Таблица 3-1. Расчетные нагрузки промышленных предприятий
При нескольких значениях коэффициентов использования и мощности рекомендуется принимать высшие значения.
| Таблица 3-2. Контрольные показатели нагрузок некоторых отраслей промышленности | |||||
|---|---|---|---|---|---|
| Наименование отраслей промышленности | Общезаводской коэффициент спроса | Средневзвешанный коэффициент мощности | Коэффициент мощности при максимальной нагрузке | Годвое число часов использования максимума | |
| активной нагрузки | реактивной нагрузки | ||||
| Химические заводы | 0,28—0,5 | 0,773 | 0,82 | 6200 | 7000 |
| Анилинокрасочмые заводы | 0,33—0,35 | — | 0,7 | 7100 | — |
| Нефтеперегонные заводы | 0,34—0,37 | — | 0,9 | 7100 | — |
| Заводы тяжелого машиностроения | 0,22 | 0,62 | 0,77 | 3770 | 4840 |
| Заводы станкостроения | 0,23 | 0,65 | 0,68 | 4345 | 4750 |
| Инструментальные заводы | 0,22 | 0,63 | 0,69 | 4140 | 4960 |
| Заводы шарикоподшипников | 0,4 | 0,8 | 0,83 | 5300 | 6130 |
| Заводы подъемно-транспортного оборудования | 0,19 | 0,69 | 0,75 | 3330 | 3880 |
| Автотракторные заводы | 0,22 | 0,78 | 0,79 | 4960 | 5240 |
| Сельскохозяйственное машиностроение | 0,21 | 0,85 | 0,79 | 5330 | 4220 |
| Приборостроение | 0,32 | 0,75 | 0,79 | 3080 | 3180 |
| Авторемонтные заводы | 0,2 | 0,76 | 0,65 | 4370 | 3200 |
| Вагоноремонтные заводы | 0,22 | 0,72 | 0,69 | 3560 | 3660 |
| Электротехнические заводы | 0,31 | 0,64 | 0,82 | 4280 | 6420 |
| Азотнотуковые заводы | 0,6—0,65 | — | — | 7 000—8 000 | — |
| Различные металлообрабатывающие заводы | 0,3 | 0,88 | 0,87 | 4355 | 5880 |
Таблица 3-3. Коэффициент спроса осветительной нагрузки промышленных предприятий и вспомогательных сооружений Кс Коэффициент спроса осветительной нагрузки промышленных предприятий и вспомогательных сооружений Кс | |
|---|---|
| Назначение помещения | Коэффициент спроса |
| Мелкие производственные здания и торговые помещения | 1 |
| Производственные здания, состоящие из отдельных крупных пролетов | 0,95 |
| Произодственные здания, состоящие из отдельных помещений | 0,85 |
| Конторско-бьгговые и лабораторные здания | 0,8 |
| Складские здания, электрические подстанции | 0,6 |
| Аварийное и наружное освещение | 1 |
| Линии групповой сети и линии, питающие осветительные щитки | 1 |
| Таблица 3-4. Значения коэффициента спроса Кс в зависимости от коэффициента использования Ки | ||||||
|---|---|---|---|---|---|---|
| Ки | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 |
| Кс | 0,5 | 0,6 | 0,65-0,7 | 0,75-0,8 | 0,85-0,9 | 0,92-0,95 |
| Таблица 3-5 Соотношения между коэффициентом использования Ки и величиной отношения m, при которых допускается принимать nэ=n | ||||||||
|---|---|---|---|---|---|---|---|---|
| Ки | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
| m | 2,5 | 3 | 3,5 | 4 | 5 | 6,5 | 8 | 10 |
| Таблица 3-6 Относительные значения эффективного числа электроприемников nэ* в зависимости от n*и р* | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Р* | |||||||||||||||||||
| 1 | 0,95 | 0,9 | 0,85 | 0,8 | 0,75 | 0,7 | 0,65 | 0,6 | 0,55 | 0,5 | 0,45 | 0,4 | 0,35 | 0,3 | 0,25 | 0,2 | 0,15 | 0,1 | |
| 0,005 0,01 0,02 0,03 0,04 0,05 0,06 0,08 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5 0,55 0,6 0,65 0,7 0,75 0,8 0,85 0,9 1 | 0,005 0,009 0,02 0,03 0,04 0,05 0,06 0,08 0,09 0,14 0,19 0,24 0,29 0,33 0,38 0,43 0,48 0,52 0,57 0,62 0,66 0,71 0,76 0,8 0,85 0,95 | 0,005 0,011 0,02 0,03 0,04 0,05 0,06 0,08 0,1 0,16 0,21 0,26 0,32 0,37 0,42 0,47 0,53 0,57 0,63 0,68 0,73 0,78 0,83 0,88 0,92 – | 0,006 0,012 0,02 0,04 0,05 0,06 0,07 0,09 0,12 0,17 0,23 0,29 0,35 0,41 0,47 0,52 0,58 0,63 0,69 0,74 0,8 0,85 0,89 0,93 0,95 – | 0,007 0,013 0,03 0,04 0,05 0,07 0,08 0,11 0,13 0,2 0,26 0,32 0,39 0,45 0,52 0,58 0,64 0,69 0,75 0,81 0,86 0,9 0,94 0,95 – – | 0,007 0,015 0,03 0,04 0,06 0,07 0,09 0,12 0,15 0,23 0,29 0,36 0,43 0,5 0,57 0,64 0,7 0,75 0,81 0,86 0,9 0,93 0,95 – – – | 0,009 0,017 0,03 0,05 0,07 0,08 0,1 0,13 0,17 0,25 0,33 0,41 0,48 0,56 0,63 0,7 0,76 0,82 0,87 0,91 0,94 0,95 – – – – | 0,01 0,019 0,04 0,06 0,08 0,1 0,12 0,15 0,19 0,28 0,37 0,45 0,53 0,62 0,69 0,76 0,82 0,87 0,91 0,94 0,95 – – – – – | 0,011 0,023 0,04 0,07 0,09 0,11 0,13 0,17 0,22 0,32 0,42 0,51 0,6 0,68 0,75 0,81 0,89 0,91 0,94 0,95 – – – – – – | 0,013 0,026 0,05 0,08 0,1 0,13 0,15 0,2 0,25 0,37 0,47 0,57 0,66 0,74 0,81 0,87 0,91 0,94 0,95 – – – – – – – | 0,016 0,031 0,06 0,09 0,12 0,15 0,18 0,24 0,29 0,42 0,54 0,64 0,73 0,81 0,86 0,91 0,94 0,95 – – – – – – – – | 0,019 0,037 0,07 0,11 0,15 0,18 0,21 0,28 0,34 0,48 0,64 0,71 0,8 0,86 0,91 0,93 0,95 – – – – – – – – – | 0,024 0,047 0,09 0,13 0,18 0,22 0,26 0,33 0,4 0,56 0,69 0,78 0,86 0,91 0,93 0,95 – – – – – – – – – – | 0,03 0,059 0,11 0,16 0,22 0,26 0,31 0,4 0,47 0,67 0,76 0,85 0,9 0,94 0,95 – – – – – – – – – – – | 0,039 0,076 0,14 0,21 0,27 0,33 0,38 0,48 0,56 0,72 0,83 0,9 0,94 0 95 – – – – – – – – – – – – | 0,051 0,1 0,19 0,27 0,34 0,41 0,47 0,57 0,66 0,8 0,89 0,93 0,95 – – – – – – – – – – – – – | 0,073 0,14 0,26 0,36 0,44 0,51 0,58 0,68 0,76 0,88 0,93 0,95 – – – – – – – – – – – – – – | 0,11 0,20 0,36 0,48 0,57 0,64 0,7 0,79 0,85 0,93 0,95 – – – – – – – – – – – – – – – | 0,18 0,32 0,51 0,64 0,72 0,79 0,83 0,89 0,92 0,95 – – – – – – – – – – – – – – – – | 0,34 0,52 0,71 0,81 0,86 0,9 0,92 0,94 0,95 – – – – – – – – – – – – – – – – – |
| Таблица 3-7 Коэффициент максимума Км для различных коэффициентов использования Ки в зависимости от эффективного числа электроприемников | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| nэ | Ки | |||||||||
| 0,1 | 0,15 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | |
| 4 5 6 7 8 9 10 12 14 16 18 20 25 30 35 40 45 50 60 70 80 90 100 120 140 160 180 200 220 240 260 280 300 | 3,43 3,23 3,04 2,88 2,72 2,56 2,42 2,24 2,1 1,99 1,91 1,84 1,71 1,62 1,56 1,5 1,45 1,4 1,32 1,27 1,25 1,23 1,21 1,19 1,17 1,16 1,16 1,15 1,14 1,14 1,13 1,13 1,12 | 3,11 2,87 2,64 2,48 2,31 2,2 2,1 1,96 1,85 1,77 1,7 1,65 1,55 1,45 1,41 1,37 1,33 1,3 1,25 1,22 1,2 1,18 1,17 1,16 1,15 1,13 1,12 1,12 1,12 1,11 1,11 1,1 1,1 | 2,64 2,42 2,24 2,1 1,99 1,9 1,84 1,75 1,67 1,61 1,55 1,5 1,4 1,34 1,3 1,27 1,25 1,23 1,19 1,17 1,15 1,13 1,12 1,12 1,11 1,1 1,1 1,09 1,08 1,08 1,08 1,08 1,07 | 2,14 2 1,88 1,8 1,72 1,65 1,6 1,52 1,45 1,41 1,37 1,34 1,28 1,24 1,21 1,19 1,17 1,16 1,14 1,12 1,11 1,1 1,1 1,09 1,08 1,08 1,08 1,07 1,07 1,07 1,06 1,06 1,06 | 1,87 1,76 1,66 1,58 1,52 1,47 1,43 1,36 1,32 1,28 1,26 1,24 1,21 1,19 1,17 1,15 1,14 1,14 1,12 1,1 1,1 1,09 1,08 1,07 1,06 1,05 1,05 1,05 1,05 1,05 1,05 1,05 1,04 | 1,65 1,57 1,51 1,45 1,4 1,37 1,34 1,28 1,25 1,23 1,21 1,2 1,17 1,16 1,15 1,13 1,12 1,11 1,11 1,1 1,1 1,09 1,08 1,07 1,06 1,05 1,05 1,05 1,05 1,05 1,05 1,05 1,04 | 1,46 1,41 1,37 1,33 1,3 1,28 1,26 1,23 1,2 1,18 1,16 1,15 1,14 1,13 1,12 1,12 1,11 1,1 1,09 1,09 1,08 1,08 1,07 1,07 1,06 1,05 1,05 1,05 1,05 1,05 1,05 1,05 1,04 | 1,29 1,26 1,23 1,21 1,2 1,18 1,16 1,15 1,13 1,12 1,11 1,11 1,1 1,1 1,09 1,09 1,08 1,08 1,07 1,06 1,06 1,05 1,05 1,05 1,05 1,04 1,04 1,04 1,04 1,03 1,03 1,03 1,03 | 1,14 1,12 1,1 1,09 1,08 1,08 1,07 1,07 1,07 1,07 1,06 1,06 1,06 1,05 1,05 1,05 1,04 1,04 1,03 1,03 1,03 1,02 1,02 1,02 1,02 1,02 1,01 1,01 1,01 1,01 1,01 1,01 1,01 | 1,05 1,04 1,04 1,04 1,04 1,03 1,03 1,03 1,03 1,03 1,03 1,03 1,03 1,03 1,02 1,02 1,02 1,02 1,02 1,02 1,02 1,02 1,02 1,02 1,02 1,02 1,01 1,01 1,01 1,01 1,01 1,01 1,01 |
| Таблица 3-8 Годовое число часов использования максимума осветительной нагрузки | |
|---|---|
| Род осветительной нагрузки | Число часов использования максимальной мощности |
| Внутреннее освещение для географических широт 40-60° | |
| Рабочее освещение: | |
| при одной смене | 150-400 |
| при двух сменах | 1750-2000 |
| при трех сменах | 3800-4300 |
| Аварийное общее освещение | 4800 |
| Дополнительные светильники аварийного освещения | 4100 |
| Наружное освещение (для всех широт) | |
| Рабочее освещение заводских территорий, включаемое ежесуточно: | |
| на всю ночь | 3600 |
до 1 ч. | 2450 |
| до 24 ч. | 2100 |
| То же, включаемое в рабочие дни: | |
| на всю ночь | 3000 |
| до 1 ч. | 2600 |
| до 24 ч. | 1750 |
| Охранное освещение, включаемое ежесуточно на всю ночь | 3500 |
| Рабочее освещение территории поселка, включаемое ежесуточно: | |
| на всю ночь | 3500 |
| до 1 ч. | 2350 |
| до 24 ч. | 1950 |
Примечание. Число часов использования рабочего освещения при одной смене для разных географических широт составляет:
| Широта, град | 40 | 50 | 56 | 60 |
|---|---|---|---|---|
| Число часов использования | 150 | 180 | 250 | 400 |
Коэффициент использования оборудования – Энциклопедия по экономике
Помимо основных показателей при выборе экономически наиболее эффективных вариантов внедрения новой техники и технологии используются вспомогательные натуральные показатели — удельный расход топлива, энергии, сырья, материалов, количество высвобождаемых рабочих, коэффициент использования оборудования и т.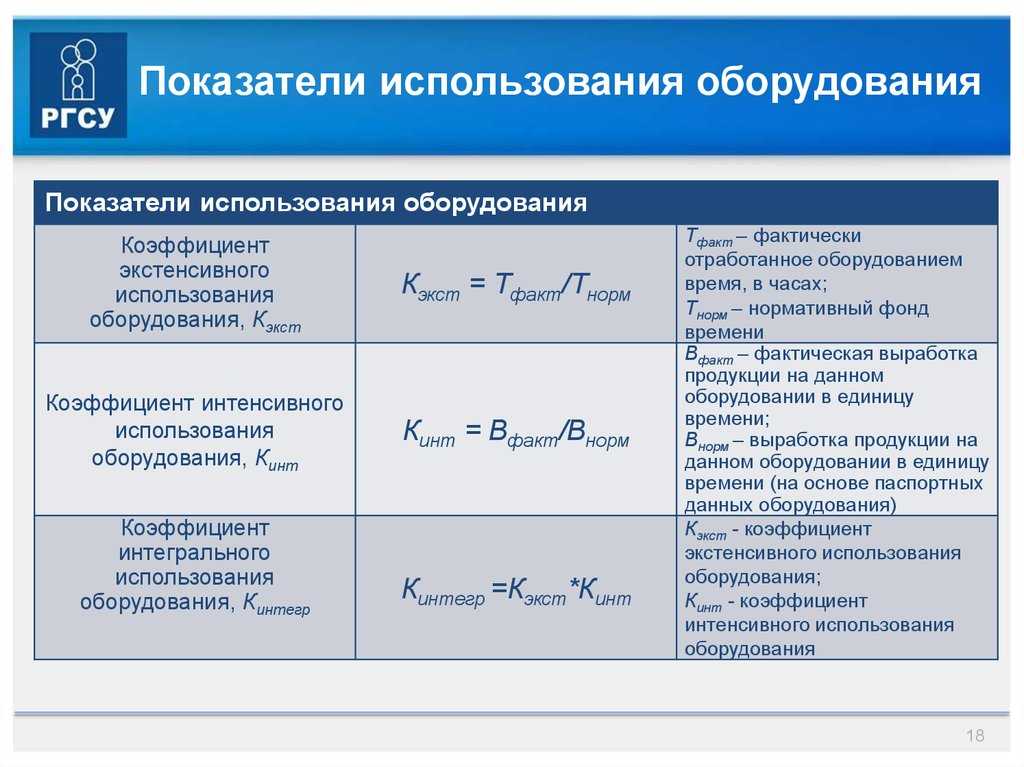 д.
[c.76]
д.
[c.76] Интегральный коэффициент использования оборудования и аппаратуры представляет собой произведение коэффициентов экстенсивного и интенсивного использования [c.153]
Формирование системы норм и нормативов производится на основе экономических и инженерных расчетов. Следовательно, необходимо принимать во внимание прогрессивные научно-технические достижения, которые позволяют совершенствовать нормы и нормативы, например увеличение выхода готовой продукции из единицы сырья, повышение коэффициента использования оборудования, снижение трудоемкости и др. Поэтому при их формировании необходимо включать в расчеты задания по экономии ресурсов или показатели экономии основных производственных фондов, материальных затрат и фонда оплаты труда в сфере материального производства. [c.38]
II.2 — организация подготовки производства II.3 — организация материально-технического снабжения производства и обеспечение ритмичной работы цехов 11.4 — организация производственного учета и отчетности 11.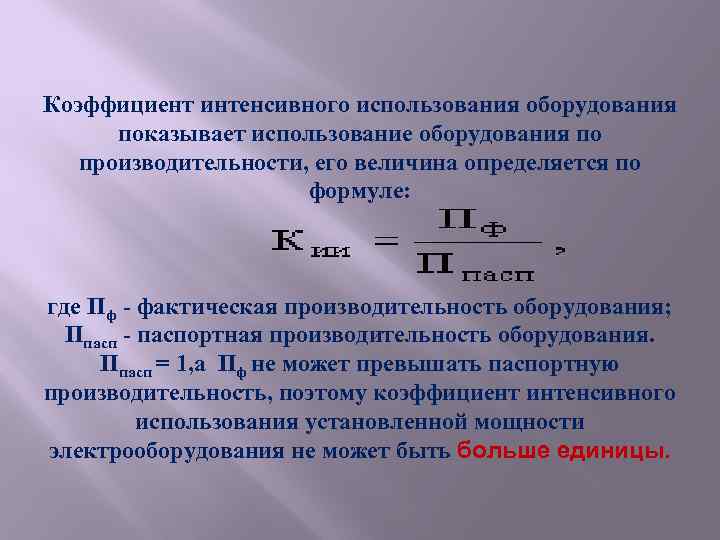 5 — определение условий обеспечения нормального ведения технологического процесса II.6 — контроль за состоянием измерительной техники, его анализ и совершенствование II.7 — определение уровня организации хранения, транспортирования и реализации (в том числе организация сбора, обработки и анализа дефектов на стадиях производства) II.8 — обеспечение ритмичной и качественной отгрузки продукции II.9 — определение уровня проведения технологических процессов и организация исследований по разработке новых технологических процессов 11.10 — анализ обеспечения производственной и трудовой дисциплины 11.11 —обеспечение высокой культуры производства 11.12 — анализ использования оборудования и простоев производства, разработка мероприятий по обеспечению ритмичности производства и повышению коэффициента использования оборудования II 1.1 — контроль качества продукции и НТД II 1.2 — анализ дефектов продукции на стадиях ее изготовления, хранения, доставки потребителю II 1.3 — анализ производственных дефектов и внутризаводского брака II 1.
