запрещена ли, ГОСТ, технология, полуавтоматом, электродами
Сварка оцинкованных труб в современных условиях востребована в коммунальном хозяйстве и строительной отрасли. Представленные изделия отличаются надежностью и продолжительностью эксплуатации, а также являются одним из самых дешевых способов установки сетей коммуникаций различных видов. Покрытие из цинка способно защитить металлические элементы от поражения коррозией, что увеличивает срок их эксплуатации. Однако стоит разобраться, приносит ли сварка вред здоровью, разрешена ли она для применения и как она проводится.
Разрешена ли сварка оцинкованных труб?
Данная операция применяется в процессе монтажа газовых, водопроводных и отопительных систем. Она регламентируется рядом документов:
- Одним из самых важных является СНиП 3.05.01-85 «Внутренние санитарно-технические системы». В соответствии с ним, в процессе сварки труб рассматриваемого вида необходимо исполнять требования, изложенные в ряде стандартов.
 Они направлены на определение очередности использования материалов и регулировку процесса выполнения работ.
Они направлены на определение очередности использования материалов и регулировку процесса выполнения работ. - В свою очередь, ГОСТ 16037-80 указывает на применение конкретных видов сварного соединения, конструктивные особенности швов и другие важные требования.
- В соответствии с СП 73.13330.2012 оцинкованные трубы и другие металлические компоненты должны соединяться на резьбе с использованием оцинкованных соединительных деталей: на фланцах, накидных гайках или пресс-фитингах. Однако данное условие является лишь рекомендацией, а не требованием, обязательным к выполнению.
 Они направлены на определение очередности использования материалов и регулировку процесса выполнения работ.
Они направлены на определение очередности использования материалов и регулировку процесса выполнения работ.При газопламенной сварке необходимо применять специальную сварочную проволоку марки Св-15ГСТЮЦА, которая имеет диаметр от 0,8 до 1,2 мм, а также в качестве одного из компонентов содержит селен. Допускается исполнение соединения электродами, которые содержат рутиловые или V300 кольцевые соединения в покрытии. Диаметр нужно подбирать в зависимости от толщины стенок соединяемых компонентов.
Меры безопасности
В процессе создания трубопроводной сети необходимо предварительно собрать монтажные блоки. Сварку требуется осуществлять в помещении, в котором используются воздухоотсосы с целью устранения продуктов сгорания цинкового покрытия. В других условиях работы строго запрещены, так как будут опасными для здоровья.
Сварку требуется осуществлять в помещении, в котором используются воздухоотсосы с целью устранения продуктов сгорания цинкового покрытия. В других условиях работы строго запрещены, так как будут опасными для здоровья.
При проведении сварки оцинкованных труб необходимо следовать следующим правилам:
- Выполнение работ требует слежения за тем, чтобы цинк не перегревался. Это позволит обеспечить эффективную защиту от коррозии.
- Места, которые предназначены для соединения труб, должны предварительно защищаться до блеска и обезжириваться. На них также наносится флюсовый слой, что позволяет защитить металл.
- Горелка должна быть на 1-2 номера меньше, нежели аналогичное устройство для стальных изделий.
- Если применяется газосварка, пламя нужно выставить так, чтобы оставить небольшой избыток кислорода.
- Заготовки заранее подогреваются на большую ширину, нежели соединительное место.
- Пруток со специальным покрытием устанавливается на место стыка и плавится огнем горелки, который должен быть направлен прямо на него, а не на материал.
- Флюс удаляется по завершению сварочных работ.

Соблюдение представленных рекомендаций позволит специалистам достичь желаемого результата в процессе работ и обезопасить себя.
Технология сварки с флюсом
Данная технология является одним из наиболее подходящих вариантов. Представленное вещество обеспечивает получение вязкого слоя, который не пропускает воздух. В результате предотвращается окисление цинкового слоя.
Перед непосредственным применением флюса для сварки его необходимо привести в жидкое состояние. Вещество наносится в местах соединяемых элементов. При проведении сварочных работ материал будет расплавляться, тем самым покрывая весь нужный участок тонким слоем, что позволит предотвратить отслоение цинка.
Нередко специалисты сталкиваются с повреждением защитного своя при его нанесении методом горячего цинкования. Это происходит даже при незначительных отклонениях от установленных требований технологического процесса. Стоит отметить, что попадание флюса внутрь трубопровода безопасно, так как он с легкостью растворяется в воде и будет вымыт ещё на стадии опрессовки.
Соединение труб производится следующим образом:
- Стыкуемые торцы нагреваются до температуры 900-950о.
- Между фасками свариваемых элементов помещается пруток, в состав которого входит медь, цинк, олово и кремний.
- На место шва насыпают слой флюса, который должен покрыть поверхность до 20 мм по сторонам шва.
- Присадка нагревается горелкой до расплавления, и на этом процедура заканчивается.
Соблюдение требований технологического процесса сварки, применение качественных материалов и оборудования гарантируют получение надежного соединения оцинкованных труб, готовых к эксплуатации.
