Из-за пластичности полиэтилена высокой плотности и конструкции фитингов, используемых для врезки, при правильной «горячей» врезке трубы из полиэтилена высокой плотности не произойдет расщепления.
В. 55 Можно ли соединять трубы из ПЭВП с помощью растворяющих муфт?
Нет. В настоящее время не известны клеи или клеи на растворителях, подходящие для герметизации под давлением или обладающие достаточными прочностными характеристиками для соединения труб из полиэтилена высокой плотности. Тепловая сварка, которая включает в себя сварку встык, электросварку, сварку внахлестку и механические соединения, являются единственными методами соединения труб из ПЭВП.
В. 56 На какую глубину можно устанавливать трубы из полиэтилена высокой плотности?
См. ответ на вопрос 27.
В. 57 Отличаются ли процедуры обратной засыпки для труб из полиэтилена высокой плотности и труб из ПВХ?
Нет. Трубопроводы из ПЭНД и ПВХ устанавливаются с использованием одних и тех же стандартных процедур обратной засыпки. Оба являются пластиковыми материалами, требующими одинаковых соображений для правильной заделки и обратной засыпки. Однако особенности применения могут несколько повлиять на это. Например, трубы с очень высоким DR (более тонкостенные), установленные под неглубоким покрытием, подверженным временным нагрузкам, могут потребовать более высокого уровня уплотнения закладочного материала, чем требуется для труб с более низким DR, т.е. более жестких труб. Поэтому рекомендуется всегда следовать процедурам установки/засыпки, рекомендованным производителем труб из ПНД, или обращаться к Главе 7 о подземной прокладке полиэтиленовых труб в Справочнике PPI по полиэтиленовым трубам, 2 -й -й изд.
В. 58 Требуется ли для труб из ПНД катодная защита? Можно ли его устанавливать в «горячие» грунты, воздействующие на металлическую трубу ?
Труба из полиэтилена высокой плотности не подвергается гальванической коррозии, поэтому ее можно безопасно прокладывать в горячих грунтах, которые воздействуют на металлические трубы, и нет необходимости в катодной защите.
В. 59 Требуются ли упорные блоки для подземных труб из полиэтилена высокого давления под давлением?
См. ответ на вопрос 29.
В. 60 Каков допустимый радиус изгиба трубы из ПНД? Как это по сравнению с трубой из ПВХ?
Трубы из ПЭВП можно безопасно сгибать до меньшего радиуса, чем из ПВХ; для трубы того же размера радиус трубы из ПЭВП составляет около 1/10 th радиуса трубы из ПВХ. HDPE может быть согнут в холодном состоянии до размеров, показанных ниже, для длительного применения на основе трубы DR. Кроме того, трубы из полиэтилена высокой плотности могут быть согнуты до меньшего радиуса для краткосрочного применения, например, во время установки.
В. 61 Как расположены трубопроводы из ПЭНД?
Во время установки над трубой из ПЭВП необходимо закопать трассирующий провод, чтобы облегчить его расположение в будущем. Если над пластиковой трубой не было проложено металлической проволоки, можно использовать георадар или акустический резонанс.
В. 62 Каковы рекомендуемые процедуры опрессовки трубопровода из полиэтилена высокой плотности?
Труба из ПЭВП должна быть испытана под давлением в соответствии с рекомендациями PPI (ПРИМЕЧАНИЕ: другие трубы с раструбом и патрубком испытываются иначе, чем трубы из ПЭВП, т. е. допустимая скорость утечки раструба и патрубка по сравнению с расширением полиэтилена). Подробную информацию по этому вопросу см. Глава 2 Справочника PPI по полиэтиленовым трубам, 2-е изд. и ASTM F2164, Стандартная практика полевых испытаний на герметичность полиэтиленовых (ПЭ) систем напорных трубопроводов с использованием гидростатического давления
В. 63 По сравнению с основным трубопроводом, какой диаметр трубы из ПНД должен быть указан при прокладке ?
В качестве общего или удобного эмпирического правила при применении скользящей облицовки с размерами до 24 дюймов внешний диаметр трубы-футеровки из ПЭВП должен составлять около 90 процентов внутреннего диаметра существующей несущей трубы. Для больших размеров внутренний диаметр основной трубы должен быть примерно на 2 дюйма больше, чем внешний диаметр трубы-футеровки из ПЭВП, но это зависит от многих факторов, включая прогиб, провисание, изгибы, препятствия и т. д. в основной трубе. Следовательно, рекомендуется, чтобы инженер-проектировщик обратился к Главе 11 Справочника PPI по полиэтиленовым трубам, 2 -й -й изд. который охватывает «Восстановление трубопровода путем прокладки с помощью полиэтиленовой трубы».
В. 64 Есть ли другой способ остановить слежение за грунтовыми водами в люке, кроме использования химического цементного раствора?
Да. Когда труба из ПЭВП входит в люк или выходит из него, лучше всего использовать соединительное уплотнение или гидрозатвор (также называемый фланцем для лужи) с герметизирующим раствором. Уплотнительное кольцо или гидрозатвор предотвратят просачивание воды между трубой и цементным раствором.
В. 65 Необходимо ли заливать цементным раствором все кольцевое пространство при скользящей облицовке трубой из ПЭВП для подачи воды под давлением?
Это зависит от нескольких факторов, таких как сравнение приложенного внутреннего рабочего давления с внешним давлением от возможных внешних нагрузок, включая нагрузку от грунта, гидростатическую нагрузку и дополнительную нагрузку. Но в то время как заливка мест соединения систем с внутренним давлением является обычной, заливка всего кольцевого пространства часто не требуется. В любом случае настоятельно рекомендуется, чтобы инженер-проектировщик провел анализ проекта, прежде чем принимать решение о подходе к этому вопросу. За более подробной информацией читатель может обратиться к главам 6 и 11 Справочника PPI по полиэтиленовым трубам, 2 -й -й изд.
В. 66 Существуют ли рекомендации по максимальной длине трубы из ПЭВП, которую можно протянуть по поверхности после сплавления секций?
Конечно, целью является удержание растягивающего напряжения в трубе в пределах допустимых значений для типа трубы и условий. Максимальная длина вытягивания зависит от прочности на растяжение и веса полиэтиленовой трубы, температуры, при которой труба будет манипулироваться, физических размеров трубы и сопротивления трения по длине полиэтиленовой трубы. Доступны ролики для труб, которые уменьшают трение между трубой и землей и позволяют тянуть более длинные трубы. Уравнения 8 и 9из главы 11 «Восстановление трубопровода путем прокладки с помощью полиэтиленовой трубы» Справочника PPI по полиэтиленовым трубам, как правило, используются для определения максимально допустимой длины протяжки. Одним из важных факторов в этих расчетах является прочность на растяжение конкретного изделия из полиэтиленовых труб, которую необходимо получить из литературы производителя.
В. 67 Когда вода замерзает в трубопроводе из полиэтилена высокой плотности, не повредит ли она трубу? Как лучше эффективно разморозил?
Когда вода замерзнет в трубе из полиэтилена высокой плотности, она не разорвет ее, но труба расширится вместе со льдом. Очевидно, что применение тепла к замерзшему участку является действительно единственным практическим способом его оттаивания. Но из соображений безопасности, и чтобы не повредить трубу, делать это нужно очень осторожно. Одним из методов является трассировка тепла. Это включает в себя обертывание пораженного участка металлической лентой, чувствительной к давлению, поверх которой наматывается ограниченная температура (120 град.0025 или F максимум) лента для обогрева. Металлическая лента способствует равномерному распределению тепла по поверхности трубы. Также доступны тепловые одеяла, однако горелки или дуговые сварочные аппараты не следует использовать для оттаивания трубы из ПНД. Обратитесь к производителю труб за более подробной информацией об этой или других процедурах оттаивания, рекомендованных для использования с трубами из ПЭВП.
В. 68 Какой процент царапин или рубцов на внешней поверхности допустим на трубе из ПЭВП высокого давления ?
Рубцы максимальной глубиной 10 % от толщины стенки напорной трубы, как правило, допустимы. Фактически, AWWA M55 утверждает, что «незначительные царапины или потертости не ухудшают работоспособность». В нем также говорится, что «трубы с выемками или надрезами, превышающими 10 процентов толщины стенки изделия, обычно не должны использоваться».
В. 69 Можно ли проколоть трубу из полиэтилена высокой плотности; как это ремонтируется?
Как правило, землеройным оборудованием можно разрезать только трубы из ПЭВП малого диаметра. И хотя можно проколоть трубу диаметром более 6 дюймов IPS с помощью экскаватора, это, как правило, редкое явление. Чаще всего повреждения экскаватора проявляются в виде перегиба трубы. При больших диаметрах экскаватор не может захватить трубу или проникнуть в толстую стенку. При возникновении внешних сторонних повреждений существует несколько методов ремонта. Для небольших проколов можно использовать электрофузионные пластыри. При более крупных повреждениях вырежьте поврежденный участок, затем вставьте кусок катушки и соедините ее на каждом конце с выходной трубой с помощью механических фитингов, фланцевых адаптеров или электромуфт. В зависимости от степени повреждения хомуты с полным кругом также могут использоваться в качестве метода временного ремонта. Более подробную информацию по этому вопросу можно найти в Главе 15 Справочника PPI по полиэтиленовым трубам, 2 -й -й изд. Также см. PPI TN-35, Общие указания по ремонту заглубленных напорных труб питьевой воды из полиэтилена высокой плотности.
В. 70 Как отремонтировать трубу ПНД без использования термоплавки?
Как упоминалось в ответе на предыдущий вопрос, можно использовать механические фитинги. На рынке есть несколько типов, которые работают очень хорошо. Опыт показал, что большинство механических фитингов лучше всего работают в сочетании с ребрами жесткости и ограничителями из нержавеющей стали. Для получения подробной информации обратитесь к производителю труб или обратитесь к главе 15 справочника PPI. Также см. PPI TN-35, Общие указания по ремонту заглубленных напорных труб питьевой воды из полиэтилена высокой плотности.
В. 71 Как отремонтировать трубу из ПНД, если канава заполнена водой?
Если канаву можно осушить, а трубу высушить, можно использовать ремонт плавлением. В противном случае рекомендуется механический ремонт. Также см. PPI TN-35, Общие указания по ремонту заглубленных напорных труб питьевой воды из полиэтилена высокой плотности.
В. 72 В каких случаях требуется вставка ребра жесткости?
Ребра жесткости обычно используются при вставке трубы из ПЭВП в раструб из ПВХ или раструб DI MJ. Ребро жесткости обеспечивает прижатие прокладки к полиэтиленовой трубе. Ребра жесткости также обычно используются в большинстве механических фитингов и адаптерах MJ диаметром более 12 дюймов. См. также ответы на вопросы 11 и 16 под заголовком «Присоединение» в этом документе. Также см. PPI TN-35, Общие указания по ремонту заглубленных напорных труб питьевой воды из полиэтилена высокой плотности.
В. 74 Можно ли использовать дисковый затвор на трубе из полиэтилена высокой плотности?
См. ответ на вопрос 45.
В. 75 Можно ли использовать скребки для труб из ПЭВП?
Да, но следует использовать мягкую скребку.
F. Затраты
В. 76 Как использование труб из ПЭВП позволит сэкономить деньги?
См. ответ на вопрос 6.
В. 77 Почему цены на трубы из ПНД колеблются?
Как и для всех продуктов, существует множество причин, по которым их цена может измениться, стоимость сырья, соотношение предложения и спроса, транспортные расходы, производственные затраты (труд, энергия) и т. д. Например, исходным сырьем для труб из ПЭВП является смола из ПЭВП. который представляет собой искусственный пластик на нефтяной основе. Таким образом, если цены на нефть меняются, меняется и цена смолы, из которой изготовлена труба.
В. 78 Как соотносятся цены на трубы из ПНД с ценами на трубы из ПВХ C-900?
Трубы из ПВХ и ПЭВП имеют примерно одинаковую цену при сравнении на той же основе; например, использование одного и того же номинального рабочего давления (WPR) и одного и того же наружного диаметра трубы и одной и той же минимальной скорости потока 5 футов в секунду приводит к получению труб с одинаковой стоимостью.