5 — определение условий обеспечения нормального ведения технологического процесса II.6 — контроль за состоянием измерительной техники, его анализ и совершенствование II.7 — определение уровня организации хранения, транспортирования и реализации (в том числе организация сбора, обработки и анализа дефектов на стадиях производства) II.8 — обеспечение ритмичной и качественной отгрузки продукции II.9 — определение уровня проведения технологических процессов и организация исследований по разработке новых технологических процессов 11.10 — анализ обеспечения производственной и трудовой дисциплины 11.11 —обеспечение высокой культуры производства 11.12 — анализ использования оборудования и простоев производства, разработка мероприятий по обеспечению ритмичности производства и повышению коэффициента использования оборудования II 1.1 — контроль качества продукции и НТД II 1.2 — анализ дефектов продукции на стадиях ее изготовления, хранения, доставки потребителю II 1.3 — анализ производственных дефектов и внутризаводского брака II 1.

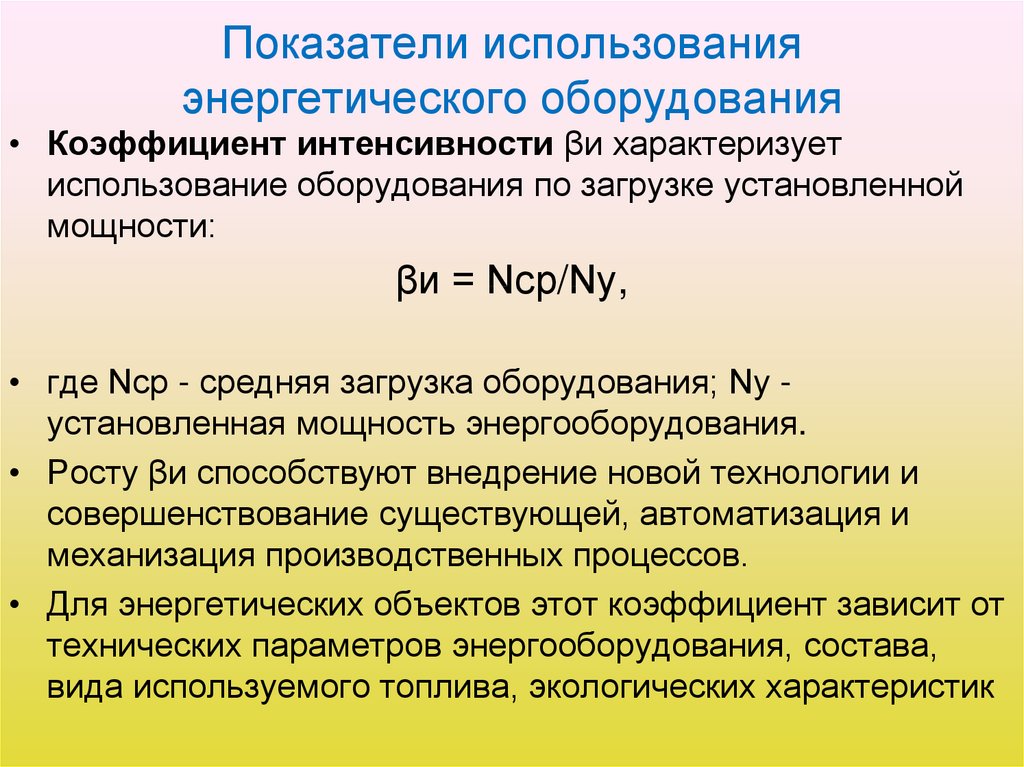
Для определения степени использования мощности применяют коэффициенты использования оборудования во времени (коэффициент экстенсивной нагрузки /Сэ) и по интенсивности его работы (коэффициент интенсивной нагрузки / ( ). [c.242]
Коэффициент использования оборудования по машинному времени [c.279]
Коэффициент использования оборудования по календарному времени К определяется отношением Т к календарному фонду време- [c.279]
Например, для буровых насосов Гм складывается из времени механического бурения, промывок ствола скважины, его проработки и перекачки раствора. Коэффициент использования оборудования по машинному времени Км зависит от вида оборудования, режима его работы, пели бурения и т.д. [c.284]
В качестве частных показателей, характеризующих использование отдельных видов затрат и ресурсов, применяют трудоемкость – отношение трудовых затрат к объему произведенной продукции (работы) фондоемкость — отношение среднегодовой стоимости основных производственных фондов к объему произведенной продукции (работы) материалоемкость — отношение материальных затрат к объему произведенной продукции.
Коэффициент использования оборудования во времени [c.51]
К числу основных организационно-плановых показателей, определяемых при проектировании технологических процессов изготовления заготовок (деталей), относятся такт выпуска поточной линии коэффициент синхронности выполнения отдельных операций и их комплекса размер производственных партий деталей, запускаемых в производство периодичность запуска партий деталей в производство длительность производственного цикла партий деталей коэффициент непрерывности производственного цикла фонды времени работы единицы оборудования и всего комплекса коэффициенты использования оборудования во времени. [c.52]
Коэффициент использования оборудования [c.60]
В этом случае коэффициент использования оборудования по времени
[c.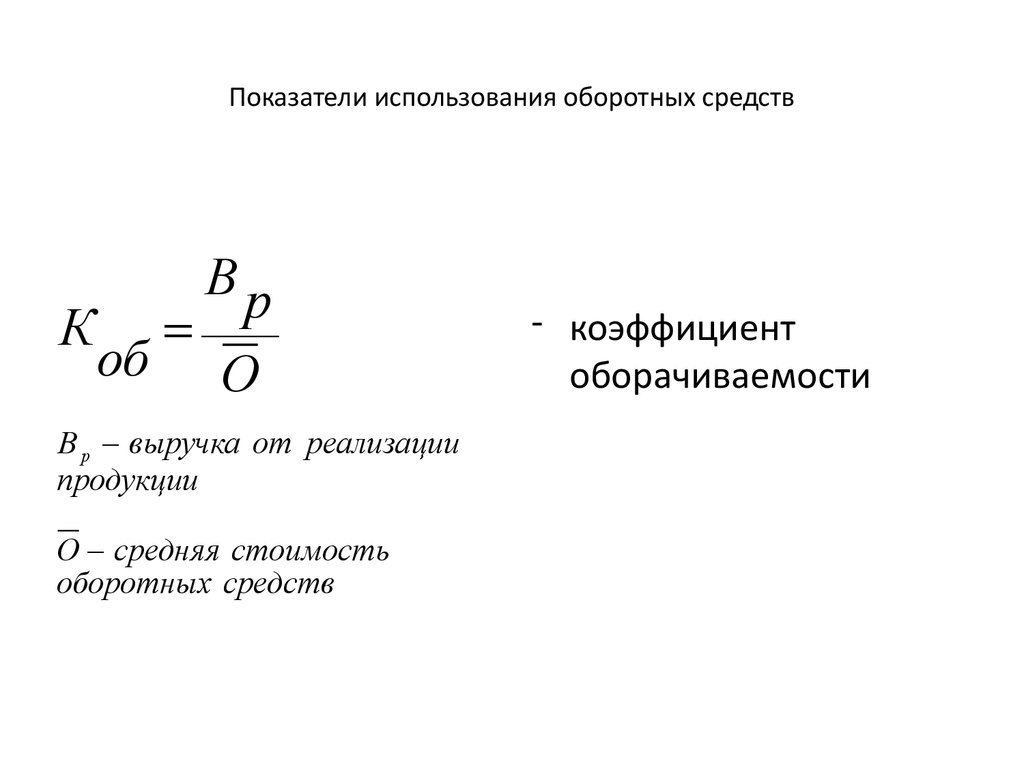 63]
63]
При работе в одну смену в заданных условиях полезное время работы снижается до 1840 ч, а коэффициент использования оборудования во времени соответственно до 0,21. [c.64]
Отсюда коэффициент использования оборудования по времени для данного примера будет [c.36]
Нормирование в нефтяной промышленности имеет ряд особенностей, присущих добывающим отраслям народного хозяйства. В бурении, например, часто необходимо уточнять нормы расхода материалов в зависимости от природных факторов. Использование оборудования в бурении и нефтедобыче также имеет свои особенности. Так, например, длительные переезды техники в сложных дорожных условиях, ее простои в ожидании завершения технологических операций и т.д. тоже оказывают влияние на расчеты коэффициента использования оборудования. [c.18]
Коэффициент использования оборудования по машинному времени зависит от вида оборудования, режима его работы, цели бурения и т. д. [c.131]
Исходя из продолжительности и структуры ремонтного цикла объем ремонтных работ в натуральном выражении по буровому оборудованию планируют в зависимости от числа единиц оборудования, находящегося в работе, фонда рабочего времени оборудования, коэффициента использования оборудования по машинному времени и результатов профилактического осмотра оборудования.
Коэффициент использования оборудования по машинному времени /с определяется отношением [c.264]
Коэффициент использования оборудования но машинному времени зависит от вида оборудования, режима его работы, цели бурения и т. д. Для буровых предприятий разработаны ремонтные нормативы (табл. 22). [c.185]
Здесь m — среднее число единиц оборудования, находящегося в работе Фр. — общий фонд рабочего времени для единицы оборудования за планируемый отрезок времени, часы (например, для одного года Фр. в = 12-8-90 = 8640 ч, где 12— число месяцев в году 8 — число рабочих часов в смене 90 — число смен в месяце) / — число ремонтов t -ro вида (капитальных, средних, малых) в межремонтном цикле Тц — длительность межремонтного цикла, машино-часы ku — коэффициент использования оборудования по машинному времени, kM = TjT. Здесь Тм — время работы оборудования (машинное время) Т — время нахождения оборудования на объекте (бурящейся скважине). Например, для буровых насосов Тк складывается из времени механического бурения, промывок ствола скважины, его проработки, перекачки раствора и т.
С учетом специфики технологии и организации производства и управления цехам, службам, отделам могут быть установлены другие экономические показатели (фондоотдача, коэффициент использования оборудования, трудоемкость, численность, ритмичность производства, потери от брака, коэффициенты выхода готовой продукции и т. п.). [c.297]
Коэффициенты использования оборудования во времени [c.317]
III. Наряду с созданием стационарных баз используются временные подвижные опорные базы — лагеря отряда. Лагерь включает в себя необходимое количество подвижных домиков на тракторных санях (балков), кухню, запасы горюче-смазочных и других видов материалов на тракторных санях, передвижную мастерскую, склад взрывчатых материалов и транспорт для перемещения лагеря по мере отработки участков площади. Эта организационная схема, ввиду использования подвижных опорных баз, расширяет радиус проведения геофизических исследований, в большей мере соответствует подвижному характеру сейсморазведочных работ частично решает проблему сближения геофизических баз с местом проводимых работ, ориентируясь на значительные объемы геофизических исследований.
Отдача основных фондов пунктов перевалки нефтепродуктов во многом зависит от эффективности использования активной их части, которая характеризуется экстенсивным и интенсивным коэффициентами использования оборудования. [c.84]
Обобщающим показателем использования оборудования во времени и по мощности является интегральный коэффициент использования оборудования [c.85]
Чтобы устранить недостатки показателя фондоотдачи, исчисляемого как отношение товарооборота к стоимости основных производственных фондов, его следует дополнить другими показателями, характеризующими степень использования основных фондов (например, коэффициентом оборачиваемости резервуарного парка, коэффициентом использования оборудования), фондовооруженность и механизацию труда. [c.164]
Коэффициент использования оборудования во времени (экстенсивного использования оборудования)
[c. 165]
165]
План использования основных производственных фондов содержит расчеты и обоснования производственной мощности и ее использования мероприятий по повышению коэффициента использования оборудования изменений в составе основных фондов (приобретение нового оборудования, ликвидация неиспользуемого). [c.272]
Одной из главных форм автоматизации в отрасли является внедрение автоматизированных линий. Недостаток большинства имеющихся автоматических линий заключается в том, что они предназначаются, как правило, для обработки ограниченной номенклатуры конструктивно и технологически подобных деталей. Этот недостаток устраняется внедрением гибких производственных систем (ГПС), в результате мелкосерийное производство может быть организовано на прогрессивных принципах крупносерийного и даже массового производства. ГПС представляют комплекс высокопроизводительного технологического оборудования — станков с числовым программным управлением (ЧПУ), типа обрабатывающий центр , автоматических манипуляторов с числовым программным управлением, автоматизированных и роботизированных транс-портноскладских, накопительных, вспомогательных, контрольных и других систем с управлением от ЭВМ. Это дает возможность увеличить коэффициент использования оборудования до 0,85—0,9, снизить численность ППП в 6 раз, потребность в оборудовании — в 6—7 раз, потребность в производственных площадях — в 6—7 раз, резко уменьшить себестоимость выпускаемой продукции. В одиннадцатой пятилетке на 50 предприятиях отрасли созданы автоматизированные цехи, участки с применением ГПС и роботизированных комплексов.
[c.205]
Это дает возможность увеличить коэффициент использования оборудования до 0,85—0,9, снизить численность ППП в 6 раз, потребность в оборудовании — в 6—7 раз, потребность в производственных площадях — в 6—7 раз, резко уменьшить себестоимость выпускаемой продукции. В одиннадцатой пятилетке на 50 предприятиях отрасли созданы автоматизированные цехи, участки с применением ГПС и роботизированных комплексов.
[c.205]
К числу основных организационно-плановых показателей, определяемых при проектировании новых средств, относятся цикл подготовки производства длительность производственного цикла изготовления машин, оборудования и других средств такт выпуска продукции системой машин, в которую входит данное средство (оборудование, устройство, прибор и т. д.) коэффициент синхронности операции, выполняемой при участии проектируемого средства, с тактом выпуска продукции системой машин (линией) коэффициент использования оборудования во времени. Такт выпуска продукции системой машин и коэффициент синхронности операций рассчитывают при проектировании машин для поточных линий, остальные показатели — при поточной и непоточной организации процесса изготовления продукции. [c.46]
[c.46]
Определяя производственную структуру цеха наряду с составом и характером основных участков, необходимо знать состав входящих в него вспомогательных участков (ремонтного, заточного и др.), и служб (инструментально-раздаточная кладовая, межоперационные и комплектовочные кладовые, слуисба технического контроля, лаборатории и др.). Производственная структура участка зависит от состава деталей, закрепляемых за ним, принятых форм разделения труда между участками, технологических процессов изготовления изделий, состава и количества оборудования и рабочей силы. К организационно-плановым показателям, подлежащим расчету при проектировании цехов и участков, относятся ритм работы, коэффициент синхронности выполнения отдельных операций и их комплекса, размер партий деталей, периодичности запуска партий деталей в производство, длительность производственного цикла партий деталей и изделий, коэффициент непрерывности процесса, фонды времени работы оборудования, коэффициент использования оборудования и др. (см. 4.2, 5.1 и 5.2).
[c.60]
(см. 4.2, 5.1 и 5.2).
[c.60]
Задача 6. Определить за год число ремонтов оборудования исходя из структуры ремонтного цдвда К-С-М-С-М-С-К, число единиц оборудования 20, оборудование работает в Две смены по шесть часов, коэффициент использований оборудования по машинному времени 0,75. Длительность ремонтного цикла 18400 машино-часов, среднее число смен в месяце” 50. [c.31]
таблица. Оборудование для промышленных предприятий
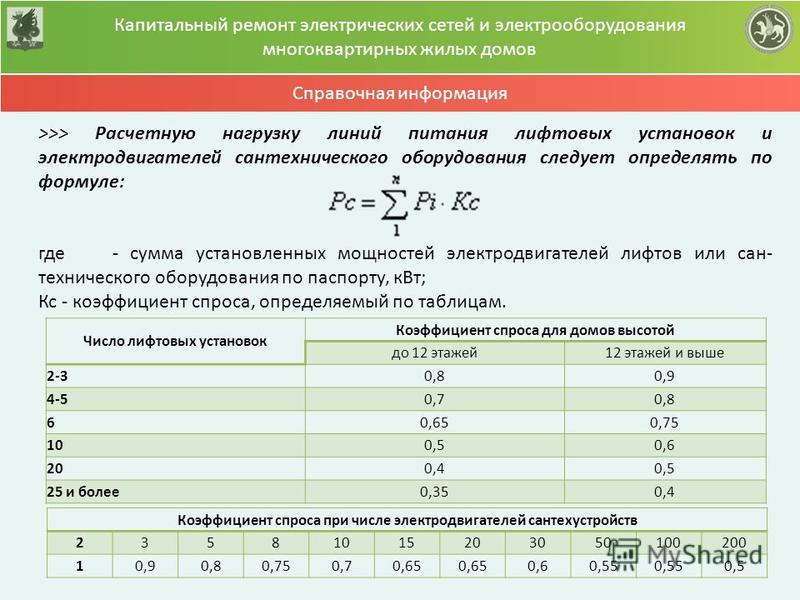
Ни для кого не секрет, что на промышленных предприятиях всегда имеется огромное количество различных электроприборов – именно за счет них и осуществляется деятельность в цехах, на заводах, во всех фирмах. И чем дальше идет прогресс, тем больше используется электроники для охвата абсолютно всех возможных сфер деятельности. И большинство людей, которые работают в офисах, на заводах, в целом на предприятиях, не задумываются о том, что они постоянно пользуются различными приборами для достижения своих целей. Естественно, зачем им задумываться об этом, ведь у них есть свои задачи, а приборы для них – это только инструменты. Однако если задуматься о том, что же стоит за всеми машинами и устройствами на производстве, то можно моментально поразиться тому, какое разнообразие различных устройств, связанных между собой, постоянно функционирующих под различным напряжением, может находиться в одном помещении. И ведь все они не просто так находятся там – они включаются, выключаются, работают без перерывов или с перерывами, на различных мощностях. Даже в домашних условиях вы можете, не задумываясь, включить чайник, микроволновую печь при работающих компьютерах, но сделать вы это можете по той причине, что кто-то заранее грамотно распланировал все так, чтобы перегрузка сетей не происходила при включении большого количества электрических приборов. Что касается производства, то здесь можно сказать то же самое – однако стоит отметить, что планирование в данном случае производится в более внушительных масштабах. В планировании необходимо учитывать огромное количество разнообразных факторов, одним из самых важных является коэффициент спроса электрооборудования.