Электродуговая сварка, подбор электродов
Электродуговая сварка позволяет обеспечить надежное соединение рассматриваемых трубопроводов. Эффективность процесса достигается при правильном выборе сварочного аппарата и подходящих электродов. В данном случае материал соединения оказывает существенное влияние на выбор инструмента. Актуально применять аппарат-полуавтомат.
Сварка оцинкованного металла имеет свои нюансы. Процесс должен осуществляться быстро, чтобы цинк не успел испариться из зоны соединения. Рассматриваемое технологическое условие могут обеспечить лишь электроды, имеющие рутиловое покрытие. Они имеют особый химический состав, что обеспечивает их быстрое зажигание. В момент сварки формируется сварочная дуга, которая позволяет образовать соединительные швы высокого качества. При правильном проведении процедуры они не будут содержать пор. Преимущество рутиловых электродов также состоит в небольшом коэффициенте разбрызгивания расплавленного металла, что важно при работе с оцинкованным материалом.
Соединение без сварки
С учетом того, что сварка оцинкованных труб не рекомендована и может проводиться исключительно профессионалами в специальных условиях, актуальным становится применение методов соединения посредством устройства специальных крепежей. Ими являются муфты, гайки, традиционные и обжимные фитинги. Они позволяют обеспечить надежное крепление труб, изготовленных из разных материалов и имеющих различный диаметр. На строительном рынке представлен обширный ассортимент товаров данного вида, которые можно подобрать по материалу, размерам, надёжности и другим техническим характеристикам.
Ими являются муфты, гайки, традиционные и обжимные фитинги. Они позволяют обеспечить надежное крепление труб, изготовленных из разных материалов и имеющих различный диаметр. На строительном рынке представлен обширный ассортимент товаров данного вида, которые можно подобрать по материалу, размерам, надёжности и другим техническим характеристикам.
Еще одним методом является резьбовое соединение. Однако его применение допускается только в тех местах трубопровода, в которых есть возможность контролировать надежность стыковки и выполнять ремонт.
Можете ли вы сварить оцинкованную трубу – Сварка оцинкованной трубы
Как только вы начнете вмешиваться в оцинкованные стальные трубы, они могут стать опасными. Оцинкованные стальные трубы используются в коммерческих целях и в быту благодаря своим долговечным и защитным качествам.
 Заслуженно, потому что цинк из покрытия выделяет токсичные химические вещества, которые вызывают относительное жжение в легких.
Заслуженно, потому что цинк из покрытия выделяет токсичные химические вещества, которые вызывают относительное жжение в легких.Итак, прежде чем вы нанесете себе ненужную травму этим чередованием самоделок, давайте рассмотрим все, что вам нужно знать о сварке оцинкованных труб.
Содержание
Технически да, вы можете сваривать оцинкованные трубы. Но прежде чем вы это сделаете, настоятельно рекомендуется принять ряд мер предосторожности, прежде чем пытаться совершить этот подвиг. В конце концов, вы действительно хотите избежать гальванического отравления — никто не хочет быть сбитым с толку этим.
Оцинкованные стальные трубы, используемые в качестве продукта для создания инфраструктуры и предотвращения ее эрозии и ржавчины, могут использоваться во всем, от водосточных желобов до Бруклинского моста. Но, и это большое но, как только вы нагреваете трубы из оцинкованной стали, вы выделяете токсичный побочный продукт цинка из защитного покрытия на металле.
Чтобы убедиться, что вы готовы, и чтобы уберечь вас от любых нежелательных опасений по поводу здоровья, в этой статье будет рассказано обо всем, что вам нужно знать. Мы рассмотрим, как сварить трубу, лучшие способы сделать это (будь то MIG, Stick, проволока или флюс), опасности и опасности, и посмотрим, к чему можно приваривать оцинкованную сталь.
Как сварить оцинкованную стальную трубу? Поскольку это довольно опасная задача, вам действительно необходимо принять некоторые меры предосторожности. Я знаю, что в наше время ходит много чепухи о здоровье и безопасности, но когда дело доходит до этого, серьезно, поверьте мне, это токсично. Оксид цинка может вызвать у людей «лихорадку металлического дыма», которая является гриппоподобной причиной этого токсина. Действительно, чрезмерное воздействие этого может привести к смерти. Известно, что некоторые сварщики пьют молоко или принимают добавки кальция перед сваркой оцинкованной стали для борьбы с воздействием цинка.
Действительно, чрезмерное воздействие этого может привести к смерти. Известно, что некоторые сварщики пьют молоко или принимают добавки кальция перед сваркой оцинкованной стали для борьбы с воздействием цинка.
Перед тем, как начать, лучше всего приобрести правильное защитное снаряжение. Вам понадобится 4 основных предмета комплекта. Сверхпрочный фартук, перчатки, хорошая сварочная маска и надежный сварочный респиратор. В дополнение к этому, вы должны получить хорошо проветриваемое рабочее место через вытяжку дыма или несколько вентиляторов для удаления избыточных паров, расположенных на расстоянии около 2-3 м (или, что еще лучше, установите рабочее место снаружи). Наконец, чтобы упростить задачу, многие предлагают удалить как можно больше защитного цинкового покрытия со стали перед началом сварки — это можно сделать, отшлифовав соответствующий участок перед тем, как приступить к сварке. Фактически, после того, как вы удалили цинковое покрытие на участках, которые вы хотите сварить, процедура такая же, как и при сварке обычной стали. Заземлите себя и приступайте к работе!