В. 79 Какова стоимость труб из ПЭВП по сравнению с трубами из ВЧШГ?
Стоимость труб из ВЧШГ и труб из ПЭВП сопоставима в зависимости от материала, если не принимать во внимание преимущества установки более длинных и легких изделий из ПЭВП. Кроме того, коррозионностойкие, герметичные и удобные в обслуживании системы трубопроводов из ПЭВП обеспечивают явное и значительное долгосрочное преимущество по стоимости по сравнению с ковким чугуном.
В. 80 Какими будут первоначальные инвестиции для покупки оборудования для стыковой сварки для плавки до 12 дюймов размер трубы из ковкого чугуна Труба из полиэтилена высокой плотности?
В настоящее время существует множество различных типов машин, размеров, моделей и производителей, из которых можно выбрать машину для стыковой сварки. Поэтому лучшим ответом на этот вопрос является консультация непосредственно с производителем оборудования для сварки или с дистрибьютором труб и фитингов из полиэтилена высокой плотности для получения совета и предложения. Посетите веб-сайт PPI: www.plasticpipe.org, чтобы ознакомиться со списком производителей сварочных аппаратов.
G. Истории болезни
В. 81 Как долго трубы из ПЭВП используются в системах распределения и передачи воды?
ПЭВП используется для этих целей уже более 50 лет. После многих лет эксплуатации, проверенных на практике, он стал стандартизированным материалом и продуктом. Первый стандарт Американской ассоциации водопроводных сооружений (AWWA) для труб из полиэтилена высокой плотности, C901 «Полиэтиленовые (ПЭ) напорные трубы и трубки, ½ дюйма. (13 мм) до 3 дюймов. (76 мм) для водоснабжения», был принят в 1978 году. Стандарт AWWA для труб из ПЭВП большего размера, C906, «Полиэтиленовые (ПЭ) напорные трубы и фитинги 4 дюйма. (100 мм) до 63 дюймов. (1600 мм) для распределения и передачи воды» был принят в 1990 году.
Q. 82 Где я могу найти список исторических установок труб из полиэтилена высокой плотности, которые успешно использовались в проектах по распределению питьевой воды, передаче и пересечении рек ?
PPI и ее члены ведут обширный список тематических исследований и городов, в которых установлены трубы для передачи, распределения и обслуживания воды из полиэтилена высокой плотности. Частичный список тематических исследований см. на веб-сайтах PPI и членов PPI: http://plasticpipe.org/municipal_pipe/
В. 83 Какой длины доступны трубы из полиэтилена высокой плотности?
Труба из полиэтилена высокой плотности доступна в бухтах, катушках или прямых участках (сочленениях). Катушки обычно доступны для труб диаметром 2 дюйма и меньше. Змеевик может содержать 1000 или более футов трубы. Диаметры 3″, 4″ и 6″ также могут изготавливаться в бухтах или катушках (стальные или деревянные рамы), но для этих размеров также распространена прямая длина. При диаметре 3 дюйма и больше прямые длины обычно составляют 40 или 50 футов. Более длинные трубы, т. е. 53 дюйма, также могут быть вариантом для труб большего диаметра в крупных проектах, где выгодно минимизировать количество сварных соединений и, таким образом, снизить затраты на строительство.
В. 84 Какой метод подходит для обнаружения утечек в трубах из полиэтилена высокой плотности?
Труба из полиэтилена считается имеющей наименьший уровень утечки (о чем свидетельствует его использование в распределении природного газа). В качестве трубопровода с нулевым уровнем утечки не существует рекомендуемых спецификаций для обнаружения утечек. Обнаружение утечек — это развивающаяся область со многими технологическими улучшениями. Одним из наиболее многообещающих методов является аудиотехника, которая прислушивается к звуку, издаваемому при неравномерном течении жидкости через незапланированное отверстие в трубе.
В. 85 Существуют ли рекомендуемые DR для труб из ПЭВП для направленного бурения?
Труба из ПЭВП, используемая в наклонно-направленном бурении, должна быть рассчитана на сопротивление внутреннему давлению, внешним нагрузкам и силам отталкивания. Таким образом, не существует стандарта или «поваренной книги» по выбору DR. Тем не менее, имеются данные, которые помогут проектировщику сделать правильный выбор толщины стенки. Для получения подробной информации по этому вопросу, пожалуйста, обратитесь к Главе 12 Справочника PPI по полиэтиленовым трубам, 2 -й -й изд. Аналогичная информация также может быть доступна в опубликованной литературе производителя труб из ПЭВП.
В. 86 Если сравнивать трубы из полиэтилена высокой плотности с трубами из других материалов, каков уровень их признания на рынке водоснабжения ?
Труба из полиэтилена высокой плотности является самым быстрорастущим продуктом на рынке водоснабжения. Процентные темпы роста использования труб из ПЭВП за последнее десятилетие выражались двузначными числами. Судя по ежегодным отчетам других трубных ассоциаций, это намного выше темпов роста других материалов и выше темпов роста самого рынка водопроводных труб. Трубы из полиэтилена высокой плотности получили широкое распространение благодаря своей коррозионной стойкости, самоудерживающемуся сварному соединению с нулевой утечкой, долговечности, низким эксплуатационным расходам и отличной многолетней истории эксплуатации. В дополнение к рынку воды, ядерная промышленность приняла ПЭВП для своих безопасных и не связанных с безопасностью линий охлаждающей воды.
В. 87 Сколько воды обычно теряется в месяц из скважины диаметром ¼ дюйма?
NASSCO сообщает, что отверстие размером с карандаш (диаметром 1/4 дюйма) в магистрали на 80 фунтов на квадратный дюйм приводит к потере примерно 15 000 галлонов в день или 450 000 галлонов в месяц.
В. 88 Почему ASTM D1248 является устаревшим стандартом для труб из полиэтилена высокой плотности?
Информация о пластиковых материалах для труб была удалена из ASTM D1248 в 1989 году и заменена ASTM D3350 «Стандартными техническими условиями на полиэтиленовые пластиковые трубы и фитинги». ASTM D 1248 был первоначально опубликован в 1952 и озаглавлен «Стандартные технические условия на полиэтиленовые пластмассы, экструзионные материалы для проволоки и кабеля». В дополнение к проволоке и кабелю ранняя версия этого стандарта также распространялась на полиэтиленовые материалы для труб. По мере роста производства полиэтиленовых труб потребность в отдельной стандартной спецификации для труб стала очевидной. Результатом стала разработка ASTM D3350, который был впервые опубликован в 1974 году и продолжает использоваться сегодня как единственная стандартная спецификация ASTM, которая применяется к выбору материалов для использования в производстве полиэтиленовых труб и фитингов.
В. 89 Что случилось с требованием испытания ESCR (стойкость к растрескиванию под воздействием окружающей среды)?
Он устарел из-за разработки новых, более прочных высокоэффективных материалов HDPE, которые оказались практически невосприимчивыми к отказам в тесте ASTM D1693 ESCR. Это испытание было заменено ASTM F 1473 «Стандартный метод испытаний на растяжение с надрезом для измерения сопротивления медленному росту трещин полиэтиленовых труб и смол». Его обычно называют тестом PENT, и он более точно моделирует реальные полевые условия с точки зрения его способности обеспечить измерение сопротивления трубы инициированию и распространению медленного роста трещины (SCG), которая может возникнуть в результате непредвиденной локальной интенсификации напряжения. Для получения более подробной информации об этом испытании и его значении читатель может обратиться к самому стандарту ASTM или к главе 3 Справочника PPI по полиэтиленовым трубам, 2 -й -й изд.
// ]]>
Полибутилен для инспекторов — InterNACHI®
Ник Громицко, CMI® и Кентон Шепард
Полибутилен (ПБ) — это пластик, который производился в период с 1978 по середину 1995 года для использования в домах в качестве трубопроводов. водопроводные системы. Он был недорогим и обладал множеством преимуществ перед другими материалами, такими как гибкость, простота монтажа, устойчивость к замерзанию. В этот период трубы из полибутилена были установлены в 10 миллионах домов в США. Несмотря на свои сильные стороны, производство было прекращено в середине 1996 после того, как появилось множество заявлений о том, что полибутиленовые трубы разрываются и причиняют материальный ущерб. В домах, которые все еще содержат этот материал, домовладельцы должны либо платить за замену труб, либо рисковать потенциально дорогостоящей поломкой сантехники.
Почему полибутилен выходит из строя?
Два исследования, особенно в статьях, опубликованных Университетом штата Иллинойс в Чикаго, показали, что некоторые дезинфицирующие средства могут вступать в реакцию с полибутиленом и вызывать его расслоение в любом месте трубопроводной системы PB. Небольшие трещины могут со временем углубляться и, в конечном итоге, пробиться к внешней стороне трубы, позволяя воде вытекать. Некоторые производители, однако, утверждают, что большинство утечек происходит в соединениях и соединениях, где утечка, вероятно, появится, если труба будет установлена неправильно. Несмотря на это утверждение, коллективные иски, поданные против производителей ПБ, были успешными, и в результате выплаты домовладельцам достигли 1 миллиарда долларов.
Полибутиленовые трубы должны быть заменены
Хотя никакие правила не требуют замены полибутиленовых труб другими материалами, многие сантехники рекомендуют делать это за несколько тысяч долларов. Утечка может произойти без предупреждения и может привести к затоплению и серьезному повреждению интерьера дома, если она не будет немедленно остановлена. Трубы из ПБ, установленные за гипсокартоном, могут протекать незаметно в течение длительного периода времени и вызывать повреждения от плесени и воды. InterNACHI считает, что гораздо дешевле заменить полибутиленовые трубы до того, как они выйдут из строя и их содержимое попадет на пол, технику и мебель. Они также могут снизить стоимость дома или продлить его время на рынке. Домовладельцы могут столкнуться с более высокими страховыми взносами или полностью отказаться от покрытия. Для домовладельцев, обеспокоенных этой проблемой и желающих заменить в своем доме трубопровод из ПБ на медь или другой материал, существуют компании, специализирующиеся на этом виде работ.
Идентификация полибутилена
Инспектор может использовать следующие советы для идентификации полибутиленовой сантехники. Полибутиленовые трубы бывают:
- обычно имеют клеймо «PB2110»;
- гибкие и иногда изогнутые, в отличие от жестких материалов для трубопроводов, таких как медь;
- не используется для сточных, дренажных или вентиляционных труб;
- чаще всего серого цвета, но они также могут быть белыми, серебристыми, черными или синими.
 Blue PB используется в основном на открытом воздухе и должен использоваться только для подачи холодной воды. Инспекторы должны знать, что черные или белые трубы могут быть не из полибутилена (они могут быть из полиэтилена или ПВХ соответственно). Кроме того, цвет PB несколько зависит от региона. Например, опытные домашние инспекторы в Калифорнии могут никогда не столкнуться с серым ПБ, в то время как в других местах он довольно распространен;
Blue PB используется в основном на открытом воздухе и должен использоваться только для подачи холодной воды. Инспекторы должны знать, что черные или белые трубы могут быть не из полибутилена (они могут быть из полиэтилена или ПВХ соответственно). Кроме того, цвет PB несколько зависит от региона. Например, опытные домашние инспекторы в Калифорнии могут никогда не столкнуться с серым ПБ, в то время как в других местах он довольно распространен; - Диаметр от ½ до 1 дюйма.
Полибутиленовые трубы могут находиться внутри или снаружи дома в любом из следующих мест:
Внутри:
- выступающие из стен для подачи воды в раковины и туалеты;
- проход по потолку в недостроенных подвалах;
- возле водонагревателя.
Снаружи:
- вход в дом через стену подвала;
- у счетчика воды;
- на главном запорном кране воды.
Примечание:
- Домашняя инспекция не обязана отмечать наличие полибутилена, и не следует проводить тесты на наличие слабых мест. Любой износ полибутиленовых труб происходит изнутри и не может быть обнаружен без отключения воды и демонтажа трубы, что выходит далеко за рамки норм практики домашнего осмотра.