Однако если задуматься о том, что же стоит за всеми машинами и устройствами на производстве, то можно моментально поразиться тому, какое разнообразие различных устройств, связанных между собой, постоянно функционирующих под различным напряжением, может находиться в одном помещении. И ведь все они не просто так находятся там – они включаются, выключаются, работают без перерывов или с перерывами, на различных мощностях. Даже в домашних условиях вы можете, не задумываясь, включить чайник, микроволновую печь при работающих компьютерах, но сделать вы это можете по той причине, что кто-то заранее грамотно распланировал все так, чтобы перегрузка сетей не происходила при включении большого количества электрических приборов. Что касается производства, то здесь можно сказать то же самое – однако стоит отметить, что планирование в данном случае производится в более внушительных масштабах. В планировании необходимо учитывать огромное количество разнообразных факторов, одним из самых важных является коэффициент спроса электрооборудования. Таблица по этому коэффициенту будет детально разобрана в данной статье. Однако для начала вам нужно понять, что этот коэффициент в целом из себя представляет, как он рассчитывается и как используется. Это очень важный параметр при подключении электросетей, так что вам стоит внимательно изучить коэффициент спроса электрооборудования, таблица опытными электриками также должна быть фактически выучена наизусть.
Таблица по этому коэффициенту будет детально разобрана в данной статье. Однако для начала вам нужно понять, что этот коэффициент в целом из себя представляет, как он рассчитывается и как используется. Это очень важный параметр при подключении электросетей, так что вам стоит внимательно изучить коэффициент спроса электрооборудования, таблица опытными электриками также должна быть фактически выучена наизусть.
Определение коэффициента
Многие начинающие электрики сильно страдают от того, что никак не могут уяснить для себя, что конкретно представляет собой коэффициент спроса электрооборудования, таблица для них не имеет никакого смысла, так как в ней просто указаны устройства и какие-то числа. Так чем же является данный коэффициент? Для начала вам нужно просто ознакомиться с его определением – оно, конечно же, не сразу может показаться вам понятным, но по мере прочтения данного материала вы будете понимать все больше и больше. Итак, коэффициент спроса электрооборудования (таблица по нему будет рассмотрена отдельно, сейчас во внимание берется только теория) – это отношение совмещенного максимума нагрузки приемников энергии к их суммарной установленной мощности.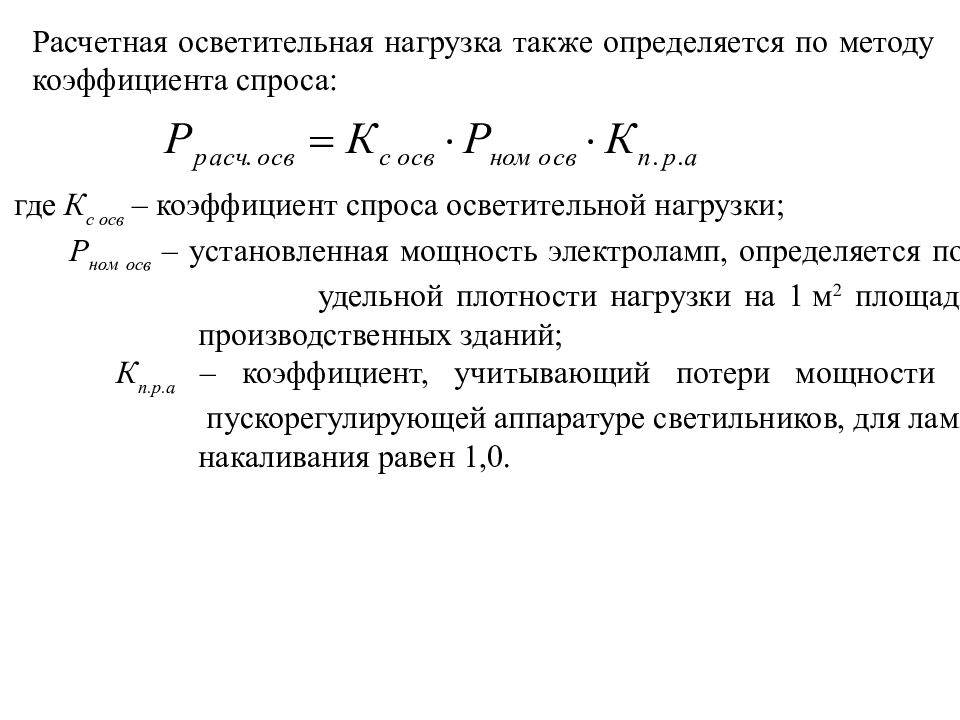 Определение является достаточно емким, однако, как и было сказано ранее, далеко не сразу можно понять, в чем все же заключается его суть – просто по одному предложению крайне сложно понять, как используется коэффициент спроса электрооборудования. Таблица вам не поможет разобраться в вопросе, поэтому стоит отложить ее рассмотрение на более позднее время. Сейчас нужно просто постараться разобраться в сути данного понятия.
Определение является достаточно емким, однако, как и было сказано ранее, далеко не сразу можно понять, в чем все же заключается его суть – просто по одному предложению крайне сложно понять, как используется коэффициент спроса электрооборудования. Таблица вам не поможет разобраться в вопросе, поэтому стоит отложить ее рассмотрение на более позднее время. Сейчас нужно просто постараться разобраться в сути данного понятия.
Суть коэффициента
Чтобы наиболее точно понять суть данного коэффициента, нужно представить себе производство – там есть различные устройства, такие как разнообразные станки, промышленные вентиляторы и так далее. Все эти устройства потребляют электроэнергию, поэтому при проектировании электросети необходимо узнать, какой должна быть мощность генератора, чтобы все имеющиеся приемники получали необходимый объем тока. Мощность не должна быть слишком маленькой, иначе на все устройства ее не хватит, и не должна быть слишком большой – это приведет к перерасходу.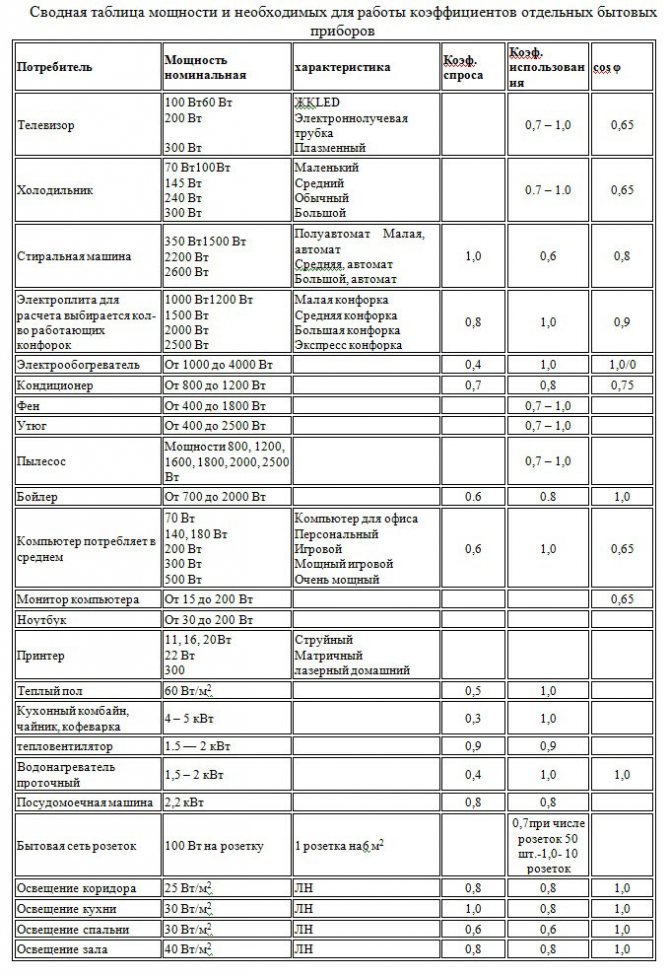 Таким образом, появляется коэффициент спроса, который позволяет электрикам определить, каким будет реальное потребление энергии устройством, по сравнению с установленной мощностью. Проще говоря, благодаря коэффициенту спроса вы можете получить из установленной мощности расчетную, которую уже можно использовать на практике. Все устройства имеют свой коэффициент спроса – вышеупомянутые промышленные вентиляторы, печи, эстакады и так далее. Однако стоит отметить, что таблица коэффициентов спроса, о которой уже не раз было сказано ранее, практически не содержит показателей для конкретных устройств. В ней содержатся данные по конкретным производствам и цехам, которые чаще всего являются частью этого производства. Но прежде чем переходить к детальному рассмотрению этой таблицы, необходимо разобраться еще с одним моментом – откуда берется этот коэффициент?
Таким образом, появляется коэффициент спроса, который позволяет электрикам определить, каким будет реальное потребление энергии устройством, по сравнению с установленной мощностью. Проще говоря, благодаря коэффициенту спроса вы можете получить из установленной мощности расчетную, которую уже можно использовать на практике. Все устройства имеют свой коэффициент спроса – вышеупомянутые промышленные вентиляторы, печи, эстакады и так далее. Однако стоит отметить, что таблица коэффициентов спроса, о которой уже не раз было сказано ранее, практически не содержит показателей для конкретных устройств. В ней содержатся данные по конкретным производствам и цехам, которые чаще всего являются частью этого производства. Но прежде чем переходить к детальному рассмотрению этой таблицы, необходимо разобраться еще с одним моментом – откуда берется этот коэффициент?
Происхождение коэффициента
Многие люди могут задать вопрос – что же представляет собой коэффициент спроса электрооборудования? Формовочные машины имеют его, для формовочных цехов он также имеется, но что стоит за ним? Ведь мощность электрооборудования понятна абсолютно всем, это вполне реальное значение, которое существует на самом деле. Но коэффициент – это всего лишь число, откуда он берется? Дело в том, что все коэффициенты содержатся в специализированных справочных материалах – тех самых таблицах, о которых многое уже было сказано в самом начале статьи. А определены они были в ходе эксплуатации различных электроприборов, а также из опыта функционирования целых заводов и цехов. Таким образом, специалисты долгое время наблюдали за тем, как работают, например, формовочные машины, записывали данные, вели подсчеты – и через некоторое время объявили, какой именно у них коэффициент спроса. И это значение было принято за норму, занесено в официальные таблицы и размещено в справочных материалах, которыми теперь пользуются электрики. Что ж, это все теоретические знания, которые вам стоит иметь – теперь вы понимаете, что представляет собой данный коэффициент, на что он влияет, а также откуда он берется. А это значит, что разнообразие различных цифр в таблице коэффициентов спроса для вас не будет чем-то неожиданным и непонятным.
Но коэффициент – это всего лишь число, откуда он берется? Дело в том, что все коэффициенты содержатся в специализированных справочных материалах – тех самых таблицах, о которых многое уже было сказано в самом начале статьи. А определены они были в ходе эксплуатации различных электроприборов, а также из опыта функционирования целых заводов и цехов. Таким образом, специалисты долгое время наблюдали за тем, как работают, например, формовочные машины, записывали данные, вели подсчеты – и через некоторое время объявили, какой именно у них коэффициент спроса. И это значение было принято за норму, занесено в официальные таблицы и размещено в справочных материалах, которыми теперь пользуются электрики. Что ж, это все теоретические знания, которые вам стоит иметь – теперь вы понимаете, что представляет собой данный коэффициент, на что он влияет, а также откуда он берется. А это значит, что разнообразие различных цифр в таблице коэффициентов спроса для вас не будет чем-то неожиданным и непонятным. Поэтому можете смело переходить к следующей части статьи, где будут разобраны некоторые из пунктов таблицы коэффициентов спроса. Полностью таблица, естественно, разобрана не будет, так как у нее имеется очень много разделов – более двадцати различных видов производства, для каждого из которых выделяется определенное количество цехов.
Поэтому можете смело переходить к следующей части статьи, где будут разобраны некоторые из пунктов таблицы коэффициентов спроса. Полностью таблица, естественно, разобрана не будет, так как у нее имеется очень много разделов – более двадцати различных видов производства, для каждого из которых выделяется определенное количество цехов.
Цеха общепромышленного назначения
Самый первый раздел не включает в себя строительное оборудование или какие-либо узкоспециализированные цеха, так как он является базовым. Здесь рассматриваются те цеха и корпуса, которые используются повсеместно, а не на специализированном производстве. Например, здесь вы можете узнать коэффициент спроса электрооборудования в блоке основных цехов – он равен 0.4-0.5. Это значение, на первый взгляд, может показаться маленьким, но на самом деле оно вполне нормальное – по ходу таблицы вы увидите и гораздо более маленькие значения данного коэффициента. Например, даже в этом же разделе имеются низкие коэффициенты – например, у того же блока вспомогательных цехов он не превышает 0. 35. Если же брать самый высокий коэффициент в данном разделе, то его можно найти у цехов термической нагрузки, где работают нагревательные печи. Во многом за счет них показатель у данного цеха так высок – 0.7-0.8. Теперь вы получили первое представление о том, как выглядит раздел таблицы в целом – независимо от того, описывается там строительное оборудование, плавильные цехи или что-либо еще, в таблице будет выделен раздел, в котором будут размещены названия цехов. А напротив этих названий будет продемонстрирован приблизительный коэффициент спроса электроприборов этого цеха. Поэтому электрикам теперь при организации электропроводки и электрообеспечения на производстве не приходится каждый раз методом научного тыка, проб и ошибок определять, какой именно будет спрос у конкретных электроприборов определенного цеха – они имеют усредненные значения, на которые могут спокойно опираться в своей работе.
35. Если же брать самый высокий коэффициент в данном разделе, то его можно найти у цехов термической нагрузки, где работают нагревательные печи. Во многом за счет них показатель у данного цеха так высок – 0.7-0.8. Теперь вы получили первое представление о том, как выглядит раздел таблицы в целом – независимо от того, описывается там строительное оборудование, плавильные цехи или что-либо еще, в таблице будет выделен раздел, в котором будут размещены названия цехов. А напротив этих названий будет продемонстрирован приблизительный коэффициент спроса электроприборов этого цеха. Поэтому электрикам теперь при организации электропроводки и электрообеспечения на производстве не приходится каждый раз методом научного тыка, проб и ошибок определять, какой именно будет спрос у конкретных электроприборов определенного цеха – они имеют усредненные значения, на которые могут спокойно опираться в своей работе.
Медеплавильные заводы
Это первый специализированный завод, который обозначен в таблице коэффициентов. И сразу же можно обратить внимание на то, что в нем имеется крайне мало пунктов – лишь два. Дело в том, что большая часть цехов медеплавильного завода была уже рассмотрена в первом разделе, поэтому нет смысла повторять те же самые цеха и здесь. То есть получается, что электрику всегда стоит в первую очередь просматривать первый раздел с цехами общепромышленного назначения, а затем уже искать более специализированный раздел. Но тот факт, что он является специализированным, не означает, что пункты в нем не будут подразумевать использование общего оборудования – например, таль электрическая встречается во многих цехах рафинации меди (коэффициент приборов в котором составляет 0.6), и она также учитывается при составлении коэффициента. Второй пункт данного раздела – это ватержакеты и отражательные печи, их коэффициент немного ниже, чем у предыдущего пункта – 0.5. Здесь также встречаются устройства общего назначения, такие как таль электрическая – теперь вы должны были окончательно уловить суть таблицы, поэтому о таких моментах уже нет смысла вспоминать в дальнейшем.
И сразу же можно обратить внимание на то, что в нем имеется крайне мало пунктов – лишь два. Дело в том, что большая часть цехов медеплавильного завода была уже рассмотрена в первом разделе, поэтому нет смысла повторять те же самые цеха и здесь. То есть получается, что электрику всегда стоит в первую очередь просматривать первый раздел с цехами общепромышленного назначения, а затем уже искать более специализированный раздел. Но тот факт, что он является специализированным, не означает, что пункты в нем не будут подразумевать использование общего оборудования – например, таль электрическая встречается во многих цехах рафинации меди (коэффициент приборов в котором составляет 0.6), и она также учитывается при составлении коэффициента. Второй пункт данного раздела – это ватержакеты и отражательные печи, их коэффициент немного ниже, чем у предыдущего пункта – 0.5. Здесь также встречаются устройства общего назначения, такие как таль электрическая – теперь вы должны были окончательно уловить суть таблицы, поэтому о таких моментах уже нет смысла вспоминать в дальнейшем.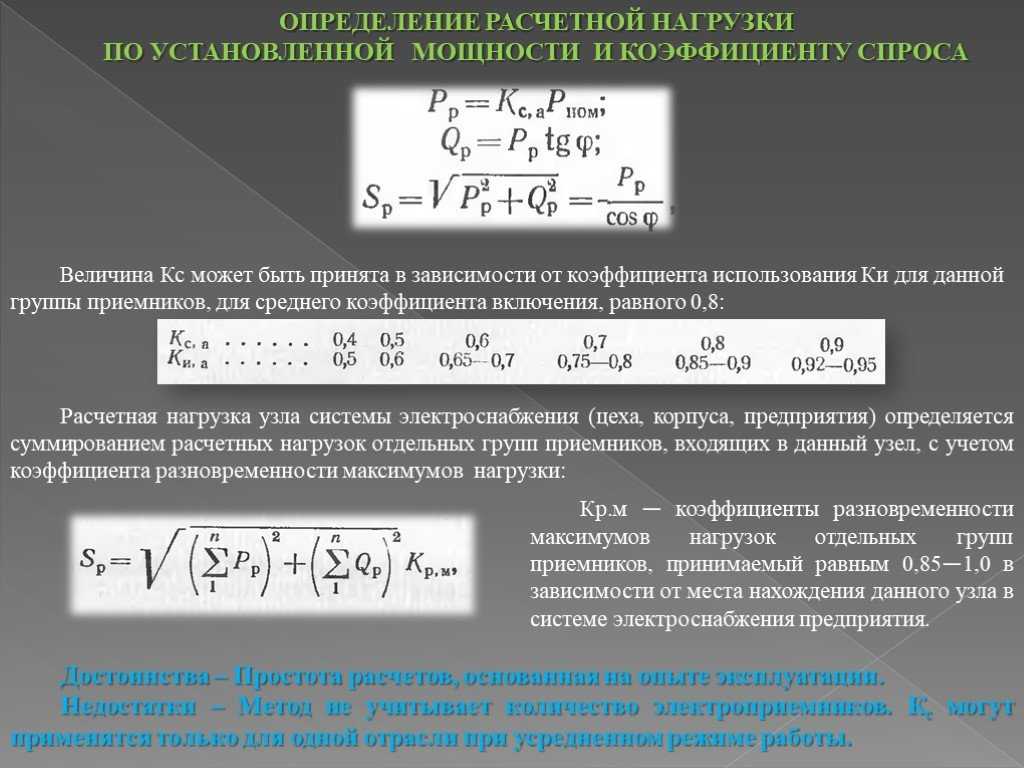
Заводы цветной металлургии
В данном разделе вы можете встретить один из самых низких показателей во всей таблице. Несмотря на то что там установлены зачастую очень требовательные к электричеству сушильные барабаны, у лаборатории на заводе цветной металлургии коэффициент спроса составляет всего 0.25. Но не стоит думать, что по всему заводу нет требовательных к электроэнергии цехов и помещений. Например, цех электролиза имеет показатель 0.7, что довольно много. И здесь не нужны даже сушильные барабаны, чтобы добиться такого показателя. В общем, приходится принимать во внимание очень многие аспекты, чтобы точно указать правильный коэффициент спроса, с которым затем смогут работать электрики.