Заземлите себя и приступайте к работе!
Итак, вы разобрались со всеми соответствующими защитными средствами и знаете, какая задача вам предстоит. Но теперь вы хотите знать, как лучше сварить ваш участок оцинкованной трубы. Оцинкованные трубы могут быть немного сложнее сваривать из-за связанного сплавления, если вы не удалите все это покрытие. Это может вызвать включения и пористость. Несмотря на это, дуговая сварка металлическим газом (MIG) лучше всего подходит для сварки труб. Более универсальный и последовательный, чем другие методы, этот способ позволяет быстро создавать высококачественные сварные швы. Но это не значит, что три других основных метода сварки не работают — ниже мы рассмотрим несколько вариантов.
Читайте также: Пайка VS Сварка
Можно ли сваривать оцинкованные трубы MIG? Дуговая сварка металлическим электродом в среде защитного газа (GMAW или MIG) является наиболее популярным типом промышленной сварки. Он использует пистолет, заправленный газом вдоль проволочного электрода, который нагревает два обрабатываемых куска металла. Он требует постоянного напряжения и мощности, а это означает, что его может быть трудно использовать снаружи, если вы планировали сваривать оцинкованную сталь снаружи. Использование MIG при сварке оцинкованных труб обеспечивает высокую скорость перемещения и высокую производительность.
Он использует пистолет, заправленный газом вдоль проволочного электрода, который нагревает два обрабатываемых куска металла. Он требует постоянного напряжения и мощности, а это означает, что его может быть трудно использовать снаружи, если вы планировали сваривать оцинкованную сталь снаружи. Использование MIG при сварке оцинкованных труб обеспечивает высокую скорость перемещения и высокую производительность.
Вот почему MIG является отличным выбором, поскольку он обеспечивает достаточную стабильность и контроль для получения хорошей отделки. Вы хотите использовать более короткую цепь передачи для получения большей мощности при сварке, поэтому вам следует обратить внимание на 200-амперный, 100% рабочий цикл, источник питания с управлением «индуктивностью». Ваш сварочный пистолет будет оптимальным на 300 ампер, а лучший вариант для вашей проволоки — ER70S-2/ER70S-3. Следует избегать использования проволоки с высоким содержанием кремния, такой как ES70S-6, так как кремний растрескивается при смешивании с окружающим цинком. Во избежание разбрызгивания сварщик должен постоянно придерживать выступ проволоки во время работы. Кроме того, это довольно обычная сварочная работа, которая не должна причинять особых хлопот. Для более глубокого изучения MIG и того, как его правильно использовать, Weld Reality предлагает несколько лучших советов по обучению.
Во избежание разбрызгивания сварщик должен постоянно придерживать выступ проволоки во время работы. Кроме того, это довольно обычная сварочная работа, которая не должна причинять особых хлопот. Для более глубокого изучения MIG и того, как его правильно использовать, Weld Reality предлагает несколько лучших советов по обучению.
Для более старых сварщиков среди вас, вы можете больше привыкнуть к технике Stick. Дуговая сварка защитным металлом (SMAW, дуговая сварка или более известная как дуговая сварка) — это тип сварки, в котором используется «стержень» с электрическим током, который использует дугу между стержнем и свариваемыми объектами. Широко используемый в строительстве метод сварки электродами постепенно был заменен методом MIG. Тем не менее, он по-прежнему занимает свое место.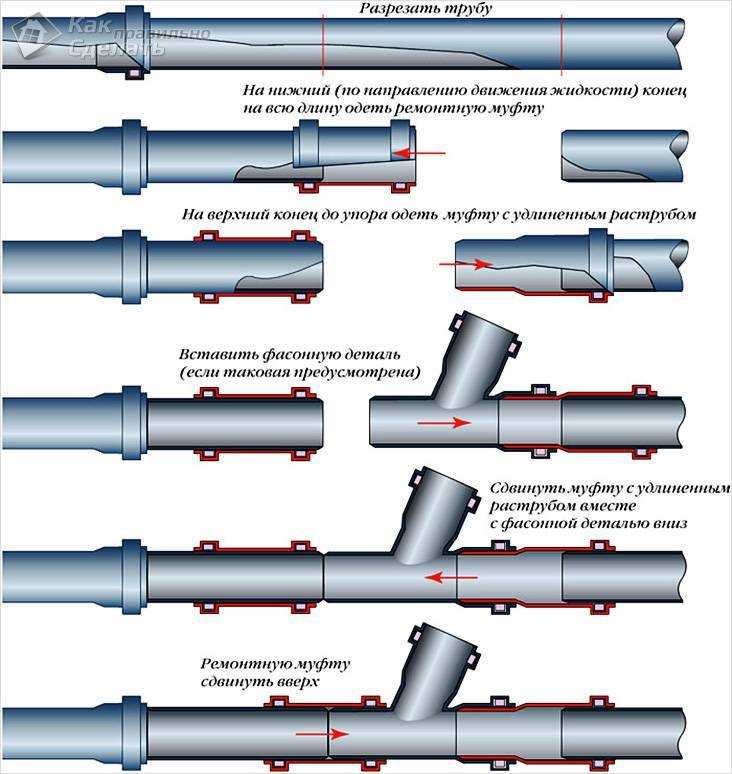 Он работает, создавая высокую температуру и расплавляя электрод и металл, создавая сварной шов. Дуговая сварка электродуговой сваркой лучше всего подходит для тяжелых металлов и поэтому может использоваться так же эффективно, как MIG для оцинкованной стали.
