
Error 404 – Законодательство, нормативные акты, образцы документов
Новости:
Все обновления | Последние изменения: 1. «ОралОрал қалалық мәслихатының 2014 жылғы 25 қарашадағы № 30-5 «Орал қаласында аз қамтамасыз етілген отбасыларға (азаматтарға) тұрғын үй көмегін көрсетудің мөлшерін және тәртібін айқындау туралы қағидасын бекіту туралы» шешіміне өзгерістер енгізу туралы Батыс Қазақстан облысы Орал қалалық мәслихатының 2015 жылғы 3 желтоқсандағы № 39-3 шешімі Қазақстан Республикасының 2001 жылғы 23 қаңтардағы «Қазақстан Республикасындағы жергілікті мемлекеттік басқару және өзін-өзі басқару туралы» және 1997 жылғы 16 сәуірдегі «Тұрғын үй қатынастары туралы» Заңдарына сәйк Далее… «ОралОрал қалалық мәслихатының 2014 жылғы 25 қарашадағы № 30-5 «Орал қаласында аз қамтамасыз етілген отбасыларға (азаматтарға) тұрғын үй көмегін көрсетудің мөлшерін және тәртібін айқындау туралы қағидасын бекіту туралы» шешіміне өзгерістер енгізу туралы Батыс Қазақстан облысы Орал қалалық мәслихатының 2015 жылғы 3 желтоқсандағы № 39-3 шешімі Қазақстан Республикасының 2001 жылғы 23 қаңтардағы «Қазақстан Республикасындағы жергілікті мемлекеттік басқару және өзін-өзі басқару туралы» және 1997 жылғы 16 сәуірдегі «Тұрғын үй қатынастары туралы» Заңдарына сәйк Далее…2. ««Қазақстан Республикасы ұлттық қауіпсіздік комитеті органдарының әскери, арнаулы оқу орындарында іске асырылатын жоғары және жоғары оқу орнынан кейінгі білім беру мамандықтары бойынша үлгілік оқу жоспарларын бекіту туралы» Қазақстан Республикасы Ұлттық қауіпсіздік комитеті Төрағасының 2016 жылғы 13 қаңтардағы № 9/ҚБП бұйрығына өзгерістер енгізу туралы» Қазақстан Республикасы Ұлттық қауіпсіздік комитеті Төрағасының 2016 жылғы 10 қазандағы № 67/ҚБП бұйрығы. Қызмет бабында пайдалануға арналған және Деректер базасына енгізілмейді Далее… Қызмет бабында пайдалануға арналған және Деректер базасына енгізілмейді Далее…3. Утверждены Правила согласования размещения предприятий и других сооружений, а также условий производства строительных и других работ на водных объектах, водоохранных зонах и полосах (аннотация к документу от 01.09.2016)Утверждены Правила согласования размещения предприятий и других сооружений, а также условий производства строительных и других работ на водных объектах, водоохранных зонах и полосахАннотация к документу: Приказ Заместителя Премьер-Министра Республики Казахстан – Министра сельского хозяйства Республики Казахстан от 1 сентября 2016 года № 380 «Об утверждении Правил согласования размещения предприятий и других сооружений, а также условий производства строительных и других работ на водных объектах, водоохранных зонах и полосах»В соответствии с подпунктом 7-5) пункта 1 статьи 37 Водного кодекса Республики Казахстан от 9 июля 2003 год Далее…4. Утверждены Правила регулирования цен на услуги, производимые и реализуемые субъектами государственной монополии в области связи (аннотация к документу от 24. 10.2016)Утверждены Правила регулирования цен на услуги, производимые и реализуемые субъектами государственной монополии в области связиАннотация к документу: Приказ Министра информации и коммуникаций Республики Казахстан от 24 октября 2016 года № 221 «Об утверждении Правил регулирования цен на услуги, производимые и реализуемые субъектами государственной монополии в области связи»В соответствии с подпунктом 1) пункта 2 статьи 20 Закона Республики Казахстан от 5 июля 2004 года «О связи» утверждены Далее… 10.2016)Утверждены Правила регулирования цен на услуги, производимые и реализуемые субъектами государственной монополии в области связиАннотация к документу: Приказ Министра информации и коммуникаций Республики Казахстан от 24 октября 2016 года № 221 «Об утверждении Правил регулирования цен на услуги, производимые и реализуемые субъектами государственной монополии в области связи»В соответствии с подпунктом 1) пункта 2 статьи 20 Закона Республики Казахстан от 5 июля 2004 года «О связи» утверждены Далее…5. Утверждены Правила формирования перечня энергопроизводящих организаций, использующих возобновляемые источники энергии (аннотация к документу от 09.11.2016)Утверждены Правила формирования перечня энергопроизводящих организаций, использующих возобновляемые источники энергииАннотация к документу: Приказ Министра энергетики Республики Казахстан от 9 ноября 2016 года № 482 «Об утверждении Правил формирования перечня энергопроизводящих организаций, использующих возобновляемые источники энергии»В соответствии с подпунктом 10-3) статьи 6 Закона Республики Казахстан от 4 июля 2009 года «О поддержке использования возобновляемых источников энергии» утверждены Далее. .. ..6. Изменения внесены в ряд приказов Министра энергетики Республики Казахстан (аннотация к документу от 31.05.2016)Изменения внесены в ряд приказов Министра энергетики Республики КазахстанАннотация к документу: Приказ Министра энергетики Республики Казахстан от 31 мая 2016 года № 228 «О внесении изменений в некоторые приказы Министра энергетики Республики Казахстан»В частности, изменения внесены в приказ Министра энергетики Республики Казахстан «Об утверждении Правил пользования тепловой энергией», изменения затронули понятия и определения используемые в правилах. Также, изменения внесены в ряд пунктов правил, а именно: Далее…7. Заканчивается срок приема заявлений по легализации имуществаЗаканчивается срок приема заявлений по легализации имущества Вниманию всех заинтересованных лиц!Напоминаем, что 31 декабря 2016 года заканчивается легализация имущества, которая проводилась с 1 сентября 2014 года в соответствии с Законом РК от 30 июня 2014 года № 213-V «Об амнистии граждан Республики Казахстан, оралманов и лиц, имеющих вид на жительство в Республике Казахстан, в связи с легализацией ими имущества». При этом, срок подачи документов для легализации недвижимого имущества, находящегося на территории Республики Казахстан, заканчился 30 ноября 2016 года, а для иного имущества срок подачи документов завершается за 5 рабочих дней до конца 2016 года, то есть не позднее 23 декабря 2016 года. Далее… При этом, срок подачи документов для легализации недвижимого имущества, находящегося на территории Республики Казахстан, заканчился 30 ноября 2016 года, а для иного имущества срок подачи документов завершается за 5 рабочих дней до конца 2016 года, то есть не позднее 23 декабря 2016 года. Далее…8. 31 декабря истекает срок уплаты налога на транспорт физическими лицами31 декабря истекает срок уплаты налога на транспорт физическими лицами Вниманию физических лиц, имеющих на праве собственности транспортные средства!Срок уплаты налога на транспортные средства истекает 31 декабря 2016 года.Обратите внимание, что с 1 января 2016 года уплата налога физическими лицами производится по месту жительства.В случае осуществления регистрационных действий по передаче права собственности на транспортное средство, сумма налога, подлежащая уплате за фактический период владения таким объектом лицом, передающим эти права, должна быть внесена в бюджет до совершения указанных действий.Уплата налога на транспортные средства физическим лицом, являю Далее. .. ..9. О дифференциации доходов и расходов населения в Республике Казахстан за 3 квартал 2016 годаО дифференциации доходов и расходов населения в Республике Казахстан за 3 квартал 2016 года По результатам выброчного обследования домашних хозяйств доля населения, имеющего доходы ниже величины прожиточного минимума (уровень бедности), в Республике Казахстан в 3 квартале 2016 года составила 2,5%, по сравнению с соответствующим периодом предыдущего года оставшись на том же уровне. Вместе с тем, по-прежнему, сохраняется разрыв между уровнем бедности среди городского и сельского населения. Наибольшее значение уровня бедности в 3 квартале 2016 года зарегистрировано в Южно-Казахстанской (5,0%), Атырауской и Жамбылско Далее…10. Сагинтаев поручил акимам «удержать» инфляциюСагинтаев поручил акимам «удержать» инфляцию Премьер-министр РК Бакытжан Сагинтаев поручил акимам регионов работать по «удержанию» инфляции в коридоре 6-8%, передает корреспондент Zakon.kz.«В прошлый раз мы говорил о том, что необходимо оставаться в коридоре 6-8% по инфляции. 11 месяц мы грубо так провалили и вот я еще раз обращаюсь к акимам регионов, чтобы в декабре 2016 года мы удержали инфляцию с тем, чтобы остаться в коридоре 6-8%. Работу будем продолжать. На следующей неделе еще поговорим по итогам», – сказал он на заседании Правительства РК.В то же время Глава Кабмина отметил, что тенденция по росту экономики в Казахстане по итогам 11 месяцев положительная.«Мы видим, что хорошие показатели имеем, тенденция положительная. И, если мы по итогам полугодия говорили о том, что было бы хорошо, чтобы мы год Далее… 11 месяц мы грубо так провалили и вот я еще раз обращаюсь к акимам регионов, чтобы в декабре 2016 года мы удержали инфляцию с тем, чтобы остаться в коридоре 6-8%. Работу будем продолжать. На следующей неделе еще поговорим по итогам», – сказал он на заседании Правительства РК.В то же время Глава Кабмина отметил, что тенденция по росту экономики в Казахстане по итогам 11 месяцев положительная.«Мы видим, что хорошие показатели имеем, тенденция положительная. И, если мы по итогам полугодия говорили о том, что было бы хорошо, чтобы мы год Далее…11. Обзор пользователей интернет-услуг ЕНПФ за декабрь 2016 годаОбзор пользователей интернет-услуг ЕНПФ за декабрь 2016 года Количество вкладчиков, выбравших метод веб-информирования Единого накопительного пенсионного фонда, на декабрь 2016 года составляет 2,77 миллиона человек. Доля пользователей онлайн услуг ЕНПФ за год выросла с 13% до 29%.Всего за год число абонентов фиксированного интернета в РК выросло на 201 тысячу, до 2,27 миллиона. Из них 55 тысяч количество новых абонентов сельской местности, всего – 436 тысяч.За 5 лет количество интернет-абонентов в РК выросло почти вдвое – на 93%. При этом показатели села подскочили почти втрое (на 179%). Далее… Из них 55 тысяч количество новых абонентов сельской местности, всего – 436 тысяч.За 5 лет количество интернет-абонентов в РК выросло почти вдвое – на 93%. При этом показатели села подскочили почти втрое (на 179%). Далее…12. Ликвидация организации как основание прекращения производства по гражданскому делу (Тимур Данабаев, практикующий юрист)Ликвидация организации как основание прекращения производства по гражданскому делу Тимур ДанабаевПрактикующий юрист Подпунктом 8) статьи 277 Гражданского процессуального кодекса Республики Казахстан (далее – ГПК РК) предусмотрено, что суд прекращает производство по делу если организация, выступающая стороной по делу, ликвидирована с прекращением ее деятельности и отсутствием правопреемников. Указанные ниже вопросы свидетельствуют о наличии определенных сложностей с толкованием и практическим применением в судебной практике указанной нормы права, а также о существовании различных (нередко противоречивых) подходов к ее применению. Рассмотрим эти Далее. .. ..13. Розничная торговля за ноябрь 2016 годаРозничная торговля за ноябрь 2016 года Средний чек на городского жителя в ноябре 2016 составил 66,2 тысячи тенге – на 7,5% больше, чем годом ранее. Объем ритейла за год вырос на 9,6%, и достиг 669,1 млрд тг.В ноябре объем официальной розничной торговли составил 669,1 млрд тг – на 0,3% (+2,1 млрд тг) больше, чем в октябре, и на 9,6% (+58,7 млрд тг) больше, чем годом ранее.Примечательно, что положительную динамику обеспечили регионы, в то время как обе столицы, концентрирующие 35,5% всего ритейла по РК, в минусе по отношению к октябрю 2016.Наибольший месячный прирост отмечен в Павлодарской области (почти на треть, до 36,5 млрд тг) и Жамбылской области (+17,2%, до 20 млрд тг). Далее…14. Утвержден Генеральный план города Атырау (аннотация к документу от 29.11.2016)Утвержден Генеральный план города Атырау Аннотация к документу: Постановление Правительства Республики Казахстан от 29 ноября 2016 года № 749 «О Генеральном плане города Атырау Атырауской области (включая основные положения)» (не введено в действие)В соответствии со статьей 19 Закона Республики Казахстан от 16 июля 2001 года «Об архитектурной, градостроительной и строительной деятельности в Республике Казахстан» и в целях обеспечения комплексного развития города Атырау Атырауской области Правительство Республики Казахстан утвержден Далее. .. ..15. Реализация кадровой политики в Национальном бюро по противодействию коррупции (аннотация к документу от 21.10.2016)Реализация кадровой политики в Национальном бюро по противодействию коррупцииАннотация к документу: Приказ Председателя Агентства Республики Казахстан по делам государственной службы и противодействию коррупции от 21 октября 2016 года № 18 «О некоторых вопросах реализации кадровой политики в Национальном бюро по противодействию коррупции (Антикоррупционной службе) Агентства Республики Казахстан по делам государственной службы и противодействию коррупции»В соответствии с подпунктом 9) статьи 5-1, Далее…16. Особенности исполнения налогового обязательства при ликвидации и прекращении деятельности (ДГД по Восточно-Казахстанской области, 15 ноября 2016 г.)Особенности исполнения налогового обязательства при ликвидации и прекращении деятельности Законом Республики Казахстан от 29 декабря 2014 года № 269-V «О внесении изменений и дополнений в некоторые законодательные акты Республики Казахстан по вопросам кардинального улучшения условий для предпринимательской деятельности в Республике Казахстан» внесены существенные изменения в части ликвидации предприятий и ИП, а именно, предоставлена возможность закрытия по результатам аудиторской проверки. В Кодекс Республики Казахстан «О налогах и других обязательных платежах в бюджет» (далее- Налоговый кодекс) введена новая статья 37-2 «Ос Далее… В Кодекс Республики Казахстан «О налогах и других обязательных платежах в бюджет» (далее- Налоговый кодекс) введена новая статья 37-2 «Ос Далее…17. Вернуть в административное законодательство (Ержан Карабаев, председатель апелляционной судебной коллеги по уголовным делам Мангистауского областного суда)Вернуть в административное законодательство Ержан Карабаев, председатель апелляционной судебной коллеги по уголовным делам Мангистауского областного суда В судебной практике казахстанских судов возникают проблемные вопросы при рассмотрении уголовных дел по уголовным проступкам и при назначении наказаний за их совершение. Далее…18. Повышая доверие к правосудию (Малик Жаркынбеков, судья Актюбинского областного суда)Повышая доверие к правосудию Малик Жаркынбеков, судья Актюбинского областного суда VII внеочередной Съезд судей Республики Казахстан определил основные направления совершенствования деятельности судов по эффективной защите прав, свобод, достоинства и собственности граждан государства. В целом работа Съезда была нацелена на становление прочной, современной, демократической судебной системы как одной из главных составляющих развития страны, развития нашего государства в среднесрочной и дальней перспективе. Далее… В целом работа Съезда была нацелена на становление прочной, современной, демократической судебной системы как одной из главных составляющих развития страны, развития нашего государства в среднесрочной и дальней перспективе. Далее…19. К эффективной реализации реформ (М. Рысбеков, председатель СМЭС Павлодарской области)К эффективной реализации реформ М. Рысбеков, председатель СМЭС Павлодарской области К 25-й годовщине Независимости мы подходим с новой казахстанской мечтой, которая тождественна главной цели реализуемой нами «Стратегии-2050». К середине ХХІ века мы планируем добиться вхождения Казахстана в число 30 самых развитых государств мира.Лидер нации, выступая на XVI Съезде партии «Нур Отан Далее…20. Снизить размеры взысканий (Ермек Махметов, судья САС г. Актобе)Снизить размеры взысканий Ермек Махметов, судья САС г. Актобе Долгое время, начиная с момента обретения Казахстаном независимости, административному законодательству, регулирующему административно-деликтные правоотношения, не уделялось должного внимания, оно являлось наследием советского времени, сохранив в себе карательно-репрессивный характер. |
Способы сварки трубопроводов и виды сварных соединений
При изготовлении и монтаже технологических трубопроводов наиболее распространенным способом получения неразъемных соединений является сварка. Сваривать трубопроводы можно промышленным способом, обеспечивающим выполнение требований СНиП III-Г.9—62. При этом должны быть максимально использованы автоматические или полуавтоматические способы сварки.
Сварке подвергают металлы, неметаллические материалы — пластмассы, стекло.
Все существующие способы сварки можно разделить на две основные группы: сварка давлением (пластическая) и сварка плавлением.
Основные способы сварки, получившие или получающие в настоящее время широкое применение в народном хозяйстве, приведены в классификации.
При изготовлении и монтаже технологических трубопроводов применяют в основном следующие виды сварки: ручную газовую, ручную электродуговую с помощью металлических электродов, полуавтоматическую и автоматическую электродуговую под слоем флюса, полуавтоматическую и автоматическую электродуговую в среде защитных газов, электроконтактную стыковую. В последнее время внедряется сварка порошковой и голой электродной проволоками, а также стыковая при высокочастотном нагреве (рис. 76).
Наибольшее применение при изготовлении трубопроводов получили способы электродуговой сварки, которые производят на постоянном и переменном токе. При сварке на постоянном токе к изделию присоединяют провод, соединенный с плюсовым полюсом машины, а к электроду — провод от минусового полюса машины. Такое соединение сварочной цепи называется соединением с прямой полярностью. Обратное соединение сварочных проводов — плюс на электроде и минус на изделии называется соединением с обратной полярностью.