Заводы черной металлургии
Казалось бы, оба завода занимаются металлургией, но в предыдущем разделе была описана цветная металлургия, а в этом – черная. Однако при этом цеха (и устройства в них соответственно) являются совершенно разными – и имеют абсолютно другие коэффициенты спроса электрооборудования. В первую очередь указывается цех холодного проката, имеющий показатель 0.4-0.5. Вакуумный насос, установленный в доменном цехе, потребляет очень много энергии, поэтому и коэффициент довольно высок – 0.45. Но самое главное, что стоит отметить в данном разделе – это то, что здесь невозможно выделить какие-либо пункты с очень высоким или очень низким коэффициентом. Показатели по всему разделу не опускаются ниже 0.4 и не поднимаются выше 0.6, и это учитывая и вакуумный насос, и другие подобные устройства, используемые на данном типе производства.
В первую очередь указывается цех холодного проката, имеющий показатель 0.4-0.5. Вакуумный насос, установленный в доменном цехе, потребляет очень много энергии, поэтому и коэффициент довольно высок – 0.45. Но самое главное, что стоит отметить в данном разделе – это то, что здесь невозможно выделить какие-либо пункты с очень высоким или очень низким коэффициентом. Показатели по всему разделу не опускаются ниже 0.4 и не поднимаются выше 0.6, и это учитывая и вакуумный насос, и другие подобные устройства, используемые на данном типе производства.
Обогатительные фабрики
Стоит немного отвлечься от темы и подумать про переносный электроинструмент – учитывается ли он в данной таблице? Обратите внимание на тот факт, что большинство устройств, который рассматриваются в рамках того или иного производственного цеха, могут потреблять просто невероятные количества электроэнергии – поэтому подобные виды инструмента чаще всего либо не рассматриваются, либо включаются в качестве небольшой погрешности. Возвращаясь к теме, в новом разделе разнообразие коэффициентов становится немного более широким – однако не настолько, как, например, в первом разделе, где вы могли встретить показатели от 0.2 до 0.8. Первым в списке, естественно, идет главный цех обогащения – и он имеет практически самый высокий коэффициент на производстве, 0.6-0.65. Выше показатель только у флотационного цеха – 0.6-0.7. Что касается самого низкого, то здесь таковым является золоизвлекательный цех с коэффициентом 0.4 – как видите, на данном производстве во всех цехах требуется серьезная подача электроэнергии, от которой будут питаться двигатель, генераторы и другие устройства, которые запускают в действие все машины в цеху.
Возвращаясь к теме, в новом разделе разнообразие коэффициентов становится немного более широким – однако не настолько, как, например, в первом разделе, где вы могли встретить показатели от 0.2 до 0.8. Первым в списке, естественно, идет главный цех обогащения – и он имеет практически самый высокий коэффициент на производстве, 0.6-0.65. Выше показатель только у флотационного цеха – 0.6-0.7. Что касается самого низкого, то здесь таковым является золоизвлекательный цех с коэффициентом 0.4 – как видите, на данном производстве во всех цехах требуется серьезная подача электроэнергии, от которой будут питаться двигатель, генераторы и другие устройства, которые запускают в действие все машины в цеху.
Агломерационные фабрики
На такой фабрике главным является спекальный цех – но его коэффициент абсолютно ничем не выделяется на фоне остальных, 0.5. Выделить здесь можно разве что Цех перегрузки, где отсутствуют сварочные машины или какое-либо еще энергозатратное оборудование, поэтому и коэффициент спроса здесь значительно ниже – 0.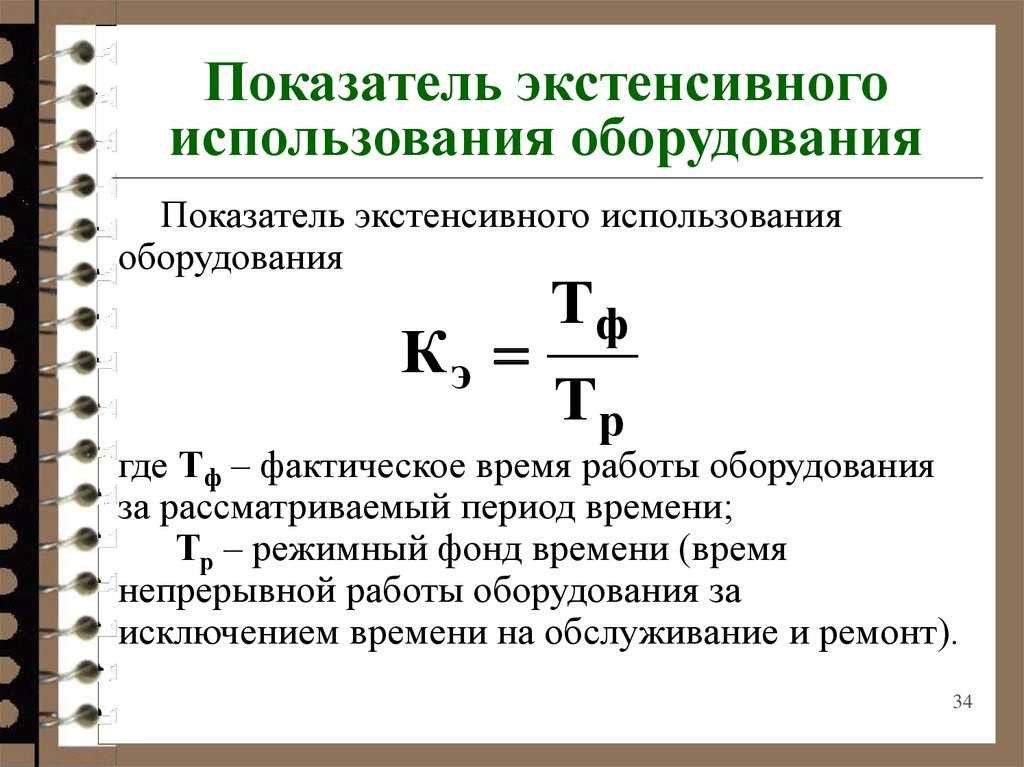 3-0.4. Естественно, тут имеются и другие цеха, однако у них показатели уже немного выше – часто там можно встретить конвейер, транспортер ленточный или другие подобные устройства, которые работают постоянно и требуют серьезных затрат тока.
3-0.4. Естественно, тут имеются и другие цеха, однако у них показатели уже немного выше – часто там можно встретить конвейер, транспортер ленточный или другие подобные устройства, которые работают постоянно и требуют серьезных затрат тока.
Заводы тяжелого машиностроения
Отдельно стоит уделить внимание заводам, на которых имеется действительно много различных цехов и подразделений. Как вы сможете увидеть, если будете изучать справочные материалы, во многих предыдущих случаях количество цехов не превышает даже пяти и уж точно не является большим, чем десять. В случае с заводами тяжелого машиностроения все немного иначе – там имеется внушительное количество пунктов, которые стоит рассматривать отдельно. И среди них можно отыскать такие цеха, в которых коэффициент достаточно высок, а также и такие, где он крайне низок. Опять же, здесь не будут рассматриваться отдельные устройства, такие как сварочные трансформаторы-полуавтоматы, здесь вы узнаете только коэффициенты спроса электроустройств в рамках отдельных цехов. Самым основным на таком производстве считается главный корпус – это вполне можно понять по названию. Здесь коэффициент является не сильно высоким – всего 0.3-0.4, однако имеются и отделения с менее выдающимися показателями. Для примера можно взять эстакаду, где показатель равен всего 0.25, или даже экспериментальный цех, где оборудования имеется не так уж и много, и оно не является сильно затратным (разве могут много энергии потреблять электрофильтры для очистки газов?). Поэтому нет ничего удивительного в том, что данный цех имеет коэффициент спроса всего 0.2. Что касается самого высокого показателя в списке данного раздела, то он впечатляет только на фоне остальных. Коэффициент спроса 0.6 на заводе тяжелого машиностроения имеет лаковарочный цех, недалеко от него располагается еще один пункт – изоляционный цех. Здесь коэффициент также может быть 0.6, но еще он может быть и меньше – вплоть до 0.5, поэтому и обозначение в таблице стоит другое – 0.5-0.6. В различных цехах имеются различные станки (оборудование) металлообрабатывающие, и каждый из них необходимо было учесть, чтобы создать такую обширную и очень важную для электриков таблицу.
Самым основным на таком производстве считается главный корпус – это вполне можно понять по названию. Здесь коэффициент является не сильно высоким – всего 0.3-0.4, однако имеются и отделения с менее выдающимися показателями. Для примера можно взять эстакаду, где показатель равен всего 0.25, или даже экспериментальный цех, где оборудования имеется не так уж и много, и оно не является сильно затратным (разве могут много энергии потреблять электрофильтры для очистки газов?). Поэтому нет ничего удивительного в том, что данный цех имеет коэффициент спроса всего 0.2. Что касается самого высокого показателя в списке данного раздела, то он впечатляет только на фоне остальных. Коэффициент спроса 0.6 на заводе тяжелого машиностроения имеет лаковарочный цех, недалеко от него располагается еще один пункт – изоляционный цех. Здесь коэффициент также может быть 0.6, но еще он может быть и меньше – вплоть до 0.5, поэтому и обозначение в таблице стоит другое – 0.5-0.6. В различных цехах имеются различные станки (оборудование) металлообрабатывающие, и каждый из них необходимо было учесть, чтобы создать такую обширную и очень важную для электриков таблицу.
Что дальше
Естественно, на этом таблица коэффициентов спроса электрооборудования не заканчивается – в ней имеется намного больше разделов, охватывающих самые разнообразные сферы деятельности и промышленности. Но вам стоит также узнать некоторые детали касательно того, что еще можно делать с коэффициентом спроса. Вы уже знаете, что с его помощью вы можете определить расчетную и номинальную (то есть установленную) мощности как электроустройств, так и цехов в целом. Но также существует и формула, позволяющая вам узнавать и другие коэффициенты, такие как коэффициент использования и максимума – они также играют немаловажную роль в расчете и планировании электросистем. Проще говоря, коэффициент спроса является одним из наиболее важных параметров при расчете и проектировании систем энергоснабжения и установок. Если вы являетесь электриком, то вам обязательно нужно знать основные коэффициенты спроса, а также иметь постоянный доступ к соответствующим справочным материалам. Тогда для вас не составит ни малейшей проблемы обеспечение электроэнергией любого объекта – именно это и определяет профессионала своего дела.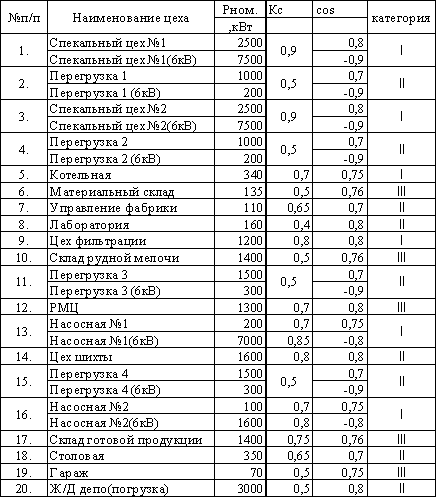 Умейте использовать таблицы и другие материалы, а не только свои руки! Вы должны прекрасно понимать, что данный коэффициент не является единственным теоретическим показателем, который существует в мире – с двумя другими коэффициентами, использования и максимума, вы уже бегло познакомились, однако подобных значений имеется очень много, и каждое из них играет свою важную роль, дополняя общую картину. Поэтому не стоит пренебрегать теоретическими знаниями, так как зачастую они оказываются даже важнее, чем практические. Именно поэтому коэффициент спроса электрооборудования так важен.
Умейте использовать таблицы и другие материалы, а не только свои руки! Вы должны прекрасно понимать, что данный коэффициент не является единственным теоретическим показателем, который существует в мире – с двумя другими коэффициентами, использования и максимума, вы уже бегло познакомились, однако подобных значений имеется очень много, и каждое из них играет свою важную роль, дополняя общую картину. Поэтому не стоит пренебрегать теоретическими знаниями, так как зачастую они оказываются даже важнее, чем практические. Именно поэтому коэффициент спроса электрооборудования так важен.
Оценка производительности машин и использование оборудования – модифицированный подход
Copyright © 2017 Хорватский журнал лесной инженерии
doi: 10.5552/crojfe.2021.1026
том: 42, вып.:
стр: 8
По мере роста механизации увеличивается доля общих затрат на лесозаготовку за счет приобретения и эксплуатации оборудования. Это делает предположения о сроке службы машины, стоимости обслуживания машины и расходе топлива более важными для понимания затрат на лесозаготовительные работы. В течение многих лет расчеты производительности машин следовали фиксированному формату, основанному на концепции плановых и продуктивных машино-часов. Когда загрузка оборудования составляет менее 100%, традиционный расчет скорости машины предполагает, что машина продолжает амортизироваться, а износ машины происходит в непроизводственное время с той же скоростью, что и в продуктивное время. Это может привести к завышению почасовой стоимости работы машины за счет эффективного сокращения производительных часов в течение срока службы машины по мере снижения загрузки. Использование завышенных цен на машины может исказить сравнение систем каротажа, стратегий лесозаготовок, стратегий замены оборудования и, возможно, жизнеспособности лесозаготовительной операции. Мы предлагаем скорректировать срок службы машины с учетом непроизводительного времени: срок службы машины в годах должен увеличиваться при уменьшении использования машины, а совокупный срок службы машины в часах остается прежним. После того, как срок службы был скорректирован, можно выполнить традиционную процедуру расчета производительности машины, как это обычно делается.
В течение многих лет расчеты производительности машин следовали фиксированному формату, основанному на концепции плановых и продуктивных машино-часов. Когда загрузка оборудования составляет менее 100%, традиционный расчет скорости машины предполагает, что машина продолжает амортизироваться, а износ машины происходит в непроизводственное время с той же скоростью, что и в продуктивное время. Это может привести к завышению почасовой стоимости работы машины за счет эффективного сокращения производительных часов в течение срока службы машины по мере снижения загрузки. Использование завышенных цен на машины может исказить сравнение систем каротажа, стратегий лесозаготовок, стратегий замены оборудования и, возможно, жизнеспособности лесозаготовительной операции. Мы предлагаем скорректировать срок службы машины с учетом непроизводительного времени: срок службы машины в годах должен увеличиваться при уменьшении использования машины, а совокупный срок службы машины в часах остается прежним. После того, как срок службы был скорректирован, можно выполнить традиционную процедуру расчета производительности машины, как это обычно делается. Мы представили пример, который показывает, что традиционный метод при 50%-м использовании дает производительность машины почти на 30% выше, чем наш модифицированный метод. Наш выборочный анализ показал, что традиционный метод постоянно дает завышенные оценки для любого коэффициента использования менее 100%, при этом более низкие коэффициенты использования приводят к постепенному увеличению завышенных оценок. Мы считаем, что наш модифицированный подход дает более точные оценки затрат на машины, что будет способствовать лучшему пониманию затрат на машины при лесозаготовительных работах.
Мы представили пример, который показывает, что традиционный метод при 50%-м использовании дает производительность машины почти на 30% выше, чем наш модифицированный метод. Наш выборочный анализ показал, что традиционный метод постоянно дает завышенные оценки для любого коэффициента использования менее 100%, при этом более низкие коэффициенты использования приводят к постепенному увеличению завышенных оценок. Мы считаем, что наш модифицированный подход дает более точные оценки затрат на машины, что будет способствовать лучшему пониманию затрат на машины при лесозаготовительных работах.
Оценка производительности машин и использование оборудования – модифицированный подход
Джон Сешнс, Майкл Берри, Хан-Суп Хан операция увеличивается. Это делает предположения о сроке службы машины, стоимости обслуживания машины и расходе топлива более важными для понимания затрат на лесозаготовительные работы. В течение многих лет расчеты производительности машин следовали фиксированному формату, основанному на концепции плановых и продуктивных машино-часов. Когда загрузка оборудования составляет менее 100%, традиционный расчет скорости машины предполагает, что машина продолжает амортизироваться, а износ машины происходит в непроизводственное время с той же скоростью, что и в продуктивное время. Это может привести к завышению почасовой стоимости работы машины за счет эффективного сокращения производительных часов в течение срока службы машины по мере снижения загрузки. Использование завышенных цен на машины может исказить сравнение систем каротажа, стратегий лесозаготовок, стратегий замены оборудования и, возможно, жизнеспособности лесозаготовительной операции. Мы предлагаем скорректировать срок службы машины с учетом непроизводительного времени: срок службы машины в годах должен увеличиваться при уменьшении использования машины, а совокупный срок службы машины в часах остается прежним. После того, как срок службы был скорректирован, можно выполнить традиционную процедуру расчета производительности машины, как это обычно делается. Мы представили пример, который показывает, что традиционный метод при 50%-м использовании дает производительность машины почти на 30% выше, чем наш модифицированный метод.