Он работает, создавая высокую температуру и расплавляя электрод и металл, создавая сварной шов. Дуговая сварка электродуговой сваркой лучше всего подходит для тяжелых металлов и поэтому может использоваться так же эффективно, как MIG для оцинкованной стали.
Из-за более низкой потребности в энергии этот метод можно использовать на открытом воздухе, и в этом отношении он предлагает явное преимущество перед MIG, учитывая опасность, связанную с побочным продуктом оксида цинка. Для этого проекта вы хотите использовать E6013 диаметром 3/32 дюйма, используя постоянный ток и положительные настройки электрода. Для более толстых кусков металла вам следует перейти на E6010, чтобы вы могли легко проникать в более толстый металл. При использовании сварочного аппарата важно помнить пару дополнительных советов, чтобы компенсировать отсутствие универсальности и подвижности. Для стыковых соединений необходимы более широкие зазоры, чтобы обеспечить полное проникновение. Полезно легкое взбивание, так как оно будет перемещать электрод вперед и назад и способствовать испарению цинка. Наконец, для борьбы с отсутствием контроля, который вы автоматически получаете с помощью Stick по сравнению с MIG, использование коротких дуг обеспечивает большую стабильность для получения точной и качественной сварки. Советы и рекомендации по сварке — это советы по сварке электродом.
Наконец, для борьбы с отсутствием контроля, который вы автоматически получаете с помощью Stick по сравнению с MIG, использование коротких дуг обеспечивает большую стабильность для получения точной и качественной сварки. Советы и рекомендации по сварке — это советы по сварке электродом.
Дуговая газовая сварка вольфрамовым электродом (GTAW или TIG, как ее чаще называют) — это процесс сварки, основанный на использовании газовой защиты наряду с процессом дуговой сварки, в котором используется расходуемый вольфрамовый электрод для создания желаемого эффекта. Из-за его сложности и трудоемкости для использования этого метода требуется высококвалифицированный / профессиональный сварщик. Он производит высококачественные сварные швы без брызг, но, как правило, используется в коммерческой сварке, например, в самолетах, автомобилях или мотоциклах. Поскольку это очень сложно и зависит от навыков, рекомендуется не использовать эту технику при изготовлении оцинкованной стали своими руками. Однако это не означает, что он не будет эффективным.
Однако это не означает, что он не будет эффективным.
Дуговая сварка с флюсовой сердцевиной (FCAW, более известная как сварка с флюсовой сердцевиной), разработанная в качестве альтернативы защитной сварке, использует процесс сварки, основанный на полуавтоматической дуговой сварке. Подобно сварке стержнем в своем практическом использовании, в этом методе используется флюс, заполненный трубчатой проволокой. Его можно использовать путем самозащиты или двойной защиты с помощью газа. Flux core, безусловно, конкурирует с MIG при использовании на оцинкованной стали. Его стойкость к загрязнениям (ржавчина и т. д.), его ковкий характер «вне положения» означает, что возможна сварка снаружи или внутри, а хорошее проникновение доказывает, что флюсовая сердцевина является отличным соперником при сварке оцинкованных труб.
После удаления цинкового покрытия процесс аналогичен обычному. Выберите вольт (слегка уменьшив его, чтобы избежать ненужных брызг) и ампер в соответствии с толщиной металла, не забудьте изменить полярность вашего сварочного аппарата с положительного MIG на отрицательный магнитный сердечник. Этот калькулятор может помочь вам в отношении того, какие настройки лучше всего реализовать для вашего конкретного куска металла. При сварке с флюсовым сердечником используйте технику вытягивания, а не проталкивания, чтобы цинк и шлак могли течь в правильном направлении. При использовании этого метода может потребоваться остановка и очистка пистолета, так как загрязняющие вещества накапливаются и закупоривают сварной шов. Как правило, этот метод, безусловно, является серьезным претендентом на применение MIG при сварке оцинкованных труб.
Этот калькулятор может помочь вам в отношении того, какие настройки лучше всего реализовать для вашего конкретного куска металла. При сварке с флюсовым сердечником используйте технику вытягивания, а не проталкивания, чтобы цинк и шлак могли течь в правильном направлении. При использовании этого метода может потребоваться остановка и очистка пистолета, так как загрязняющие вещества накапливаются и закупоривают сварной шов. Как правило, этот метод, безусловно, является серьезным претендентом на применение MIG при сварке оцинкованных труб.