- Инспекторы должны проверять всю трубу на предмет PB, а не только ее часть. Было обнаружено, что в некоторых системах медных трубопроводов в местах соединения используется ПБ. Распространенным примером такого соединения является соединение трубы PB с медными «заглушками», которые питают сантехнику.
Другие материалы для трубопроводов, которые не следует путать с PB:
- PEX (на фото справа). Распространенный в системах лучистого отопления, этот сшитый полиэтилен может быть черного, синего или красного цвета. Он легче скручивается и более гибкий, чем ПБ. Он может выдерживать более высокие температуры, чем полиэтилен.
- ПВХ. Популярный строительный материал, обычно используемый для сантехники в жилых домах. ХПВХ получают из ПВХ и также используют в сантехнике. Оба кажутся белыми или не совсем белыми и могут быть гибкими или жесткими.
- Полиэтилен: гибкий материал черного цвета.
- Медь. Медь — это металл, который никогда не следует путать с PB.
В случае сомнений можно связаться с лицензированным сантехником, чтобы определить, изготовлена ли труба из ПБ.
Пройдите бесплатный онлайн-курс InterNACHI по полибутиленовой сантехнике.
Пройдите бесплатный онлайн-курс InterNACHI «Обзор сантехники в жилых помещениях для инспекторов».
Опасность для здоровья ПВХ
Полимеры | Бесплатный полнотекстовый | Краткосрочные и долгосрочные характеристики трубных компаундов, содержащих полиэтиленовые отходы вторичного использования из упаковочных отходов
1. Введение
Нормативные акты и недавняя маркетинговая деятельность подтолкнули пластмассовую промышленность к представлению решений, которые приведут к циркулярной экономике пластмасс. В Европейском союзе (ЕС) Европейская комиссия поддерживает это развитие, провозглашая цели по более широкому использованию переработанного пластика в новых продуктах [1] и цели по переработке отходов пластиковой упаковки [2]. Несмотря на то, что в бутылках для напитков из полиэтилентерефталата (ПЭТ) существуют четко выраженные минимальные процентные значения содержания рециклата [3], не существует правил использования полиэтилена (ПЭ) вторичного сырья (ПЦР) или, скорее, переработанного полиэтилена (рПЭ) из упаковки. напрасно тратить.
Тем не менее, rPE используется и рекламируется в упаковке (непищевых) продуктов. Кроме того, Европейская комиссия также исследует использование PCR в неупаковочных материалах, таких как трубы, поскольку они демонстрируют «хороший потенциал для использования переработанного содержимого» [1].
Рециклированные полиэтиленовые трубы, бывшие в употреблении, используются редко, а их полезность сомнительна. Учитывая длительный цикл использования труб, отходы полиэтиленовых труб, бывшие в употреблении, могут иметь возраст несколько десятков лет, а их характеристики хуже, чем у современных составов материалов для труб. Хотя некоторые европейские стандарты разрешают использование непервичных материалов, происходящих из трубной продукции в соответствии с европейскими стандартами для труб, они, по крайней мере, на данный момент, четко запрещают использование рециклатов из нетрубной продукции или внешних источников [4,5,6]. ,7,8]. Помимо происхождения материала, ограничивающими факторами являются эксплуатационные характеристики, зависящие от области применения (от газопроводов высокого давления до безнапорных дренажных труб). Ограниченное использование рециклатов из источников отходов, отличных от труб, вполне вероятно для высокопроизводительных трубопроводов с высоким риском, таких как трубы для газа под давлением или трубы для питьевой воды. Тем не менее, rPE может по-прежнему использоваться для (частичной) замены первичного материала в трубопроводах без давления с низким уровнем риска, таких как дренажные, канализационные трубы или трубы-оболочки, при условии, что они соответствуют необходимым эксплуатационным характеристикам.
Смолы для труб должны пройти обширную программу испытаний, прежде чем они будут допущены к использованию в трубных изделиях. Они должны, в зависимости от применения трубы, соответствовать ограничениям свойств, касающимся плотности, времени индукции окисления, скорости течения расплава, содержания воды, содержания сажи и, наконец, сажи и/или дисперсии пигмента [6]. Многие из этих свойств зависят от конечной стадии обработки, то есть после окончательного добавления и смешения смолы.
Однако отличительной особенностью полимеров для труб являются их механические характеристики, достичь которых также сложнее. Поэтому в качестве первого шага в разработке материалов стоит изучить эти свойства. Это обычно включает в себя испытания произведенных труб для измерения таких свойств, как устойчивость к быстрому распространению трещин с помощью теста S4 [9].] или сопротивление медленному росту трещин (SCG) с помощью испытания на трубе с надрезом [10]. Хотя эти испытания, без сомнения, являются наиболее реалистичным моделированием механических характеристик трубы, они слишком дороги и требуют много времени на ранних стадиях разработки материала и для начального отбора многих потенциальных смол для труб. Для испытаний компаундов с точки зрения разработки материалов в рамках стандартов предлагаются другие испытания, такие как испытание на модуль упругости при деформации [11], испытание на ползучесть с полным надрезом [12] и испытание на растрескивание круглого стержня (CRB) [13]. ].
Предыдущие эксперименты показывают успешное включение rPE из различных категорий продуктов с чистотой PE100 в компаунды за счет выполнения нескольких краткосрочных и долгосрочных рабочих параметров [14,15,16]. Хуан и др. [14] обнаружили, что смешивание rPE с первичным материалом трубы способно улучшить некоторые краткосрочные эксплуатационные характеристики, такие как предел текучести, модуль изгиба или сопротивление быстрому распространению трещин, которые измерялись с помощью энергии удара плоского напряжения, по сравнению с первичным материалом. материал. Однако, по их выводам, устойчивость к SCG неуклонно снижалась с более высоким содержанием рециклата для каждой используемой категории рециклата. Таким образом, сопротивление SCG представляет собой важный показатель того, какое количество определенного rPE может быть смешано с новым сортом трубы до того, как полученный состав перестанет соответствовать требованиям к характеристикам.
В настоящей статье два коммерчески доступных СЭП постпотребителя, полученные из отходов пластиковой упаковки, были смешаны с ПЭ100-RC, трубным сортом ПЭ100 с повышенной устойчивостью к SCG [6], и впоследствии охарактеризованы с точки зрения краткосрочной и долгосрочной механические характеристики, чтобы определить их применимость для трубопроводов с более низкими характеристиками. Несколько новых марок труб различных классов давления были испытаны на стойкость к SCG и использовались в качестве эталонов для оценки характеристик произведенных компаундов. В рамках данной работы метод испытаний CRB [13] был использован для исследования сопротивления SCG, как того требуют стандарты труб [6,7], широко принятые научным сообществом [17,18,19,20,21], и авторы имеют опыт работы с этим методом, как показано в предыдущих публикациях [22,23,24]. Кроме того, механические испытания были дополнены базовыми характеристиками, что позволило получить исчерпывающий профиль свойств.
Тем не менее, наиболее многообещающие кандидаты из этих первых этапов разработки материала должны быть подвергнуты дополнительным испытаниям на смоле и на уровне трубы, чтобы выполнить требования, необходимые для допуска в качестве смолы для труб, что не входит в рамки данного исследования.
2. Материалы и методы
Для целей настоящего исследования были предоставлены самые чистые из имеющихся ВЧЭ от двух немецких перерабатывающих компаний. Эти два рециклата в дальнейшем будут называться rPE-A и rPE-B. rPE-A поставлялся в виде серых гранул и в основном состоял из предварительно рассортированных бытовых пластиковых отходов. rPE-B поставлялся в виде гранул натурального цвета и в основном состоял из потребительской упаковки (например, бутылок из-под шампуня и моющего средства) из «желтого мешка», который является отдельным потоком сбора пластиковой упаковки в Германии [25].
Для сравнения и компаундирования в виде гранул были приобретены трубные материалы из первичного полиэтилена со спецификациями PE100-RC, PE100 и PE80. Хотя PE100-RC и PE100 были материалами для экструзии с заданной скоростью течения расплава (MFR) 0,25 г/10 мин и представляют собой верхние эталонные показатели, марка PE80 с заявленным MFR 0,8 г/10 мин предназначена для используется, например, для литья под давлением трубопроводной арматуры и представляет собой более низкий эталон производительности.
Смеси первичного PE100-RC и рециклатов компаундировали на двухшнековом экструдере Leistritz ZSE MAXX 18 40/48D (Leistritz Extrusionstechnik GmbH, Нюрнберг, Германия) с используемым соотношением L/D 40D, шнеками, вращающимися в одном направлении, шнеком. скорость 400 об/мин и массовая производительность около 8–10 кг/ч. Три гравиметрических питателя, два Brabender DSR28 для гранул и один Brabender Minitwin для порошка стабилизатора (Brabender Technologie GmbH & Co. KG, Дуйсбург, Германия) использовались для обеспечения постоянного соотношения исходного материала, рециклата и конфиденциального рецепта обработка и долговременные стабилизаторы, то есть первичные и вторичные антиоксиданты, чтобы предотвратить дальнейшую деградацию во время компаундирования материалов. Включение стабилизаторов является важным инструментом для повышения стойкости смолы, а затем и трубы к деградации, а эффективность первичных и вторичных антиоксидантов хорошо изучена в научной литературе [26], академических диссертациях [27] и научном сообществе [28]. ]. Тем не менее, стабилизация материалов не должна влиять на механические свойства, измеренные в рамках данной статьи, поскольку к образцам не применялось старение и не проводились длительные испытания в среде и/или при повышенных температурах. Поэтому влияние применяемой стабилизации в настоящей работе не исследовалось.
Поскольку ПЦР содержат неизвестные типы и дозы стабилизаторов, влияние ПЦР на устойчивость к деградации полученных соединений может быть интересной темой для изучения в будущих исследованиях.
Поскольку материалы PE100-RC демонстрируют самую высокую стойкость к медленному росту трещин (SCG), ожидается, что соединения, содержащие PE100-RC, продемонстрируют максимально возможные характеристики в этой области. Таким образом, смеси, содержащие PE100-RC и 25%, 50% и 75% рециклата, были получены с rPE-A и rPE-B соответственно. Соединения, содержащие PE100-RC и rPE-A, в дальнейшем называются A25, A50 и A75. Те, которые содержат PE100-RC и rPE-B, будут называться B25, B50 и B75. Список всех соединений вместе с соотношением смешивания представлен в таблице 1, а репрезентативные изображения с идентичными настройками экспозиции для использованных гранул показаны на рисунке 1.
Измерения MFR проводились при 190 °C при статической нагрузке 5 кг на индикаторе течения расплава Zwick/Roell Mflow (ZwickRoell GmbH & Co. KG, Ульм, Германия) в соответствии с ISO 1133-1 [29]. Надрезы делались через каждые 3 мм движения поршня. Измеряли время между разрезами и взвешивали каждый экструдат на электронных весах ABS 220-4 (Kern & Sohn GmbH, Балинген, Германия). Экстра- и интерполяция на 10 мин рассчитывали ПТР в г/10 мин для каждого разреза. Для каждого материала было проведено одно измерение. В рамках одного измерения было сделано 6 срезов, которые использовались для расчета средних значений и стандартных отклонений.
Большинство протестированных материалов имеют ПТР ниже 1 г/10 мин, и их образцы должны, согласно ISO 17855-2 [30], изготавливаться из прессованных листов. rPE-A и A75 превышают границу MFR 1 г/10 мин, поэтому образцы должны быть отлиты под давлением. Чтобы обеспечить высокую воспроизводимость образцов и поддерживать единый метод подготовки образцов, все многоцелевые образцы (MPS) были изготовлены методом литья под давлением в соответствии с ISO 3167 [31] и ISO 17855-2 [30] на Engel Victory 60 (Engel Austria). GmbH, Швертберг, Австрия). Образцы кондиционировали при температуре 23°С и относительной влажности 50% в течение 3–5 дней. После кондиционирования эти образцы использовали для испытаний на растяжение, а затем разрезали на образцы типа 1 и делали надрезы в соответствии со стандартом ISO 179.-1 [32], также используется для испытаний на ударную вязкость с надрезом по Шарпи.