Когда загрузка оборудования составляет менее 100%, традиционный расчет скорости машины предполагает, что машина продолжает амортизироваться, а износ машины происходит в непроизводственное время с той же скоростью, что и в продуктивное время. Это может привести к завышению почасовой стоимости работы машины за счет эффективного сокращения производительных часов в течение срока службы машины по мере снижения загрузки. Использование завышенных цен на машины может исказить сравнение систем каротажа, стратегий лесозаготовок, стратегий замены оборудования и, возможно, жизнеспособности лесозаготовительной операции. Мы предлагаем скорректировать срок службы машины с учетом непроизводительного времени: срок службы машины в годах должен увеличиваться при уменьшении использования машины, а совокупный срок службы машины в часах остается прежним. После того, как срок службы был скорректирован, можно выполнить традиционную процедуру расчета производительности машины, как это обычно делается. Мы представили пример, который показывает, что традиционный метод при 50%-м использовании дает производительность машины почти на 30% выше, чем наш модифицированный метод. Наш выборочный анализ показал, что традиционный метод постоянно дает завышенные оценки для любого коэффициента использования менее 100%, при этом более низкие коэффициенты использования приводят к постепенному увеличению завышенных оценок. Мы считаем, что наш модифицированный подход дает более точные оценки затрат на машины, что будет способствовать лучшему пониманию затрат на машины при лесозаготовительных работах.
Наш выборочный анализ показал, что традиционный метод постоянно дает завышенные оценки для любого коэффициента использования менее 100%, при этом более низкие коэффициенты использования приводят к постепенному увеличению завышенных оценок. Мы считаем, что наш модифицированный подход дает более точные оценки затрат на машины, что будет способствовать лучшему пониманию затрат на машины при лесозаготовительных работах.
Ключевые слова: калькуляция стоимости оборудования, лесохозяйственные работы, механизация, почасовые затраты, срок службы машин
1. Введение
По мере роста механизации увеличивается доля общей стоимости лесозаготовительной операции за счет приобретения и эксплуатации оборудования. Это делает предположения о сроке службы машины, стоимости обслуживания машины и расходе топлива более важными для понимания затрат на лесозаготовительные работы. Машинные расчеты были важным компонентом для оценки вариантов обработки лесонасаждений (например, Bell et al. 2017). Почти 80 лет назад Дональд Мэтьюз (1942) разработал расчет скорости машин как способ оценки эксплуатационных затрат оборудования. Метод был прост для понимания и прост в использовании. Он был широко принят другими (например, Miyata 1980, Brinker et al. 2002, Ackerman et al. 2014). Реже другие предлагали подходы дисконтированных денежных потоков, которые суммируют дисконтированные затраты на покупку оборудования, техническое обслуживание, затраты на топливо и оплату труда, а затем вычисляют коэффициент возмещения затрат в виде равномерного ряда в качестве оценки скорости машины (например, см. Bright 2004, Билек 2009). При одинаковых предположениях об инвестициях в оборудование, сроке службы оборудования, процентных ставках и затратах на техническое обслуживание оба подхода дают одинаковые ставки по машинам (Bright 2004). Обе процедуры становятся проблематичными при использовании оборудования. В качестве альтернативы, другие разработали гибридные решения для расчета стоимости оборудования, используя комбинацию допущений годовой рабочей нагрузки и экономического срока службы, а также вариаций при допущении амортизации основных средств (Cwiertnia et al.
2017). Почти 80 лет назад Дональд Мэтьюз (1942) разработал расчет скорости машин как способ оценки эксплуатационных затрат оборудования. Метод был прост для понимания и прост в использовании. Он был широко принят другими (например, Miyata 1980, Brinker et al. 2002, Ackerman et al. 2014). Реже другие предлагали подходы дисконтированных денежных потоков, которые суммируют дисконтированные затраты на покупку оборудования, техническое обслуживание, затраты на топливо и оплату труда, а затем вычисляют коэффициент возмещения затрат в виде равномерного ряда в качестве оценки скорости машины (например, см. Bright 2004, Билек 2009). При одинаковых предположениях об инвестициях в оборудование, сроке службы оборудования, процентных ставках и затратах на техническое обслуживание оба подхода дают одинаковые ставки по машинам (Bright 2004). Обе процедуры становятся проблематичными при использовании оборудования. В качестве альтернативы, другие разработали гибридные решения для расчета стоимости оборудования, используя комбинацию допущений годовой рабочей нагрузки и экономического срока службы, а также вариаций при допущении амортизации основных средств (Cwiertnia et al. 2014, Forbig 2014) с соответствующими веб-инструментами (Triplat and Krajnc 2020, БНВ 2020).
2014, Forbig 2014) с соответствующими веб-инструментами (Triplat and Krajnc 2020, БНВ 2020).
Как правило, использование оборудования (U) измеряет процент запланированного времени, в течение которого ожидается или наблюдается работа оборудования. Если машина отрабатывает запланированные машино-часы (SMH) без задержек, то загрузка составляет 100 %, что означает, что SMH совпадает с производительными машино-часами (PMH). Математически использование вычисляется путем деления PMH на SMH, а затем умножается на 100, чтобы получить коэффициент использования в процентах (т. е. U = ( PMH / SMH ) x 100). Часто оборудование работает меньше запланированного рабочего времени по разным причинам, включая погоду, отсутствие доступных работ, поломки машин, а также ремонт и техническое обслуживание. Несбалансированность взаимодействий при заготовке (например, между валкой и трелевкой или между трелевкой и обработкой) и цепочкой поставок (например, при заготовке и транспортировке бревен) также приводит к недостаточному использованию машин. Факторы, вызывающие недоиспользование уборочных машин и грузовиков, называются задержками. Например, Han and Han (2020) наблюдали загрузку процессора в диапазоне 45–50% из-за дисбаланса между показателями производительности ярдера и процессора. В другом примере Zamora-Cristales et al. (2013) отметили, что использование измельчителей в трех тематических исследованиях биомассы варьировалось от 20% до 60% из-за наличия грузовиков. Основываясь на текущей практике оценки производительности машин, загрузка оборудования напрямую влияет на почасовые затраты (долл. США/м/час и $/тыс.чел./час), включая такие ключевые факторы стоимости, как срок службы машины, ремонт и техническое обслуживание.
Факторы, вызывающие недоиспользование уборочных машин и грузовиков, называются задержками. Например, Han and Han (2020) наблюдали загрузку процессора в диапазоне 45–50% из-за дисбаланса между показателями производительности ярдера и процессора. В другом примере Zamora-Cristales et al. (2013) отметили, что использование измельчителей в трех тематических исследованиях биомассы варьировалось от 20% до 60% из-за наличия грузовиков. Основываясь на текущей практике оценки производительности машин, загрузка оборудования напрямую влияет на почасовые затраты (долл. США/м/час и $/тыс.чел./час), включая такие ключевые факторы стоимости, как срок службы машины, ремонт и техническое обслуживание.
Обычный подход к расчету нормы износа оборудования (Мията, 1980 г., Бринкер и др., 2002 г., Акерман и др., 2014 г.) состоит в том, чтобы взять прямолинейную годовую амортизацию машины, которая должна была бы произойти в течение ее запланированного срока службы, и пропорционально распределить общую амортизацию по производительных часов, что увеличивает кажущуюся норму амортизации (таблица 1). Общий срок службы машины остается постоянным, а ликвидационная стоимость остается неизменной. Часто темпы ремонта и технического обслуживания оборудования привязаны к годовой норме амортизации оборудования, поэтому увеличение нормы амортизации может привести к увеличению темпов ремонта и технического обслуживания оборудования (Бринкер и др., 2002). Использование завышенных цен на машины может исказить сравнение систем каротажа, стратегий лесозаготовок, стратегий замены оборудования и, возможно, жизнеспособности лесозаготовительной операции. Мы расширяем эти концепции, рассказывая о расчете производительности машины и ее использовании в контексте срока службы оборудования, затрат на техническое обслуживание и расхода топлива, а затем предлагаем средства для создания более точной производительности машины.
Общий срок службы машины остается постоянным, а ликвидационная стоимость остается неизменной. Часто темпы ремонта и технического обслуживания оборудования привязаны к годовой норме амортизации оборудования, поэтому увеличение нормы амортизации может привести к увеличению темпов ремонта и технического обслуживания оборудования (Бринкер и др., 2002). Использование завышенных цен на машины может исказить сравнение систем каротажа, стратегий лесозаготовок, стратегий замены оборудования и, возможно, жизнеспособности лесозаготовительной операции. Мы расширяем эти концепции, рассказывая о расчете производительности машины и ее использовании в контексте срока службы оборудования, затрат на техническое обслуживание и расхода топлива, а затем предлагаем средства для создания более точной производительности машины.
Table 1 Machine life, salvage value, utilization and repair and maintenance estimators (Brinker et al. 2002)
Machine description | Life, years | Salvage value1 | Утилизация2 | Ремонт и техническое обслуживание3 | |
Ножницы для деревьев без тележки | 5 | 50 500048 | 60 | 100 | |
Feller buncher, sm. | 3 | 20 | 65 | 100 | |
Feller Buncher, Med-Lg., Rubber устал | 4 | 20 | 65 | 100 | |
Feller Buncher, LG.0007 | 5 | 15 | 60 | 75 | |
Cable skidder, sm., <=80 hp | 4 | 20 | 65 | 75 | |
Кабельный закиддер, Med., 81–100 л.с.0007 | |||||
Cable skidder, med., 101–120 hp | 5 | 15 | 60 | 90 | |
Cable skidder, lg., >= 120 hp | 5 | 10 | 60 | 90 | |
Grapple skidder, 70–90 hp | 4 | 20 | 65 | 90 | |
Grapple skidder, >=91 hp | 5 | 25 | 60 | 90 | |
Grapple Skidder, Lg. | 5 | 15 | 65 | 100 | |
, Шортвуд | |||||
, Шортвуд | |||||
.0007 | 4 | 20 | 65 | 100 | |
Slasher/loader, multi-stem | 4 | 0 | 65 | 35 | |
Delimber, iron gate | 5 | 20 | 90 | 65 | |
Harvester, combine | 4 | 20 | 65 | 110 | |
Loader, bigstick | 5 | 10 | 65 | 90 | |
Погрузчик, см., Гидравл | 5 | 30 | 65 | 65 | 65 |
Loader, med. | 5 | 30 | 65 | 90 | |
Chipper, sm.-med., 12 ”–18” | 5 | 20 | 75 | 100 | |
Chipper, lg., >=22” | 5 | 20 | 75 | 100 | |
Crawler tractor, <=100 hp | 5 | 20 | 25 | 100 | |
Трактор CRAWLER, 101–200 л.с. | 5 | 20 | 60 | 100 | |
| TRACTL0007 | 5 | 20 | 60 | 100 | |
1 Percent of purchase price 2 Percent of scheduled machine hours 3 Percent of annual depreciation | |||||
 , rubber tired
, rubber tired , Trueped
, Trueped , hydraulic
, hydraulic 1.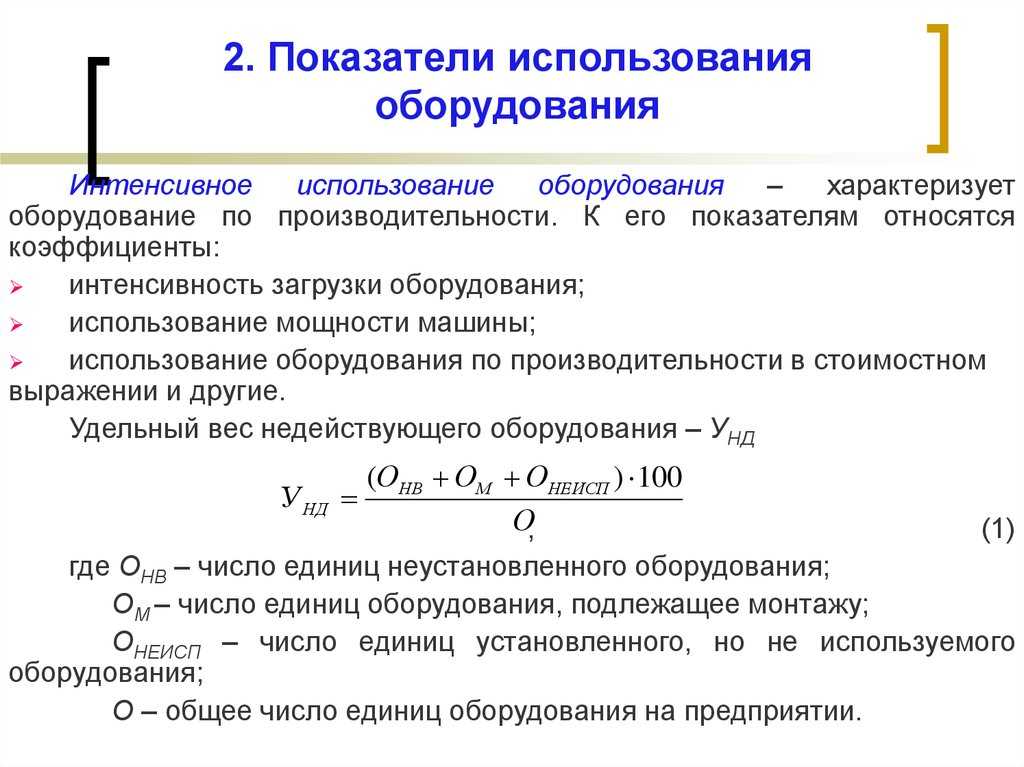 1 Срок службы оборудования по сравнению с использованием
1 Срок службы оборудования по сравнению с использованием
Срок службы оборудования часто упоминается производителями оборудования, но в значительной степени зависит от условий работы и графика его профилактического обслуживания. Например, Caterpillar предоставляет рекомендации (как указано в FAO 1992) на срок службы оборудования, который может варьироваться более чем на 50 % в зависимости от условий работы, поэтому первое решение — выбрать надлежащий срок службы машины с учетом выполняемой работы. Независимо от срока службы машины, при отключении оборудования прекращается расход топлива, прекращается износ оборудования. Когда оборудование возобновляет свою работу, расход топлива и износ оборудования возобновляются. На время простоя оборудования его жизнь можно считать приостановленной. Могут быть исключения, например, когда оборудование хранится в течение длительного периода времени и имеет место физический износ, или когда оборудование подвергается быстрым технологическим изменениям и устареванию, например, в электронной промышленности. Благодаря последним достижениям в области систем снижения холостого хода двигателя (EIRS) время простоя даже в течение коротких периодов может быть сокращено до 60 процентов. Caterpillar (2020) называет чрезмерное время простоя ставящим под угрозу срок службы компонентов, ускоряющим износ технологий уровня 4 (компоненты очистки отработавших газов), требующим ненужных замен жидкостей и фильтров, сжиганием гарантийных часов и снижением стоимости при перепродаже. Технологии EIRS находят все более широкое применение.
Благодаря последним достижениям в области систем снижения холостого хода двигателя (EIRS) время простоя даже в течение коротких периодов может быть сокращено до 60 процентов. Caterpillar (2020) называет чрезмерное время простоя ставящим под угрозу срок службы компонентов, ускоряющим износ технологий уровня 4 (компоненты очистки отработавших газов), требующим ненужных замен жидкостей и фильтров, сжиганием гарантийных часов и снижением стоимости при перепродаже. Технологии EIRS находят все более широкое применение.
Неявное допущение в обычных расчетах стоимости машин заключается в том, что амортизация никогда не прекращается, независимо от того, работает машина или нет. Чтобы учесть это в текущем методе расчета тарифов на машины, амортизация за продуктивный час увеличивается для учета непроизводительного времени. Это фактически говорит о том, что машина с коэффициентом использования 50% изнашивается за то же календарное время, что и машина с коэффициентом использования 100%. В крайнем случае машина с коэффициентом использования 1% изнашивается за то же календарное время, что и машина с коэффициентом использования 100%.
Для машин с крупным капитальным навесным оборудованием, таких как головки на процессорах и режущие/обрабатывающие головки на валочно-пакетирующих машинах, Ackerman et al. (2014) предлагают отдельный расчет скорости машины для этих приспособлений, поскольку они могут быть заменены в другом цикле по сравнению с носителем. В этих случаях, даже если двигатель на транспортном средстве работает в непроизводительное время, гидронасосы, моторы, катки, режущие цепи и ножи навесного оборудования не работают. Таким образом, даже в непроизводительное время износа навесного оборудования не происходит, независимо от режима работы носителя.
Модели производительности машин представляют собой полезный или экономичный срок службы оборудования в годах (Brinker et al. 2002, Miyata 1980, Ackerman 2014, Bilek 2009), хотя они отмечают, что производительность машин также по своей природе зависит от других факторов, таких как общее количество часов операции. Продовольственная и сельскохозяйственная организация (ФАО) Организации Объединенных Наций дает рекомендации по расчету стоимости машин, отмечая, что экономический срок службы сельскохозяйственной техники обычно измеряется в часах, а не в годах (FAO 2020). Эта логика также подтверждается справочником Caterpillar по производительности, в котором указывается, что общее количество фактических часов работы машины вместе со сроком владения является ключевым фактором при определении эксплуатационных расходов и затрат на владение (CAT 2017). Во многих секторах оценка остаточной стоимости (RV) оборудования (показатель амортизации и срока службы оборудования) основывается главным образом на независимых переменных возраста оборудования и почасовой эксплуатации (Wu and Perry 2004, Cheng 2018). Малинен и др. (2015) обнаружили, что и возраст, и использование имеют одинаковую объяснительную ценность при определении цены перепродажи харвестеров и форвардеров, при этом более старые машины демонстрируют еще большую зависимость от возраста. Другие исследования предполагают, что возраст может быть более важным фактором (Spinelli 2011). Квиртния и др. (2014) снижают экономичный срок службы оборудования на гипотетически заданную функциональную зависимость с полезными часами работы.