Как упоминалось ранее, после удаления покрытия с оцинкованной стали сварка становится похожей на обычную сварку стали. Это означает, что механический процесс сварки оцинкованной стальной трубы и неоцинкованной стальной трубы практически одинаков. Удалив область, которая сваривается, от любого цинка, вы можете использовать методы сварки MIG или электродом Stick для достижения желаемого результата.
Помимо стандартных опасностей, связанных со сваркой, главная опасность, с которой вы столкнетесь, — это оксид цинка, который выгорает на оцинкованных трубах. Оксид цинка, побочный продукт защитного покрытия стали, вреден для человека. Он образует желто-зеленое облако газа при сгорании при высоких температурах сварки и, как известно, вызывает болезни у сварщиков, которые не имеют надлежащего оборудования. Обычно это проявляется в форме лихорадки от паров металлов, которая вызывает гриппоподобные симптомы. Длительное воздействие этих паров может вызвать серьезные проблемы со здоровьем. Из-за этого всегда рекомендуется надевать дополнительную защитную одежду и эффективный сварочный респиратор поверх обычного сварочного тряпчика.
Ядовито ли сваривать оцинкованные трубы? При сварке трубы выделяется ядовитое вещество, но при соблюдении правильных мер предосторожности вам не нужно слишком беспокоиться о длительном воздействии сварки оцинкованной стали.
Как упоминалось ранее, вполне может быть. Подобно сварке фитингов с оцинкованной сталью, обычную сталь можно достаточно легко приварить к оцинкованной стали. Это просто требует дополнительной стадии удаления этого вредного цинкового покрытия. Однако, как только это будет удалено из трубы, вы окажетесь в выигрыше. Можно возобновить обычную практику сварки, и вы можете использовать любую технику сварки, которая вам нравится. Что бы вам ни подходило, лучше всего использовать сварку MIG или Flux Core для достижения наилучших результатов.
Работает ли сварка JB на оцинкованной трубе? Да, это действительно сработает. Несмотря на то, что он не обеспечивает такой прочный или, скорее всего, долговечный ремонт, сварка JB должна работать на оцинкованной стали. Тем не менее, вы должны не забывать очищать от песка и обезжиривать любые области, над которыми вы работаете, чтобы обеспечить наиболее успешную адгезию.
Тем не менее, вы должны не забывать очищать от песка и обезжиривать любые области, над которыми вы работаете, чтобы обеспечить наиболее успешную адгезию.
Безопасная сварка оцинкованных стальных труб и кабелепроводов Allied
Сварка оцинкованных стальных труб Allied является очень достижимой операцией, если соблюдать три ключевых момента для обеспечения стабильных качественных результатов.
- Использование надежных методов и процедур сварки
- Соблюдайте надлежащие правила безопасности
- Применять хорошие методы восстановления сварных швов
Трубчатая сталь должна быть сварена таким образом, чтобы обеспечить достаточную прочность на всех соединениях между трубами; соответственно, требуемая конфигурация и размер сварного шва должны быть указаны на чертежах проектировщиком. Когда трубы свариваются встык (т. е. соединяются встык), сварной шов должен проходить через всю толщину стенки трубы, а усиление не должно превышать 3/32 дюйма (2,5 мм).
| Толщина стенки трубы (дюймы) | Минимальный размер углового сварного шва | Толщина стенки трубы (дюймы) | Минимальный размер углового шва |
|---|---|---|---|
| 0,035 | 0,063 (1/16″) | 0,113 | 0,160 (3/16″) |
| 0,049 | 0,069 (3/32″) | 0,133 | 0,186 (3/16″) |
| 0,065 | 0,092 (3/32″) | 0,14 | 0,198 (7/32″) |
| 0,072 | 0,102 (1/8″) | 0,145 | 0,205 (7/32″) |
| 0,083 | 0,117 (1/8″) | 0,154 | 0,217 (7/32″) |
| 0,095 | 0,134 (5/32″) | 0,18 | 0,250 (1/4″) |
| 0,109 | 0,134 (5/32 дюйма) | любая толщина (т) | 1,414 x (т) |
Эти размеры углового сварного шва подходят для тавровых и угловых соединений, где конец трубы имеет наплавку, чтобы соответствовать внешнему диаметру сопрягаемой трубы, или где конец трубы сплющен, так что контурирование не требуется.
Максимальный размер галтели не установлен, но сварные швы большего размера не улучшают качество сварного шва. Точно так же требуется больше времени для выполнения сварных швов большего размера, а это стоит денег.
Завершенные сварные швы должны быть проверены визуально и не должны иметь зазоров, пустот, трещин, подрезов, пористости или ударов дуги; они должны быть достаточно гладкими и однородными. Сварочные брызги должны быть удалены, особенно если свариваемая поверхность будет восстановлена путем покраски или покрытия.