Рис. 76. Принципиальная схема стыковой сварки труб при индукционном нагреве: 1 — труба, 2 — зажим, 3 — трансформатор ТВЧ, 4 — индуктор
76. Принципиальная схема стыковой сварки труб при индукционном нагреве: 1 — труба, 2 — зажим, 3 — трансформатор ТВЧ, 4 — индуктор
Экономически более выгодна сварка на переменном токе вследствие меньшего расхода электроэнергии, меньшей стоимости оборудования и более простого ухода за ними по сравнению с машинами постоянного тока.
При сварке технологических трубопроводов используют различные виды сварных соединений — стыковые, нахлесточные, а в ряде случаев — угловые (приварка штуцеров, плоских фланцев). На рис. 77 приведены часто применяемые виды сварных соединений труб и деталей трубопроводов.
Рис. 77. Виды сварных соединений труб и деталей трубопроводов:
а — стыковое продольное с односторонним швом, б — стыковое продольное с двухсторонним швом,
в — стыковое поперечное с односторонним швом без скоса кромок, г — то же со скосом кромок,
д — стыковое поперечное с подкладным кольцом без расточки, е — то же с внутренней расточкой,
ж — стыковое контактное, з — угловое одностороннее без скоса кромок,
и — угловое двухстороннее без скоса кромок, к — угловое одностороннее со скосом кромок,
л — раструбное нахлесточное.
Благодаря повышенной прочности наибольшее распространение имеет сварное соединение встык. Стыковые соединения могут иметь продольное (рис. 77, а,б)и поперечное (рис. 76,в— ж) расположение шва. Продольные стыки часто выполняют при изготовлении труб и деталей трубопроводов из листа, поперечные стыки — при соединении труб и деталей трубопроводов между собой.
По характеру выполнения сварного соединения швы разделяются на односторонние (рис. 77,а, в, г), двухсторонние (рис. 77,6), односторонние с подкладным кольцом (рис. 77, д, е). Трубопроводы с условным проходом до 500 мм сваривают только односторонним швом. Двухсторонний шов, т. е. с подваркой корня шва с внутренней стороны для повышения прочности соединения применяют для трубопроводов с условным проходом 600 мм и выше. Ограниченное применение подкладных колец объясняется тем, что они уменьшают проходное сечение трубопровода и вызывают дополнительное гидравлическое сопротивление.
Угловое сварное соединение без скоса кромок (рис. 77, з, и)и со скосом одной кромки (рис. 77, к) выполняют при изготовлении сварных деталей трубопроводов, а также при сварке деталей с трубами.
Рис. 78. Положение сварного шва в пространстве:
I — нижнее, II — вертикальное, I I I — потолочное, IV — горизонтальное на вертикальной плоскости
Сварное соединение в раструб — нахлесточное (рис. 77, л) является менее прочным, чем стыковое, и требует дополнительного расхода труб, а также необходимости производить предварительную раздачу конца трубы по диаметру. Такое соединение нашло применение в основном при сварке труб из цветных металлов и неметаллических материалов.
В соответствии с положением швов в пространстве различают сварку в нижнем I

Большинство поворотных стыков труб и деталей, выполняемых на трубозаготовительных заводах и в мастерских, сваривают наиболее простым и удобным швом в нижнем положении. Сварка неповоротных стыков значительно сложнее и требует высокой квалификации сварщика.
Вне зависимости от способа сварки основными требованиями, предъявляемыми к сварному шву технологических трубопроводов, являются прочность, пластичность и плотность. Прочность и пластичность металла швов должна быть не ниже, чем у основного металла.
К сварке и прихватке стыков трубопроводов I, II, III и IV категории допускаются сварщики, имеющие удостоверение о сдаче испытаний в соответствии с «Правилами испытания электросварщиков и газосварщиков для допуска их к ответственным сварочным работам», утвержденными Госгортехнадзором.
Номера сварных стыков трубопроводов I и II категории необходимо записывать в журнале сварочных работ. К сварке и прихватке стыков трубопроводов V категории допускаются сварщики без сдачи испытаний по правилам Госгортехнадзора, неуспешно выполнившие пробные стыки.
Каждому сварщику выдается клеймо, номер которого он обязан выбивать на расстоянии 30—50 мм от стыка.
1. Какие основные виды сварки применяют при трубопроводных работах?
2. Какие основные виды сварных соединений используют при сварке трубопроводов, в чем их особенности?
3. Какие основные требования предъявляют к сварным швам?
4. Какие положения могут иметь сварные швы в пространстве, в чем особенности?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов
СНиП и контроль качества сварных швов
Сварочная работа, как и любая другая производственная деятельность, требует наличия и соблюдения определенных правил, чтобы при сварке процесс был максимально продуктивным, а сварные соединения — качественными. В России и некоторых странах бывшего СССР такие правила установлены документами СНиП (строительные нормы и правила), ГОСТ (государственный стандарт), ЕНиР (единые нормы и расценки), СП (свод правил) и другими.
В России и некоторых странах бывшего СССР такие правила установлены документами СНиП (строительные нормы и правила), ГОСТ (государственный стандарт), ЕНиР (единые нормы и расценки), СП (свод правил) и другими.
Впервые устроившись на работу начинающие сварщики часть сталкиваются с незнанием СНиПов и ГОСТов, и это не удивительно. Ведь перед сварщиком стоит задача изучить и понять десятки нормативных документов, написанных в официально-деловом стиле, а это отнимает много времени. Мы решили помочь вам и опираясь на правила, используемые в строительстве и при сварке, составили список важнейших норм, которые следует знать перед тем, как приступить к работе. Мы научим рассчитывать время сварки на 1 м шва и рассчитытвать, сколько метров в день нужно сварить, расскажем, как провести контроль качества сварных соединений и какие предъявляются требования к сварным конструкциям.
Содержание статьи
- Нормативы сварочных работ
- Нормы времени
- Норма выработки
- Нормы расхода электроэнергии
- Норма расхода комплектующих
- Расчет времени, затраченного на сварку
- Расчеты
- Как организовать рабочее место
- Контроль качества сварочных работ
- Проверка квалификации
- Контроль качества свариваемых деталей
- Визуальный и механический контроль качества сварных соединений
- Ультразвуковой контроль сварных соединений
- Требования к сварным швам
- Требования к механическим свойствам сварного соединения
- Требования к качеству сварного шва
- Прочие требования к сварным соединениям
- Технические условия на изготовление сварочных конструкций
- Вместо заключения
Нормативы сварочных работ
Для начала давайте разберемся, зачем вообще нужны нормативы и какие они бывают. Прежде всего, нормативы регулируют качество и скорость выполнения работы. Также на нормативы влияет способ сварки, функциональные возможности сварочного оборудования, используемого при сварке, и квалификация сварщика. Ведь опытный мастер способен сделать за смену в два раза больше работы, чем начинающий работник. Также учитывается рабочее место сварщика, отдельное внимание уделяется его организации.
Прежде всего, нормативы регулируют качество и скорость выполнения работы. Также на нормативы влияет способ сварки, функциональные возможности сварочного оборудования, используемого при сварке, и квалификация сварщика. Ведь опытный мастер способен сделать за смену в два раза больше работы, чем начинающий работник. Также учитывается рабочее место сварщика, отдельное внимание уделяется его организации.
Современные нормативы регулируют время, которое сварщик должен затратить на свою работу, количество выполненной работы (например, количество сваренных металлических изделий за смену), расход электроэнергии и материалов (электродов, сварочного оборудования и прочего). Давайте подробнее остановимся на каждом из нормативов.
Нормы времени
В большинстве стран бывшего СССР существуют так называемые единые нормы времени на выполнение 1 м шва. Они обычно прописаны в нормативных документах. Но, несмотря на это каждый сварщик должен самостоятельно уметь делать расчет времени сварки, поскольку это один из важнейших показателей его продуктивности. Норма времени складывается из того, сколько сварщик должен потратить минут на непосредственный процесс сварки, и сколько должен потратить на подготовительные и/или иные производственные операции. В целом, выделяют три производственных операции, из которых складывается норма:
Норма времени складывается из того, сколько сварщик должен потратить минут на непосредственный процесс сварки, и сколько должен потратить на подготовительные и/или иные производственные операции. В целом, выделяют три производственных операции, из которых складывается норма:
- Основная производственная операция. К ней относится заготовка материалов для сварки и металла, его обработка и подготовка к сварке. Также сюда входит сам сварочный процесс.
- Вспомогательная производственная операция. К ней относится контроль качества сварных соединений и швов, а также транспортировка готовой детали в следующий цех.
- Дополнительное время. Оно тоже регулируется и дается специально для того, чтобы сварщик мог провести обслуживание процесса сварки 1 и сдать деталь на хранение, если это необходимо между основной и вспомогательной операцией.
Также обратите внимание, что прежде чем произвести расчет времени сварки нужно учесть и другие процессы, отнимающие даже несколько секунд при работе. К таким процессам относится настройка сварочного аппарата, время, затраченное на поджёг и время горения дуги при сварке особых видов металлов, время, потраченное на смену стержней, нанесение флюса или очистки шва и тому подобное. Также не забудьте учесть, что сварщику нужно время на уход за рабочим местом и на отдых (для этого нужно вычесть около 20% от полученного времени).
К таким процессам относится настройка сварочного аппарата, время, затраченное на поджёг и время горения дуги при сварке особых видов металлов, время, потраченное на смену стержней, нанесение флюса или очистки шва и тому подобное. Также не забудьте учесть, что сварщику нужно время на уход за рабочим местом и на отдых (для этого нужно вычесть около 20% от полученного времени).
Выше мы писали, что учитывается еще и квалификация сварщика, а также его опыт. Обычно это просчитывается с помощью специального коэффициента. В ходе расчетов мы получаем цифру, которая является эквивалентом квалификации. Проще говоря, каждой квалификации присваивается своя цифра, которая затем используется в расчетах.
Расчет можно производить разными способами, но самый распространенный — рабочие единицы. Одна рабочая единица равна одному сваренному изделию. Чем выше квалификация, тем больше единиц должен выполнять сварщик за смену. Если объемы работ слишком большие и не позволяют производить расчет в единицах, то рассчитывается время в минутах, необходимое для выполнения 1 м шва. Как видите, в норму времени входит множество операций, которые стоит учесть при расчетах. О том, как делать расчет, мы поговорим позже, а пока давайте разберемся с остальными нормами.
Как видите, в норму времени входит множество операций, которые стоит учесть при расчетах. О том, как делать расчет, мы поговорим позже, а пока давайте разберемся с остальными нормами.
Норма выработки
Норма выработки — это , по сути, просто то количество работы, которое вы выполнили за определенное количество времени. Как мы говорили выше, норма может выражаться в количестве изделий или в метрах сварного шва, которые вы успели наварить за час или за смену. Норма выработки может быть просто одним из компонентов нормы времени, а может существовать как самостоятельное правило.
Чтобы вам было понятнее, приведем простой пример. Допустим, сварщику нужно сварить 24 метра шва за смену. Мы просчитывает все: время, которое нужно потратить на настройку оборудования, на подготовку металла, на поджёг дуги, на сварочный процесс и так далее, плюс не забываем добавить время на отдых. Итого для сварщика средней квалификации норма составит 3 метра шва за 1 час. Соответственно в день (при условии 8-ти часового рабочего дня) сварщик должен сделать 24 метра шва.
Нормы расхода электроэнергии
Еще одна не менее важная норма, о которой не стоит забывать. Она необходима для расчета себестоимости сварочных работ и готового изделия. Зачастую расход считают в киловатт-часах, которые сварщик потратил на свою работу. Показания снимаются со счетчика.
Норма расхода комплектующих
Как вы понимаете, за время сварки вы расходуете не только электричество и время, но и комплектующие: электроды, газ, флюс, проволоку и прочее. Также сюда входит естественный износ аппаратов, применяемых при сварке. Износу подвержено не только оборудование, но и специфические элементы, необходимые при особых видах сварки. Например, контактные губки, роликовые направляющие, контактные плиты и многое другое. Все это нужно учесть. Кстати, в этой статье мы довольно подробно рассказывали, как рассчитать расход сварочной проволоки. Обязательно прочтите ее.
При этом степень износа может зависеть от многих факторов, например, от материала, из которого сделаны комплектующие, от металла, который вы свариваете и даже от режима, установленного в сварочном аппарате. Важно учитывать все эти факторы, поскольку они тоже влияют на себестоимость вашей работы и готового изделия. Как вы понимаете, нормирование сварочных работ просто необходимо в производственных условиях.
Важно учитывать все эти факторы, поскольку они тоже влияют на себестоимость вашей работы и готового изделия. Как вы понимаете, нормирование сварочных работ просто необходимо в производственных условиях.
Теперь, когда мы разобрались с нормами, давайте перейдем непосредственно к расчету времени, которое нам нужно затратить на сварку, и посмотрим, которые нормы нам предлагают современные строительные документы.
Расчет времени, затраченного на сварку
Нормы времени на сварочные работы устанавливаются не просто так, вы могли понять это после прочтения прошлого раздела. Как вы помните, нашим показателем продуктивности считается либо количество изделий, которые вы сварили, либо метры швов, которые вы наплавили.
Ниже таблица, в которой вы можете видеть единые нормы времени на одностороннюю сварку стыковых соединений без скоса кромок. Эти нормы взяты из ЕНиР (Сборник Е22, раздел «Сварочные работы»). Также вы можете найти нормы в СНиП по сварке. Норма времени на сварку может отличаться в зависимости от многих факторов: начиная от типа шва, заканчивая, опять же, квалификацией мастера. Теперь давайте приступим к непосредственным расчетам, поскольку каждый мастер обязан знать это и применять на практике.
Теперь давайте приступим к непосредственным расчетам, поскольку каждый мастер обязан знать это и применять на практике.
Расчеты
Для расчета времени на ведение 1 метра шва электрической дугой используются формулы. Наиболее универсальная формула выглядит следующим образом:
t0 — это основное время, обычно измеряется в часах и иногда в минутах.
L — это длина шва, обычно 1 м шва измеряется в метрах или сантиметрах.
F — это площадь сечения шва, измеряется в квадратных сантиметрах.
7,85 — пример плотности наплавленного металла, взятой в граммах на кубический сантиметр, вы должны подставить свое значение плотности.
I — значение сварочного тока, измеряется в амперах.
Кн — это коэффициент наплавки.
Чтобы посчитать, сколько времени в день сварщик тратит на работу, достаточно умножить полученную цифру на кол-во рабочих часов.
Если вам нужно рассчитать время, затраченное на газовую сварку, то воспользуйтесь следующей формулой:
S — это толщина свариваемого металла, обозначается в миллиметрах.
К — это коэффициент, он зависит от типа металла, используемого при сварке (для низкоуглеродистой стали это коэффициент составляет 4-5; для легированной стали, чугуна, латуни и бронзы — 6, для меди – 3, а для алюминия и его сплавов – 4).
Также нелишним будет запомнить формулу расчета времени, затраченного на кислородную резку:
L — это длина резки, обозначается в миллиметрах.
v — это скорость резки, обозначается мм в ми.
Как организовать рабочее место
Чтобы сварщик выполнял все нормы, положенные ему в день, нужно правильно организовать для него рабочее место. Согласитесь, сидя на неудобном стуле или с неправильной высотой рабочего стола норму выполнить сложно. А наша задача — максимально повысить производительность труда. Обычно на работе есть так называемые планы НОТ (научная организация труда). В них подробно расписывается, какое рабочее место вам положено. На картинке ниже вы можете видеть рабочее место, которое соответствует правилам.
Помимо физического комфорта рабочее место должно соответствовать правилах техники безопасности. Также у сварщика должен быть легкий доступ ко всем необходимым инструментам, чтобы не терять время в поисках электрода или новой детали.
Также у сварщика должен быть легкий доступ ко всем необходимым инструментам, чтобы не терять время в поисках электрода или новой детали.
Контроль качества сварочных работ
С нормами закончили, теперь поговорим о том, что должен делать сварщик после того, как выполнит сварку. Прежде всего, он должен произвести контроль качества сварочных работ. На крупных производствах этим занимаются отдельные люди, но на большинстве заводов эта обязанность поручается сварщику. Тема контроля качества довольно обширна, поэтому остановимся на ней поподробнее.
Контроль сварочных работ можно разделить на три этапа:
- Проверка квалификации сварщика
- Контроль качества свариваемых деталей
- Визуальный и механический контроль качества сварных соединений
Давайте подробнее разберем каждый этап.
Проверка квалификации
Перед тем, как допустить сварщика к работе, нужно проверить соответствие его навыков и присвоенной квалификации. Каждый сварщик должен предъявить документы с допуском к сварке и сделать тестовый шов на выданном ему образце детали. При тесте нужно использовать те же электроды и те же металлы, что и при основной работе. Затем образцы отправляются на экспертизу и подвергаются осмотру. Если работа сварщика соответствует нормам, то мастер допускается к сварке.
При тесте нужно использовать те же электроды и те же металлы, что и при основной работе. Затем образцы отправляются на экспертизу и подвергаются осмотру. Если работа сварщика соответствует нормам, то мастер допускается к сварке.
Контроль качества свариваемых деталей
Визуальный и механический контроль качества сварных соединений
Это завершающий этап, который проводится после сварки. Для начала нужно очистить шов от шлака и частичек разбрызгавшегося металла. Затем нужно осмотреть шов. В идеале шов должен иметь мелкочешуйчатую структуру, а переход от шва к металлу должен быть плавным. Высота шва не должна превышать 3 миллиметра, в идеале — 1 миллиметр.