Эта логика также подтверждается справочником Caterpillar по производительности, в котором указывается, что общее количество фактических часов работы машины вместе со сроком владения является ключевым фактором при определении эксплуатационных расходов и затрат на владение (CAT 2017). Во многих секторах оценка остаточной стоимости (RV) оборудования (показатель амортизации и срока службы оборудования) основывается главным образом на независимых переменных возраста оборудования и почасовой эксплуатации (Wu and Perry 2004, Cheng 2018). Малинен и др. (2015) обнаружили, что и возраст, и использование имеют одинаковую объяснительную ценность при определении цены перепродажи харвестеров и форвардеров, при этом более старые машины демонстрируют еще большую зависимость от возраста. Другие исследования предполагают, что возраст может быть более важным фактором (Spinelli 2011). Квиртния и др. (2014) снижают экономичный срок службы оборудования на гипотетически заданную функциональную зависимость с полезными часами работы. В целом, важность использования для срока службы оборудования и остаточной стоимости является установленной реальностью.
В целом, важность использования для срока службы оборудования и остаточной стоимости является установленной реальностью.
1.2 Затраты на ремонт и техническое обслуживание оборудования по сравнению с коэффициентом использования
Компоненты машины обычно подлежат ремонту или замене с почасовой оплатой рабочего времени. Модели оценки стоимости оборудования позволяют использовать опытные или прогнозируемые затраты на ремонт и техническое обслуживание, но обычно эмпирические правила привязывают затраты на ремонт и техническое обслуживание оборудования (долл. США/час) к норме амортизации оборудования (долл. США/час), например, Уоррен (Warren (Warren) 1977), цитируется Miyata (1980), Brinker et al. (2002). Логика заключается в том, что амортизация оборудования должна отражать скорость, с которой используется срок службы оборудования, поэтому чем быстрее используется срок службы оборудования, тем чаще требуется ремонт и техническое обслуживание.
Тем не менее, модели производительности машин (Бринкер и др. , 2002, Акерман и др., 2014) делают еще один шаг вперед и рассчитывают общие затраты на ремонт и техническое обслуживание, которые возникли бы, если бы машина работала со 100-процентной загрузкой, и делят эту сумму на годовая стоимость по продуктивным часам. В результате машина с коэффициентом использования 50 % имеет такие же прогнозируемые годовые затраты на техническое обслуживание, что и машина с коэффициентом использования 100 %. В пересчете на производительный час машина, работающая с 50%-ным коэффициентом использования, имеет затраты на ремонт и техническое обслуживание в два раза выше в расчете на продуктивный час по сравнению с машиной со 100%-ным коэффициентом использования.
, 2002, Акерман и др., 2014) делают еще один шаг вперед и рассчитывают общие затраты на ремонт и техническое обслуживание, которые возникли бы, если бы машина работала со 100-процентной загрузкой, и делят эту сумму на годовая стоимость по продуктивным часам. В результате машина с коэффициентом использования 50 % имеет такие же прогнозируемые годовые затраты на техническое обслуживание, что и машина с коэффициентом использования 100 %. В пересчете на производительный час машина, работающая с 50%-ным коэффициентом использования, имеет затраты на ремонт и техническое обслуживание в два раза выше в расчете на продуктивный час по сравнению с машиной со 100%-ным коэффициентом использования.
1.3 Расход топлива и степень износа
Таблица 2 из Brinker et al. (2002) показывает, что потребление топлива и масла основано только на производительных машино-часах. Это означает, что либо машина не работает в непроизводительное время, либо, возможно, предполагается, что расход топлива и масла в непроизводительное время пренебрежимо мал. Если машина не работает, то износ в непроизводительные часы не происходит. Хотя этот подход имеет смысл, современные методы оценки производительности машин не совсем точно учитывают предложенную нами идею: срок службы оборудования должен увеличиваться при снижении общего использования машин и коэффициентов использования.
Если машина не работает, то износ в непроизводительные часы не происходит. Хотя этот подход имеет смысл, современные методы оценки производительности машин не совсем точно учитывают предложенную нами идею: срок службы оборудования должен увеличиваться при снижении общего использования машин и коэффициентов использования.
Таблица 2 Традиционный рабочий лист ставок на машине (Brinker et al. 2002)
Описание машины: _____________________________________________ | ||||||||||||||||||||||||||||||||||||||
| 11111,1, | ||||||||||||||||||||||||||||||||||||||
| . P | $ ___________ | |||||||||||||||||||||||||||||||||||||
Машина Номинальная мощность, л.с. | ___________ л.с. | |||||||||||||||||||||||||||||||||||||
Machine life, n | ___________ yrs | |||||||||||||||||||||||||||||||||||||
Salvage value, percent of purchase price, rv % | ___________ % | |||||||||||||||||||||||||||||||||||||
Utilization rate, ut % | ___________ % | |||||||||||||||||||||||||||||||||||||
Ремонт и техническое обслуживание, проценты амортизации, пог. | ___________ % | |||||||||||||||||||||||||||||||||||||
Страховая и налоговая ставка, IT % | ___________ % | |||||||||||||||||||||||||||||||||||||
________. | ||||||||||||||||||||||||||||||||||||||
Стоимость топлива, туман | $ ___________ за галлон | |||||||||||||||||||||||||||||||||||||
Смазочные материалы, процент от стоимости топлива, lo 9004 0002 ___________% | ||||||||||||||||||||||||||||||||||||||
Скорость заработной платы и пособия оператора, WB | $ ___________ | |||||||||||||||||||||||||||||||||||||
. Расчеты | ||||||||||||||||||||||||||||||||||||||
Ликвидационная стоимость, S = P*rv % | $ ___________ | |||||||||||||||||||||||||||||||||||||
$ ___________ | ||||||||||||||||||||||||||||||||||||||
Годовые годовые инвестиции AYI = (((P-S)*(n+1))/(2*n+1))/(2*n+1))/(2*n+1)) +S | $ ___________ | |||||||||||||||||||||||||||||||||||||
Productive machine hours, PMH = SMH * ut % | ___________ hrs/yr | |||||||||||||||||||||||||||||||||||||
3. | ||||||||||||||||||||||||||||||||||||||
Проценты, IN = in %*AYI | $ ___________ yr | |||||||||||||||||||||||||||||||||||||
Insurance and tax cost, IT = it %*AYI | $ ___________ yr | |||||||||||||||||||||||||||||||||||||
Yearly ownership cost , YF$ = AD+IN+IT | $ ___________ yr | |||||||||||||||||||||||||||||||||||||
Ownership cost per SMH, F$SMH = YF$/SMH | $ ___________ hr | |||||||||||||||||||||||||||||||||||||
Стоимость владения за PMH, F $ PMH = YF $/PMH | $ ___________ HR | |||||||||||||||||||||||||||||||||||||
4. Расходы 9007 | 9005||||||||||||||||||||||||||||||||||||||
$ ___________ hr | ||||||||||||||||||||||||||||||||||||||
Lube cost, L = F*lo % | $ ___________ hr | |||||||||||||||||||||||||||||||||||||
Repair and Maintenance cost RM = AD*rm %/PMH | $ ___________ hr | |||||||||||||||||||||||||||||||||||||
Operator labor and benefit cost, WB/ut % | $ ___________ hr | |||||||||||||||||||||||||||||||||||||
Стоимость оператора на PMH V$PMH = F+L+RM+(WB/ut %) | $ ___________ ч | |||||||||||||||||||||||||||||||||||||
Стоимость VPM на оператора = $SM9 SMH, ут %) | $ ___________ hr | |||||||||||||||||||||||||||||||||||||
5. | ||||||||||||||||||||||||||||||||||||||
Total cost per SMH, T$SMH = F$SMH + V$SMH | $ ___________ hr | |||||||||||||||||||||||||||||||||||||
Общая стоимость за PMH, T $ PMH = F $ PMH + V $ PMH | $ ___________ HR | |||||||||||||||||||||||||||||||||||||
 0002 Процентная ставка, в %
0002 Процентная ставка, в % Ownership costs
Ownership costs  Total machine costs
Total machine costs 2. СДЕЛАДНЫЕ МЕТОДЫ ДЛЯ КОЛОСОВ ДЛЯ ОБЛАСТО Срок службы
Как для метода машинных ставок, так и для метода дисконтированных денежных потоков наиболее простым методом корректировки непроизводительного времени является корректировка срока службы оборудования при сохранении всех остальных правил текущей методологии Мияты-Бринкера-Акермана. Например, если срок службы оборудования по графику часов в год составил 5 лет, а коэффициент использования составляет 70%, скорректированный срок службы оборудования составляет 5/0,7 = 7,2 года. Если коэффициент использования был 50%, скорректированный срок службы оборудования составляет 5/0,5 = 10 лет. При этом признается, что общее количество часов работы машины (например, 10 000 часов) в течение всего срока службы машины остается неизменным.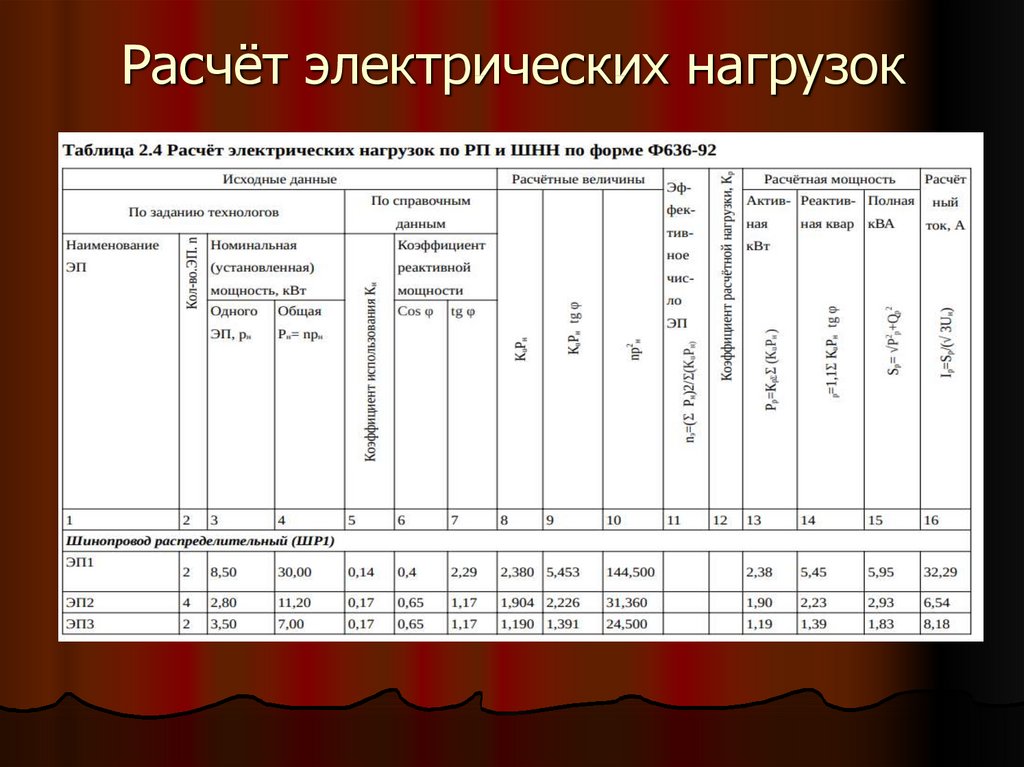 Таким образом, общее количество лет службы машины необходимо скорректировать, чтобы отразить фактическое время работы машины. Этот подход поддерживает идею, предложенную ФАО и справочником Caterpillar, о том, что срок службы оборудования измеряется с точки зрения фактических часов работы машины (то есть продуктивных). Конечно, в зависимости от источника непродуктивных часов скорректированная жизнь не обязательно должна включать в себя полный эффект непродуктивных часов. Аналитик должен тщательно рассмотреть источник непродуктивных часов при принятии решения о подходящей скорректированной продолжительности жизни. Например, время непроизводительного простоя машины может быть даже более серьезным для двигателя, чем полная работа двигателя (Fletcher 2018). В этом случае аналитик может исключить время простоя из продления срока службы оборудования. Подробный пример приведен ниже с результатами в таблице 3.
Таким образом, общее количество лет службы машины необходимо скорректировать, чтобы отразить фактическое время работы машины. Этот подход поддерживает идею, предложенную ФАО и справочником Caterpillar, о том, что срок службы оборудования измеряется с точки зрения фактических часов работы машины (то есть продуктивных). Конечно, в зависимости от источника непродуктивных часов скорректированная жизнь не обязательно должна включать в себя полный эффект непродуктивных часов. Аналитик должен тщательно рассмотреть источник непродуктивных часов при принятии решения о подходящей скорректированной продолжительности жизни. Например, время непроизводительного простоя машины может быть даже более серьезным для двигателя, чем полная работа двигателя (Fletcher 2018). В этом случае аналитик может исключить время простоя из продления срока службы оборудования. Подробный пример приведен ниже с результатами в таблице 3.
2.2 Ликвидационная стоимость
Как обсуждалось ранее, с точки зрения остаточной стоимости ликвидационная стоимость машины представляет собой дисконтированную стоимость ее остаточного срока службы на момент выбытия или продажи машины.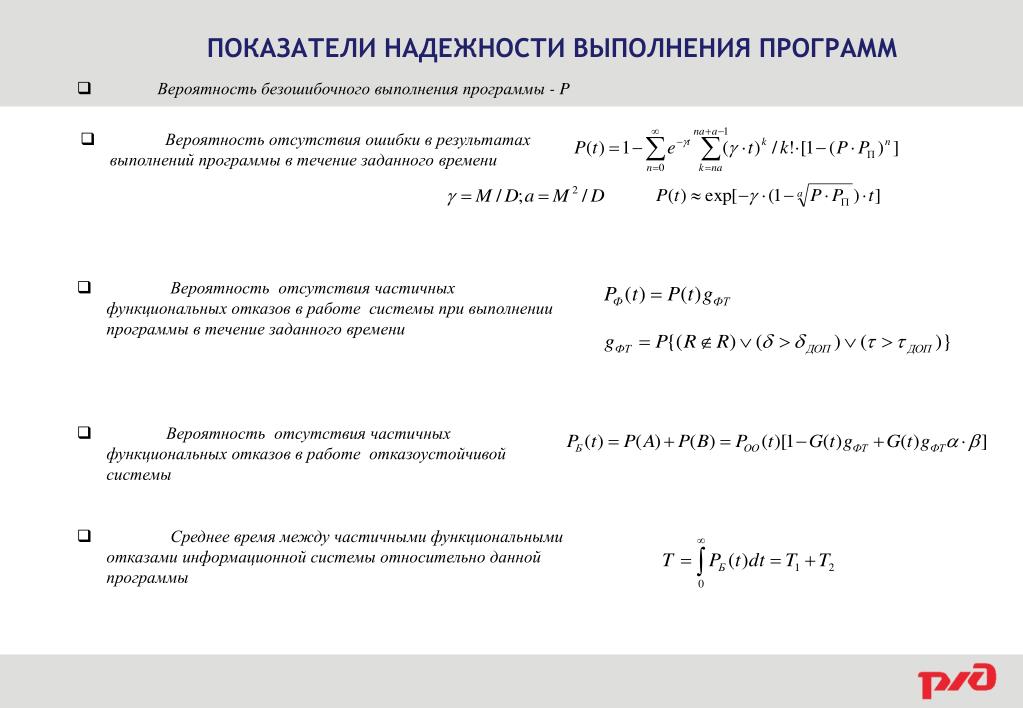 Таким образом, вы могли бы подумать, что он должен напрямую отражать количество часов использования двигателя. Однако ликвидационная стоимость, по-видимому, имеет смешанные факторы, которые нелегко отделить от истории машины. Все моточасы не одинаковы. Двигатели и силовые передачи, работающие под большими нагрузками, вероятно, изнашиваются с другой скоростью, чем двигатели и силовые передачи при легких нагрузках. Кроме того, ликвидационная стоимость в значительной степени зависит от надлежащего ремонта и технического обслуживания машины. Сандберг и Сванквист (1987) утверждал, что потребление топлива и масла представляет собой не только затраты, но и все другие статьи расходов, такие как амортизация, ремонт и техническое обслуживание. Таким образом, расход топлива измеряет интенсивность использования, что добавляет дополнительное измерение к часам работы и возрасту оборудования при объяснении ликвидационной стоимости. Таким образом, расход топлива и масла можно рассматривать как косвенный показатель амортизации, состояния машины и эффективности использования топлива и масла.
Таким образом, вы могли бы подумать, что он должен напрямую отражать количество часов использования двигателя. Однако ликвидационная стоимость, по-видимому, имеет смешанные факторы, которые нелегко отделить от истории машины. Все моточасы не одинаковы. Двигатели и силовые передачи, работающие под большими нагрузками, вероятно, изнашиваются с другой скоростью, чем двигатели и силовые передачи при легких нагрузках. Кроме того, ликвидационная стоимость в значительной степени зависит от надлежащего ремонта и технического обслуживания машины. Сандберг и Сванквист (1987) утверждал, что потребление топлива и масла представляет собой не только затраты, но и все другие статьи расходов, такие как амортизация, ремонт и техническое обслуживание. Таким образом, расход топлива измеряет интенсивность использования, что добавляет дополнительное измерение к часам работы и возрасту оборудования при объяснении ликвидационной стоимости. Таким образом, расход топлива и масла можно рассматривать как косвенный показатель амортизации, состояния машины и эффективности использования топлива и масла.
К счастью, ликвидационная стоимость обычно является менее важной частью общей скорости машины по сравнению с влиянием срока службы машины на скорость машины. Анализ чувствительности показывает, что допущение более низкой ликвидационной стоимости, даже нулевой, при скорректированном сроке службы оборудования для использования не приведет к значительному изменению скорости машины.