Размеры угловых сварных швов следует проверять с помощью калибра для угловых сварных швов. Это простые проходные калибры, которые можно приобрести у местного поставщика сварочных материалов, или они могут быть изготовлены из толстого листового металла для определенных размеров. Если на чертеже указана сварка по всему стыку, размер сварного шва должен соответствовать минимальным требованиям чертежа по всему стыку.
ГАЗОВАЯ ДУГОВАЯ СВАРКА («MIG»)
Этот процесс на сегодняшний день является наиболее широко используемым сварочным процессом при сварке труб Allied, поскольку он обеспечивает быстрое выполнение высококачественных сварных швов.
Первый вариант — использовать режим переноса распылением. Используйте проволоку ER70S-2 или ER70S-3 диаметром 0,035 дюйма, защитный газ 92 % аргона/8 % CO2, сварочный пистолет на 400 ампер или более и источник питания на 400 ампер, рабочий цикл 100 %. Следуйте таблице ниже. Скорость перемещения будет высокой, а скорость осаждения (т.е. производительность) будет высокой.
При сварке оцинкованной стали калибра 16 и более тонкой может потребоваться использование режима переноса с коротким замыканием. Источник питания должен быть рассчитан на 200 ампер или более при 100% рабочем цикле и должен иметь контроль «индуктивности». Используйте проволоку ER70S-2 или ER70S-3 диаметром 0,035 дюйма, защитный газ 92 % аргона/8 % CO2, сварочный пистолет на 300 ампер. Установите индуктивность на максимум и регулятор наклона (если есть) между средним и максимальным наклоном. Следуйте настройкам в таблице ниже. Если сварщику трудно удерживать постоянный вылет, переключитесь на проволоку диаметром 0,030 дюйма и отрегулируйте скорость подачи проволоки, чтобы использовать примерно указанную выше силу тока.
Установите индуктивность на максимум и регулятор наклона (если есть) между средним и максимальным наклоном. Следуйте настройкам в таблице ниже. Если сварщику трудно удерживать постоянный вылет, переключитесь на проволоку диаметром 0,030 дюйма и отрегулируйте скорость подачи проволоки, чтобы использовать примерно указанную выше силу тока.
| Перенос распылением | Короткое замыкание | |
|---|---|---|
| Вольт: | от 27 до 30 | от 17 до 20 |
| Ампер: | от 250 до 380 | от 100 до 190 |
| Скорость подачи проволоки (дюйм/мин): | от 280 до 450 | от 100 до 210 |
| Расположение циферблата (часы): | от 1 до 3 | от 9 до 11 |
| Положение наконечника: | Утопленный 1/4″ | Удлиненный 1/4″ |
| Вылет проволоки: | 3/4 дюйма | 3/8 дюйма |
| Расход газа: | от 25 до 30 куб. футов в час футов в час | от 25 до 30 куб. футов в час |
| Брызги указывают на то, что: | Слишком низкое напряжение дуги | Слишком высокое напряжение дуги |
Вылет проволоки во время сварки должен оставаться постоянным. Если сварщик отводит горелку от заготовки, вылет увеличивается, а напряжение дуги увеличивается, вызывая разбрызгивание, если сварщик использует передачу с коротким замыканием. Если сварщик приближает горелку к заготовке, вылет становится короче, что снижает напряжение на дуге и увеличивает разбрызгивание, если сварщик использует струйный перенос. Сварщики должны понимать, как к этим фактам; то есть сварщик должен правильно настроить напряжение (т. е. установить его на минимальное разбрызгивание), а затем знать, что увеличение или уменьшение вылета влияет на напряжение на дуге и количество образующихся брызг. Один из лучших ресурсов для обучения использованию GMAW можно найти на Weld Reality.
Некоторым производителям удалось успешно сварить оцинкованные трубы с помощью проволоки с металлическим сердечником E70C-6, такой как Hobart Galvacor; приведенные выше параметры являются хорошей отправной точкой для металлопорошковой проволоки. Другие обнаружили, что самозащитная порошковая проволока, соответствующая стандарту E71T-14, например Innershield NR-152 от Lincoln и CoreShield 10 от ESAB, хорошо подходят для некоторых работ, поскольку защитный газ не требуется. При работе с порошковой проволокой соблюдайте рекомендуемые производителем электрода настройки.
Другие обнаружили, что самозащитная порошковая проволока, соответствующая стандарту E71T-14, например Innershield NR-152 от Lincoln и CoreShield 10 от ESAB, хорошо подходят для некоторых работ, поскольку защитный газ не требуется. При работе с порошковой проволокой соблюдайте рекомендуемые производителем электрода настройки.
Защитный газ
Выше рекомендуется начинать с защитного газа 92 % аргона/8 % CO2. При сварке труб толщиной на 12 калибров или толстых деталей содержание CO2 может быть увеличено до 18 %. Это увеличивает энергию дуги, обеспечивая проникновение в более толстую сталь. И наоборот, если вы свариваете калибр 18 или тоньше, содержание CO2 может быть снижено до 2%. Если прогорание является проблемой, переключитесь на газовую смесь 98% аргона/2% кислорода и уменьшите напряжение на 2–3 вольта. Использование смесей аргона и кислорода не рекомендуется для труб толщиной более 1/8 дюйма.