Измерения динамической сканирующей калориметрии (ДСК) проводили на дифференциальном сканирующем калориметре PerkinElmer DSC 8500 (PerkinElmer Inc., Уолтем, Массачусетс, США). Образцы вырезали из плеч отлитого под давлением MPS и помещали в перфорированные алюминиевые поддоны. Средняя масса образца составляла около 8 мг. Процедура состояла из фазы начального нагрева, последующего охлаждения и второй фазы нагрева, каждая в диапазоне температур от 0 °C до 200 °C с постоянной скоростью нагрева/охлаждения 10 K/мин с использованием азота в качестве продувочного газа и скорость потока 20 мл/мин. Измерения ДСК были выполнены для определения пика плавления во второй фазе нагрева, который характерен для полукристалличности, достигаемой при контролируемом охлаждении в устройстве ДСК. Для определения энтальпии плавления интегрировали площадь пика плавления в интервалах температур от 60 °С до 135 °С для фракции ПЭ и от 135 °С до 168 °С для фракции ПП материалов. Из-за нормализации теплового потока через массу образца термограммы могут быть показаны как нормализованный тепловой поток (Вт/г) во времени (с), а площадь пика (Вт/г · с) будет рассчитывать нормированную энтальпию плавления. ∆Н м (Дж/г). Для каждого материала использовали пять образцов, каждый из которых был вырезан из отдельного MPS, для расчета средних значений и стандартных отклонений. Измерения проводились согласно ISO 11357-1 [33] и ISO 11357-3 [34].
Ни один из указанных стандартов на трубы не устанавливает требования к модулю растяжения или пределу текучести на уровне образца. Однако некоторые стандарты труб требуют определенного значения кольцевой жесткости, что является испытанием на уровне компонентов производимой трубы. Стандарт для труб централизованного теплоснабжения EN 253 [4] требует деформации при разрыве выше 350 %, измеренной с использованием образца с геометрией, соответствующей образцу типа 5 из ISO 527-3 [35], который будет штампован из трубы. Тем не менее, для общего сравнения основных механических параметров материалов испытания на уровне образцов являются более подходящими и воспроизводимыми. Поэтому свойства при растяжении (модуль упругости, предел текучести и деформация при разрыве) были исследованы с помощью универсальной испытательной машины Zwick/Roell AllroundLine Z020, оснащенной мультиэкстензометрической системой измерения деформации Zwick/Roell с MPS. Параметры испытаний и MPS использовались в соответствии с ISO 527-1 [36] и ISO 527-2 [37] со скоростью перемещения 1 мм/мин для определения модуля растяжения до деформации 0,25%, а после этого 50 мм/мин. до отказа. Расчеты модуля упругости, предела текучести и деформации при разрыве проводились в соответствии с ISO 527-1 [36]. Таким образом, модуль упругости был рассчитан как наклон кривой напряжения/деформации между 0,05% и 0,25% с помощью регрессии; предел текучести был напряжением при первом появлении увеличения деформации без увеличения напряжения; а деформация при разрыве была деформацией при разрушении образца. Деформацию регистрировали с помощью мультиэкстензометра до предела текучести. Оттуда номинальная деформация была рассчитана с помощью метода B в соответствии с ISO 527-1 [36] с помощью перемещения крейцкопфа. Этот процесс интегрирован и автоматизирован в используемом испытательном программном обеспечении TestXpert III (v1.61, ZwickRoell GmbH & Co. KG, Ульм, Германия). Для каждого материала были протестированы пять MPS для расчета средних значений и стандартных отклонений. Значения, полученные для новых марок труб, будут выступать в качестве ориентиров вместо значений, требуемых стандартами.
Ударные свойства определяли согласно ISO 179-1 [32] на маятниковом копре Zwick/Roell HIT25P. После предварительных испытаний для определения подходящего размера маятника (поглощаемая энергия от 10% до 80% доступной энергии при ударе) для всех испытаний был выбран маятник 2 Джоуля, маятник с самой высокой доступной энергией, который все еще соответствует этим требованиям. Надрезы были сделаны с помощью микротома Leica RM2265 (Leica Biosystems Nussloch GmbH, Nussloch, Германия) и измерены на стереомикроскопе Olympus SZX16 (Olympus KK, Токио, Япония). Условия испытаний: температура испытания 23 °C с образцом типа 1, направление удара по кромке и надрез типа A, т. е. радиус надреза 0,25 мм, короткий ISO 179.-1/1eA, что является одним из предпочтительных методов стандарта [32]. Для каждого материала было испытано десять образцов для расчета средних значений и стандартных отклонений.
Для исследования долговременной стойкости к SCG были проведены эксперименты по росту усталостной трещины (FCG), которые измеряют сопротивление SCG при циклическом нагружении с образцами из круглого стержня с трещинами (CRB) в соответствии с ISO 18489 [13]. Для изготовления образцов пластины размером 16 мм × 120 мм × 150 мм были отлиты под давлением в специально разработанной позитивной форме с помощью гидравлического пресса линии Langzauner Perfect (Langzauner GmbH, Ламбрехтен, Австрия). В рамках полностью автоматизированной программы 280-граммовые гранулы нагревались внутри формы от комнатной температуры до 180 °C, при этом вес формы находился поверх материала. Встроенный датчик температуры позволяет напрямую измерять температуру формы, и при достижении внутренней температуры 180 °C ее выдерживают в течение 15 минут. После этого начинали медленное охлаждение со скоростью охлаждения 2 К/мин. В зависимости от вязкости образца к материалу прикладывали полное давление 10 МПа при достижении температуры от 135°С до 155°С. Применение полного давления при более высоких температурах приводит к слишком большому смещению расплава. После достижения 40 °С давление сбрасывали, форму открывали и пластину удаляли вручную. Изготовленные пластины выдерживали при температуре 23 °C и относительной влажности 50% в течение как минимум трех дней, после чего их разрезали на прутки и обтачивали на токарном станке EMCO (EMCO GmbH, Hallein, Austria) до образцов CRB в соответствии с ISO 18489.[13]. Поэтому были изготовлены круглые образцы диаметром 14 мм с кольцевой насечкой глубиной 1,5 мм (в результате чего диаметр связки 11 мм) и резьбой М14×1,25 с обеих сторон для зажима. Для надреза образца использовали лезвие промышленной бритвы толщиной 0,3 мм. Перед испытанием образцы выдерживали при температуре 23 °C и относительной влажности 50 % в течение еще одного дня после надреза. Образцы CRB были испытаны на электродинамической испытательной машине типа Instron ElectroPuls E10000 (Illinois Tool Works Inc., Гленвью, Иллинойс, США). Профили синусоидальной нагрузки с частотой 10 Гц, коэффициентом R 0,1 и индивидуально подобранными диапазонами коэффициента интенсивности начального напряжения (ΔK ini ) использовались для достижения времени тестирования от 10 до 100 часов. Оптическое измерение in situ длины трещины по всей окружности образца использовалось для исследования роста трещины [23]. Были построены характеристические двойные логарифмические кинетические кривые ФКГ, чтобы показать взаимосвязь между скоростью ФКГ, da/dN в мм/цикл, и диапазоном коэффициента интенсивности напряжения, ΔK I в МПа·м 0,5 . Для каждого материала был испытан не менее одного образца. Изображение готового к испытаниям образца CRB [13] вместе с образцом для испытаний на удар по Шарпи типа 1 [32] и MPS [31] показано на рис. 2.
3. Результаты
3.1. Скорость течения расплава
Скорость течения расплава является важным показателем реологического поведения материала и в большинстве стандартов труб является первым свойством, которому необходимо удовлетворять. Хотя большинство стандартов согласны с минимальной ПТР 0,2 г/10 мин, максимально допустимая ПТР различается. В безнапорных трубопроводах допустимые максимальные значения MFR находятся в диапазоне от 1 г/10 мин для наружного слоя полиэтилена высокой плотности труб централизованного теплоснабжения [4] до 1,6 г/10 мин для безнапорных подземных конструкций. стеновые дренажные и канализационные трубы [38,39]. Значения должны быть измерены в соответствии с ISO 1133 при 190 °C и 5 кг. Эти значения относятся как к трубам, так и к фитингам.
Несмотря на данные, указанные в спецификациях, все первичные материалы и рециклаты были измерены вместе с соединениями для точного сравнения, и результаты показаны на рис. 3. Использованный PE100-RC (показан при содержании рециклата 0 м% ) показывает самое низкое значение с 0,23 г/10 мин, а rPE-A самое высокое значение с 2,48 г/10 мин. rPE-B уже имеет применимую ПТР 0,82 г/10 мин для каждого стандарта на безнапорные трубы, оба показаны при содержании рециклата 100 м%. Хотя значения MFR для обеих серий компаундирования демонстрируют нелинейное снижение при более низком содержании рециклата на линейной диаграмме MFR (рис. 3a), почти линейные тенденции (значения R² равные 0,9).8 и 0,99) можно подтвердить, нанеся логарифмический график значений MFR, как показано на рисунке 3b.
Хотя rPE-A начинается со слишком высокого значения MFR для использования в любом из обсуждаемых стандартов на трубы, при добавлении 25 м% PE100-RC значение MFR падает до 1,07 г/10 мин, что уже полезно для три из четырех обсуждаемых стандартов. При добавлении еще 25 м% PE100-RC полученное соединение A50 показывает MFR 0,6 г/10 мин и поэтому подходит для всех четырех стандартов. Соединение с самым низким содержанием рециклата, составляющим всего 25 м %, и, следовательно, с 75 м % PE100-RC, показывает еще более низкую ПТР 0,36 г/10 мин. rPE-B, с другой стороны, начинается с достаточно низкого MFR 0,82 г/10 мин, чтобы его можно было использовать без дальнейшего смешивания во всех четырех обсуждаемых стандартах. При добавлении PE100-RC показатель MFR снижается до 0,59.г/10 мин, 0,44 г/10 мин и, наконец, 0,33 г/10 мин, оставаясь ниже значений MFR соответствующих соединений rPE-A с тем же содержанием рециклата, хотя и с уменьшающейся разницей.
3.2. Динамическая сканирующая калориметрия
Измерения ДСК используются для оценки кристалличности материалов и обнаружения посторонних полимеров. Известно, что загрязнения другими полимерами или остатками процесса переработки или применения могут повлиять на характеристики полиолефинов [40]. Термограммы чистых веществ показывают четкие пики плавления ПЭ при температуре около 130 °C для всех материалов, как показано на рисунке 4а. Только на термограмме rPE-A обнаруживается измеримый эндотермический пик (указанный стрелками) при 160,4 °C, представляющий собой пик плавления полипропилена. Пики плавления ПЭ отличаются температурой пика плавления ПЭ Т м (рис. 4b) и энтальпия плавления ПЭ ΔH m.PE (рис. 4c). Оба рециклата обеспечивают более высокие пиковые температуры плавления ПЭ (T m для rPE-A: 132,5 °C и rPE-B: 131,3 °C), чем оба исходных материала для труб (T m для PE100-RC: 129,4 °C и PE80). : 128,1°С). Как и ожидалось, пики плавления соединений колеблются между двумя партнерами по смешению. Энтальпии плавления рециклатов различаются. Хотя rPE-B обеспечивает более высокое значение ΔH m.PE , равное 201,42 Дж/г, чем PE100-RC с ΔH m.PE 181,7 Дж/г, rPE-A предлагает более низкую ΔH m.PE 176,6 Дж/г. Необработанный материал PE80 имеет самую низкую энтальпию плавления 163,2 Дж/г. Для большинства соединений значения энтальпии плавления снова находятся в линейной зависимости от содержания рециклата между двумя партнерами по смешиванию. Тем не менее, A25 показывает более высокую энтальпию плавления, чем ожидалось, но это может быть объяснено зародышеобразованием посторонних частиц при смешивании и более высоким стандартным отклонением измерения. Эти значения энтальпии соответствовали бы в материалах из чистого полиэтилена кристалличности w c 55,7 % для марки ПЭ80, 60,3 % для гПЭ-А, 62 % для ПЭ100-РК и 68,8 % для гПЭ-В [41]. Пик плавления полипропилена, который можно увидеть на термограмме rPE-A на рисунке 4a, также может быть измерен во всех соединениях A, как показано на рисунке 4d. Наблюдается устойчивое снижение энтальпии плавления ПП ΔH m.PP , начиная с 4,0 Дж/г для рПЭ-А, 3,7 Дж/г для А75, 2,0 Дж/г для А50 и 1,2 Дж/г для А25. Из-за большой вариации кристалличности, обнаруженной в различных гомополимерах и сополимерах полипропилена, невозможно сделать надежную оценку содержания полипропилена в rPE-A.