Если не соблюдать правила сварки, то практически сразу же образуются дефекты, так что визуальный осмотр помогает выявить 50% проблем еще до того, как деталь будет подвергнута более серьезным испытаниям.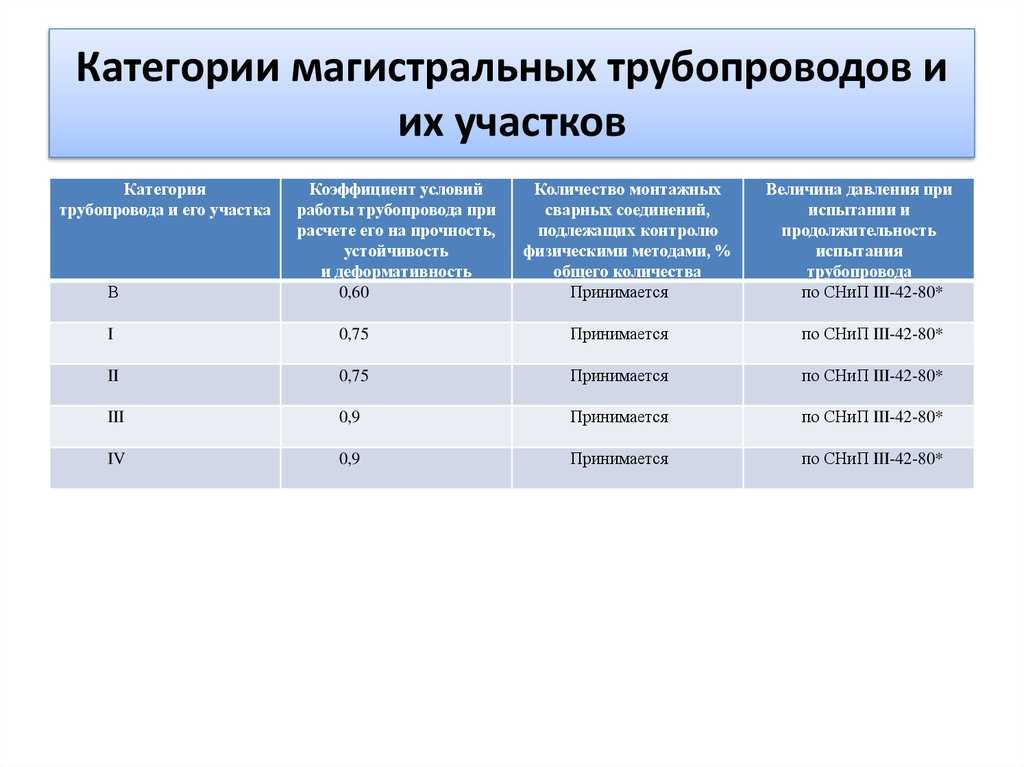 В ходе визуального контроля можно обнаружить трещины, излишнюю пористость соединения, излишнюю зашлакованность, не проваренный шов.
В ходе визуального контроля можно обнаружить трещины, излишнюю пористость соединения, излишнюю зашлакованность, не проваренный шов.
После визуального осмотра нужно подвергнуть шов механическим испытаниям. С их помощью выясняется предел прочности соединения. Если были найдены недостатки, то проводится дополнительный контроль, чтобы подтвердить наличие дефектов. Если после повторной проверки отрицательный результат подтвердится, то сварщика отстранят от работы и направят на курсы повышения квалификации.
С помощью механических испытаний можно выявить дополнительные дефекты, не видимые при визуальном осмотре. Это может быть непровар корня шва, боковой непровар, прожог или внутренние трещины. Если сварочные шов длинный, то допускается вырезка дефектного участка.
Ультразвуковой контроль сварных соединений
С помощью ультразвука можно проверить качество сварных швов. Принцип работы прост: устройство генерирует ультразвуковые волны с частотой до 20 тысяч Гц, которые беспрепятственно проникают в поры шва и начинают отражаться от внутренних трещин и или пустот, если таковые имеются. Звуковая волна прямая, но если на ее пути встречается дефект, то она искривляется.
Звуковая волна прямая, но если на ее пути встречается дефект, то она искривляется.
Такую работу обычно поручают не сварщику, а специальному оператору, который фиксирует все дефекты на мониторе прибора и подробно записывает результаты проверки. В целом, это один из наиболее популярных способов обнаружить скрытые от глаз дефекты.
Мы перечислили самые популярные способы контроля качества. Конечно, есть и другие методы, но перечисленные выше давно зарекомендовали себя как наиболее эффективные. Особенно в условиях крупномасштабного производства. После того, как произведен контроль качества сварочных работ, результаты нужно обязательно зафиксировать в журнале и на чертеже.
Требования к сварным швам
Также сварщику желательно знать требования к сварным швам металлоконструкций. Это поспособствует правильному контролю качества и адекватной оценке своей работы.
Требования к механическим свойствам сварного соединения
Сварка металлоконструкций или сварка трубопроводов подразумевает безусловную прочность и надежность сварных швов. Этого можно достичь только в случае полного соблюдения требований к механическим свойствам соединений. Опираясь на ГОСТы и правила мы выявили следующие основные свойства шва, которые нужно соблюдать, чтобы соединение получить качественным:
Этого можно достичь только в случае полного соблюдения требований к механическим свойствам соединений. Опираясь на ГОСТы и правила мы выявили следующие основные свойства шва, которые нужно соблюдать, чтобы соединение получить качественным:
- Показатель относительного удлинения металла шва не должен быть меньше 15-16%.
- Ударная вязкость должна быть на высоком уровне. Чтобы узнать этот параметр, нужно провести тест: проверить реакцию шва при среднесуточной температуре, при этом тест нужно проводить в течении недели при самой низкой температуре в вашем регионе. Минимальное значение ударной вязкости — 29 Дж/кв.см.
- Временное сопротивление шва на разрыв должно быть аналогичным, как у металла, используемого при сварке. Не допускается меньшее значение сопротивления.
- Твердость металла должна составлять 350 HV для сварных элементов конструкций, относящихся к 1 группе, и 400 HV для сварных элементов всех прочих конструкций. Эти правила регламентирует СНиП II-23.
Требования к качеству сварного шва
При сварке металлоконструкций крайне важно обращать внимание на качество самого шва. Ранее мы рассказывали о том, как проходит контроль качества сварочных соединений, теперь расскажем про классификацию швов исходя из их качества. Итак, швы бывают трех категорий:
Ранее мы рассказывали о том, как проходит контроль качества сварочных соединений, теперь расскажем про классификацию швов исходя из их качества. Итак, швы бывают трех категорий:
- Первая категория. Наилучшее качество. К этой категории могут относиться любые типы швов, к которым предъявляются особые требования долговечности и надежности. Швы первой категории должны выдерживать колоссальные нагрузки и обеспечивать надежное соединение сложных конструкций из металла, в том числе промышленных. Швами первой категории сваривают металлические каркасы зданий и обшивку кораблей. Также к первой категории относятся швы, рассчитанные на долгую эксплуатацию в суровых климатических условиях. Например, на крайнем Севере.
- Вторая категория. Среднее качество. Это наиболее распространенная категория, к ней относятся любые типы швов, стойких к разрыву. В целом, к этой категории можно отнести большинство соединений. Яркий пример — швы, которыми сваривают кузова автомобилей. Такие швы способны выдержать относительно большие нагрузки, но не рассчитаны на эксплуатацию в жестких условиях.

- Третья категория. Ниже среднего. Швы такой категории не обязательно являются самыми плохими по качеству, но их однозначно нельзя накладывать на ответственные конструкции. Зато можно сварить вспомогательные металлические конструкции, сэкономив при этом время и силы.
Прочие требования к сварным соединениям
Требования к сварным конструкциям и швам могут быть самыми разнообразными, и помимо указанных выше существует еще ряд особенностей, которые стоит знать перед тем, как приступить к работе. В рамках этой статьи мы не сможем описать все особенности, поскольку сварочный процесс имеет множество нюансов. Рекомендуем самостоятельно ознакомиться со СНиПами на интересующую вас тему. Там вы сможете найти всю необходимую информацию о расположения сварочного соединения, его рекомендуемой длине и толщине для каждого типа конструкции и металла. Воспринимайте нормы не как свод правил, а как удобную шпаргалку в работе.
Технические условия на изготовление сварочных конструкций
Техническое нормирование крайне важно, оно регулирует весь сварочный процесс. Именно от правильной организации работы зависит конечный результат на сборочно-сварочном заводе любого масштаба. Технические условия на изготовление сварной конструкции — это, по сути, набор документов, с которыми вы можете ознакомиться и узнать всю информацию о той или иной детали. В этих документах описываются все этапы сварочного процесса: от подготовки до транспортировки. Классический пакет документов состоит из чертежей готового изделия, технических условий и программы выпуска (она может быть примерной). Давайте подробнее остановимся на этом.
Именно от правильной организации работы зависит конечный результат на сборочно-сварочном заводе любого масштаба. Технические условия на изготовление сварной конструкции — это, по сути, набор документов, с которыми вы можете ознакомиться и узнать всю информацию о той или иной детали. В этих документах описываются все этапы сварочного процесса: от подготовки до транспортировки. Классический пакет документов состоит из чертежей готового изделия, технических условий и программы выпуска (она может быть примерной). Давайте подробнее остановимся на этом.
Начнем с чертежей. Без них не обходится ни одна более-менее профессиональная сварка, поскольку невозможно с точностью определить «на глаз», где должны быть швы. Особенно это касается особо ответственных металлических конструкций, который могут нанести вред человеку при неправильной сварке и последующем разрушении.
Также в технических условиях указывают особенности эксплуатации конструкции или детали. Например, изделие может быть не предназначено для эксплуатации при большой минусовой температуре или при повышенных механических нагрузках. Всю это информацию в обязательном порядке указывают в тех.условиях, чтобы избежать проблем. Так существуют конструкции нескольких типов: особо ответственные, ответственные и все остальные. Исходя из типа прописываются соответствующие условия.
Например, изделие может быть не предназначено для эксплуатации при большой минусовой температуре или при повышенных механических нагрузках. Всю это информацию в обязательном порядке указывают в тех.условиях, чтобы избежать проблем. Так существуют конструкции нескольких типов: особо ответственные, ответственные и все остальные. Исходя из типа прописываются соответствующие условия.
И последний акт, входящий в состав пакета документации — это программа выпуска. Как мы указывали ранее, она может быть приблизительной. Здесь указывается количество изделий, которое нужно выпустить за определенный срок. Эта информация нужна скорее не для учета выпущенной продукции, а в качестве основания для использования того или иного комплекта сварочного оборудования и доказательства экономической обоснованности использования такого комплекта в работе.
Производственный процесс состоит из множества этапов и крайне важно соблюдать их последовательность и не отклоняться от общепринятых норм. Это поможет изготавливать изделия быстро, качественно и недорого.
Вместо заключения
Теперь вы знаете основные единые нормы времени на выполнение работ и требования, которые необходимо учесть при сварке. Конечно, это далеко не все выдержки из документов, вы можете найти в интернете СНиП по сварке, используемые в строительстве и при сварке, и самостоятельно ознакомиться с ними. Мы лишь собрали наиболее значимые, на наш взгляд, правила, соблюдая которые вы сможете значительно улучшить производительно труда и качество сварочных работ.
Обязательно научитесь рассчитывать расход времени и материалов, это существенно облегчит вашу работу и позволит трезво анализировать свои навыки. Также не поленитесь и заучите хотя бы основные требования к швам и металлу, который собираетесь варить. Если вы начинающий сварщик и только приступили к работе, то рекомендуем выписать основные положения и периодически перечитывать их, а затем применять на практике, чтобы закрепить результат. Делитесь этой статьей в социальных сетях и оставляйте комментарии. Желаем удачи!
СП сварка металлоконструкций.
 Нормирование сварочной работы. В чем оно заключается
Нормирование сварочной работы. В чем оно заключаетсяСодержание статьиПоказать
- Нормативы осуществления работ по сварке
- Составляющие нормирования сварочных работ.
- Норма времени сварочных работ как основа трудового процесса
- Контроль качества сварочных работ
- Контроль качества свариваемых деталей
- Визуальный и механический контроль качества сварных соединений
- Как заполняются графы
- Где еще описаны рекомендации по заполнению
- Требования к сварным швам
- Сколько стыков должен варить сварщик в день
- Оптимальная скорость
- Вместо заключения
Нормативы осуществления работ по сварке
Задача нормативных значений – регулировать качество выполняемых работ, скорость выполнения, время выполнения определенных работ, нормы выработки, расход электроэнергии, который потребуется для выполнения сварочной работы, необходимое количество комплектующих изделий, время, необходимое на выполнение сварки.
Регламентированным помимо этого является контроль сварных соединений и методы его проведения. Выполнению требований документа СНиП подлежит выпуск чертежей и документации, в частности, технических условий. Особое внимание уделяется обеспечению безопасности при осуществлении работ по сварке.
СНиП состоит из четырех независимых друг от друга частей, в которых содержатся нормы сварочных работ.
Нормы времени на сварку рассчитывают, исходя из понятия – норма времени на сварку 1 м шва. Квалифицированный сварщик обязан обладать умением самому производить расчет времени, в течение которого он сможет выполнить конкретные операционные действия. От правильного расчета будет зависеть производительность и продуктивность выполняемой работы.
Сварщик при расчете должен учитывать нормы времени на сварочные работы, указанные в СНиПе. Они складываются из времени, затрачиваемого конкретно на сварочный процесс, а также из времени на осуществление подготовительных работ и проведения различных производственных операций.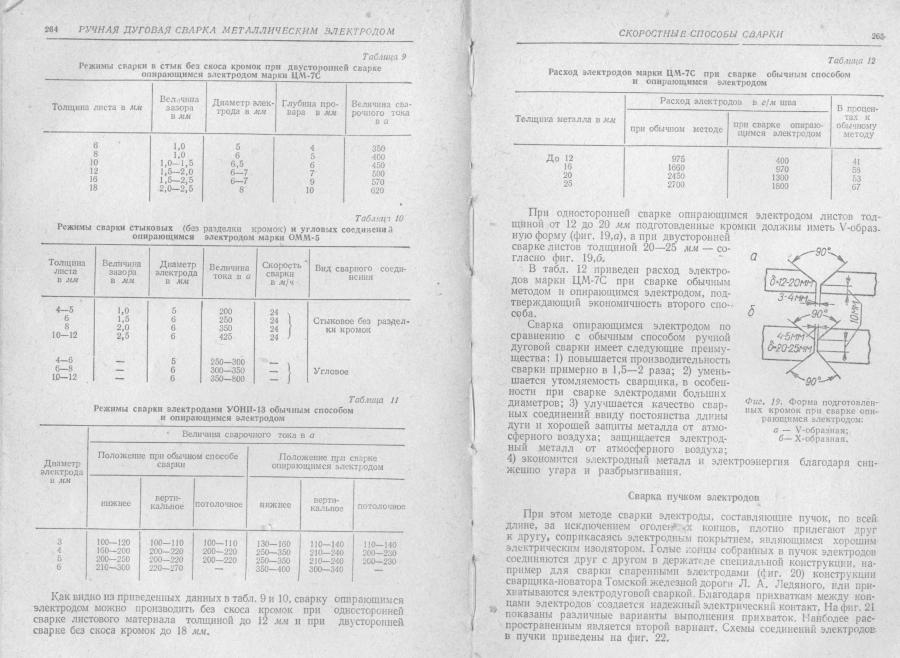
Существует три вида производственных операций, входящих в понятие нормы:
- Основная.
- Вспомогательная.
- Дополнительная.
В понятие основной производственной операции входят обеспечение расходными материалами для сварки, необходимая обработка основных свариваемых металлов и проведение подготовительных операций. Основная производственная сварка – производимый сварочный процесс.
Вспомогательная операция включает в себя: доставку на место сварки подлежащих сварке деталей и выбранного оборудования, дальнейший контроль получившегося соединения и перемещение его согласно технологическому процессу, например, в цех для сборки.
Дополнительное время учитывается для обслуживания процесса, выставления необходимых параметров на оборудовании, высушивании электродов, проверку работоспособности используемых приборов, замену электродов, нанесение флюса. В это понятие может быть включено время, которое понадобится для сдачи на хранение при необходимости.
В расчет необходимо включить время на уход за своим рабочим местом, переодевание в защитный костюм, отдых и обеденный перерыв.
При расчете учитывается квалификация исполнителя, которая влияет на быстроту выполнения процесса сварки и применяется специальный коэффициент. Для расчета имеется несколько способов, самым распространенным из которых является вычисление с помощью рабочих единиц. Каждую единицу приравнивают к одному, подвергаемому сварке изделию.
Нормирование сварочных работ, касающееся их выработки, определяет работу, выполненное за обозначенное время. Единицей измерения является количество изделий или значение величины сварного шва в метрах, которые подверглись сварочному процессу за один час или за смену. Норма выработки может быть составляющей нормы времени или вычисляться отдельно.
СНИП по сварке предписывает вести учет затрат на электроэнергию, необходимой для осуществления работ. Они зависят от применяемого оборудования и его мощности, указанной в паспорте не него. Кроме того, необходимо достаточное освещение места для работы. Единицей измерения служат киловатт-часы.
Кроме того, необходимо достаточное освещение места для работы. Единицей измерения служат киловатт-часы.
При сварочных работах происходит расходование не только времени и электроэнергии, но и комплектующих принадлежностей и инструментов. СНиП на сварочные работы предусматривает и эти обстоятельства. К комплектующим изделиям, без которых не может быть произведена сварка, относятся электроды, флюс, газ.
В расходы такого типа входит износ аппаратуры и отдельных специфичных элементов – роликовых направляющих, контактных губок и подобных изделий. Износ оборудования зависит от многочисленных факторов. К примеру, от материала изготовления комплектующих изделий, а также от выбранного и установленного на оборудовании режима работы.
СНиП на сварку для удобства проведения расчетных действий содержит вспомогательный материал для более быстрых и удобных подсчетов. К ним относятся различные таблицы. Примером служит следующая таблица нормирования сварочных работ:
Приведенная в качестве примера таблица относится к условиям, когда сварка осуществляется только с одной стороны и при этом отсутствует скос кромок. При этом играет роль положение шва в пространстве и разряд, присвоенный этому типу работ. Большое значение имеет толщина деталей, подлежащих сварке, что учитывают нормы времени на сварку металлоконструкций.