Газ, выделяющий заметно меньше паров цинка при сварке оцинкованных труб, — это Helistar GV компании Praxair; однако, поскольку это смесь гелия/аргона/CO2, она дороже, чем защитный газ на основе аргона.
ЭКРАНИРОВАННАЯ МЕТАЛЛИЧЕСКАЯ ДУГОВАЯ («ПАЛОЧНАЯ») СВАРКА
Из-за низкой производительности этот процесс следует использовать там, где нельзя использовать GMAW, например, на открытом воздухе, где ветер сделал бы использование процесса в газовой среде нецелесообразным. Оцинкованная стальная труба Allied может быть сварена с использованием электрода E6013 диаметром 3/32 дюйма с постоянным током и положительным электродом (обратная полярность) или переменным током с параметрами, рекомендованными производителем электрода. При сварке трубы с более толстыми материалами следует использовать E6010, чтобы обеспечить проникновение в более толстый материал.
ГАЗОВАЯ ВОЛЬФРАМОВАЯ ДУГА (TIG, HeliArc) СВАРКА
Этот процесс также имеет низкую производительность, но позволяет получить очень прочные сварные швы между оцинкованными компонентами. Сварка более тонкой оцинкованной стали может выполняться постоянным током, отрицательным электродом (прямая полярность), вольфрамовым электродом EWTh-2 диаметром 1/16″, заточенным карандашом, с плоским концом 1/32″, присадочным металлом ER70S-2 или ER70S-3. , защитный газ аргон и следующие параметры:
, защитный газ аргон и следующие параметры:
| Калибр | Толщина (дюймы) | Ампер для канавок | Ампер для галтелей | Диаметр наполнителя |
|---|---|---|---|---|
| от 18 до 22 | от 0,028 до 0,047 | от 35 до 65 | от 40 до 60 | 1/16 дюйма или 90 3/47 дюйма |
| 14 и 16 | 0,059; 0,079 | от 45 до 75 | от 65 до 90 | 3/32″ |
| 12 | 0,105 | от 65 до 90 | от 95 до 105 | 3/32″ |
| 10+ | 0,135 | от 70 до 100 | от 110 до 130 | 3/32″ |
GTAW является самым медленным и дорогостоящим из процессов сварки, и его следует использовать только там, где внешний вид имеет решающее значение, а механическая обработка поверхности для улучшения внешнего вида нецелесообразна.
Правильная техника безопасности
Когда производитель использует сварку, он должен знать об опасностях, связанных со сваркой. К ним относятся сварочный дым и дым, поражение электрическим током, электромагнитное излучение.
К ним относятся сварочный дым и дым, поражение электрическим током, электромагнитное излучение.
Сварочные и дымовые газы
При сварке образуется дым и пары, которые выходят из зоны сварки в виде шлейфа. Очевидно, что дым и испарения, возникающие в результате сварки, не особенно вредны для дыхания!
Самая рентабельная вещь для компании, имеющей дело со сварочным дымом и дымом, — это научить своих сварщиков держать голову подальше от шлейфа дыма. Руководящий персонал должен быть проинструктирован следить за сварщиками, головы которых находятся в шлейфе, и рекомендовать им сменить положение. Сварщики должны организовать свою работу так, чтобы воздух шел с одной стороны на другую, а не к сварщику или сзади него. Это предотвратит попадание шлейфа (и его содержимого) в зону дыхания сварщика. При высоте потолка 16 футов и более и площади 10 000 кубических футов на одного сварщика, а также при отсутствии замкнутых пространств естественная вентиляция считается адекватной. Если эти критерии не выполняются, необходимо обеспечить принудительную вентиляцию в соответствии со стандартом Z49 Американского национального института стандартов (ANSI)..1*. Это можно сделать с помощью мобильного колпака или вытяжного шланга, которые можно разместить вблизи места сварки, или с помощью стационарного кожуха, обеспечивающего скорость воздушного потока 100 футов в минуту (от 1 до 2 миль в час) вблизи места сварки. сварка. Вентиляция также может быть в виде рабочих столов с открытой решеткой с равномерной нисходящей вентиляцией, обеспечивающей не менее 150 кубических футов воздуха в минуту на квадратный фут поверхности стола. Наконец, к сварочному пистолету можно присоединить малообъемный высокоскоростной распылитель дыма, чтобы обеспечить локальное удаление дыма.
Если эти критерии не выполняются, необходимо обеспечить принудительную вентиляцию в соответствии со стандартом Z49 Американского национального института стандартов (ANSI)..1*. Это можно сделать с помощью мобильного колпака или вытяжного шланга, которые можно разместить вблизи места сварки, или с помощью стационарного кожуха, обеспечивающего скорость воздушного потока 100 футов в минуту (от 1 до 2 миль в час) вблизи места сварки. сварка. Вентиляция также может быть в виде рабочих столов с открытой решеткой с равномерной нисходящей вентиляцией, обеспечивающей не менее 150 кубических футов воздуха в минуту на квадратный фут поверхности стола. Наконец, к сварочному пистолету можно присоединить малообъемный высокоскоростной распылитель дыма, чтобы обеспечить локальное удаление дыма.