3.3. Свойства при растяжении
PE100-RC демонстрирует самый высокий модуль упругости при растяжении, составляющий около 911 МПа, а марка PE80 демонстрирует самый низкий модуль растяжения, равный 650 МПа, как показано на рис. 5а. Рециклаты находятся между ними, но значительно различаются с rPE-A при 759 МПа и rPE-B при 900 МПа. Соединения A демонстрируют уменьшение модуля с увеличением содержания рециклата, и все значения лежат между значениями соответствующих партнеров по смешиванию PE100-RC и rPE-A с A25 при 852 МПа, A50 при 816 МПа и A75 при 813 МПа. Соединения B показывают другую тенденцию. Хотя модуль упругости соединений также снижается с увеличением содержания рециклата, все соединения демонстрируют более низкий модуль растяжения, чем оба компонента смеси: B25 при 886 МПа, B50 при 869 МПа.МПа и B75 при 863 МПа. По-видимому, это антагонистический эффект смешивания компонентов смешивания, который также был обнаружен для модуля изгиба одной из серий смешивания в исследовании Juan et al. [14].
Сопоставимые тенденции можно найти со значениями предела текучести, показанными на рисунке 5b. Соединения A показывают линейное снижение с добавлением содержания рециклата между значениями PE100-RC при 25,7 МПа и rPE-A при 21,5 МПа с A25 при 24,8 МПа, A50 при 23,7 МПа и A75 при 23,0 МПа. Чистый rPE-B показывает более высокое давление 25,6 МПа, чем B50 при 25,3 МПа и B75 при 24,9 МПа.МПа, поэтому проявляя такой же антагонистический эффект, как и в отношении модуля упругости. Только B25 показывает более высокий предел текучести, чем rPE-B с 25,7 МПа.
Значения деформации при разрыве, как видно на рисунке 5c, показывают тенденции, аналогичные MFR. Материалы труб обычно достигают гораздо более высоких значений деформации при разрыве, но только тогда, когда они изготовлены из прессованных листов. Когда материалы с низким MFR изготавливаются методом литья под давлением, достижимая деформация при разрыве сильно зависит от их реологических свойств. Поскольку напряжение сдвига во время литья под давлением уменьшается с увеличением текучести, полимерные цепи менее ориентированы и допускают более высокую деформацию. Тем не менее, деформация при разрушении рециклатов сильно зависит от загрязнений [40]. Это также объясняет высокое значение деформации при разрыве PE80 (250%) при сравнимом MFR с rPE-B и более низком MFR по сравнению с rPE-A.
3.4. Ударная вязкость по Шарпи с надрезом
Ударная вязкость по Шарпи с надрезом компаундов всех материалов показана на рисунке 6. Хотя PE100-RC показывает очень низкое значение 17,3 кДж/м², PE80 показывает самое высокое значение 31,4 кДж/м². В обоих случаях добавление 25 м% рециклата к PE100-RC снижает производительность, что приводит к 15,9 кДж/м² для A25 и 16,5 кДж/м² для B25. Наоборот, добавление 25 м% ПЭ100-RC к рециклату оказало благотворное влияние на оба рециклата. rPE-A, начиная с 18,5 кДж/м², увеличивается до 25 кДж/м² для A75, а уже высокая ударная вязкость rPE-B с надрезом по Шарпи с 26,8 кДж/м² увеличивается до 30,2 кДж/м² для B75. Составы с 50 млн % рециклата показывают промежуточные значения 21,7 кДж/м² для A50 и 18,1 кДж/м² для B50.
3.5. Стойкость к росту усталостной трещины
Эксперименты с FCG на образцах CRB из первичных материалов показывают широкий диапазон сопротивлений FCG, как показано на рис. 7a. Точки измерения отображают скорости FCG по отношению к значениям диапазона коэффициента интенсивности напряжения ΔK I во время измерения каждого образца. Значение ΔK I зависит от геометрии, диапазона приложенной силы и длины трещины, как видно из следующих формул (1)–(3), разработанных Бентемом и Койтером [42] и используемых в рамках стандарта испытаний CRB ISO 18489.[13].
где ΔK I — диапазон коэффициента интенсивности напряжений в режиме нагружения I [43], ΔF — диапазон приложенных усилий, a — длина трещины, r — радиус образца, b — связка (r–a), f(b /r) геометрическая функция.
Поскольку длина трещины является единственным изменяющимся параметром во время измерения, изменение ΔK I также можно рассматривать как прогресс от начальной длины трещины около 1,5 мм до разрушения при типичной длине трещины 3–4 мм. Единственным параметром, который менялся между испытаниями материалов, была максимальная сила, и, следовательно, при расчете отношения сил R, равного 0,1, диапазоны усилий соответствовали разным сопротивлениям SCG и сохраняли экономичное время испытаний. Возникающая в результате тенденция к увеличению ΔK I с возрастающей скоростью ФКГ называется кривой кинетики ФКГ. Кинетические кривые FCG, которые лежат при более высоких значениях ΔK I и/или при более низких скоростях FCG, представляют лучшую устойчивость к FCG.
PE100-RC был испытан при более высоких значениях ΔK I по сравнению с PE80, но показал сопоставимые скорости FCG, как видно на рисунке 7a. При перекрывающихся значениях ΔK I , например, 0,7 МПа·м 0,5 , ПЭ100-RC показывает в 27 раз меньшую скорость роста трещин по сравнению с ПЭ80. Линейная аппроксимация этих точек измерения, показанных на рисунке 7a, сделана для улучшения видимости трендов FCG.
Кинетические кривые FCG всех поддающихся измерению материалов представлены на рисунке 7b. Данные FCG для A75 и rPE-A не представлены, поскольку образец разрушился без заметного роста трещины даже при низких нагрузках. Другие соединения демонстрируют четкую тенденцию к снижению устойчивости к FCG с увеличением содержания рециклата. A50 показывает очень сравнимую кинетическую кривую FCG с PE80, а B75 пересекает PE80 при более низких значениях ΔK I , вызывая худшее сопротивление FCG при более низких нагрузках, определяющих срок службы [22]. A25, B25 и B50 демонстрируют лучшую стойкость к FCG, чем PE80, во всем диапазоне испытаний.
4. Обсуждение
Способ количественной оценки производительности FCG состоит в том, чтобы сравнить их при одинаковой частоте FCG. При сравнении кинетики FCG всех испытанных материалов при скорости FCG 10 -5 мм/цикл, как показано красной пунктирной линией на рис. соответствующей MFR, может быть получена интересная корреляция, как показано на рисунке 8b. Как ранее было показано на рис. 3, MFR повышается с увеличением содержания рециклата, в то время как сопротивление FCG снижается с увеличением содержания рециклата, как это было видно ранее. Несмотря на значительное снижение производительности при добавлении всего 25 м% рециклата, соединения B вместе с использованным rPE-B демонстрируют почти линейную корреляцию с R² 0,9. 7. Хотя A25 и B25 показывают сопоставимые результаты, добавление большего количества rPE-A к соединениям значительно снижает устойчивость к FCG, чем добавление такого же количества rPE-B. Это в первую очередь проявляется в различных ПТР при содержании рециклата 50 м%, где В50 обеспечивает меньшую 0,43 г/10 мин по сравнению с А50 с 0,6 г/10 мин, а также в разнице в ΔK I (0,7 МПа·м 0,5 против 0,6 МПа·м 0,5 ). Однако даже при сопоставимых значениях MFR (0,59 г/10 мин против 0,60 г/10 мин) B75 демонстрирует более высокую устойчивость к SCG, чем A50. Эта разница в производительности при сопоставимых MFR может быть связана с неблагоприятным влиянием загрязнения PP внутри rPE-A, как показано ранее на рисунке 4d. Хотя разница в ΔK I не так уж и велико (от 0,64 МПа·м 0,5 до 0,60 МПа·м 0,5 ), скорость БКГ при этом значении ΔK I , как показано на рис. 8а, отличается в 1,6 раза. Из-за различных наклонов между A50 и B75 на рисунке 8a этот коэффициент находится в диапазоне от 1,0 до 2,6, в зависимости от значения ΔK I .
Другим способом количественной оценки устойчивости к ФКГ является сравнение скоростей ФКГ при одном и том же диапазоне коэффициента интенсивности стресса. Сравнение скоростей FCG различных материалов при одном и том же ΔK I 0,6 МПа·м 0,5 , обозначенное синей пунктирной линией на рис. 9а, таким образом, также возможно и показано на рис. 9b. Тенденции и R² составной корреляции B аналогичны показанным на рисунке 8b, хотя различия в числах больше.
В нескольких публикациях показано поведение переработанного [16] или непервичного ПЭ [44] SCG, соответственно, или эффект перекрестного загрязнения [45], который может быть проблемой при использовании переработанного пластика. Только в двух предыдущих публикациях вторичное сырье после использования смешивалось с трубным полиэтиленом и исследовалось их поведение в SCG [14,15]. Эти две публикации показывают постепенное снижение устойчивости к SCG с увеличением содержания рециклата. Что еще более важно, было показано снижение сопротивления SCG с уменьшением угловой частоты точки пересечения в реологическом измерении [15] или уменьшением среднемассовой молекулярной массы [14], что согласуется с выводами в этой статье относительно корреляции Производительность FCG с MFR. Невозможно провести прямое сравнение наших результатов с результатами этих публикаций, поскольку они использовали разные методы. Однако Хуан и др. [14] также сравнивает свои выводы с общим временем разрушения материалов марок PE100 и PE80. Основываясь на их измерениях, до 35% использованного рециклата выдувного формования может быть включено в компаунд PE100 для достижения устойчивости PE80 SCG. Принимая во внимание повышенную стойкость PE100-RC к SCG, который использовался в настоящей статье, возможно достигнутое более высокое возможное содержание рециклата.
5. Выводы
Рециклы полиэтилена (ПЭ) из потоков отходов упаковки обычно имеют более высокие скорости течения расплава (MFR) и более низкую устойчивость к медленному росту трещин (SCG), оба свойства важны для производства труб. Смешивание этих рециклатов с PE100-RC, устойчивым к SCG, с низким MFR приводит к получению соединений, которые конкурируют с первичным PE80 для литья под давлением. Несмотря на то, что стойкость к SCG новых марок труб в высокой степени оптимизирована и зависит от химических и морфологических факторов [46], стойкость к SCG соединений, испытанных в этой статье с rPE, в основном описывается его MFR. Однако MFR определяет не только устойчивость соединений к SCG, как показывают соединения с одинаковыми MFR, но и разную устойчивость к SCG. Другие факторы, такие как загрязнения, также могут быть связаны с различиями в характеристиках компаундов. Авторы хотят заявить, что в то время как сопротивление SCG является определяющим фактором для срока службы трубы, многие другие свойства необходимы для успешного производства труб и их использования в качестве смолы для труб.
Вклад авторов
Концептуализация, P.J.F. и Дж.Ф.; методология, P.J.F. и Дж.Ф.; расследование, PJF; ресурсы, PJF, JF и RWL; курирование данных, P.J.F.; написание – подготовка первоначального проекта, P.J.F.; написание – обзор и редактирование, PJF, JF и YL; визуализация, PJF; надзор, Дж. Ф.; администрирование проекта, Дж.Ф., Ю.Л. и Р.В.Л. Все авторы прочитали и согласились с опубликованной версией рукописи.
Финансирование
Это исследование финансировалось Австрийским агентством содействия исследованиям (FFG), номер гранта 867431. Финансирование открытого доступа Линцского университета.
Заявление Институционального контрольного совета
Неприменимо.
Заявление об информированном согласии
Неприменимо.