При этом играет роль положение шва в пространстве и разряд, присвоенный этому типу работ. Большое значение имеет толщина деталей, подлежащих сварке, что учитывают нормы времени на сварку металлоконструкций.
Расчет времени сварки можно осуществлять, применяя следующую формулу:
где:
- t0 – искомое время;
- L – длина шва;
- F – площадь сечения шва;
- I – величина тока;
- Кн – коэффициент, характеризующий наплавку.
В указанной формуле величина 7,85 – плотность металла. В каждом конкретном случае следует подставлять свое значение. Для подсчета времени, затрачиваемого на сварную работу за одну рабочую смену, следует результат подсчета по формуле умножить на количество часов.
Если осуществляется газовая сварка, то удобно применять следующую формулу:
где:
- S – толщина металла, подлежащего сварке;
- К – коэффициент, зависящий от металла. Он будет различным для разных видов.
Формула, используемая для расчета времени сварки с помощью кислорода:
где:
- L – длина сварочных швов;
- V – скорость сварки.

Единые нормы времени на сварочные работы указаны в нормативном документе СНиП. Единицей измерения может служить время сварки 1 метра шва. Также при расчетах применяется такая единица измерения, как норма сварки в метрах в день.
Чтобы все расчетные нормативы сварочных работ были выполнены, необходимым служит правильная организация места, являющееся для сварщика рабочим.
Его устраивают согласно рекомендациям научной организации труда НОТ. Сидеть за металлическим верстаком должно быть удобно. Сверху должен иметься защитный козырек. Помещение необходимо оборудовать вытяжной вентиляцией. Должны быть розетки для подключения сварочного оборудования. Необходимо наличие средств безопасности.
Составляющие нормирования сварочных работ.
Нормы сварочных работ при электродуговом сваривании включают в себя такие составляющие, как время, количество работы, выработку и пр.
Время, затраченное на производство конкретной единицы, становится нормой времени при проведении электрического дугового сваривания. Один килограмм наплавленного в ходе процедуры сварки металла, один метр сварочного узла, а также одна деталь, изготовленная в ходе сваривания, – и будут количеством работы.
Один килограмм наплавленного в ходе процедуры сварки металла, один метр сварочного узла, а также одна деталь, изготовленная в ходе сваривания, – и будут количеством работы.
Измеряют стандарты времени в минутах на метр. Под стандартом выработки понимается весь спектр работ, выполненный за определенное время. Эту выработку измеряют длиной сварочного шва (в метрах), который был выполнен за рабочий час или смену.
Потребление электроэнергии – тоже очень важная единица, как с технической, так и с экономической стороны. Единицы измерения расхода электроэнергии – киловатт в час на килограмм расплавленного в ходе процедуры сваривания металла.
Норма времени сварочных работ как основа трудового процесса
Сварочные генераторы – инструмент, незаменимый для выполнения качественной ручной сварки штучными электродами. Сварочный генератор устроен таким образом, чтобы в процессе работы сила сварочного тока сохранялась практически неизменной, то есть, не зависела от длины сварочной дуги, которая может изменяться довольно медленно, в зависимости от скорости движения руки сварщика. Только это условие позволит дуге находиться постоянно в состоянии горения.
Только это условие позволит дуге находиться постоянно в состоянии горения.
Сварочные работы требуют хорошо оборудованного рабочего места. Деревянная столешница для таких работ явно не подойдет. В этой статье мы расскажем вам о том, как можно при небольших затратах времени и средств собрать стальной сварочный стол своими руками.
В этой статье речь пойдет об охране труда и безопасности во время сварочного процесса. Детально остановимся на травмоопасных ситуациях, которые можно избежать, соблюдая правила техники безопасности. А также расскажем о правилах охраны труда сварщиков.
Контроль качества сварочных работ
С нормами закончили, теперь поговорим о том, что должен делать сварщик после того, как выполнит сварку. Прежде всего, он должен произвести контроль качества сварочных работ. На крупных производствах этим занимаются отдельные люди, но на большинстве заводов эта обязанность поручается сварщику. Тема контроля качества довольно обширна, поэтому остановимся на ней поподробнее.
Контроль сварочных работ можно разделить на три этапа:
- Проверка квалификации сварщика
- Контроль качества свариваемых деталей
- Визуальный и механический контроль качества сварных соединений
Давайте подробнее разберем каждый этап.
Контроль качества свариваемых деталей
Перед работой нужно проверить качество деталей, которые необходимо сварить. Детали должны иметь соответствующие документы, быть изготовлены из сертифицированного металла. Перед сваркой детали нужно тщательно осмотреть и выяснить, есть ли дефекты. В целом, качество деталей так же регламентируется нормами. Их вы можете отдельно изучить, почитав СНиПы и ГОСТы.
Визуальный и механический контроль качества сварных соединений
Это завершающий этап, который проводится после сварки. Для начала нужно очистить шов от шлака и частичек разбрызгавшегося металла. Затем нужно осмотреть шов. В идеале шов должен иметь мелкочешуйчатую структуру, а переход от шва к металлу должен быть плавным. Высота шва не должна превышать 3 миллиметра, в идеале — 1 миллиметр.
Высота шва не должна превышать 3 миллиметра, в идеале — 1 миллиметр.
Если не соблюдать правила сварки, то практически сразу же образуются дефекты, так что визуальный осмотр помогает выявить 50% проблем еще до того, как деталь будет подвергнута более серьезным испытаниям. В ходе визуального контроля можно обнаружить трещины, излишнюю пористость соединения, излишнюю зашлакованность, не проваренный шов.
После визуального осмотра нужно подвергнуть шов механическим испытаниям. С их помощью выясняется предел прочности соединения. Если были найдены недостатки, то проводится дополнительный контроль, чтобы подтвердить наличие дефектов. Если после повторной проверки отрицательный результат подтвердится, то сварщика отстранят от работы и направят на курсы повышения квалификации.
С помощью механических испытаний можно выявить дополнительные дефекты, не видимые при визуальном осмотре. Это может быть непровар корня шва, боковой непровар, прожог или внутренние трещины. Если сварочные шов длинный, то допускается вырезка дефектного участка.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц.
Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Где еще описаны рекомендации по заполнению
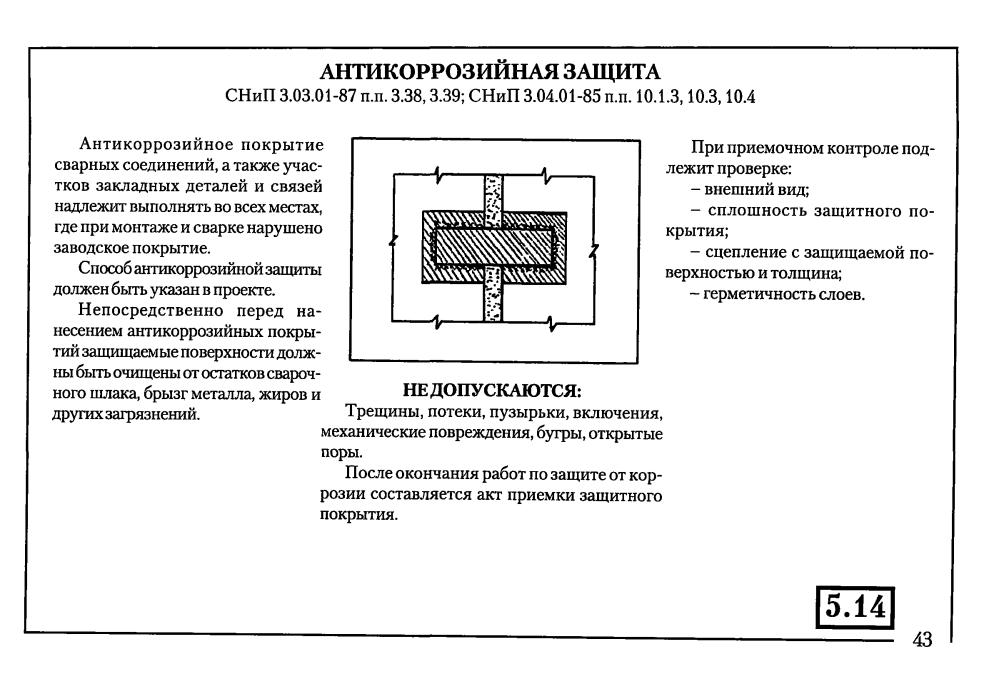
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Требования к сварным швам
Также сварщику желательно знать требования к сварным швам металлоконструкций. Это поспособствует правильному контролю качества и адекватной оценке своей работы.
Сварка металлоконструкций или сварка трубопроводов подразумевает безусловную прочность и надежность сварных швов. Этого можно достичь только в случае полного соблюдения требований к механическим свойствам соединений. Опираясь на ГОСТы и правила мы выявили следующие основные свойства шва, которые нужно соблюдать, чтобы соединение получить качественным:
- Показатель относительного удлинения металла шва не должен быть меньше 15-16%.

- Ударная вязкость должна быть на высоком уровне. Чтобы узнать этот параметр, нужно провести тест: проверить реакцию шва при среднесуточной температуре, при этом тест нужно проводить в течении недели при самой низкой температуре в вашем регионе. Минимальное значение ударной вязкости — 29 Дж/кв.см.
- Временное сопротивление шва на разрыв должно быть аналогичным, как у металла, используемого при сварке. Не допускается меньшее значение сопротивления.
- Твердость металла должна составлять 350 HV для сварных элементов конструкций, относящихся к 1 группе, и 400 HV для сварных элементов всех прочих конструкций. Эти правила регламентирует СНиП II-23.
При сварке металлоконструкций крайне важно обращать внимание на качество самого шва. Ранее мы рассказывали о том, как проходит контроль качества сварочных соединений, теперь расскажем про классификацию швов исходя из их качества. Итак, швы бывают трех категорий:
- Первая категория. Наилучшее качество. К этой категории могут относиться любые типы швов, к которым предъявляются особые требования долговечности и надежности.
 Швы первой категории должны выдерживать колоссальные нагрузки и обеспечивать надежное соединение сложных конструкций из металла, в том числе промышленных. Швами первой категории сваривают металлические каркасы зданий и обшивку кораблей. Также к первой категории относятся швы, рассчитанные на долгую эксплуатацию в суровых климатических условиях. Например, на крайнем Севере.
Швы первой категории должны выдерживать колоссальные нагрузки и обеспечивать надежное соединение сложных конструкций из металла, в том числе промышленных. Швами первой категории сваривают металлические каркасы зданий и обшивку кораблей. Также к первой категории относятся швы, рассчитанные на долгую эксплуатацию в суровых климатических условиях. Например, на крайнем Севере. - Вторая категория. Среднее качество. Это наиболее распространенная категория, к ней относятся любые типы швов, стойких к разрыву. В целом, к этой категории можно отнести большинство соединений. Яркий пример — швы, которыми сваривают кузова автомобилей. Такие швы способны выдержать относительно большие нагрузки, но не рассчитаны на эксплуатацию в жестких условиях.
- Третья категория. Ниже среднего. Швы такой категории не обязательно являются самыми плохими по качеству, но их однозначно нельзя накладывать на ответственные конструкции. Зато можно сварить вспомогательные металлические конструкции, сэкономив при этом время и силы.

Требования к сварным конструкциям и швам могут быть самыми разнообразными, и помимо указанных выше существует еще ряд особенностей, которые стоит знать перед тем, как приступить к работе. В рамках этой статьи мы не сможем описать все особенности, поскольку сварочный процесс имеет множество нюансов.
Рекомендуем самостоятельно ознакомиться со СНиПами на интересующую вас тему. Там вы сможете найти всю необходимую информацию о расположения сварочного соединения, его рекомендуемой длине и толщине для каждого типа конструкции и металла. Воспринимайте нормы не как свод правил, а как удобную шпаргалку в работе.
Сколько стыков должен варить сварщик в день
Оценка результативности производственной деятельности сварщика, расчет оплаты его труда проводится с учетом норм времени на сварочные работы.
Временной показатель зависит от нескольких факторов: квалификации исполнителя, группы свариваемого материала, вида шовного соединения, рабочих условий, оборудования.
Оценивая норму временные затраты, следует учитывать все виды деятельности сварщика. Можно условно разделить работу на несколько этапов:
- к основным процедурам следует отнести заготовку, предварительную обработку, сборку, непосредственно сварку и заключительную отделку, необходимую для получения полноценной продукции;
- вспомогательные операции состоят из контроля состояния полученного изделия и доставка его на предназначенное место;
- на обслуживание сварки, организацию условий для правильного хранения материалов и устройств требуется дополнительное время.
Нормы времени на проведение основного комплекса сварочных работ учитывают временные затраты на подготовку всех необходимых материалов, деталей; приведение оборудования и вспомогательных средств в рабочее состояние.
Важный фактор для расчета норм времени – промежуток, в течение которого инициирована рабочая зона. Примером может служить время горения дуги.
Основные виды сварочных работ сопровождаются обязательной вспомогательной деятельностью. Нужно сменить электрод, осмотреть внимательно шов, при необходимости подготовить кромку.
Нужно сменить электрод, осмотреть внимательно шов, при необходимости подготовить кромку.
Все основные и вспомогательные процедуры составляют оперативное время сварки. Откладывать их без ущерба для результата невозможно.
Количественный расчет нормы временных затрат определяет скорость сварки, которая должна обеспечивать получение качественного шва. В преобладающей мере она зависит от двух значений: толщины изделия и сварочного шва. Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.
Превышение или уменьшение скорости приводит к резкому ухудшению качества работы, изменяя время сварки. При оптимальной скорости шов получается достаточно глубоким, но не очень широким.
Это гарантирует соответствие нормам качества. Для ручной дуговой сварки лучший результат обычно дают сварочные работы, проводимые со скоростью 30-40 м/час.
Значения нормы могут меняться в зависимости от специфики материала. При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
Сварщику в соответствии с квалификационными возможностями приходится работать с разнохарактерными материалами. Это существенно сказывается на норме времени сварочных работ.
Принято выделять несколько основных групп, отличающихся содержанием химических компонентов и назначением. Например, к группе М01 относят конструкционные стальные сплавы с углеродистым и низколегированным составом. Предел текучести этих материалов не превышает 360 МП.
По мере увеличения значения цифры в маркировке улучшаются характеристики сплавов. Так в класс М07 внесены арматурные стали, предназначенные для изготовления железобетонных конструкций. При расчете норм времени на проведение сварочных работ качество материалов имеет принципиальное значение.
При проведении подсчета пользуются рядом нормативных показателей, учитывающих специфику сварки, квалификацию исполнителя, особенности химического состава и формы деталей. В упрощенном виде формула представляет собой дробь.
В упрощенном виде формула представляет собой дробь.
Числитель содержит длину шовного соединения, знаменатель – нормированную скорость для данной производственной ситуации. Полученное значение нужно умножить на коэффициент 0,35, получив, таким образом, норму времени для визуальной оценки качества шва.
Для учета продолжительности зачистки шва нужно его длину умножить на коэффициент 0,6. Суммарный показатель отображает общее количество времени на основную часть сварочных работ.
На проведение подготовки требуется 5% времени от полученного значения. Рассчитываем этот показатель и прибавляем к предыдущему числу. После чего следует учесть необходимость отдыха работника, которая должна быть не меньше 10% от затраченного на сварку времени.
Суммарный показатель – это и есть норма временных затрат на проведение конкретной сварочной работы с рассматриваемым объектом.
Следует принимать во внимание, что на нормативный показатель скорости проведения сварочных работ существенно влияет размер площади сечения детали, сила тока, количественные характеристики электродов и расплава в рабочей зоне.
Расчет норм времени на сварочные работы может быть проведен только опытными специалистами в области нормирования труда, имеющие знания в данной отрасли.
Сварщик – профессия престижная. Получают они лучше многих, потому что высококлассный сварщик ценится на вес золота. Но уметь варить обычными способами – дело нехитрое.
Как показывает практика, несколько попыток, и даже самый обычный человек может как-то приварить одну металлическую заготовку к другой.
Вот почему этой профессии учатся, вот почему существует такое понятие, как разряды сварщиков.
Перед тем как перейти к разбору разрядов сварщиков, необходимо разобраться с категориями.
Оптимальная скорость
Количественный расчет нормы временных затрат определяет скорость сварки, которая должна обеспечивать получение качественного шва. В преобладающей мере она зависит от двух значений: толщины изделия и сварочного шва. Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.
Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.
Превышение или уменьшение скорости приводит к резкому ухудшению качества работы, изменяя время сварки. При оптимальной скорости шов получается достаточно глубоким, но не очень широким.
Это гарантирует соответствие нормам качества. Для ручной дуговой сварки лучший результат обычно дают сварочные работы, проводимые со скоростью 30-40 м/час.
Значения нормы могут меняться в зависимости от специфики материала. При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
Вместо заключения
Теперь вы знаете основные единые нормы времени на выполнение работ и требования, которые необходимо учесть при сварке. Конечно, это далеко не все выдержки из документов, вы можете найти в интернете СНиП по сварке, используемые в строительстве и при сварке, и самостоятельно ознакомиться с ними.
Мы лишь собрали наиболее значимые, на наш взгляд, правила, соблюдая которые вы сможете значительно улучшить производительно труда и качество сварочных работ.
Обязательно научитесь рассчитывать расход времени и материалов, это существенно облегчит вашу работу и позволит трезво анализировать свои навыки. Также не поленитесь и заучите хотя бы основные требования к швам и металлу, который собираетесь варить.
Если вы начинающий сварщик и только приступили к работе, то рекомендуем выписать основные положения и периодически перечитывать их, а затем применять на практике, чтобы закрепить результат. Делитесь этой статьей в социальных сетях и оставляйте комментарии. Желаем удачи!