USFDA признает, что не менее 15 мг цинка в день необходимы для хорошего здоровья человека. Цинк также является необходимым микроэлементом для растений и животных. Однако слишком много цинка может вызвать временное заболевание, известное как «лихорадка металлического дыма». Вдыхание белого оксида цинка, образующегося при сварке цинка, может вызвать временные симптомы гриппа, включая лихорадку и озноб. Известно, что никаких постоянных или долгосрочных эффектов не происходит. Важно, чтобы сварочный шлейф, содержащий оксид цинка, отводился от сварочного аппарата. АНСИ Z49.1* требует, чтобы удаление паров цинка осуществлялось местной вытяжной вентиляцией при сварке цинка в помещении. Сварщиков также следует научить не стоять и не работать с подветренной стороны от другого сварщика, выполняющего сварку оцинкованных материалов. В дополнение к местной или общей вентиляции рекомендуются индивидуальные дыхательные фильтры. Легкие одноразовые фильтры, закрывающие половину лица, такие как респиратор от сварочного дыма 3M™ или фильтр от пыли/дыма/тумана (#9920), удобны для сварщика и не требуют обслуживания. Картриджные фильтры для полумаски с фильтрующими элементами, предназначенными для удаления паров металлов, также приемлемы и доступны в компании 3M. 3M также предлагает механические системы очистки воздуха и системы подачи воздуха, такие как респиратор 3M™ Adflo™ Powered Air Purifying Respiratory (PAPR).
Вдыхание белого оксида цинка, образующегося при сварке цинка, может вызвать временные симптомы гриппа, включая лихорадку и озноб. Известно, что никаких постоянных или долгосрочных эффектов не происходит. Важно, чтобы сварочный шлейф, содержащий оксид цинка, отводился от сварочного аппарата. АНСИ Z49.1* требует, чтобы удаление паров цинка осуществлялось местной вытяжной вентиляцией при сварке цинка в помещении. Сварщиков также следует научить не стоять и не работать с подветренной стороны от другого сварщика, выполняющего сварку оцинкованных материалов. В дополнение к местной или общей вентиляции рекомендуются индивидуальные дыхательные фильтры. Легкие одноразовые фильтры, закрывающие половину лица, такие как респиратор от сварочного дыма 3M™ или фильтр от пыли/дыма/тумана (#9920), удобны для сварщика и не требуют обслуживания. Картриджные фильтры для полумаски с фильтрующими элементами, предназначенными для удаления паров металлов, также приемлемы и доступны в компании 3M. 3M также предлагает механические системы очистки воздуха и системы подачи воздуха, такие как респиратор 3M™ Adflo™ Powered Air Purifying Respiratory (PAPR). Эти системы обеспечивают комбинированную защиту органов дыхания, головы, глаз и лица в ситуациях, когда невозможно избежать воздействия дыма.
Эти системы обеспечивают комбинированную защиту органов дыхания, головы, глаз и лица в ситуациях, когда невозможно избежать воздействия дыма.
*Этот стандарт, а также информационные бюллетени по безопасности и охране здоровья при сварке можно бесплатно получить в Американском обществе сварщиков, Майами, Флорида.
Поражение электрическим током
Сварщики и те, кто работает со сваркой, должны знать, что в сварочной цепи имеется достаточное напряжение, чтобы вызвать серьезную травму. При использовании стандартного аппарата для дуговой сварки разница между сварочным электродом и окружающей заготовкой и зданием составляет 80 вольт; при использовании процесса с непрерывной проволокой, такого как MIG или Flux core, эта разница составляет около 40 вольт. Сварщики обычно знают о потенциальной опасности, но другие, кто занимается сваркой, часто не знают об этой опасности. Эта ситуация должна регулярно рассматриваться во время совещаний по безопасности.
Электромагнитное излучение
При использовании любого процесса дуговой сварки генерируется электрическая дуга, которая излучает различные формы энергии электромагнитного излучения, включая свет. Наиболее вредным из этого излучения является ультрафиолетовый свет, который может вызвать слепоту при чрезмерном воздействии. Сварщики знают, что во время сварки необходимо надевать адекватную защиту от радиации. Однако те, кто работает со сваркой, также должны защищать себя. Обычно это делается путем размещения либо непрозрачных, либо полупрозрачных, но поглощающих ультрафиолетовое излучение барьеров вокруг зоны, где выполняется сварка. Это излучение также может обжечь кожу, поэтому сварщик и все, кто работает со сваркой, должны носить защитную одежду, чтобы избежать опасности. Защита глаз должна состоять из защитных очков из поликарбоната с боковыми щитками. Поликарбонат поглощает самое вредное ультрафиолетовое излучение, предотвращая повреждение глаз. Кроме того, эта практика предотвратит «сварочный ожог» (солнечный ожог белка глазного яблока), который обычно вызывается отражением дуги от окружающих предметов, включая стены.