Благодарности
Авторы хотели бы выразить свою благодарность за пожертвования переработанных материалов, использованных в этой работе. Мы высоко ценим поддержку Moritz Mager (JKU Linz, Австрия) в производстве образцов. Кроме того, мы ценим вклад и помощь в рамках этого исследования, а также финансирование комплексного исследовательского проекта компании Borealis Polyolefine GmbH, Австрия.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- Европейская комиссия. Европейская стратегия в отношении пластмасс в экономике замкнутого цикла. Доступно в Интернете: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=COM:2018:28:FIN (по состоянию на 10 апреля 2022 г.).
- Европейский парламент; Совет Европейского Союза. Директива (ЕС) 2019/904 Европейского парламента и Совета от 5 июня 2019 г. о снижении воздействия некоторых пластиковых изделий на окружающую среду: PE/11/2019/REV/1. Доступно в Интернете: https://eur-lex.europa.eu/eli/dir/2019/904/oj (по состоянию на 10 апреля 2022 г.).
- CEN/TC 107 — Сборная система централизованного теплоснабжения и централизованного холодоснабжения. В стандарте EN 253:2019 Трубы централизованного теплоснабжения — Склеенные однотрубные системы для непосредственно подземных сетей горячего водоснабжения — Трубная сборка заводского изготовления из стальной сервисной трубы, полиуретановой теплоизоляции и кожуха из полиэтилена. 2019. Доступно в Интернете: https://www.beuth.de/de/norm/din-en-253/309495925 (по состоянию на 10 апреля 2022 г.).
- CEN/TC 155 — Системы пластиковых трубопроводов и воздуховодов. В EN 1519-1:2019 Системы пластиковых трубопроводов для сброса грунта и отходов (низкая и высокая температура) внутри конструкции здания — полиэтилен (ПЭ) — Часть 1: Требования к трубам, фитингам и системе. 2019. Доступно в Интернете: https://www.beuth.de/de/norm/din-en-1519-1/295667695 (по состоянию на 10 апреля 2022 г.).
- CEN/TC 155 — Системы пластиковых трубопроводов и воздуховодов. В EN 1555-1:2021 Пластиковые трубопроводные системы для подачи газообразного топлива — полиэтилен (ПЭ) — часть. 1. Общие. 2021. Доступно онлайн: https://www.beuth.de/de/norm/din-en-1555-1/3359.04612 (по состоянию на 10 апреля 2022 г.).
- CEN/TC 155: Системы пластиковых трубопроводов и воздуховодов. В EN 12201-1:2011 Системы пластиковых трубопроводов для водоснабжения, дренажа и канализации под давлением — полиэтилен (ПЭ) — Часть 1: Общие положения. 2011. Доступно в Интернете: https://www.beuth.de/de/norm/din-en-12201-1/139389688 (по состоянию на 10 апреля 2022 г.).
- CEN/TC 155: Системы пластиковых трубопроводов и воздуховодов. В EN 12666-1:2005+A1:2011 Пластиковые трубопроводные системы для безнапорной подземной канализации и канализации — полиэтилен (ПЭ) — Часть 1: Технические требования к трубам, фитингам и системе. 2011. Доступно онлайн: https://www.beuth.de/de/norm/din-en-12666-1/139.5 (по состоянию на 10 апреля 2022 г.).
- ISO/TC 138/SC 5 Общие свойства труб, фитингов и клапанов из пластмасс и их принадлежностей — методы испытаний и основные спецификации. В ISO 13477:2008 Трубы из термопластов для транспортировки жидкостей — Определение сопротивления быстрому распространению трещин (RCP) — Маломасштабное стационарное испытание (испытание S4), 2-е изд. 2008. Доступно в Интернете: https://www.iso.org/standard/39858.html (по состоянию на 10 апреля 2022 г.).
- ISO/TC 138/SC 5 Общие свойства труб, фитингов и клапанов из пластмасс и их принадлежностей – методы испытаний и основные спецификации. В ISO 18488:2015 Полиэтиленовые (ПЭ) материалы для трубопроводных систем — Определение модуля упрочнения при деформации в отношении медленного роста трещин — Метод испытаний, 1-е изд. 2015. Доступно в Интернете: https://www.iso.org/standard/6259.2.html (по состоянию на 10 апреля 2022 г.).
- ISO/TC 61/SC 9 Термопластичные материалы. В ISO 16770:2004 Пластмассы — Определение растрескивания под воздействием окружающей среды (ESC) полиэтилена — Испытание на ползучесть с полным надрезом (FNCT), 1-е изд. 2004. Доступно в Интернете: https://www.iso.org/standard/70480.html (по состоянию на 10 апреля 2022 г.).
- ISO/TC 138/SC 5 Общие свойства труб, фитингов и клапанов из пластмасс и их принадлежностей — методы испытаний и основные спецификации. В ISO 18489:2015 Полиэтиленовые (ПЭ) материалы для трубопроводных систем — Определение устойчивости к медленному росту трещин при циклической нагрузке — Метод испытания круглого стержня с трещинами, 1-е изд. 2016. Доступно в Интернете: https://www.iso.org/standard/6259.3.html (по состоянию на 10 апреля 2022 г.).
- Хуан Р.; Домингес, К.; Робледо, Н.; Паредес, Б.; Гарсия-Муньос, Р.А. Включение переработанного полиэтилена высокой плотности в полиэтиленовые смолы для производства труб для повышения замкнутого цикла переработки и поддержки экономики замкнутого цикла. Дж. Чистый. Произв. 2020 , 276, 124081. [Google Scholar] [CrossRef]
- Ланг Р.В.; Брэдлер, PR; Фишер, Дж. ; Пельманн, Д.; Шмидт, С .; Нихофф, А. Оценка качества и эффективности заводских и послеиспользуемых рециклатов полиэтилена для труб. В материалах 18-й конференции по пластиковым трубам PPXVIII, Берлин, Германия, 12–14 сентября 2016 г. [Google Scholar]
- Галл, М.; Ланг, Р.В.; Фишер, Дж.; Нихофф, А .; Шмидт, С. Характеристика рециклируемых смесей полиэтилена и полипропилена после использования для труб. В материалах 19-й конференции по пластиковым трубам PPXIX, Лас-Вегас, штат Невада, США, 24–26 сентября 2018 г. [Google Scholar]
- Frank, A.; Пинтер, Г. Оценка применимости теста на треснутый круглый стержень в качестве стандартизированного инструмента ранжирования полиэтиленовых труб. Полим. Тест. 2014 , 33, 161–171. [Академия Google] [CrossRef]
- Арбайтер, Ф.; Шриттессер, Б.; Франк, А .; Берер, М.; Пинтер, Г. Циклические испытания круглых стержней с трещинами как быстрый инструмент для оценки долгосрочного поведения термопластов и эластомеров. Полим. Тест. 2015 , 45, 83–92. [Google Scholar] [CrossRef]
- Ланг Р.В.; Пинтер, Г.; Balika, W. Konzept zur Nachweisführung für Nutzungsdauer und Sicherheit von PE-Druckrohren bei beiebiger Einbausituation. 3р междунар. 2005 , 44, 32–41. [Google Scholar]
- Пинтер Г.; Хаагер, М.; Балика, В .; Ланг, Р. В. Испытания на циклический рост трещин с использованием образцов CRB для оценки долгосрочных характеристик труб из полиэтилена. Полим. Тест. 2007 , 26, 180–188. [Google Scholar] [CrossRef]
- Франк А.; Фрейманн, В .; Пинтер, Г.; Ланг, Р. В. Концепция механики разрушения для ускоренной характеристики роста трещины ползучести в трубах из полиэтилена высокой плотности. англ. Фракт. мех. 2009 , 76, 2780–2787. [Google Scholar] [CrossRef]
- Фишер, Дж.; Брэдлер, PR; Ланг, Р. В. Испытательное оборудование для испытаний полимерных материалов на рост усталостных трещин в хлорированной воде при различных температурах. англ. Фракт. мех. 2018 , 203, 44–53. [Google Scholar] [CrossRef]
- Фишер, Дж.; Фройденталер, П.Дж.; Брэдлер, PR; Ланг, Р. В. Новая система испытаний и процедура испытаний для испытаний на рост усталостных трещин на образцах круглого стержня с трещинами (CRB). Полим. Тест. 2019 , 78, 105998. [Google Scholar] [CrossRef]
- Фишер, Дж.; Фройденталер, П.Дж.; Ланг, Р.В.; Бухбергер, В.; Мантелл, С.К. Старение случайных сополимеров полипропилена трубного качества, вызванное хлорированной водой. Полимеры 2019 , 11, 996. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Umweltbundesamt: Präsidialbereich/Presse- und Öffentlichkeitsarbeit, Интернет. Verpackungen. Доступно в Интернете: https://www.umweltbundesamt.de/themen/abfall-ressourcen/produktverantwortung-in-der-abfallwirtschaft/verpackungen#undefined (по состоянию на 15 февраля 2022 г.).
- Эренштейн, Г. В.; Pongratz, S. Beständigkeit von Kunststoffen; Hanser: Мюнхен, Германия, 2007 г.; ISBN 978-3-446-21851-2. [Академия Google]
- Gustenau, T. Einfluss von Antioxidantien auf die Alterung von Polyethylen. Магистерская диссертация, TU Wien, Вена, Австрия, 2016. [Google Scholar]
- Pospíšil, J.; Хорак, З .; Пиларж, Дж.; Биллингем, Н.; Цвайфель, Х .; Нешпурек, С. Влияние условий испытаний на характеристики и долговечность полимерных стабилизаторов при термическом окислении. Полим. Деград. Удар. 2003 , 82, 145–162. [Google Scholar] [CrossRef]
- ISO/TC 61/SC 5 Физико-химические свойства. В ISO 1133-1:2011 Пластмассы. Определение массового расхода расплава (MFR) и объемного расхода расплава (MVR) термопластов. Часть 1: Стандартный метод, 1-е изд. 2011. Доступно в Интернете: https://www.iso.org/standard/44273.html (по состоянию на 10 апреля 2022 г.).
- ISO/TC 61/SC 9 Термопластичные материалы. В ISO 17855-2:2016 Пластмассы — Полиэтиленовые (ПЭ) формовочные и экструзионные материалы — Часть 2: Подготовка образцов для испытаний и определение свойств, 1-е изд. 2016. Доступно в Интернете: https://www.iso.org/standard/66827.html (по состоянию на 10 апреля 2022 г.).
- ISO/TC 61/SC 2 Механическое поведение. В ISO 3167:2014 «Пластмассы — многоцелевые образцы для испытаний», 5-е изд. 2014. Доступно в Интернете: https://www.iso.org/standard/65105.html (по состоянию на 10 апреля 2022 г.).
- ISO/TC 61/SC 2 Механическое поведение. В ISO 179-1:2010 Пластмассы — Определение ударных свойств по Шарпи — Часть 1: Неинструментальные испытания на удар, 2-е изд. 2010. Доступно в Интернете: https://www.iso.org/standard/44852.html (по состоянию на 10 апреля 2022 г.).
- ISO/TC 61/SC 5 Физико-химические свойства. В ISO 11357-1:2016 Пластмассы — Дифференциальная сканирующая калориметрия (ДСК) — Часть 1: Общие принципы, 3-е изд. 2016. Доступно в Интернете: https://www.iso.org/standard/70024.html (по состоянию на 10 апреля 2022 г.).
- ISO/TC 61/SC 5 Физико-химические свойства. В ISO 11357-3:2018 Пластмассы — Дифференциальная сканирующая калориметрия (ДСК) — Часть 3: ОПРЕДЕЛЕНИЕ температуры и энтальпии плавления и кристаллизации, 3-е изд. 2018. Доступно в Интернете: https://www.iso.org/standard/72460.html (по состоянию на 10 апреля 2022 г.).
- ISO/TC 61/SC 11 Продукты. В ISO 527-3:2018 Пластмассы — Определение свойств при растяжении — Часть 3: Условия испытаний для пленок и листов, 2-е изд. 2018. Доступно в Интернете: https://www.iso.org/standard/70307.html (по состоянию на 10 апреля 2022 г.).