2.3 Пример модифицированных расчетов скорости машины
Рассмотрим единицу оборудования стоимостью 500 000 долларов США, с экономическим сроком службы 10 000 часов, совокупной стоимостью топлива и смазки 12 долларов США за тысячу часов в час, скоростью ремонта и технического обслуживания 87,5% почасовая стоимость амортизации, среднее значение для трелевочного трактора и валочно-пакетирующей машины из Таблицы 1, стоимость рабочей силы, включая дополнительные льготы в размере 40 долл. США/м/ч, процентная ставка в размере 8% и ликвидационная стоимость в размере 20% от первоначальной стоимости оборудования.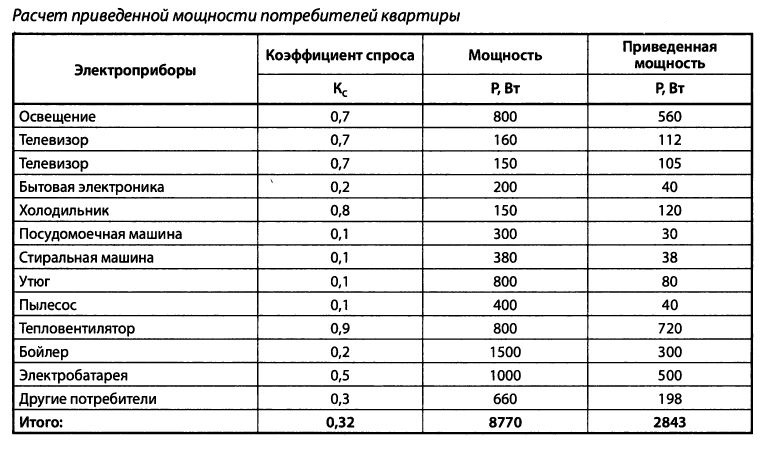 Страховка и налоги не учитываются. Если плановые машино-часы составляют 2000 часов в год, а коэффициент использования составляет 100%, срок службы оборудования в годах составит 10 000/2000 = 5 лет. При использовании метода расценок на машины Мияты-Бринкера-Акермана почасовые затраты составят 140,60 долл./мин/час (или 140,60 долл./м/ч при 100% U) (табл. 3). Мы также предоставляем эквивалентную машинную ставку, полученную в результате анализа дисконтированных денежных потоков, чтобы проиллюстрировать традиционный расчет машинной ставки, а методы дисконтированных денежных потоков дают аналогичные результаты для аналогичных предположений. С учетом стоимости со скидкой середины года почасовая стоимость составляет 139 долларов США.0,05/мин. (или 139,05 долл. США/м.ч. при 100% U).
Страховка и налоги не учитываются. Если плановые машино-часы составляют 2000 часов в год, а коэффициент использования составляет 100%, срок службы оборудования в годах составит 10 000/2000 = 5 лет. При использовании метода расценок на машины Мияты-Бринкера-Акермана почасовые затраты составят 140,60 долл./мин/час (или 140,60 долл./м/ч при 100% U) (табл. 3). Мы также предоставляем эквивалентную машинную ставку, полученную в результате анализа дисконтированных денежных потоков, чтобы проиллюстрировать традиционный расчет машинной ставки, а методы дисконтированных денежных потоков дают аналогичные результаты для аналогичных предположений. С учетом стоимости со скидкой середины года почасовая стоимость составляет 139 долларов США.0,05/мин. (или 139,05 долл. США/м.ч. при 100% U).
Для тех же входных данных, но при использовании 50% (1000 PMH в год) с использованием метода производительности машин Мияты-Бринкера-Акермана почасовые затраты составят 269,20 долл./час PMH (таблица 3), поскольку общая производительность часов за пятилетний срок службы составил всего 5000 часов (1000 часов в год x 5 лет = 5000 PMH срока службы машины). Используя метод дисконтированных затрат, почасовые затраты на продуктивный час составляют 266,10 долларов США за PMH с аналогичными предположениями. Однако, если бы срок службы оборудования был увеличен с 5 до 10 лет (1000 часов в год x 10 лет = 10 000 PMH срока службы машины), как мы предлагаем признать непроизводительное время не влияющим на износ оборудования, то Мията-Бринкер -Акерман принес бы 19 долларов.2,60/тыс.ч., а метод дисконтированных денежных потоков составит 192,06 долл./чел.ч. При этом предполагается, что ликвидационная стоимость не изменяется в соответствии с предположением о продлении срока службы. Но, как упоминалось ранее, результаты не чувствительны к спасательной жизни. Если бы ликвидационная стоимость в соответствии с предположением о продлении срока службы была установлена равной нулю, ставка за машину составила бы 207,75 долл. США за PMH, то есть увеличение на 8%. Различия по методу дисконтированных денежных потоков еще меньше (198,7 долл./тысяча в час).
Используя метод дисконтированных затрат, почасовые затраты на продуктивный час составляют 266,10 долларов США за PMH с аналогичными предположениями. Однако, если бы срок службы оборудования был увеличен с 5 до 10 лет (1000 часов в год x 10 лет = 10 000 PMH срока службы машины), как мы предлагаем признать непроизводительное время не влияющим на износ оборудования, то Мията-Бринкер -Акерман принес бы 19 долларов.2,60/тыс.ч., а метод дисконтированных денежных потоков составит 192,06 долл./чел.ч. При этом предполагается, что ликвидационная стоимость не изменяется в соответствии с предположением о продлении срока службы. Но, как упоминалось ранее, результаты не чувствительны к спасательной жизни. Если бы ликвидационная стоимость в соответствии с предположением о продлении срока службы была установлена равной нулю, ставка за машину составила бы 207,75 долл. США за PMH, то есть увеличение на 8%. Различия по методу дисконтированных денежных потоков еще меньше (198,7 долл./тысяча в час).
При сделанных допущениях предлагаемый подход (20% утилизация) оценивает почасовую стоимость машин на 35% ниже, чем метод M-B-A при 40%-м использовании, приближающемся к паритету при 100%-м использовании. При использовании предложенного подхода (утилизация 0 %) почасовые затраты на машины оцениваются на 30 % ниже при загрузке 40 %, достигают паритета при загрузке 80 % и превышают оценки M-B-A на 12 % при загрузке 100 % (рис. 1).
При использовании предложенного подхода (утилизация 0 %) почасовые затраты на машины оцениваются на 30 % ниже при загрузке 40 %, достигают паритета при загрузке 80 % и превышают оценки M-B-A на 12 % при загрузке 100 % (рис. 1).
Таблица 3 Расчеты производительности оборудования по методу Мията-Бринкера-Акермана (М-Б-А) и предложенному подходу, использующему подход М-Б-А, но увеличивающему срок службы оборудования при допущении, что амортизация, ремонт и техническое обслуживание не происходят в непроизводственное время. Предлагаемый подход показан для двух допущений ликвидационной стоимости:
M-B-A | Модифицированный | |||||||||||||||||||
| 90 Utilization0007 | ||||||||||||||||||||
100 | 50 | 50 | 50 | |||||||||||||||||
Equipment purchase price, $ | 500,000 | |||||||||||||||||||
Equipment life, hours | 10 000 | |||||||||||||||||||
Срок службы оборудования, годы | 5 | 5 | 100007 | |||||||||||||||||
Salvage value, $ | 100,000 | 100,000 | 100,000 | 0 | ||||||||||||||||
Depreciation (D), $/year | 80 000 | 80 000 | 40 000 | 50 000 | ||||||||||||||||
, % | 8 9007 | 8 | 90078 9007 | 90078 9007 | 065||||||||||||||||
Average annual investment, $/year | 340,000 | 340,000 | 320,000 | 275,000 | ||||||||||||||||
Scheduled Machine hours SMH/year | 2000 | |||||||||||||||||||
Производительность Машиночасы PMH/год | 2000 | 1000 | ||||||||||||||||||
1000 | ||||||||||||||||||||
Depreciation, $/PMH | 40 | 80 | 40 | 50 | ||||||||||||||||
Interest on investment, $/PMH | 13,6 | 27,2 | 25,6 | 22 | ||||||||||||||||
Топливо и масла, $/PMH | . | 12 | 12 | 12 | ||||||||||||||||
Labor including benefits, $/PMH | 40 | 80 | 80 | 80 | ||||||||||||||||
Ремонт и обслуживание $/PMH; 87,5 % от D | 35 | 70 | 35 | 43,75 | ||||||||||||||||
Total hourly cost, $/PMH | 140.6 | 269.2 | 192.6 | 207.75 | ||||||||||||||||
 0007
0007Рис. 1 Сравнение расчетов производительности машин с использованием M-B-A и двух вариантов предложенного подхода (0% и 20% ликвидационной стоимости). Срок службы оборудования может варьироваться в зависимости от продуктивных часов и рассчитывается как 10 000 / продуктивные часы в диапазоне от 12,5 лет (40%-е использование) до 5 лет (100%-е использование)
3. Обсуждение и выводы
Обсуждение и выводы
Хотя высокая загрузка оборудования является очень желательной целью управления, завышение стоимости непроизводительного времени может привести к неверным выводам относительно стратегий управления оборудованием. Текущий метод расчета затрат на оборудование, который предполагает, что износ оборудования продолжается с той же скоростью в непроизводительные часы, что и в продуктивные часы, завышает стоимость непроизводительного времени. Предложенная в данной статье простая процедура корректировки ресурса оборудования более точно оценивает производительность машин в ситуациях, когда износ машин не происходит в непроизводственное время. В зависимости от источника непродуктивных часов скорректированная жизнь не обязательно должна включать в себя полный эффект непродуктивных часов. Наше обсуждение и примеры были взяты из новых машин. Мы ожидаем, что та же методология будет применяться к подержанным машинам. Оценка ликвидационной стоимости для скорректированного срока службы представляет собой сложную задачу, но даже при допущении нулевой ликвидационной стоимости оборудования ошибки в расчете стоимости машин невелики по сравнению с ошибками, заложенными в текущих оценках стоимости машин.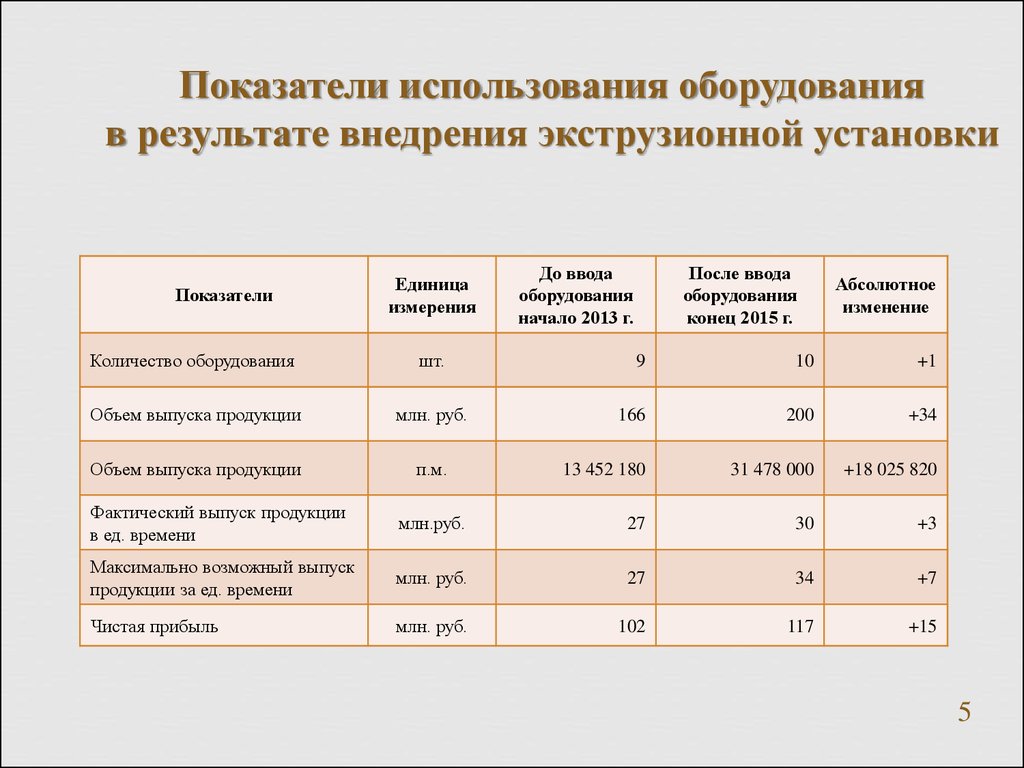 Подход, предложенный в этой статье, не является единственным подходом к решению проблемы непроизводительного времени. Замора-Кристалес и др. (2015) провели различие между постоянными и эксплуатационными расходами для грузовиков и измельчителей в модели поддержки принятия решений с использованием моделирования и математического программирования. Однако подход, изложенный в этой статье, позволяет скорректировать широко используемую методологию калькуляции только за счет простого изменения срока службы оборудования. Мы надеемся, что эта статья вызовет дополнительные размышления и обсуждение стоимости оборудования.
Подход, предложенный в этой статье, не является единственным подходом к решению проблемы непроизводительного времени. Замора-Кристалес и др. (2015) провели различие между постоянными и эксплуатационными расходами для грузовиков и измельчителей в модели поддержки принятия решений с использованием моделирования и математического программирования. Однако подход, изложенный в этой статье, позволяет скорректировать широко используемую методологию калькуляции только за счет простого изменения срока службы оборудования. Мы надеемся, что эта статья вызовет дополнительные размышления и обсуждение стоимости оборудования.
4. Ссылки
Акерман, П., Белбо, Х., Элиассон, Л., де Йонг, А., Лаздиньш, А., Лайонс, Дж., 2014: Модель COST для расчета лесохозяйственных операций расходы. Междунар. Дж. Для. англ. 25(1): 75–81. https://doi.org/10.1080/14942119.2014.
1 Белл, К.К., Киф, Р., Фрид, Дж., 2017 г.: OpCost: система с открытым исходным кодом для оценки затрат на лесозаготовительные работы на уровне насаждений. Ген. тех. Респ. PNW-GTR-960. Портленд, Орегон: Министерство сельского хозяйства США, Лесная служба, Тихоокеанская северо-западная исследовательская станция 23 стр.
Ген. тех. Респ. PNW-GTR-960. Портленд, Орегон: Министерство сельского хозяйства США, Лесная служба, Тихоокеанская северо-западная исследовательская станция 23 стр.
Федеральный исследовательский центр лесов, Австрия (BFW), 2020 г.: Интернет-база данных лесной техники.
Билек Е.М., 2009 г.: Анализ стоимости машин с использованием традиционного метода расценок на машины и CHARGEOUT! Конференция COFE 2009 г.: Экологически безопасное лесопользование 32-е ежегодное собрание Совета по лесотехнике Лейк-Тахо 15–18 июня, 12 стр.
Брайт Г., 2004 г.: Расчет затрат и сборов за использование лесной техники. Лесное хозяйство 77 (2): 75–84. https://doi.org/10.1093/forestry/77.2.75
Бринкер, Р., Кинард, Дж., Раммер, Б., Лэнфорд, Б., 2002: Расценки на отдельные лесозаготовительные машины. Сельскохозяйственная экспериментальная станция Алабамы, Циркуляр 296 (пересмотренный). Обернский университет, Оберн, Алабама.
CAT, 2020: Во сколько вам обходится время простоя.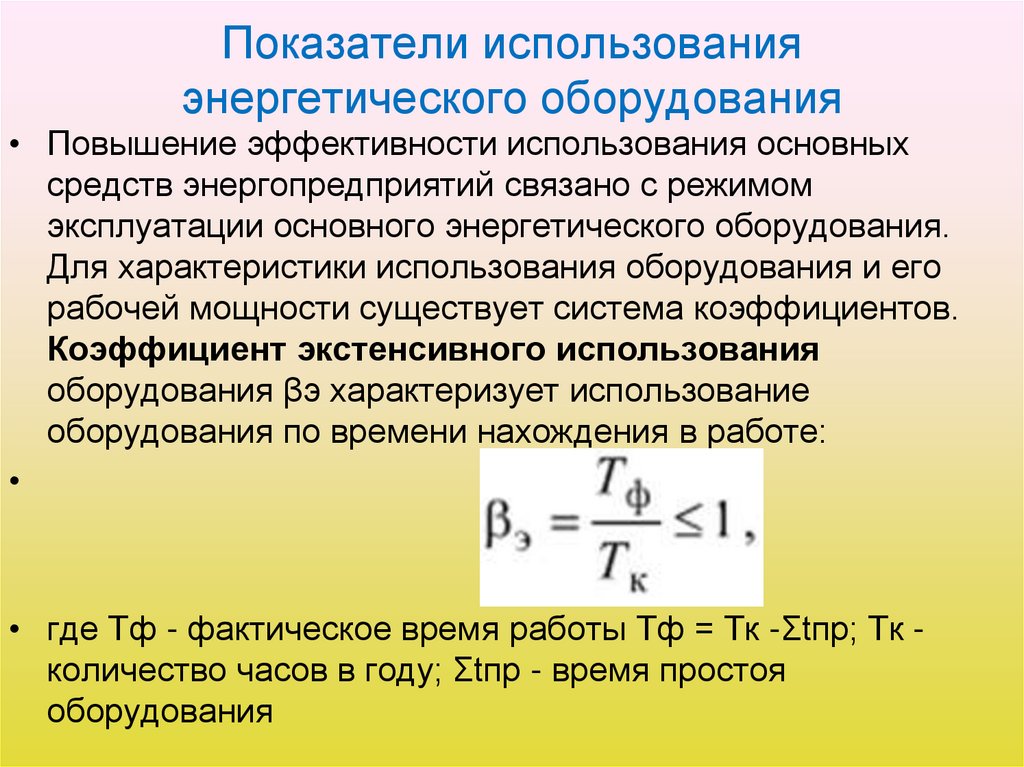
CAT, 2017 г.: Внутренняя публикация SEBD0351-47: Справочник по производительности Caterpillar, Caterpillar, Пеория, Иллинойс, США
Ченг, Дж. (ред.), 2018 г.: Процессы использования биомассы в возобновляемых источниках энергии. Бока-Ратон: CRC Press. https://doi.org/10.1201/9781315152868
Cwiertnia, O., Hauer, H., Nemestothy, N., Preier, P., 2014: NEWFOR — BFW — онлайн-база данных лесозаготовительных машин. Австрийский исследовательский центр лесов, Австрия (BFW).
Fletcher, L., 2018: Преимущества сокращения холостого хода выходят за рамки экономии топлива.
Forbig, A., Büttner, I., 2013: Forstmaschinen vorauscalkulieren. Kwf Merkblatt Nr. 17/2013: 1–35.
Продовольственная и сельскохозяйственная организация (ФАО), 2020: Расчет ставок машин.