[spoiler title=”Источники”]
- https://osvarka.com/poleznaya-informaciya/snip-na-svarochnye-raboty
- http://stalevarim.ru/pub/normirovanie-svarochnoy-raboty-v-chem-ono-zakluchaetsya/
- https://art-stal.ru/instrumenty/raschet-vremeni-svarki.html
- https://assistentus.ru/forma/zhurnal-svarochnyh-rabot/
- https://svarkaed.
 ru/svarka/poleznaya-informatsiya/pravila-snip-i-kontrol-kachestva-svarnyh-shvov-pri-svarochnyh-rabotah.html
ru/svarka/poleznaya-informatsiya/pravila-snip-i-kontrol-kachestva-svarnyh-shvov-pri-svarochnyh-rabotah.html - https://rem-serv.com/norma-svarki-stykov-na-odnogo-svarschika/
- https://BurForum.ru/metally-svarka/norma-vremeni-na-svarku-stykov-truboprovodov.html
[/spoiler]
(рис. 63.1 – Оперативный контроль Оперативный контроль – это проверка качества в ходе технологической операции и после ее окончания. При подготовке к работе и сварке стальных газопроводов на соответствие нормам уточняются следующие моменты: расположение труб, перепайка концов труб, зачистка, форма и размеры швов, количество и положение прихваток, порядок слои. После дуговой или газовой сварки необходимо визуально осмотреть соединения. Требуется выполнение следующих условий:
Сварные соединения проверяются выборочно механическими испытаниями и физическими методами. Соединения, соединенные дуговой или газовой сваркой, испытывают статическим сплющиванием, изгибом или растяжением. Недостаточными считаются следующие результаты:
Трубы диаметром ≤ 50 мм механически испытывают сплющиванием (50 % испытуемого образца) и растяжением (остальные 50 %). Сварное соединение не считается хорошо испытанным на растяжение, если степень предела текучести ниже низкого предела прочности основного металла трубы. При испытании на сплющивание трубу сжимают до появления первой трещины на шве. Затем измеряют величину чистого зазора между рабочими поверхностями пресса. Он не должен превышать показатель стенки трубы, умноженный на 5 (5S). К физическим относятся следующие методы: рентгенографический и ультразвуковой. Первый метод используется для проверки аттестационного соединения сварщика. Оба метода применяются для проверки стыков внутренних и наружных газопроводов. (рис. 63.2 – Ультразвуковой контроль Ультразвуковой метод обязательно должен быть перепроверен рентгенографическим методом: ≥ 10% выбранных для контроля соединений проходят контроль. При неудовлетворительном результате рентгенологического исследования только одного сустава объем рентгенологического контроля увеличивают до 50%. В случае обнаружения дефектов полностью все стыки, сваренные сварщиком в течение последнего месяца, должны быть проверены радиографическим методом и пройти ультразвуковой контроль. Проверяемые сварные соединения выбираются из тех, которые имеют наихудший внешний вид.
Ультразвуковой метод применяется во избежание эксплуатации труб со сварными швами, имеющими дефекты длиной > 25 мм при размере шва 300 мм (при длине шва < 300 мм размер дефект не должен превышать 10% периметра). Результаты контроля рентгенографическим и ультразвуковым методами должны быть подтверждены протоколом. Швы, выполненные газовой сваркой, в которых обнаружен дефект, ремонту не подлежат! В случае обнаружения хотя бы одного дефекта после повторного физического осмотра все соединения, выполненные сварщиком за последний месяц на объекте, должны пройти радиографический контроль. В случае обнаружения хотя бы одного дефектного соединения после механического контроля все соединения, выполненные сварщиком в течение последнего месяца на объекте, должны быть удалены (в случае газовой сварки) или должны быть проверены радиографическим методом (в случае дуговой сварки). Аналогичные статьи:
|




Строительство нефте- и газопроводов: пошаговое наглядное руководство
Нынешний бум газопроводов дает многим домовладельцам возможность занять первое место в процессе строительства трубопроводов. Спешка с доставкой природного газа на рынки прокладывает трубопроводы слишком близко к домам, а строительство ведется на задних дворах, фермах, пастбищах и прямо у почтовых ящиков жителей по всей стране. На этой странице рассказывается о процессе строительства газопровода, который в настоящее время строится.
Спешка с доставкой природного газа на рынки прокладывает трубопроводы слишком близко к домам, а строительство ведется на задних дворах, фермах, пастбищах и прямо у почтовых ящиков жителей по всей стране. На этой странице рассказывается о процессе строительства газопровода, который в настоящее время строится.
Приступая к работе: После утверждения всех разрешений на федеральном уровне и уровне штатов, а также подписания соглашений о сервитутах или выдающихся осуждений доменов можно начинать процесс строительства трубопровода. Бригады отмечают границы всех мест, где будут вестись строительные работы. Флажками обозначена протяженность временной зоны строительства, окружающей полосу отвода (ПО) трубопровода, а также зоны подготовки и хранения. Ширина полосы отвода определяется на основе диаметра трубы (8–42 дюйма) с шириной в диапазоне от 80 до 125. В то время как существующие дороги используются, когда это возможно, временные подъездные пути также строятся для создания прямых пути от промежуточных зон до полосы отвода трубопровода.
Строительство трубопровода в Мэриленде. Фото Sierra Shamer, 2016 г. -путь. Эти площадки используются для хранения труб и топливных баков, мешков с песком, ограждений от ила, кольев и деталей оборудования. Они предоставляют парковку для строительной техники, грузовиков для сотрудников и места для офисных трейлеров.
Площадки для перевалки расчищены и покрыты грубым каменным гравием, часто укрепленным большими деревянными циновками. Эти районы могут располагаться на полях, пастбищах или лесных угодьях и могут воздействовать на ручьи и водно-болотные угодья. Часто на этих территориях требуется строительство подъездных дорог к дорогам с твердым покрытием и от них, а также к полосе отвода трубопровода и от них.
Наведите курсор мыши или щелкните изображения ниже, чтобы ознакомиться с каждым этапом этапа 1:
Этап 2: Сплошная вырубка полосы отвода
После того, как оборудование будет доступно в зоне подготовки, начнутся работы по расчистке трубопровода справа от -путь. Землевладельцы могут продавать древесину самостоятельно или возложить на компанию ответственность за ее продажу или утилизацию. Большие деревья складируются или вывозятся, а ветки и верхушки складываются в кучи и сжигаются. Затем измельчитель пней удаляет оставшиеся пни в полосе отвода.
Землевладельцы могут продавать древесину самостоятельно или возложить на компанию ответственность за ее продажу или утилизацию. Большие деревья складируются или вывозятся, а ветки и верхушки складываются в кучи и сжигаются. Затем измельчитель пней удаляет оставшиеся пни в полосе отвода.
Этап 3: Рытье траншеи
Траншея для трубопровода выкапывается после расчистки полосы отвода от деревьев. Как видно на нескольких фотографиях ниже, склоны холмов настолько круты, что траншеекопатели опускают и привязывают к более крупным бульдозерам с помощью троса. Если встречаются уступы скал, для создания траншеи привозят гусеничные мотыги с отбойными молотками. Мешки с песком помещаются в траншею, чтобы ограничить поток воды и поддержать трубу.
Этап 4. Транспортировка труб, натяжение и сборка
Когда траншея завершена, сегменты труб с предварительно нанесенным покрытием, обычно длиной 40 футов, транспортируются со складов в зоне подготовки к полосе отвода. Трубы укладываются над землей рядом с траншеей или внутри траншеи поверх поддерживающих мешков с песком на крутой местности. Определенные секции труб изгибаются с помощью инструмента для гибки труб, чтобы позволить трубопроводу следовать запланированному маршруту и рельефу местности. Затем секции трубы будут сварены вместе, подвергнуты пескоструйной очистке, а сварные швы покрыты эпоксидной смолой для предотвращения коррозии. Наконец, сварные соединения проверяются с помощью рентгеновских лучей, чтобы убедиться в их качестве. Затем соединенные отрезки трубы можно опустить в траншею.
Определенные секции труб изгибаются с помощью инструмента для гибки труб, чтобы позволить трубопроводу следовать запланированному маршруту и рельефу местности. Затем секции трубы будут сварены вместе, подвергнуты пескоструйной очистке, а сварные швы покрыты эпоксидной смолой для предотвращения коррозии. Наконец, сварные соединения проверяются с помощью рентгеновских лучей, чтобы убедиться в их качестве. Затем соединенные отрезки трубы можно опустить в траншею.
Этап 5: Препятствия: Дороги и ручьи
Трубопроводы пересекают существующие дороги, автомагистрали, ручьи, реки и болота. Как правило, трубопроводы прокладываются под этими препятствиями либо путем бурения на небольшую глубину, либо с использованием горизонтально-направленного бурения (ГНБ) для более глубокого размещения. Другие препятствия включают заброшенные шахты, карстовый рельеф и густонаселенные районы. Каждое препятствие требует уникального метода и порядка действий.
Шаг 6. Тестирование и восстановление
После осмотра трубы производится засыпка траншеи. Перед выполнением проекта необходимо проверить целостность трубопровода с помощью гидростатических испытаний. Трубопроводные компании получают разрешения на забор миллионов галлонов воды из ручьев и рек вдоль трассы трубопровода. Эта вода направляется по трубопроводу, и давление повышается выше максимального рабочего уровня. Если трубопровод остается неповрежденным во время этого испытания, он считается работоспособным. После этого поверхность полосы отвода засеивается и удобряется, а вдоль трассы трубопровода устанавливаются надземные маркеры.
Перед выполнением проекта необходимо проверить целостность трубопровода с помощью гидростатических испытаний. Трубопроводные компании получают разрешения на забор миллионов галлонов воды из ручьев и рек вдоль трассы трубопровода. Эта вода направляется по трубопроводу, и давление повышается выше максимального рабочего уровня. Если трубопровод остается неповрежденным во время этого испытания, он считается работоспособным. После этого поверхность полосы отвода засеивается и удобряется, а вдоль трассы трубопровода устанавливаются надземные маркеры.
Дополнительная инфраструктура
Хотя большая часть трубопровода находится под землей, существует несколько типов вспомогательной инфраструктуры, которые строятся во время проекта трубопровода. Компрессорные станции, объекты, которые поддерживают уровень давления в трубопроводе, строятся для поддержки новых проектов трубопроводов или модернизируются существующие станции. Кроме того, над полосой отвода вдоль трубопровода строятся клапанные станции, что позволяет операторам отключать участки линии для технического обслуживания или в аварийной ситуации. Узлы учета сооружаются по длине газопроводов, обеспечивая измерение расхода газа по всей трассе.
Узлы учета сооружаются по длине газопроводов, обеспечивая измерение расхода газа по всей трассе.
Для обеспечения целостности трубопровода сварные швы должны быть подвергнуты рентгеновскому излучению, а трубы подвергнуты гидроиспытаниям. Этот процесс включает закачку чистой воды под давлением выше ожидаемого MAOP — максимальное среднее рабочее давление. Затем вся вода удаляется и в трубу вставляются «свиньи», чтобы очистить ее. Когда свиньи в конечном итоге выйдут из дальнего конца трубы чистыми, линия будет заполнена сухим воздухом. Воздушные компрессоры накачивают воздух, и воздух проходит через осушитель. Воздух будет взят на пробы и проверен на содержание влаги. Когда эти параметры становятся достаточно низкими, весь трубопровод заполняется азотом, чтобы поглотить больше оставшейся влаги. Только тогда трубопровод готов к транспортировке природного газа.
Примечательно
На этой странице ресурсов представлен обзор типичного проекта строительства трубопровода. Однако трубопроводы различаются по размеру, длине и местоположению, и каждый из них сопряжен с различными проблемами и операциями. Планы строительства для текущих предлагаемых трубопроводов можно найти в досье FERC для этого конкретного проекта.
Однако трубопроводы различаются по размеру, длине и местоположению, и каждый из них сопряжен с различными проблемами и операциями. Планы строительства для текущих предлагаемых трубопроводов можно найти в досье FERC для этого конкретного проекта.
Источники
- Межгосударственная газовая ассоциация Америки (INGAA)
- Траст безопасности трубопроводов
Фотографии
- Билл Хьюз: строительство 30-дюймового газопровода Ohio Valley Connector в Западной Вирджинии
- Sierra Shamer: строительство расширения MB Columbia Line в Мэриленде.
216 Franklin St, Suite 400, Johnstown, PA 15901
Телефон: +1 (717) 303-0403 | [email protected]
FracTracker Alliance является некоммерческой организацией 501(c)3: Идентификационный номер налогоплательщика: 80-0844297
Надлежащие методы ремонта трубопроводов
По Николас Ньюман , ответственный редактор
За многие десятилетия постоянно растущая сеть наземных и морских трубопроводов транспортирует все большие объемы нефтепродуктов, промышленных химикатов, сырой нефти и природного газа коммерческим и бытовым потребителям.
Северная Америка тому пример. Он имеет самую большую в мире сеть газопроводов и нефтепроводов, не говоря уже о трубах, по которым транспортируются нефтепродукты и сжиженный природный газ.
Чрезвычайно важное значение трубопроводов в безопасном распределении этих жизненно важных, но летучих ингредиентов признается и регулируется правилами, требующими от операторов трубопроводов обеспечения целостности своих трубопроводов. Это достигается путем проведения как профилактического, так и регулярного планового технического обслуживания и ремонта для обеспечения оптимальной производительности и предотвращения возможных отказов систем.
Тем не менее, по данным Управления по безопасности трубопроводов и опасных материалов (PHMSA), с 1987 года в Соединенных Штатах произошло более 3200 серьезных утечек из газопроводов.
Инциденты на трубопроводе могут устраняться операторами трубопроводов путем заказа услуг по ремонту у специализированных компаний, включая Bonatti, расположенную в Пальме, Италия, Darke Engineering в Питерборо, Англия, Tulsa, Оклахома, T.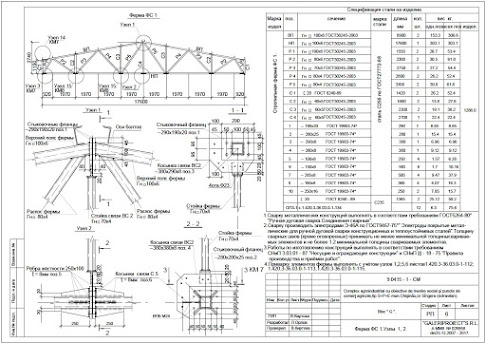 D. Williamson и подрядчиков трубопроводов MPC в Хьюстоне.
D. Williamson и подрядчиков трубопроводов MPC в Хьюстоне.
Причины отказа
Несмотря на строгий контроль качества при производстве секций трубопровода, трубопроводы по-прежнему выходят из строя благодаря следующему:
- Дефект во время производства не обнаруживается процессами контроля качества производителя трубопровода. Со временем любое несовершенство может ухудшиться и, если его не обнаружить при регулярных осмотрах трубопровода, может привести к трещине или даже утечке содержимого.
- Условия, в которых трубопровод находится под землей, могут способствовать внешней и внутренней коррозии. Поэтому регулярные осмотры и техническое обслуживание труб на предмет повреждений от коррозии или трещин жизненно важны на протяжении полувекового срока службы среднего трубопровода.
Варианты ремонта
Несмотря на процессы и процедуры проверки и использование самых современных технологий для устранения потенциальных причин отказов трубопровода, его долговечность делает почти неизбежным, что в какой-то момент трубе потребуется ремонт. В настоящее время используется несколько вариантов ремонта.
В настоящее время используется несколько вариантов ремонта.
Самый затратный и длительный вариант – вырезать и извлечь поврежденный участок трубы и установить новый участок. Это не лишено трудностей. Сначала необходимо отключить трубопровод, чтобы изолировать и отрезать поврежденный участок. Во-вторых, процедура требует времени, и ремонт должен быть проверен и проверен, прежде чем трубопровод можно будет снова включить.
Существует два типа ремонта втулки. Одна втулка типа А, а другая втулка типа В. Главное преимущество такого ремонта заключается в том, что его можно произвести во время эксплуатации трубопровода.
Вариант решения с муфтой типа А состоит из муфты, состоящей из двух половин стального цилиндра, которая размещается вокруг поврежденного участка трубы и приваривается, чтобы полностью окружить поврежденный участок.
Такой подход позволяет восстановить прочность участка трубопровода. Но поскольку втулка типа А не приваривается непосредственно к трубе, ее нельзя использовать для сдерживания давления в трубе или утечки. Основное преимущество использования рукавов типа А заключается в том, что они изготавливаются из сборных элементов, могут быть временными или постоянными и не требуют тщательного неразрушающего контроля.
Основное преимущество использования рукавов типа А заключается в том, что они изготавливаются из сборных элементов, могут быть временными или постоянными и не требуют тщательного неразрушающего контроля.
В этом случае муфта типа Б приваривается к поверхности трубопровода с полным охватом галтели в процессе эксплуатации трубы. Ширина толщины втулки определяется требуемым максимально допустимым рабочим давлением (МДДД) трубопровода и осевыми напряжениями, создаваемыми вторичными нагрузками. Ключевым преимуществом этого решения является то, что муфту типа B можно использовать для устранения утечек и для усиления дефектов, ориентированных по окружности.
Это постоянное, экономичное решение для устранения проблем, не связанных с утечкой, таких как ямки, вмятины, выбоины и внешняя коррозия. Как и при ремонте муфты, композитная обмотка может использоваться на эксплуатируемом трубопроводе и восстанавливать его способность выдерживать давление, препятствуя внешней коррозии в месте ее применения.
Секция горячей врезки
Горячая врезка может использоваться для ремонта повреждений, вызванных коррозией или механическими повреждениями, или для добавления ответвлений для модификации системы. Этот метод соединения секции включает в себя сверление или разрезание трубы и сварку.
Основным преимуществом этого типа сварки является то, что его можно выполнять без временного отключения трубопровода, что позволяет избежать ущерба окружающей среде и выброса количества парниковых газов, таких как метан.
Механические хомуты с болтовым креплением или конструкционные хомуты предназначены для герметизации поврежденных или протекающих труб и восстановления герметичности за счет механических уплотнений, зацепляющихся за неповрежденные участки основного трубопровода.