- ISO/TC 61/SC 2 Механическое поведение. В ISO 527-1:2019 Пластмассы — Определение свойств при растяжении — Часть 1: Общие принципы, 3-е изд. 2019. Доступно в Интернете: https://www.iso.org/standard/75824.html (по состоянию на 10 апреля 2022 г. ).
- ISO/TC 61/SC 2 Механическое поведение. В ISO 527-2:2012 Пластмассы — Определение свойств при растяжении — Часть 2: Условия испытаний для литья и экструзии пластмасс, 2-е изд. 2012. Доступно в Интернете: https://www.iso.org/standard/56046.html (по состоянию на 10 апреля 2022 г.).
- CEN/TC 155: Системы пластиковых трубопроводов и воздуховодов. В EN 13476-2:2018+A1:2020 Пластиковые трубопроводные системы для безнапорной подземной канализации и канализации — Трубопроводные системы со структурированными стенками из непластифицированного поливинилхлорида (PVC-U), полипропилена (PP) и полиэтилена (PE) — Часть 2. Технические условия на трубы и фасонные части с гладкой внутренней и внешней поверхностью и на систему. 2020. Доступно онлайн: https://www.beuth.de/de/norm/din-en-13476-2/323976389 (по состоянию на 10 апреля 2022 г.).
- CEN/TC 155: Системы пластиковых трубопроводов и воздуховодов. В EN 13476-3:2018+A1:2020 Пластиковые трубопроводные системы для безнапорной подземной канализации и канализации — Трубопроводные системы со структурированными стенками из непластифицированного поливинилхлорида (PVC-U), полипропилена (PP) и полиэтилена (PE) — Часть 3. Технические условия на трубы и фасонные части с гладкой внутренней и профилированной внешней поверхностью и на систему. 2020. Доступно в Интернете: https://www.beuth.de/de/norm/din-en-13476-3/323982142 (по состоянию на 10 апреля 2022 г.).
- Галл, М.; Фройденталер, П.Дж.; Фишер, Дж.; Ланг, Р. В. Характеристика состава и взаимосвязей между структурой и свойствами коммерческих рециклатов полиэтилена и полипропилена, бывших в употреблении. Polymers 2021 , 13, 1574. [Google Scholar] [CrossRef] [PubMed]
- Ehrenstein, G.W.; Ридель, Г.; Травил, П. Термический анализ пластмасс: теория и практика; Hanser: Мюнхен, Германия, 2004 г.; ISBN 978-3-446-22673-9. [Google Scholar]
- Benthem, J.P.; Койтер, В. Т. Асимптотические приближения к проблемам трещин. В Методах анализа и решения проблем трещин: последние разработки в теории механики разрушения и методы решения проблем трещин; Sih, GC, изд.; Спрингер: Дордрехт, Нидерланды, 19 лет73; стр. 131–178. ISBN 978-90-481-8246-6. [Google Scholar]
- Hertzberg, R.W.; Винчи, Р.П.; Герцберг, Дж. Л. Механика деформации и разрушения инженерных материалов, 5-е изд.; John Wiley & Sons, Inc.: Хобокен, Нью-Джерси, США, 2013 г.; ISBN 9780470527801 . [Google Scholar]
- Франк, А.; Бергер, И.; Мессиха, М .; Эк, К.-Г.; Шулер, Н.; Сторхейл, Ж.-М.; Майрбёрль, Э.; Хили, С .; Краузе, Ф.; Нимеллер, Л.; и другие. Медленная трещиностойкость непервичных полимеров. В материалах 19th Plastic Pipes Conference PPXIX, Лас-Вегас, Невада, США, 24–26 сентября 2018 г. [Google Scholar]
- Frank, A.; Бергер, И.Дж.; Мессиха, М .; Пинтер Г. Влияние перекрестного загрязнения полиолефинами на сопротивление медленному росту трещин полиэтиленовых труб. В Proceedings of the SPE ANTEC 2019, Детройт, Мичиган, США, 18–21 марта 2019 г.; Общество инженеров по пластмассам, изд.; ISBN 9781713801986. [Google Scholar]
- Ронка, С. Полиэтилен. Пластмассовые материалы Бридсона; Elsevier: Амстердам, Нидерланды, 2017 г.; стр. 247–278. ISBN 9780323358248. [Google Scholar]
Рис. 1. Изображения использованных гранул rPE-A ( a ), rPE-B ( b ), PE100-RC ( c ), PE100 ( d ), PE80 ( e ) и представитель для все соединения B75 ( f ), так как их гранулы визуально неотличимы друг от друга.
Рисунок 1. Изображения использованных гранул рПЭ-А ( и ), рПЭ-Б ( б ), ПЭ100-RC ( с ), ПЭ100 ( d ), PE80 ( e ) и репрезентативным для всех составов B75 ( f ), поскольку их гранулы визуально неотличимы друг от друга.
Рисунок 2. Изображение образцов, использованных в этой работе, изготовлено из B75 сверху вниз: образец CRB, выточенный из прессованной пластины, образец Шарпи типа 1, вырезанный из MPS, и MPS, полученный литьем под давлением.
Рисунок 2. Изображение образцов, использованных в этой работе, изготовлено из B75 сверху вниз: образец CRB, выточенный из прессованной пластины, образец Шарпи типа 1, вырезанный из MPS, и MPS, полученный литьем под давлением.
Рисунок 3. Графическая иллюстрация значений MFR исходного материала PE100-RC (как точка данных с содержанием рециклата 0 м% для обеих серий компаундирования), как рециклатов (при содержании рециклата 100 м %), так и смесей, содержащих 25 м %, 50 м % и 75 м% rPE-A и rPE-B соответственно. Данные отображаются линейно ( a ) и логарифмически ( b ), чтобы подчеркнуть логарифмический тренд. Вертикальные полосы показывают стандартное отклонение выборки.
Рис. 3. Графическая иллюстрация значений MFR исходного материала PE100-RC (как точка данных с содержанием рециклата 0 м% для обеих серий компаундирования), как рециклатов (при содержании рециклата 100 м %), так и смесей, содержащих 25 м %, 50 м % и 75 м% rPE-A и rPE-B соответственно. Данные отображаются линейно ( a ) и логарифмически ( b ), чтобы подчеркнуть логарифмический тренд. Вертикальные полосы показывают стандартное отклонение выборки.
Рисунок 4. Графическая иллюстрация результатов ДСК. Термограммы первичных материалов и чистых рециклатов показаны на ( и ). Результаты для всех материалов представлены в терминах температуры плавления ПЭ ( b ), энтальпии плавления ПЭ ( c ) и энтальпии плавления ПП ( d ). Вертикальные полосы показывают стандартное отклонение выборки.
Рис. 4. Графическая иллюстрация результатов ДСК. Термограммы первичных материалов и чистых рециклатов показаны в ( и ). Результаты для всех материалов представлены в единицах температуры плавления ПЭ ( b ), энтальпии плавления ПЭ ( c ) и энтальпии плавления полипропилена ( d ). Вертикальные полосы показывают стандартное отклонение выборки.
Рисунок 5. Графическая иллюстрация модуля упругости при растяжении ( a ), предела текучести ( b ) и значений деформации при разрыве ( c ) первичного материала PE100-RC (как точка данных 0 м% содержания рециклата для обеих серий компаундирования) , как рециклаты (при содержании рециклата 100 м%), так и соединения, содержащие 25 м %, 50 м % и 75 м % rPE-A и rPE-B соответственно. Вертикальные полосы показывают стандартное отклонение выборки.
Рисунок 5. Графическая иллюстрация модуля упругости при растяжении ( a ), предела текучести ( b ) и значений деформации при разрыве ( c ) первичного материала PE100-RC (как точка данных 0 м% содержания рециклата для обеих серий компаундирования) , как рециклаты (при содержании рециклата 100 м%), так и соединения, содержащие 25 м %, 50 м % и 75 м % rPE-A и rPE-B соответственно. Вертикальные полосы показывают стандартное отклонение выборки.
Рисунок 6. Графическая иллюстрация ударной вязкости по Шарпи с надрезом для исходного материала PE100-RC (как точка данных с содержанием рециклата 0 м% для обеих серий смесей), обоих рециклатов (при содержании рециклата 100 м %) и смесей, содержащих 25 м %, 50 м % и 75 м% rPE-A и rPE-B соответственно. Вертикальные полосы показывают стандартное отклонение выборки.
Рис. 6. Графическая иллюстрация ударной вязкости по Шарпи с надрезом для исходного материала PE100-RC (как точка данных с содержанием рециклата 0 м% для обеих серий смесей), обоих рециклатов (при содержании рециклата 100 м %) и смесей, содержащих 25 м %, 50 м % и 75 м% rPE-A и rPE-B соответственно. Вертикальные полосы показывают стандартное отклонение выборки.
Рисунок 7. Кинетические кривые FCG трех первичных эталонов ( и ) и всех тестируемых материалов, включая соединения ( б ). rPE-A и A75 не показали какого-либо измеримого роста трещины до разрушения и поэтому не изображены.
Рис. 7. Кинетические кривые FCG трех первичных эталонных образцов ( и ) и всех протестированных материалов, включая соединения ( b ). rPE-A и A75 не показали какого-либо измеримого роста трещины до разрушения и поэтому не изображены.
Рис. 8. Кинетические кривые FCG для всех протестированных материалов ( и ) с горизонтальной красной линией, изображающей предопределенный диапазон FCG, для получения диапазонов коэффициента интенсивности напряжения для корреляции со значениями MFR ( б ). Горизонтальные полосы показывают стандартное отклонение выборки.
Рис. 8. Кинетические кривые FCG для всех испытанных материалов ( и ) с горизонтальной красной линией, изображающей предопределенный диапазон FCG, для получения диапазонов коэффициента интенсивности напряжения для корреляции со значениями MFR ( b ). Горизонтальные полосы показывают стандартное отклонение выборки.
Рисунок 9. Кинетические кривые FCG для всех испытанных материалов ( a ) с вертикальной синей линией, изображающей предварительно определенный диапазон коэффициента интенсивности напряжения, для получения скоростей FCG для корреляции со значениями MFR ( б ). Горизонтальные полосы показывают стандартное отклонение выборки.
Рис. 9. Кинетические кривые FCG для всех испытанных материалов ( a ) с вертикальной синей линией, изображающей предварительно определенный диапазон коэффициента интенсивности напряжения, для получения скоростей FCG для корреляции со значениями MFR ( b ). Горизонтальные полосы показывают стандартное отклонение выборки.
Таблица 1. Список соединений и соответствующие количества их партнеров по смешиванию.
Таблица 1. Список соединений и соответствующие количества их партнеров по смешиванию.
| PE100-RC | rPE-A | rPE-B | |
|---|---|---|---|
| m% | m% | m% | |
| A25 | 75 | 25 | – |
| А50 | 50 | 50 | – |
| А75 | 7 7 56 | – | |
| B25 | 75 | – | 25 |
| B50 | 50 | – | 50 |
| B75 | 25 | – | 75 |
Примечание издателя: MDPI сохраняет нейтралитет в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности. |
© 2022 авторами. Лицензиат MDPI, Базель, Швейцария. Эта статья находится в открытом доступе и распространяется на условиях лицензии Creative Commons Attribution (CC BY) (https://creativecommons.org/licenses/by/4.0/).
Данные о поломке пластиковой газовой трубы держатся в секрете
Это карусель. Используйте кнопки «Далее» и «Назад» для навигации по
. 1of8 Показать большеПоказать меньше2of8Сотрудник почты Купертино Габриэль Ортис доставляет почту в комплекс кондоминиумов 20289 NW Square, среда, 14 сентября 2011 г., где в прошлом месяце произошел взрыв и пожар из-за газопровода в Купертино, Калифорния». Я просто благодарю Бога, 15- минутами раньше, и я бы доставлял почту в этот дом», — сказал Ортис. На рис. 7 показано хрупкое растрескивание, которое было обнаружено в пластиковой трубе, причастной к фатальному взрыву пропана в Сан-Хуане, Пуэрто-Рико, 19 ноября.96. Эта труба была изготовлена в 1982 году компанией E. I. du Pont de Nemours & Company, Inc. (DuPont) на заводе в Пенкадоре, штат Делавэр. По-видимому, неравномерная осадка из-за недостаточной поддержки под трубопроводом привела к длительной интенсификации напряжений, что привело к образованию хрупкоподобных трещин в трубах.
the pipe.NtsbПоказать большеПоказать меньше5of8Рабочие из Restoration Management Company убирают мусор из комплекса кондоминиумов 20289 NW Square, среда, 14 сентября 2011 г., где газопровод стал причиной взрыва и пожара в прошлом месяце, в Купертино, Калифорния. Лейси Atkins/The ChronicleПоказать большеСкрыть меньше6 из 87 из 8Книги о сжигании оставлены среди обломков возле блока в 20289 году.Северо-западная площадь, среда, 14 сентября 2011 г., место, где в прошлом месяце произошел взрыв и пожар на газопроводе, Купертино, Калифорния. Lacy Atkins/The ChronicleПоказать большеПоказать меньше8из8 Пластиковая труба, вызвавшая взрыв природного газа и пожар в кондоминиуме в Купертино в прошлом месяце, долгое время считалась потенциальной угрозой для населения, но федеральные регуляторы трубопроводов разрешили компаниям хранить ее в земле и тайно собирать ограниченную информацию. о своих недостатках, показывает расследование Хроники.
Такие компании, как Pacific Gas and Electric Co., которой принадлежит линия, вызвавшая взрыв в Купертино, не обязаны регулярно сообщать о том, что им известно о частоте отказов отдельных марок пластиковых труб, даже в федеральные органы и органы штата, которые регулируют операторы трубопроводов. Федеральное правительство, уступая сопротивлению промышленности, никогда этого не требовало.
Должностные лица Калифорнийской комиссии по коммунальным предприятиям, которая курирует PG&E, говорят, что коммунальное предприятие учитывает утечки пластиковых труб в ежеквартальных отчетах, но не указывает производителя соответствующих труб. PG&E предоставляет эту и другую ключевую информацию о поломках пластиковых труб на добровольной и анонимной основе в отраслевую конфиденциальную базу данных.
Тимоти Алан Саймон, один из пяти членов PUC, назначенных губернатором, сказал, что это должно измениться.
«Это газопроводы, идущие к твоему дому», — сказал Саймон. «Каждый житель должен иметь определенный уровень уверенности в том, что мы не скрываем информацию, которую им необходимо знать для определения безопасности».
Взрыв в Купертино
Кондоминиум в Купертино был выпотрошен 31 августа после того, как треснул пластиковый фитинг трубопровода, заполнив гараж газом, который взорвался всего через несколько минут после того, как владелец ушел на обед. Позже PG&E обнаружила рядом с местом взрыва шесть других поломок пластиковых труб.
Линия представляла собой особенно проблемный тип труб производства DuPont под названием Aldyl-A. PG&E имеет в своей системе 1231 милю старых труб начала 1970-х годов.
Федеральные регулирующие органы выделили Aldyl-A до 1973 года, начиная с 2002 года, как подверженные риску выхода из строя из-за преждевременного растрескивания. По данным федерального правительства, с 1971 года в США в результате взрывов, вызванных неисправным Aldyl-A и другими типами пластиковых труб, погибло более 50 человек.
Однако вместо того, чтобы потребовать от коммунальных служб удалить проблемный пластик, официальные лица США по безопасности трубопроводов разрешили отрасли собирать ограниченные данные об отказах в Aldyl-A и аналогичных трубах и сохранять конфиденциальность результатов.
Операторы трубопроводов, такие как PG&E, по закону не обязаны сообщать обо всех отказах пластиковых трубопроводов, а участникам добровольной программы разрешено подавать отчеты анонимно. Операторы настаивали на этих условиях, когда промышленность и правительство договорились о создании комитета для отслеживания опасности пластиковых труб в 1999 году, и с тех пор сопротивляются обязательной отчетности и полному раскрытию информации.
Комитет, состоящий из 16 членов, состоит из должностных лиц коммунальных служб и промышленности, а также представителей федеральных и государственных регулирующих органов, а также одного должностного лица из Национального совета по безопасности на транспорте.
Он собирается два раза в год в закрытом режиме и составляет ежегодный отчет о неисправностях, связанных с пластиковыми деталями, от труб до клапанов и литых фитингов.
Пятнистый публичный выпуск
Публично публикуемая информация ограничена. Например, в отчете комитета за 2010 год говорится, что труба Aldyl-A выходит из строя примерно с той же скоростью, что и в прошлом, но не указывается, какая именно.
При каждом отказе трубопровода группа, известная как Комитет по базе данных пластиковых трубопроводов, просит операторов трубопроводов указать производителя и тип пластиковой детали, тип почвы поблизости и предполагаемую причину. Однако эта информация не включена в опубликованное комитетом резюме. Ни количество отказов, ни степень ущерба от несчастных случаев.
Панель хранит большую часть своих данных даже от государственных регулирующих органов, таких как Калифорнийский PUC.
У Управления по безопасности трубопроводов и опасных материалов США, которое следит за соблюдением федерального закона о безопасности труб, есть два представителя в комитете. Но даже это агентство не может видеть, какие компании предоставляют конкретные данные о сбоях, из-за анонимного характера отчетов.
«Это сумасшествие», — сказал Рик Кесслер, лоббист некоммерческой группы защиты интересов Pipeline Safety Trust. «Больше всего беспокоит то, что даже после того, как они обобщили эти данные, они ничего не делают, и правительство ничего не делает».
Комиссар PUC Саймон хочет выйти за рамки существующей добровольной отраслевой базы данных, чтобы убедиться, что регулирующие органы штата знают важные детали сбоев, включая марки пластиковых труб, и действовать в соответствии с этой информацией.
Взрыв в Купертино, а также катастрофа в Сан-Бруно в сентябре 2010 года, унесшая жизни восьми человек, и взрыв природного газа в 2008 году на Ранчо Кордова (округ Сакраменто), в результате которого погиб домовладелец, «открыли новый день», — сказал Саймон. «Я собираюсь очень внимательно взглянуть на это».
Давно известные опасности
Трубопроводная промышленность впервые узнала об опасностях Aldyl-A в 1982 году, когда производитель DuPont разослал PG&E и другим клиентам письма с предупреждением о недостатках труб, изготовленных до 1973 года, сказал бывший химик Джин Палермо. с компанией, которая теперь является частным консультантом.
Он сказал, что трубы, прижатые почвой к твердым поверхностям, таким как камень, могут выйти из строя уже через пять лет. Они также уязвимы в любой точке, где сосредоточено давление.
В 1998 году Национальный совет по безопасности на транспорте заявил, что с 1971 года из-за треснувших пластиковых труб всех видов произошло дюжина крупных аварий и более 50 смертей. Тридцать три из этих жертв погибли во время взрыва в 1996 году в Сан-Хуане, Пуэрто-Рико. , в котором вышла из строя неправильно установленная труба Алдыл-А.
Ссылаясь на «серьезную потенциальную опасность для общественной безопасности», правление призвало федеральные регулирующие органы определить, какие типы пластиковых труб представляют наибольший риск, и «своевременно выявить и заменить любую трубу, которая указывает на плохую работу. ”
Четыре года спустя федеральные регулирующие органы наконец забили тревогу по поводу Aldyl-A, выпущенного до 1973 года, заявив, что это один из трех классов пластиковых труб, за которыми следует следить в отрасли. Однако агентство не приказывало и даже не рекомендовало операторам удалять трубу.
PG&E только сейчас оценивает свою систему труб Aldyl-A, которую она обычно устанавливала в начале 1970-х годов в Северной и Центральной Калифорнии.
Планы утверждены
Недавно принятый федеральный закон требует от компании PG&E, в системе которой имеется почти 21 000 миль пластиковых распределительных магистралей, разработать планы управления целостностью с учетом рисков, связанных с Aldyl-A или другими известными проблемными разновидностями пластиковых труб.
«Наши инженеры разрабатывают всеобъемлющий план управления целостностью для решения этих проблем, и мы привлекаем признанных на национальном уровне экспертов по пластмассам и управлению целостностью, чтобы помочь нам», — сказал представитель Брайан Суонсон.
В Купертино компания планирует заменить около 6000 футов пластиковой линии вокруг комплекса из 400 квартир, где 31 августа произошел взрыв. Тем временем он будет еженедельно проверять систему на наличие утечек.
На конкретный вопрос о рисках, связанных с Aldyl-A, о том, как часто он выходит из строя, и о данных, которые он предоставляет в отраслевую правительственную конфиденциальную базу данных, Суонсон из PG&E сказал только, что компания узнала о «проблемах, связанных с Aldyl-A», работая с промышленностью. торговых групп, панель базы данных по пластиковым трубам, а также обзор федеральных рекомендаций по безопасности, общение с DuPont, консультации с отраслевыми экспертами и «на основе нашего собственного опыта эксплуатации».
Ограниченные данные
PG&E — одна из 188 коммунальных служб по всей стране, которые конфиденциально сообщают о поломках пластиковых труб отраслевому комитету. Информация не предоставляется коммунальным службам, которые не предоставляют данные, не говоря уже о общественности.
«Некоторые газовые компании могли бы участвовать только в том случае, если бы они были анонимными», — сказал Палермо, один из первых членов группы представителей отрасли и правительства. «Они не хотели, чтобы регулирующие органы штатов знали, что они сообщают определенные данные, данные, которые они не сообщали регулирующим органам штатов».
Администрация по безопасности трубопроводов и опасных материалов США не комментирует секретную систему отчетности. В нем только говорилось, что усилия комитета помогают правительству «лучше понять и решить проблемы с пластиковыми трубами».
Однако в 2008 году агентство предложило обязать операторов трубопроводов сообщать обо всех отказах пластиковых труб в течение 90 дней и предложило должностным лицам агентства, а не отраслевой организации, анализировать и обмениваться информацией.
Также были подняты вопросы об объективности панели пластиковой базы данных и о том, что она считает ограниченной доступностью ее результатов.
Кейт Миллер, представитель торговой группы Американской газовой ассоциации, которая курирует заседания группы экспертов по пластиковым трубам, заявила в то время в письме, что отраслевого комитета было достаточно для «выявления национальных тенденций» и что обязательная отчетность была «ненужной». и контрпродуктивно». Устранение этого, сказала она, оставит государственные регулирующие органы с «нулевыми данными» в будущем.
В конце концов сопротивление отрасли погубило план обязательной отчетности.
Некоторые преимущества
Национальный совет по безопасности на транспорте, заботы которого в 1998 году привели к созданию комитета, заявил, что существующая система имеет свои достоинства.
«Вызывающие беспокойство материалы выявляются на открытом форуме, и публикуется отчет», — сказала Келли Нантел, представитель правления. «С нашей точки зрения, это хорошо. Отчет ценен с точки зрения предоставления промышленности, PHMSA (Управлению по безопасности трубопроводов и опасных материалов), государственным регулирующим органам и нам информации о новых тенденциях и возникающих проблемах».
Больше общедоступных данных об огромном количестве отказов, как предполагают защитники безопасности трубопроводов, помогли бы убедить законодателей потребовать клапаны в старых трубах, которые автоматически перекрывали бы поток газа в случае отказа линии.
Такие клапаны необходимы для новых или замененных линий, установленных после 2006 г., но не для более старых линий, таких как линия в Купертино, где PG&E потребовалось более 90 минут, чтобы перекрыть поток газа после взрыва 31 августа.
Ройс Дон Дивер, консультант по безопасности трубопроводов из Техаса, ранее работавший в отрасли, сказал, что федеральные регулирующие органы не располагают достаточными данными об утечках и отказах, чтобы подкрепить такие более жесткие правила, благодаря положениям о секретности в отрасли.
«Отрасль контролирует это, владея ключом к сейфу Десяти Заповедей безопасности трубопровода», — сказал Дивер. «Этот ключ представляет собой базу данных о том, что происходит с пластиковыми трубами и обо всех существующих проблемах».
Ричард Купревич, консультант из Редмонда, штат Вашингтон, который консультирует федеральные регулирующие органы по вопросам безопасности трубопроводов, сказал, что сокрытие данных ослепляет регулирующие органы.