Более быстрое и менее затратное шлифование труб используется для получения гладкой поверхности и устранения любого вреда для концентрации напряжений дефектов и микротрещин.
После принятия решения об устранении неисправности необходимо принять решение о наиболее подходящем методе ремонта.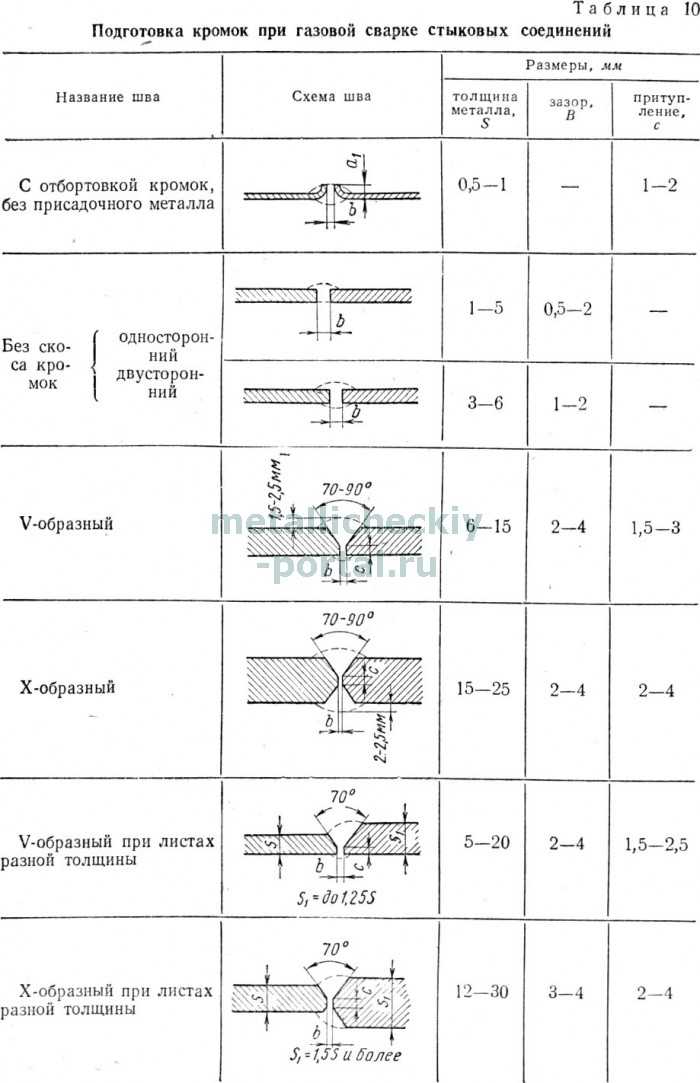
Внешние факторы, такие как сроки, доступность материалов, нормативные требования и потенциальные экологические проблемы, будут влиять на выбор наряду с техническими проблемами, а также преимуществами и недостатками ремонтных решений.
- Размер повреждения будет основным фактором при выборе наилучшего варианта ремонта.
- Также важна доступность ресурсов для устранения повреждений. Например, некоторые методы ремонта требуют индивидуальных решений, таких как изготовленные на заказ механические зажимы с болтовым креплением, разработанные для конкретной задачи.
Настройка требует больше времени и денег. Аналогичным образом, наличие квалифицированных подрядчиков для некоторых видов ремонта, таких как сварка, регулируется таким образом, чтобы для выполнения этой задачи можно было нанять только квалифицированных и опытных сварщиков. Кроме того, на менеджеров будет влиять то, насколько быстро будет собрана вся необходимая ремонтная логистика для выполнения поставленной задачи.
Выбор наилучшего типа ремонта включает такие технические вопросы, как:
- Какая степень повреждения затрагивает сварные швы, соединяющие участки трубопровода? Например, вмятина 3 % с деформацией 5 % воздействует на хрупкий сварной шов газопровода.
Варианты ремонта включают замену цилиндра или установку либо втулки типа B, либо механического зажима с болтовым креплением. Для той же вмятины, затрагивающей пластичный сварной шов, допустимы другие установки, включая композитную втулку, втулку типа А или горячую врезку.
- Если трубопровод протекает, текущие варианты ремонта включают замену муфты типа B или даже механических зажимов с болтовым креплением. Хотя в некоторых случаях поврежденную часть можно удалить с помощью горячего постукивания.
- Если возможно перекрыть участок трубы и отвести поток с помощью альтернативной трубы, лучшим вариантом является замена поврежденного участка новым цилиндром.
Трубопроводы и их содержимое являются источником жизненной силы современной экономики, поэтому крайне важно, чтобы их целостность и безопасность имели первостепенное значение. Это требует регулярных осмотров, технического обслуживания и соответствующего ремонта в течение всего срока службы каждого трубопровода.
Это требует регулярных осмотров, технического обслуживания и соответствующего ремонта в течение всего срока службы каждого трубопровода.
Что такое горячая врезка, зачем она делается и как сделать горячую врезку в трубопроводе
Горячая врезка или горячая врезка — это возможность безопасного врезки в систему под давлением путем сверления или резки, когда она работает и находится под давлением.
Типовые соединения состоят..
- Врезные фитинги, такие как Weldolet®, усиленный отвод или разъемный тройник. Разрезные тройники часто используются в качестве ответвления, а основная труба имеет одинаковые диаметры.
- Запорный клапан, такой как задвижка или шаровой кран.
- Станок для врезки под давлением, включающий фрезу и корпус.
Механические фитинги могут использоваться для изготовления горячих отводов на трубопроводах и магистралях при условии, что они рассчитаны на рабочее давление трубопровода или магистрали и подходят для этой цели.
- Дизайн.. ASME B31.1, B31.3, ASME B31.4 и B31.8, ASME Sec. VIII Раздел 1 и 2
- Изготовление. ASME Sec. VIII Раздел 1
- Сварка. ASME Sec. IX
- NDT.. ASME Sec. В
Есть много причин, чтобы сделать Hot Tap. Хотя предпочтительнее устанавливать форсунки во время капитального ремонта, установка форсунок на работающем оборудовании иногда выгодна, особенно если это предотвращает дорогостоящий останов.
Примечания перед выполнением горячей врезки
- Горячая врезка не должна считаться обычной процедурой, а должна использоваться только при отсутствии практической альтернативы. Горячие врезки
- должны устанавливаться обученными и опытными бригадами.
- Следует отметить, что горячая врезка на линиях высокосернистого газа представляет особую опасность для здоровья и металлургии и должна выполняться только в соответствии с письменными планами, утвержденными эксплуатирующей компанией.
- Для каждой горячей врезки должно быть обеспечено, чтобы просверленная или распиленная труба имела достаточную толщину стенки, которую можно измерить ультразвуковыми толщиномерами.
 Существующая толщина стенки трубы (фактическая) должна быть как минимум равна требуемой толщине для давления плюс разумный припуск на толщину для сварки. Если фактическая толщина едва превышает требуемую для давления, то существует риск потери локализации в сварочной ванне.
Существующая толщина стенки трубы (фактическая) должна быть как минимум равна требуемой толщине для давления плюс разумный припуск на толщину для сварки. Если фактическая толщина едва превышает требуемую для давления, то существует риск потери локализации в сварочной ванне. - Сварка находящихся в эксплуатации трубопроводов требует разработки и квалификации технологии сварки, а также наличия высококвалифицированной рабочей силы для обеспечения целостности сварных швов, когда трубопроводы работают при полном давлении и в условиях полного потока.
Установка для горячей врезки
Для горячей врезки необходимы три основных компонента, необходимые для безопасного сверления трубы; фитинг, клапан и машина для горячей врезки. Фитинг крепится к трубе, в основном, сваркой.
Во многих случаях фитинг представляет собой фитинг Weldolet® с приваренным фланцем или разъемный тройник с фланцевым выпускным отверстием (см. изображение выше).
На этот фитинг крепится клапан, а к клапану крепится машина для горячей врезки.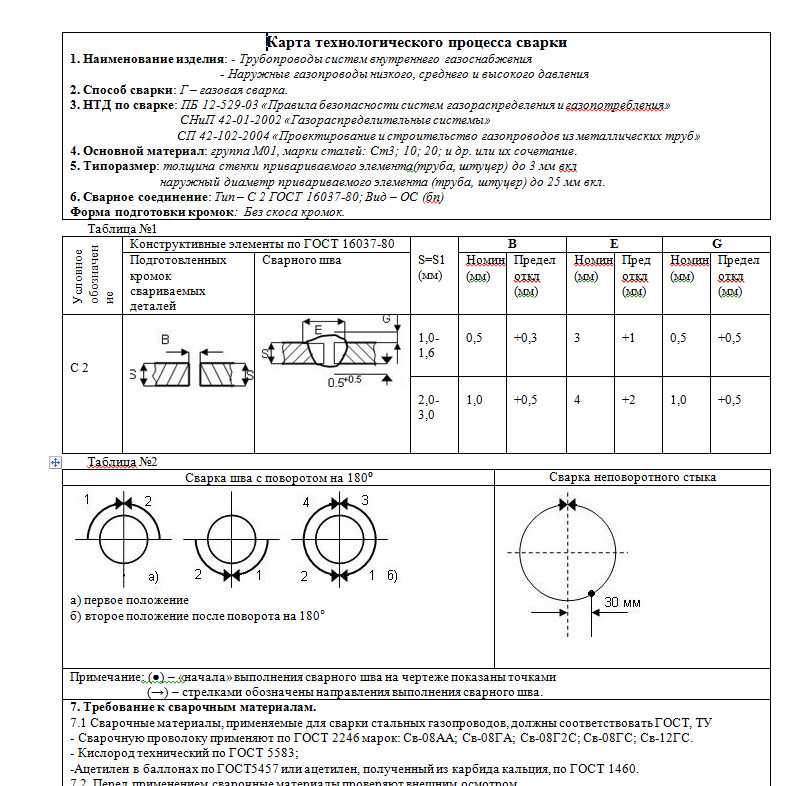 Для горячей врезки всегда следует использовать новые болты, прокладки и новый клапан, когда эти компоненты станут частью постоянных помещений и оборудования.
Для горячей врезки всегда следует использовать новые болты, прокладки и новый клапан, когда эти компоненты станут частью постоянных помещений и оборудования.
Комбинация фитинг/клапан крепится к трубе и обычно проходит испытания под давлением. Испытание под давлением очень важно, чтобы убедиться в отсутствии структурных проблем с фитингом и в отсутствии утечек в сварных швах.
Резак для горячей врезки представляет собой кольцевую пилу специального типа с направляющей насадкой посередине, установленную внутри корпуса адаптера для горячей врезки.
Резец для врезки под давлением крепится к держателю резца вместе с направляющей насадкой и крепится к рабочему концу машины для врезки под давлением таким образом, чтобы он входил во внутреннюю часть адаптера для врезки.
Врезной переходник будет сдерживать давление трубопроводной системы, пока труба разрезается, в нем размещается резак, держатель резца и болты к клапану.
Операция горячей врезки
Горячая врезка выполняется за один непрерывный процесс, машина запускается, и резка продолжается до тех пор, пока резак не пройдет через стенку трубы, что приводит к удалению секции трубы, известной как ” купон”.
Купон обычно удерживается на одной или нескольких U-образных проволоках, прикрепленных к пилотному долоту. Как только резец прорезает трубу, машина для врезки под давлением останавливается, резак втягивается в переходник для врезки под давлением, а клапан закрывается.
Давление стравливается внутри переходника для врезки, так что машину для врезки под давлением можно снять с линии. Машина снимается с линии и устанавливается новая служба.
Купон горячей врезки
Купон — это участок трубы, который снимается для начала обслуживания. Крайне желательно “сохранить” купон, и снять его с трубы, и в подавляющем большинстве горячих врезок так и происходит. На изображении выше применен разъемный тройник, а купон временно присоединен к клапану.
Обратите внимание, что, за исключением того, что вы не выполняете горячую врезку, нет никакой абсолютной гарантии того, что купон не будет «выброшен».
Удержание купонов — это в основном «работа» u-wire. Это проволока, которая проходит через пилотное долото, обрезается и изгибается, чтобы можно было загнуть обратно к долоту, в рельефную зону, выфрезерованную в долоте, а затем вывернуться, когда пилотное долото прорезает трубу.
Это проволока, которая проходит через пилотное долото, обрезается и изгибается, чтобы можно было загнуть обратно к долоту, в рельефную зону, выфрезерованную в долоте, а затем вывернуться, когда пилотное долото прорезает трубу.
Почти во всех случаях используется несколько u-wire для страховки от потери купона.
Заглушка линии
Заглушки линии, иногда называемые заглушками (Stopple® — торговая марка TD Williamson Company), начинаются с горячей врезки, но предназначены для остановки потока в трубе.
Линейные остановки необходимы, несколько сложнее, чем обычные горячие врезки, но они начинаются почти так же. К трубе присоединяется фитинг, выполняется горячая врезка, как описано ранее. После того, как горячая врезка завершена, клапан закрывается, затем на трубу устанавливается другое устройство, известное как привод остановки линии.
Привод остановки линии используется для вставки заглушки в трубу, наиболее распространенным типом которой является механизм с поворотной головкой. Линейные упоры используются для замены клапанов, фитингов и другого оборудования. После завершения работы давление выравнивается, а ограничитель линии снимается.
Линейные упоры используются для замены клапанов, фитингов и другого оборудования. После завершения работы давление выравнивается, а ограничитель линии снимается.
Запорный фитинг линии имеет специально модифицированный фланец со специальной заглушкой, позволяющей снимать клапан. Существует несколько различных конструкций этих фланцев, но все они работают примерно одинаково: заглушка вставляется во фланец через клапан, надежно фиксируется на месте, в результате чего давление может сбрасываться из корпуса и клапана, то клапан можно снять и заглушить фланец.
Презентация изображения
Горячая врезка и остановка линии
Установка остановки линии
Установка остановки линии включает машину для горячей врезки, а также дополнительное оборудование, привод остановки линии. Привод остановки линии может быть механическим (винтового типа) или гидравлическим, он используется для установки головки остановки линии в линию, тем самым останавливая поток в линии.
Привод остановки линии крепится болтами к корпусу остановки линии, который должен быть достаточно длинным, чтобы включать головку остановки линии (поворотную или складную), чтобы привод остановки линии и корпус можно было прикрепить болтами к линейный запорный клапан.
Ограничители линии часто используют специальные клапаны, называемые сэндвич-клапанами.
Остановка линии обычно выполняется с помощью арендованных клапанов, принадлежащих сервисной компании, которая выполняет работы, после завершения работ фитинг остается на трубе, но клапан и все другое оборудование удаляются.
Остановка линии
Остановка линии начинается так же, как и горячая врезка, но используется фреза большего размера.
Увеличенное отверстие в трубе позволяет вставить стопорную головку в трубу.
После выполнения разреза клапан закрывается, машина для горячей врезки снимается с линии, и на место прикручивается привод остановки линии.
Новые прокладки всегда должны использоваться для каждой установки, но часто используются «бывшие в употреблении» шпильки и гайки, поскольку эта операция является временной, клапан, механизм и привод снимаются в конце работы.
Новые шпильки, гайки и прокладки следует использовать при окончательном заканчивании, когда глухой фланец установлен снаружи пробки заканчивания.
Привод остановки линии приводится в действие, чтобы протолкнуть закупоривающую головку (головку остановки линии) вниз, в трубу, общая поворотная головка повернется в направлении потока и образует упор, тем самым останавливая поток в труба.
- Демонстрация поезда STOPPLE ®
- Горячее врезка и подключение
Заглушка для заканчивания
Для того, чтобы снять клапан, используемый для остановки линии, во фланец запорного фитинга линии (завершающий фланец) вставляется заглушка для заканчивания.
Существует несколько различных типов комплектов фланцев/пробок для заканчивания, но все они работают в основном одинаково: пробка для заканчивания и фланец изготавливаются таким образом, чтобы фланец мог принять и зафиксировать на месте пробку для заканчивания.
Эта заглушка для заканчивания устанавливается под клапаном. После ее установки давление над заглушкой может быть стравлено, после чего клапан можно снять.
После того, как плунжер правильно установлен, он фиксируется на месте с помощью сегментов стопорного кольца, что предотвращает движение плунжера, а уплотнительное кольцо становится первичным уплотнением.
Было разработано несколько различных типов пробок заканчивания с уплотнениями металл-металл в дополнение к кольцевому уплотнению.
Авиационные ножницы FATMAX® Right Curve Compound Action — Pipeline Depot
Авиационные ножницы FATMAX® Right Curve Compound Action – Трубопроводное депо | Продажа оборудования для сварки трубопроводов- Дом
- Товары
- Абразивы
- Химикаты и смазочные материалы
- Все остальное
- Подъем и такелаж
- Трубопроводное оборудование
- Безопасность
- Инструменты и оборудование
- Сварка
- Бренды
- паспорт безопасности
- Контакт
- Новости и информация
- Абразивы
- Химикаты и смазочные материалы
- Все остальное
- Подъем и такелаж
- Трубопроводное оборудование
- Безопасность
- Инструменты и оборудование
- Сварка
- Абразивы
- Химикаты и смазочные материалы
- Все остальное
- Подъем и такелаж
- Трубопроводное оборудование
- Безопасность
- Инструменты и оборудование
- Сварка
Главная / Коллекции / Все инструменты и оборудование / Авиационные ножницы FATMAX® Right Curve Compound Action
Stanley
FATMAX® Right Curve Compound Action Aviation Snips
$ 9,60
Tweet
Твитнуть
Количество
Особенности и преимущества
- Режет до 18 калибра (1,2 мм) холоднокатаной стали или 23 калибра (0,7 мм) нержавеющей стали
- Режущие лезвия из кованой хромомолибденовой стали для прочности, долговечности и длительного срока службы
- Режущие лезвия с зазубринами обеспечивают надежный захват и помогают предотвратить соскальзывание материала во время использования
- Конструкция с замком позволяет быстро работать одной рукой
- Нерегулируемые застежки предотвращают ослабление лезвий
- Нескользящая ручка из двух материалов с цветовой маркировкой для удобства и контроля
- Соответствует или превосходит стандарты ANSI
- Ограниченная пожизненная гарантия
- Цвет: зеленый
- Длина: 12 1/2 дюйма
- Вес: 0,89 фунтов
- Тип резки: от крутых кривых вправо до прямых
в
Анализ пересечения трубопроводов – проектирование пересечения дорог
Содержание
1 Обзор статьи
Проектирование и строительство трубопроводов включает в себя ряд технических мероприятий, которые должны быть надлежащим образом спланированы, включая выполнение пересечений трубопроводов с дорогами и железными дорогами. В этой статье речь пойдет о пересечениях трубопроводов (автомобильных и железных дорог). Однако больше внимания будет уделяться пересечению дорог.
Трубопроводы, пересекающие дороги или железнодорожные пути, подвергаются большим внешним нагрузкам по сравнению с теми, которые находятся под землей. Эти внешние нагрузки подвергают проложенный трубопровод в месте пересечения более высоким нагрузкам. Если напряжения превышают определенные пределы, трубопровод может выйти из строя в этом месте.
Поэтому необходимо проектировать трубопровод с учетом воздействия этих внешних нагрузок.
Для этих анализов были разработаны различные методы, в том числе предложенные Американским обществом инженеров-строителей (ASCE) и Американским институтом нефти (API).
В этой статье рассматривается анализ пересечения трубопроводов автомобильных и железных дорог. Трубопроводы, описанные в этой статье, представляют собой стальные трубопроводы, транспортирующие жидкие или газообразные углеводороды.
Принципы, описанные в этой статье, соответствуют стандарту API 1102, и авторы имеют опыт создания автомобильных и железнодорожных переездов.
При строительстве трубопровод может пересекать железные и автомобильные дороги. Поэтому крайне важно внедрить методологию пересечения, которая будет иметь минимальное влияние на трафик, минимальные затраты и т. д.
В этой статье будут описаны некоторые приемы пересечения автомобильных и железных дорог.
Рисунок 1: Строительство трубопровода
2 Введение
Трубопроводы являются наиболее экономичным и эффективным средством транспортировки углеводородных жидкостей (жидких и газообразных). Во многих случаях трубопроводы проходят от ста до более тысячи километров от начальной до конечной точки.
Трубопроводы проложены на приобретенной полосе отвода (ПО). Однако приобретенная полоса отвода может пересекаться с различными объектами и объектами третьих лиц, включая реки, железнодорожные линии, дороги, трубопроводы третьих лиц, электрические кабели и дренажные системы. Любая из вышеперечисленных особенностей относится к категории препятствий, которые необходимо критически учитывать при проектировании трубопровода.
В этой статье речь пойдет о двух основных препятствиях: дорогах и железных дорогах.
Типичный трубопровод протяженностью 100 км может пересекать более двадцати дорог; однако количество встречающихся железнодорожных путей может быть преимущественно меньше, чем количество автомобильных дорог, в зависимости от местоположения трубопровода и маршрута.
Существуют различные типы дорог; классификация дорог может варьироваться в зависимости от страны. В этой статье основное внимание уделяется не типам дорог; тем не менее, некоторые классификации кратко обсуждаются, поскольку они являются ключевым вкладом в проектирование пересечения дорог с трубопроводом.
Пешеходные тропы: это преимущественно тропы, используемые сельскими жителями, соединяющие небольшие населенные пункты или жилые районы.
Проезжая часть с одной проезжей частью: Проезжая часть с одной проезжей частью или неразделенная автомагистраль – это дорога без ограждения или границы для разделения автомобилей, движущихся встречно. Эти дороги могут иметь одну, две и более полос движения.
Дороги с двусторонним движением: Дороги с двусторонним движением или разделенные автомагистрали — это дороги, имеющие проезжие части для автомобилей, движущихся в противоположных направлениях, т. е. они имеют центральную резервацию или границу для разделения автомобилей, движущихся в противоположном направлении
Важными характеристиками дорог для проектирования пересечения дорог с трубопроводом являются интенсивность движения, с которой проходят дороги, и ширина дороги, называемая длиной пересечения.
Существуют различные типы железнодорожных линий, которые определяются по ширине колеи. Ширина колеи — это минимальное перпендикулярное расстояние между внутренними сторонами двух рельсов.
Существуют различные типы железнодорожной колеи, включая широкую колею, стандартную колею, метровую колею и узкую колею. Наиболее важным фактором, который следует учитывать при пересечении железнодорожных линий трубопровода, является ширина железной дороги, количество параллельных железнодорожных линий, которые определяют общую длину пересечения. Сочетание всех железнодорожных путей и проезжей части способствует передаче нагрузки на трубопровод.
2.1 Классификация дорог трубопровода
При проектировании трубопровода классификация дорог должна быть установлена в соответствии с философией проекта; однако дороги в основном классифицируются как
2.1.1 Основные дороги
Это дороги очень высокого значения. Они могут быть с одной проезжей частью или с двусторонним движением. Это дороги с высокой интенсивностью движения. Поэтому следует избегать любых действий, которые могут привести к затруднению движения.
2.1.2 Второстепенные дороги
Это дороги с низкой интенсивностью движения. В основном они однополосные. В зависимости от государственного постановления могут быть разрешены препятствия и отклонения движения.
2.1.3 Пешеходные дорожки
Это не главные и не второстепенные дороги. В большинстве случаев они создаются из-за необходимости связывать населенные пункты или общины.
2.2 Классификация железных дорог
Для железных дорог нет классификации мер. Однако можно разработать простую классификацию для группировки железных дорог. Их можно сгруппировать по количеству параллельных дорожек.
2.3 Документирование препятствий при пересечении
После определения всех автомобильных и железных дорог на маршруте трубопровода их следует должным образом задокументировать в электронной таблице. Этот документ называется списком пересечений, и он может также содержать другие пересечения, такие как пересечение рек, пересечение трубопроводов и т. д.
Информация, такая как длина пересечения, тип дороги, классификация дорог и техника пересечения, должна быть включена в разработанную электронную таблицу . Выполнен проект каждой из дорог и железной дороги. Для всех основных автомобильных и железных дорог должен быть подготовлен подробный чертеж пересечения. Типовой чертеж может быть использован для всех второстепенных дорог и пешеходных дорожек.
Кроме того, разрешения на пересечение каждой из дорог и железнодорожных путей должны быть получены соответственно до выполнения перехода во время строительства.
2.4 Разрешение от соответствующего органа
Перед выполнением автомобильного и железнодорожного переезда необходимо получить все применимые разрешения от различных государственных органов. Профсоюзы, такие как операторы автомобильного транспорта, также должны быть проинформированы, если методология перехода повлечет за собой закрытие дороги.
При необходимости министерство, отвечающее за дороги, должно иметь своих сотрудников на месте во время строительных работ, потому что они дадут окончательное подтверждение того, что переход был выполнен в соответствии с установленными инструкциями.
Следует также отметить, что некоторые министерства (министерство автомобильных и железных дорог) имеют инструкции, регламентирующие пересечение трубопроводов. Поэтому эти руководящие принципы должны быть получены во время проектирования. Проектирование и строительство должны выполняться в соответствии с данными рекомендациями.
3 Автомобильные и железные дорогиМетоды пересечения автомобильных и железных дорог
Существуют различные методы пересечения автомобильных и железных дорог. Некоторые из наиболее распространенных методов пересечения включают открытый проход (траншейный переход), горизонтально-направленное бурение, микротоннелирование / прокладку труб, шнековое бурение / прокладку труб, технику обратного прохода. В подразделах ниже мы обсудим наиболее популярные методы скрещивания.
3.1 Метод открытой выемки
Этот метод в основном используется для пересечения дорог. Открытые переезды редко используются для выполнения железнодорожных переездов.
Это тип техники пересечения, при которой траншея для трубопровода проходит через дорогу. Трубопровод проложен, а дорога восстановлена в исходном или лучшем состоянии. Задействованная дорога может быть полностью или частично перекрыта во время прокладки трубопровода. Этот метод пересечения используется для пешеходных дорожек и, в некоторых случаях, второстепенных дорог. Перед выполнением открытой выемки все разрешения получены от государственных органов, а соответствующий профсоюз проинформирован о закрытии дороги. Кроме того, во время перекрытия дороги должны быть доступны альтернативные маршруты и обозначены объезды.
Если дорога достаточно широкая, один участок дороги может быть закрыт, пока на другом участке дороги идет прокладка трубопровода. Движение транспорта перенаправлено на участок дороги, так как на другом участке ведутся работы. После первого участка дорога может быть засыпана или через траншею может быть установлен временный пандус, прежде чем движение будет перенаправлено обратно на засыпанный участок. Этот метод требует соответствующего планирования и управления движением для беспрепятственного выполнения монтажа трубопровода.
Рисунок 2: Рампа, установленная на пересечении трубопровода с дорогой
3.2 Методика бестраншейного или закрытого перехода
Это наиболее распространенный метод, применяемый для пересечения автомобильных и железных дорог.
Этот метод предполагает прокладку трубопровода под автомобильной или железной дорогой без нарушения движения. Этот метод дороже, чем метод открытого пересечения. Однако это менее затратно по сравнению с горизонтально-направленным бурением.
Существуют различные бестраншейные технологии; Критерии выбора включают сложность перехода, длину перехода и характеристики почвы.
Ниже приведены некоторые методы бестраншейной переправы.
3.2.1 Бурение шнеком с подъемом трубы
Этот метод используется для пересечения малой или средней длины. Это одна из самых популярных техник. Все основные дороги можно было пересечь с помощью шнекового бурения. Если длина перехода не может быть выполнена сразу, переход может быть разбит на участки, при этом все участки пересекаются в соответствующем месте.
Этот метод требует рытья ям по обеим сторонам дороги или железной дороги.
Глубина вырытых котлованов зависит от минимальной глубины покрытия, необходимой для трубопровода, высоты бурильной машины и т. д. При прокладке трубопровода может потребоваться установка шпунтовых свай в сочетании с обезвоживанием. Шпунтовые сваи предотвращают обрушение ям, особенно там, где грунт нестабилен.
Один из двух котлованов используется как приямок для запуска трубопровода, а другой – как приемный приямок трубопровода. Приемная яма обычно меньше стартовой. Длина пусковой ямы должна вмещать по крайней мере один отрезок трубы, узел шнековой бурильной машины и соответствующее пространство, необходимое для работы и выполнения других действий. Дополнительное пространство также требуется с обеих сторон рядом с ямами для размещения вынутого материала ям и пробуренной скважины.
Примечание: при определении глубины пускового котлована следует должным образом оценить высоту шнекобура и высоту рельса шнека, чтобы обеспечить минимальное покрытие трубопровода.
После того, как котлован выкопан и подготовлен, в котлован опускается шнековый буровой станок. Машина движется по рельсовому пути, так что она может двигаться вперед и назад по рельсу. Машина оснащена силовым агрегатом, передающим мощность вращения шнековой бурильной системе. Силовой агрегат находится непосредственно за шнековой системой бурения.
Перед началом бурения шнекобур отводят назад для размещения катушки с трубой. Катушка с трубой вставляется в пространство между шнекобуром и точкой входа в грунт. В трубу вставляется шнековый бур, а на передней части шнековой бурильной трубы закрепляется «режущая головка». Обратите внимание, что шнековый бур имеет спиральный режущий инструмент по всей длине. Спиральная резка способствует транспортировке срезанного грунта назад по трубе.
После завершения настройки включается система питания, и шнекобур начинает вращаться. Режущая головка постепенно погружается в почву, чтобы начать операцию бурения. Обратите внимание, что режущая головка может быть немного больше в диаметре, чем внешний диаметр трубопровода, чтобы создать зазор для трубы. Катушка трубы должна быть горизонтальной и иметь соответствующую опору во время бурения. После установки первого золотника машина отводится назад, и к первой трубе приваривается еще один золотник. Во вторую катушку должен быть вставлен шнековый бур, соединенный с первым трубчатым шнеком. Процесс продолжается до тех пор, пока труба и режущая головка не появятся у приемной ямы. Станок выключается, режущая головка и шнековый бур снимаются с установленной трубы.
Труба, устанавливаемая этим методом, может быть несущей или обсадной трубой, в зависимости от требований проекта.
Обратите внимание, что большая часть извлеченных материалов транспортируется внутри трубы за счет спирального вращения шнека.
Рисунок 3: Труба шнекового бурения и рельсовый путь шнекобурового станка
Таблица 1: Прокладка трубопровода с использованием метода бурения шнеком
3.2.2 Методика бурения
Этот метод бурения обычно используется для коротких переходов.
В этой технике используются две ямы по обе стороны дороги/железной дороги. Стартовая яма может быть не такой длинной, как та, которая используется для шнекового бурения. Длина приемной ямы должна быть достаточной, чтобы вместить хотя бы один отрезок трубы. Кроме того, должно быть свободное пространство для проведения сварочных работ во время прокладки трубопровода, если это необходимо.
Так же, как и при бурении шнека, выкапываются спусковая и приемная ямы. При необходимости следует использовать шпунтовые сваи для укрепления стенок ям для обеспечения устойчивости.
Буровая машина опущена в пусковую яму. При определении глубины ям следует учитывать высоту машины.
Машина может двигаться вперед и назад по рельсовому пути.
В этой установке используются бурильные трубы и буровая головка, диаметр которой должен превышать внешний диаметр трубопровода.
Перед началом буровых работ буровую компоновку подводят к задней части рельсового пути, к поворотному механизму присоединяется бурильная труба, а к передней части бурильной трубы присоединяется буровая головка.
Машина включена, и вращательное движение погружает буровую головку в почву. Вращающийся узел отсоединяется от первой бурильной трубы, а последующие бурильные трубы добавляются до тех пор, пока буровая головка не появится в приемном котловане. Машина выключается, и выполняется подготовка к откатке.
К первой трубе, протягиваемой в скважину, приваривается тянущая головка. Эта головка соединена с головкой бурильной машины на приемной яме. Машину включают и постепенно отводят назад, пока первая труба не будет втянута в скважину. К первой приваривается вторая труба и протягивается обратно в отверстие до тех пор, пока труба не появится у пусковой ямы.
Обратите внимание, что труба должна быть закреплена на роликах в приемной яме, чтобы ее можно было легко вытащить.
Машина отключена после завершения отвода.
Рис. 4: Операция бурения для отвода трубы
3.3 Горизонтально-направленное бурение
Горизонтально-направленное бурение (ГНБ) — это метод, который можно использовать для пересечения автомобильных или железных дорог без нарушения движения во время прокладки трубопровода. Этот способ не требует рытья котлованов по обе стороны от перехода. Однако для сварки трубопровода и установки буровой установки требуется огромное количество земли. Земля, необходимая для монтажных работ, не может быть приобретена, а арендована у третьих лиц.
ГНБ можно использовать для переездов длиной более 1000 м. Таким образом, используя эту методологию, можно легко выполнить пересечение значительной длины.
ГНБ в основном используется для пересечений значительной длины, таких как автомагистрали с большим количеством проезжих частей, места с несколькими параллельными железнодорожными путями, нестабильные места, где другие бестраншейные методы не могут быть развернуты, и т. д.
Трубопровод проложен не горизонтально прямо. Он принимает форму кривой, используя гибкость трубы. Обратите внимание, что изгибы трубопровода не используются.
Радиус изгиба трубопровода не должен быть меньше минимального радиуса упругого изгиба трубопровода.
С одной стороны препятствия устанавливается буровая установка, а с другой стороны препятствия приваривается вся длина трубопровода, который будет проложен через препятствие. Все действия, связанные с качеством, выполняются на надземном трубопроводе перед его установкой.
Под препятствием просверливается отверстие от точки входа до точки выхода. Обратите внимание, что длина бура достигается за счет непрерывного добавления бурильных труб в установку бурения. Существуют различные этапы бурения: пилотное сверление и серия расширений до достижения нужного диаметра отверстия.
После завершения бурения сварной трубопровод соединяется с узлом бурового долота/трубы и протягивается обратно в скважину до тех пор, пока трубопровод не появится в начальной точке бурения (точка входа).
Если вам нужна дополнительная информация о горизонтально-направленном бурении, обратитесь к нашей статье: ГОРИЗОНТАЛЬНО-НАПРАВЛЕННОЕ БУРЕНИЕ (https://epcmholdings.com/horizontal-directional-drilling/)
Некоторые из преимуществ использования ГНБ для пересечения:
- Трубопровод может быть проложен на большей глубине через препятствия по сравнению с другими технологиями пересечения.

- В местах, где уровень грунтовых вод очень высок, использование других способов пересечения может оказаться затруднительным. Тем не менее, установка ГНБ может быть установлена в подходящем стабильном месте, где может быть выполнен переход.
- Вся длина перехода выполняется сразу, без разбивки на участки, как это может быть в некоторых других бестраншейных технологиях.
ГНБ представляет собой технологию высокого уровня и должна быть надлежащим образом спланирована и выполнена сертифицированной организацией и квалифицированным персоналом.
Это дорого по сравнению с другими методами скрещивания. Поэтому перед применением этого метода должно быть обоснование.
Поскольку жесткий диск использует гибкость конвейера, необходимо правильно рассчитать точки входа и выхода. Для небольших переходов и трубопроводов большого диаметра это затруднительно, если трасса трубопровода не спроектирована надлежащим образом.
Рисунок 5: Горизонтально-направленное бурение
4 Требования к пересечениям трубопроводов
Некоторые требования к пересечениям трубопроводов с автомобильными и железными дорогами представлены в подразделах ниже. Требования основаны на рекомендациях по API 1102.
Несущая труба
Согласно разделу 2.3.1 API 1102, несущая труба представляет собой стальную трубу для транспортировки газа или жидкостей.
Обсаженный трубопровод
Обсаженный трубопровод — это трубопровод (несущая труба), установленный внутри кожуха, который проходит под автомобильной или железной дорогой.
Необсаженный трубопровод
Необсаженный трубопровод — это трубопровод, проложенный под автомобильной или железнодорожной линией без кожуха. Ниже приведены некоторые требования к конструкции необсаженного трубопровода, пересекающего дорогу.
4.1 Необсаженный переход
Когда трубопроводы, пересекающие автомобильные или железные дороги, не обсажены, напряжения от внешних нагрузок передаются непосредственно на трубопровод. Эти напряжения должны быть тщательно оценены по сравнению с допустимыми значениями, указанными в нормах и стандартах, таких как API 1102. Трубопроводы не обсажены, потому что защитить обсаженные трубопроводы от коррозии сложнее.
Требования в подразделах ниже соответствуют рекомендации API 1102
4.1.1 Переход через дорогу
4.1.1.1 Угол пересечения
Угол пересечения, представляющий собой пересечение трубопровода с дорогой, определен в разделе 4.3.1 API 1102. Этот угол должен быть около 90 градусов.
4.1.1.2 Место пересечения
По возможности следует избегать пересечения влажных и каменистых местностей. Сквозь скальный грунт трудно бурить, а во влажном грунте трудно выкопать котлован для буровой машины.
4.1.1.3 Глубина заглубления (требование к покрытию)
Минимальная глубина заглубления, рекомендуемая для необсаженных трубопроводов, пересекающих дороги, указана в разделе 4.4.2.
Покрытие трубопровода измеряется от верха трубопровода до поверхности дороги.
Приведенные ниже данные и изображения получены из API 1102.
Рисунок 6: Пересечение с автомагистралью
Таблица 2: Требования к покрытию для необсаженных трубопроводов, пересекающих дороги
4.
1.2 Железнодорожный переезд4.1.2.1 Угол пересечения
Угол пересечения представляет собой угол пересечения трубопровода и железной дороги. Его требование определено в разделе 4.3.1 API 1102. Этот угол должен быть около 90 градусов и не должен быть меньше 30 градусов
4.1.2.2 Место пересечения
Место пересечения должно избегали. Сквозь скалистый грунт бурить трудно, а рыть пусковые и приемные ямы на влажной местности трудно.
4.1.2.3 Глубина заглубления (требование к покрытию)
Минимальное рекомендуемое покрытие для необсаженных трубопроводов, пересекающих железные дороги, указано в разделе 4.4.1.
Крышка трубопровода должна измеряться от верха трубопровода до основания рельса.
Приведенные ниже данные и изображения получены из API 1102.
Рисунок 7: Железнодорожный переезд
Таблица 4: Требования к покрытию для необсаженного трубопровода, пересекающего железные дороги
4.2 Обсаженный переход
При использовании обсадных труб напряжения не передаются на несущую трубу; обсадная труба воспринимает внешнюю нагрузку. Существует минимальная рекомендуемая толщина обсадных труб. Обсадные трубы с толщиной стенки меньше этих рекомендуемых значений могут выйти из строя при нагрузке, превышающей определенные пределы.
Если используется обсадная труба, несущая труба должна быть спроектирована в соответствии с применимыми нормами для транспортировки жидкости, такими как ASME B31.4, ASME B31.8.
Обсаженный переход трубопровода не так популярен, как необсаженный, из-за возможной повышенной коррозии, исходящей от обсаженного участка. После того, как обсадная труба успешно установлена, внутри обсадной трубы устанавливается несущая труба. Несущая труба должна поддерживаться по окружности вокруг обсадной трубы путем установки изолирующих прокладок по всей длине трубопровода.
Приведенные ниже требования к обсаженным переходам взяты из API 1102
4.2.1 Общее требование
Я сгруппировал некоторые требования, включая требования по установке, в общие требования. Следует отметить, что существуют и другие требования, не указанные в данной статье; дополнительную информацию см. в API 1102 и других публикациях:
При бестраншейной установке обсадной трубы зазор между трубой и грунтом должен быть минимальным, чтобы свести к минимуму пустоты между трубой и прилегающим грунтом. Большой перебур может в конечном итоге привести к обрушению окружающего грунта, что может передать ударные нагрузки на обсадную трубу.
Все обсадные трубы должны быть полностью соединены. Сварка должна быть полной и выполняться квалифицированными сварщиками.
В одну обсадную трубу можно установить несколько несущих труб, но каждая несущая труба должна иметь соответствующую опору и быть изолирована от других.
В обсадной трубе не должно быть внутренних препятствий, облегчающих установку несущей трубы.
Обсадная труба должна быть прямой. Подкладка под обсадную трубу, устанавливаемую открытым способом, должна быть однородной, материал засыпки и подсыпки должен быть таким, чтобы исключить повреждение покрытия трубопровода и обсадной трубы.
Несущая труба должна надлежащим образом поддерживаться по окружности изоляционными материалами, закрепленными на обсадной трубе. Изоляторы должны располагаться на соответствующем расстоянии.
Обсадная труба должна быть проверена, чтобы убедиться, что она электрически изолирована от несущей трубы.
Обсадные уплотнения должны быть установлены на обоих концах обсадной трубы. Уплотнения предотвращают попадание воды из окружающего грунта в обсадную трубу. Проникновение воды ускоряет коррозию трубопровода.
4.2.2 Материал обсадной трубы
Обсадные трубы изготавливаются из стальных материалов, включая бывшие в употреблении или новые трубы, отбракованные заводские трубы. Корпус может представлять собой продольно разделенные трубы, которые дополнительно свариваются между собой.
4.2.3 Размер обсадной трубы
Внутренний диаметр обсадной трубы должен быть достаточно большим, чтобы облегчить установку несущей трубы. Размер должен быть таким, чтобы внешние нагрузки не передавались на несущую трубу. Как указано в разделе 5.3 API 1102, обсадная труба должна быть как минимум на два (2) номинального диаметра больше, чем несущая труба. Это означает, что если несущая труба имеет номинальный размер 10 дюймов, то обсадная труба должна иметь размер не менее 14 дюймов.
4.2.4 Расположение и выравнивание трубопровода
Обсаженный трубопровод должен быть проложен под углом, близким к 90 градусам, к автомобильной или железной дороге; ни в коем случае угол не должен быть меньше 30 градусов.
При пересечении дорог обсадная колонна трубопровода должна выступать как минимум на 2 фута (0,6 м) за кромку склона или базового уровня или на 3 фута (0,9 м) за дно дренажной канавы, в зависимости от того, что больше.
Для железнодорожных переездов обсадная труба должна проходить не менее чем на 25 футов (7,6 м) в каждую сторону от осевой линии внешнего пути или на 45 футов (13,7 м) от осевой линии внешнего пути, когда обсадная труба открытые с обоих концов.
4.2.5 Вентиляционное отверстие корпуса
Вентиляционное отверстие должно быть установлено на обсадной трубе. Один или два могут быть приварены к обсадной трубе. Минимальная высота выступа обсадной трубы должна составлять 4 фута (1,2 м) над поверхностью земли, как указано в разделе 5.10.5 API 1102
. 4.2.6 Рекомендуемая толщина обсадной трубы
.
Приведенная ниже таблица является выдержкой из API 1102, Приложение C.
Таблица 5: Минимальная номинальная толщина стенки для гибкой обсадной трубы в пробуренном переходе используется, если глубина защитного слоя, указанная в таблицах 6 и 7, соблюдается. Если требования по глубине защитного слоя не выполняются, следует увеличить толщину стенки обсадной трубы или использовать стабилизированную засыпку на пересечении трубопровода.
4.2.7 Требования к покрытию обсаженного трубопровода – пересечение дорог
Рекомендуемая глубина покрытия, указанная в таблице 6, взята из API 1102. Обратите внимание, что глубину покрытия следует измерять от верха трубы до поверхности дороги (шоссе).
Таблица 6: Требования к крышке обсаженного трубопровода, пересекающего дороги
4.
2.8 Требования к крышке обсаженного трубопровода – железнодорожный переездМинимальная глубина покрытия обсадной трубы, измеренная от верха обсадной трубы до основания рельса, указана в разделе 5.7. 1 API 1102. См. ниже значения, извлеченные из API 1102.
Таблица 7: Требования к крышке для пересечения железных дорог с обсаженным трубопроводом
5 Проект перехода без обшивки трубопровода
В этом разделе основное внимание уделяется проектированию пересечения дороги с необсаженным трубопроводом. Пожалуйста, обратите внимание, что некоторые определения и пояснения адаптированы к пересечениям дорог. Однако они могут применяться и к железнодорожным переездам.
Порядок проверки напряжений в трубопроводе в местах пересечения показан на рисунке 2: раздел 4.6.12 API 1102. Проект
Как указывалось ранее, необсаженные трубопроводы подвергаются как внутренним, так и внешним нагрузкам.
Внутренние нагрузки возникают из-за внутреннего давления в трубопроводе, а внешние нагрузки возникают из-за постоянных нагрузок (нагрузки на грунт, т. е. веса почвенного покрова) и временных нагрузок (нагрузки от автомобильного или железнодорожного движения). Импакт-фактор должен применяться к временным нагрузкам.
5.1 Напряжения из-за внутренних нагрузок
5.1.1 Окружное напряжение из-за внутреннего давления.
Это напряжение оценивается с помощью уравнения 7 в API 1102
Где
P = внутреннее давление или MAOP/MOP (Psi или кПа)
D = наружный диаметр трубопровода
t = толщина стенки трубопровода
Нагрузка на землю
Окружное напряжение, возникающее в результате нагрузки на землю, оценивается с помощью приведенного ниже уравнения.
Где
K He = Коэффициент жесткости для окружного напряжения от грунтовой нагрузки
B e = Коэффициент заглубления для нагрузки от грунта
E e = Коэффициент выемки грунта для нагрузки от грунта
P s = единица веса грунта/фунт3 принимается как 120 фунтов/фут3 для большинства грунтов
D = наружный диаметр трубы (дюймы или м)
K He (коэффициент жесткости) используется для учета взаимодействия между грунтом и трубой. Это функция отношения толщины стенки трубы к диаметру трубы (t w /D) и модуль реакции почвы. Значения K He можно получить из графика, показанного на рисунке 3 API 1102. График показывает значения E’ как функцию (t w /D). Значения E’ для шнековой буровой установки составляют от 0,2 до 2,0 тысяч фунтов на дюйм 2 ; , однако в основном используется значение 0,5 тысяч фунтов на дюйм 2 .
График ниже для получения K He взято из API 1102
) до диаметра отверстия (H/Bd ). Это значение можно получить из рисунка 4 стандарта API 1102
. Рисунок 9: Коэффициент заглубления для окружного напряжения нагрузки на грунт (Be)
Неизвестный диаметр отверстия можно принять за B D = D+2IN
Для открытого скучного диаметра B D = D
, где D = Внешний диаметр трубопровода
Эскопический фактор (E E ) – A -функция AS A FUNCAT Отношение диаметра скважины к диаметру трубопровода.
Это значение можно получить из рисунка 5 API 1102
Рисунок 10: Коэффициент земляных работ для окружного напряжения нагрузки на грунт (Ee)
5.2.2 Напряжения, вызванные динамическими нагрузками
5.2.2.1 Временные нагрузки на поверхность
Временные нагрузки на шоссе ( w ) являются результатом колесных нагрузок на дорожное покрытие. В конструкции переезда учитывается нагрузка только одной из колесных пар. Расчетная нагрузка на колесо принимается либо как нагрузка на одну ось грузовика ( P s ), либо как максимальная нагрузка на колесо от комплекта тандемных осей грузовика ( P t ). Обратитесь к разделу 4.7.2.2.1 API 1102 для получения подробной информации о том, как преобразовать нагрузку на ось грузовика в эквивалентную нагрузку на колесо
Рекомендуемая максимальная нагрузка на одноосное колесо (P s ) = 12 тысяч фунтов на квадратный дюйм (53,4 кН)
или нагрузка на тандемную ось для конструкции пересечения зависит от диаметра трубопровода (D), глубины покрытия (H) и типа дорожного покрытия (гибкое покрытие, жесткое покрытие или отсутствие покрытия). Критическая конфигурация оси для различных типов покрытия, глубина покрытия и диаметр трубы приведены в таблице 1 стандарта API 1102. См. таблицу ниже.
На основе P s и P t можно оценить приложенное расчетное поверхностное давление.
Где P = P t или P s (фунты или кН)
A p = площадь контакта, на которую действует колесная нагрузка. A P принимается как 144IN 2 (0,093M 2 )
S UBSTITUTING (P) и ( P ).0006 w)
Это означает, что для
Нагрузка на одну ось w = 83,3 фунтов на кв. дюйм (574 кПа)
Нагрузка на сдвоенную ось w = 69,4 фунтов на кв. API 1102
Таблица 12. Критические конфигурации осей для расчетных колесных нагрузок Ps = 12 тысяч фунтов (53,4 кН) и Pt = 10 тысяч фунтов (44,5 кН)
5.2.2.2 Коэффициент ударной нагрузки
Рекомендуется увеличить временные нагрузки импакт-фактором (F и ). Импакт-фактор зависит от покрытия трубопровода в месте пересечения. Коэффициенты воздействия показаны на рисунке 7 API 1102. Ниже приведена выдержка из API 1102.
Рисунок 11: Рекомендуемый коэффициент воздействия в зависимости от глубины
5.2.2.3 Циклические напряжения на шоссе
Транспортная нагрузка (фунт/кв. дюйм или кПа)
Рассчитывается с использованием приведенного ниже уравнения
Где
K HH = Коэффициент жесткости на шоссе для циклического окружного напряжения
G HH = Фактор геометрии шоссе для циклического окружного напряжения
R = Фактор расчетного покрытия. F i = Импакт-фактор.
W = приложенное расчетное давление на поверхность (psi или кПа)
Коэффициент жесткости шоссе (K Hh ) является функцией отношения толщины стенки трубопровода к диаметру. Значения представлены на графике в 14 API 1102.
Рисунок 12: Коэффициент жесткости шоссе для циклического окружного напряжения, (KHh)
Коэффициент геометрии шоссе представлен на рисунке 15 API 1102
Коэффициент конфигурации оси (L ) и коэффициент дорожного покрытия ® зависят от глубины покрытия (H), диаметра трубопровода (D) и конфигурации осей. Значения R и L взяты из таблицы 2 API 1102, как показано ниже.
Рис. 13. Коэффициент геометрии шоссе для циклического окружного напряжения, GHh
Таблица 12. Коэффициенты типа дорожного покрытия, R, и коэффициенты конфигурации осей, L
Это рассчитывается с использованием приведенного ниже уравнения.
Где
K Lh = коэффициент жесткости шоссе для циклического продольного напряжения
G Lh = коэффициент геометрии шоссе для циклического продольного напряжения
R = коэффициент типа дорожного покрытия
L = коэффициент конфигурации осей для шоссе
F i = коэффициент воздействия.
W = приложенное расчетное давление на поверхность (psi или кПа)
См. графики 16 и 17 API 1102, показывающие значения K Lh и G Lh соответственно.
5.2.3 Допустимые напряжения
5.2.3.1 Допустимое окружное напряжение
Окружное напряжение рассчитывается с использованием приведенного ниже уравнения Барлоу.
Максимально допустимое окружное напряжение равно
Где
P = внутреннее давление, взятое как MAOP или MOP (psi или кПа)
D = Внешний диаметр трубопровода (дюймы или мм)
tТолщина стенки трубопровода
F = расчетный коэффициент трубопровода см. ASME B31.4 и 31. 8 для значений
E = коэффициент продольного соединения
T = коэффициент снижения номинальных характеристик при температуре
SMYS = указанный минимальный предел текучести трубопровода
5.2.3.2 Проверка полного эффективного напряжения
Общее эффективное напряжение (S эфф ) рассчитывается с использованием приведенного ниже уравнения.
, где
E Сталь = Модуль «Стальной молодых» Эластичности
S 1 = Максимум. = Максимальное радиальное напряжение
5.2.3.3 Проверка на усталость
Суть этой проверки заключается в сравнении напряжения на компонентах, перпендикулярных сварному шву, с допустимыми пределами, указанными в API 1102, называемыми пределом усталостной выносливости.
5.2.3.3.1 Кольцевой сварной шов – проверка на циклическое продольное напряжение
Для автомобильных дорог проверка на усталость выполняется с использованием уравнения 17 API 1102
, проверку на усталость проводят по уравнению 17 стандарта API 1102 9.0009
Где
S FG = Предел усталостной выносливости кольцевого сварного шва = 12 000 фунтов на кв. дюйм (82 740 кПа). См. Таблицу 3 API 1102
S FL = Предел усталостной выносливости продольного сварного шва (psi или кПа), полученный из Таблицы 3 API 1102
F = Расчетный коэффициент трубопровода
5.
3 Рабочий примерКомпания A планирует установить 16-дюймовый трубопровод для транспортировки сырой нефти от перерабатывающего предприятия к нефтеперерабатывающему заводу. Вдоль трассы газопровода наблюдаются различные пересечения, в том числе пересечение автомобильной дороги. Трубопровод, пересекающий магистраль, будет без кожуха; дорога сделана из асфальта. Если предлагаемая глубина заложения трубопровода составляет 6 футов, проверьте, можно ли безопасно эксплуатировать трубопровод без поломок в месте пересечения с автомагистралью.
См. ниже данные для использования при проектировании пересечения.
Диаметр трубопровода = 16 ”
Толщина стенки трубопровода = 0,344INCH
Конструктивное давление конструкции = 600 фунтов на кв. Дюйм
Материал трубопровода = API 5L Grade X42
Указанный трубопровод. тип = бесшовный
Коэффициент продольного сварного шва E = 1,00
Температура установки трубопровода = 68 o F
Рабочая температура трубопровода = 120 o F
Техника установки трубопровода = Бурное
Тип почвы = рыхлый песок
Плотность почвы = 120 фунтов/фут 3 = 0,07LB/в 3 3 = 0,07LB/в 3 3 .