Хан, С-К., Хан, Х-С., 2020: Производительность и стоимость заготовки целых деревьев и хлыстов при прореживании с сокращением расхода топлива с использованием систем кабельной укладки. Лесная наука и технология 16 (1): 41–48. https://doi.org/10.1080/21580103.2020.1712264
https://doi.org/10.1080/21580103.2020.1712264
Малинен, Дж., Лаитила Дж., Вяэтяйнен, К., Киммо, В., 2016: Различия в возрасте, ежегодном использовании и цене перепродажи оборудования для поперечной резки в разных регионах Европы. Междунар. Дж. Для. англ. 27(2): 95–102. https://doi.org/10.1080/14942119.2016.1171964
Мэтьюз, Д.М., 1942 г.: Контроль затрат в лесозаготовительной отрасли. Нью-Йорк, штат Нью-Йорк: Книжная компания McGraw-Hill. 374 стр. особ. Глава III: Стоимость единицы продукции и расценки на машины, 45–69 стр.
Мията, Э.С., 1980: Определение постоянных и эксплуатационных затрат на лесозаготовительное оборудование. Лесная служба Министерства сельского хозяйства США, генеральный техник. Представитель NC-55, Северная центральная экспериментальная станция, Сент-Пол, Миннесота.
Спинелли, Р., Маганьотти, Н., Пикки, Г., 2011: Ежегодное использование, экономический срок службы и остаточная стоимость сортиментных лесозаготовительных машин. J Для эконом.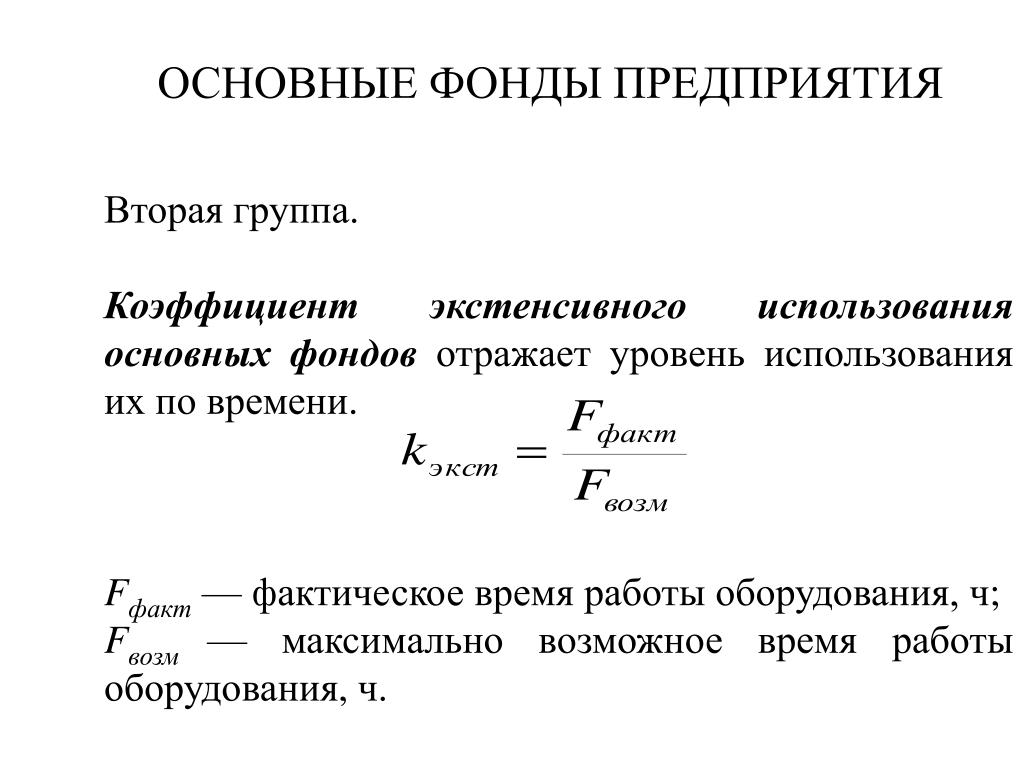 17(4): 378–387. https://doi.org/10.1016/j.jfe.2011.03.003
17(4): 378–387. https://doi.org/10.1016/j.jfe.2011.03.003
Сандберг, У., Сванквист, Н., 1987: Расход топлива как экономический показатель механизации. Скандинавский Дж. Фор. Рез. 1(2): 389–398. https://doi.org/10.1080/02827588709382477
Triplat, M., Krajnc, N., 2020: Оценка затрат на лесозаготовительные системы с использованием веб-инструмента WoodChainManager. хорват. Дж. за. англ. 41(1): 49–57. https://doi.org/10.5552/crojfe.2020.583
Уоррен, Дж., 1977 г.: анализ затрат на лесозаготовки, краткий курс лесозаготовок. Заготовка древесины Представитель 4. Центр лесозаготовок и лесного хозяйства LSU/MSU, залив Сент-Луис, штат Массачусетс.
Ву, Дж., Перри, Г.М., 2004: Оценка амортизации сельскохозяйственного оборудования: какая функциональная форма лучше? Американский журнал экономики сельского хозяйства 86 (2): 483–491. https://doi.org/10.1111/j.0092-5853.2004.00593.x
Замора-Кристалес, Р., Сешнс, Дж., Бостон, К., Мерфи, Г., 2015: Экономическая оптимизация лесной биомассы обработка и транспортировка в Тихоокеанском Северо-Западе США. Лесная наука 61 (2): 220–234. https://doi.org/10.5849/forsci.13-158
Лесная наука 61 (2): 220–234. https://doi.org/10.5849/forsci.13-158
Замора-Кристалес, Р., Сешнс, Дж., Мерфи, Г., Бостон, К., 2013 г.: Экономические последствия вмешательства грузовиков и машин в операции по восстановлению лесной биомассы на пересеченной местности. Журнал лесных товаров 63 (56): 162–173. https://doi.org/10.13073/FPJ-D-13-00031
© Авторы, 2021 г. Представлено для возможной публикации в открытом доступе в соответствии с положениями и условиями лицензии Creative Commons Attribution (CC BY)
(http://creativecommons.org/licenses/by/4.0/).
Адреса авторов:
Проф. Джон Сессионс, PhD
E-mail: [email protected]
Орегонский государственный университет
Колледж лесного хозяйства
Corvallis или 97331-5704
USA
Michare Berry Berr , PhD *
e-mail: [email protected]
University of the Sunshine Coast
90 Sippy Downs Dr. электронная почта: [email protected]
Университет Северной Аризоны
Институт экологического восстановления
Флагстафф AZ 86011
USA
* ПРИБОРНЫЙ Автор
Улучшение использования оборудования
Что такое использование оборудования?
Использование оборудования — это количество времени, в течение которого используется часть оборудования, машины или актива.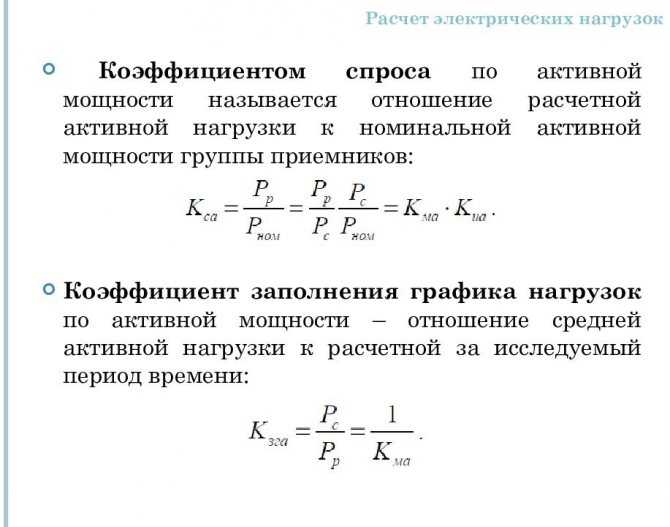 На основе рассчитанного коэффициента использования предприятия могут лучше понять, как лучше всего использовать свое оборудование, и принимать более обоснованные решения о сроках проекта, инвентаре или аренде оборудования.
На основе рассчитанного коэффициента использования предприятия могут лучше понять, как лучше всего использовать свое оборудование, и принимать более обоснованные решения о сроках проекта, инвентаре или аренде оборудования.
Как телематика может помочь вам отслеживать использование вашего оборудования
Телематическое решение, которое обеспечивает отслеживание оборудования GPS в режиме реального времени и данные об использовании, может повысить прозрачность ваших сквозных операций. Это может помочь вашим компаниям отслеживать использование в режиме реального времени и принимать обоснованные решения на основе данных без необходимости ручного отслеживания.
Samsara — это комплексное решение для мониторинга оборудования, сочетающее в себе возможности IoT Asset Gateways и облачные инструменты отчетности, помогающие отслеживать использование оборудования. С Samsara для отслеживания оборудования вы можете получить удаленный доступ в режиме реального времени к диагностике двигателя и аналитическим данным из автоматических отчетов для всего, от неэлектрических активов до строительного оборудования. Это не только повышает наглядность использования оборудования, но и помогает сэкономить время на поиске оборудования, предотвратить несанкционированное использование и сократить время реагирования технического персонала.
Это не только повышает наглядность использования оборудования, но и помогает сэкономить время на поиске оборудования, предотвратить несанкционированное использование и сократить время реагирования технического персонала.
Какие показатели следует измерить, чтобы понять степень использования вашего оборудования?
Выбор правильного типа данных об использовании может иметь большое значение для результатов вашего анализа. Для начала вам нужно будет рассмотреть тип оборудования, местоположение активов и диапазон дат. Эта информация позволит вам получить точное представление об использовании активов в течение определенного периода времени.
Преимущества повышения эффективности использования оборудования в вашем бизнесе
Оптимизация с уверенностью
Данные об использовании имеют решающее значение для балансировки вашего оборудования и принятия обоснованных решений о ваших капиталовложениях.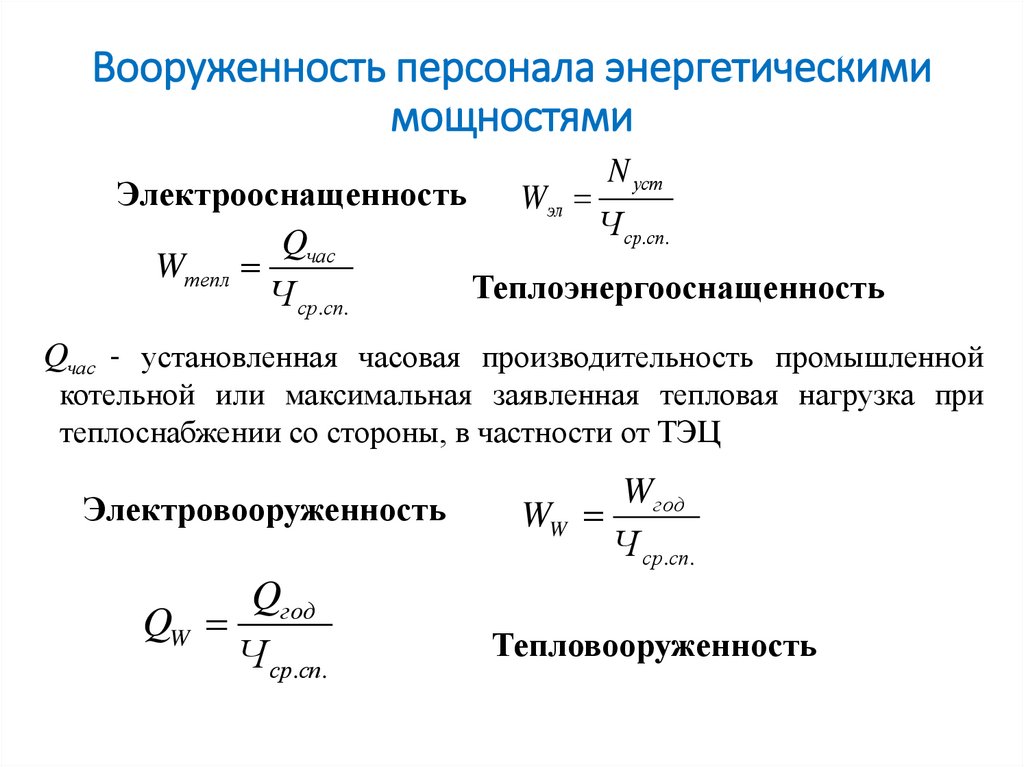 Имея слишком много дорогостоящих активов или оборудования с питанием, вы рискуете понести ненужные накладные расходы. Если их слишком мало, вы можете ограничить рост своей компании. Достижение максимальной эффективности с вашими активами гарантирует, что вы настроены на развитие вашего бизнеса при максимальном времени безотказной работы оборудования.
Имея слишком много дорогостоящих активов или оборудования с питанием, вы рискуете понести ненужные накладные расходы. Если их слишком мало, вы можете ограничить рост своей компании. Достижение максимальной эффективности с вашими активами гарантирует, что вы настроены на развитие вашего бизнеса при максимальном времени безотказной работы оборудования.
Более эффективное размещение оборудования
Активно отчитываясь и отслеживая использование, вы можете улучшить свою деятельность за счет более эффективного распределения активов. Например, если вы управляете многорегиональным бизнесом, вы можете заметить, что северо-восточное оборудование работает с еженедельной загрузкой 40% зимой, а юго-западная группа — с еженедельной загрузкой 95%. Вместо того, чтобы просто покупать больше оборудования для юго-западного региона, чтобы удовлетворить растущий спрос, вы можете перераспределять ресурсы из малоиспользуемой северо-восточной группы до тех пор, пока спрос не выровняется.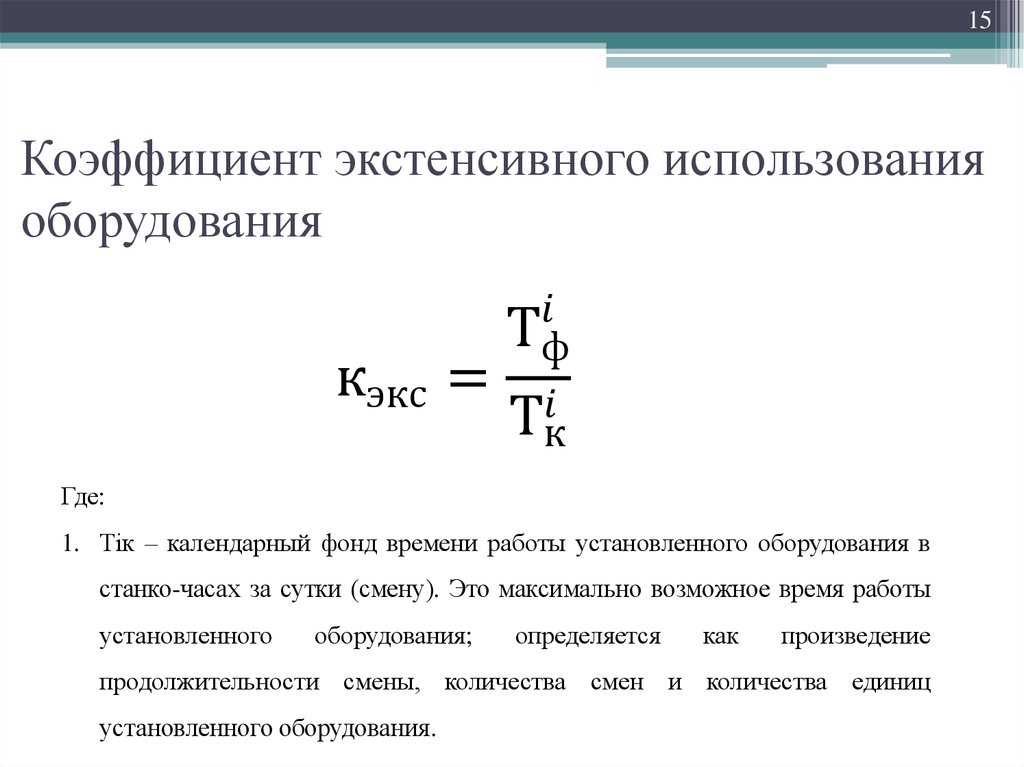
Чтобы определить эти расчеты и принять это решение, вам нужен доступ к точным данным в режиме реального времени. С помощью отчета Samsara Utilization Report вы можете автоматически собирать эту информацию вместо того, чтобы вручную отслеживать данные для десятков, сотен или даже тысяч активов или единиц оборудования. Если вам нужны подробные данные об использовании, вы также можете экспортировать необработанные данные из отчета и манипулировать ими в соответствии с потребностями вашего бизнеса. Используя Samsara, ваша команда может не только сэкономить время, потерянное при ручном вводе данных, но и обеспечить сбор данных, критически важных для вашей деятельности.
Как использовать данные об использовании оборудования для оптимизации работы с Samsara
Оборудование может быть дорогим в владении и управлении, особенно с учетом затрат на страхование, хранение и техническое обслуживание. Хотя эти расходы в идеале компенсируются входящим бизнесом, что происходит, когда расходы на оборудование перевешивают деньги, которые оно приносит компании?
Хотя эти расходы в идеале компенсируются входящим бизнесом, что происходит, когда расходы на оборудование перевешивают деньги, которые оно приносит компании?
Чтобы убедиться, что ваш бизнес имеет правильный набор оборудования, важно понимать коэффициент использования вашего оборудования. Как правило, это можно сделать, определив пороговое значение пробега в милях или отработанных часах и определив, попадает ли единица оборудования выше или ниже этого числа. Но проблема с этими пороговыми значениями заключается в том, что они не всегда дают точную картину использования. Рассмотрение только использованных часов не всегда будет достаточным дополнительным контекстом, необходимым для принятия действенных решений, которые помогут вашему бизнесу.
Но с помощью Мониторинга оборудования Samsara вы можете увидеть, насколько каждая единица оборудования соответствует своему потенциалу. Чтобы помочь автопаркам детализировать эту информацию, отчет об использовании Samsara может помочь вам понять использование, сегментируя оборудование по типу, местоположению и дате использования. Эта информация поможет вам рассчитать использование этих активов в течение этого периода. Это может помочь автопаркам оптимизировать свои операции и увеличить свои доходы за счет перераспределения недостаточно используемого оборудования в области с более высоким спросом. Эти дополнительные контекстные данные также могут помочь клиентам легче действовать на основе данных, которые могут помочь оптимизировать их операции.
Эта информация поможет вам рассчитать использование этих активов в течение этого периода. Это может помочь автопаркам оптимизировать свои операции и увеличить свои доходы за счет перераспределения недостаточно используемого оборудования в области с более высоким спросом. Эти дополнительные контекстные данные также могут помочь клиентам легче действовать на основе данных, которые могут помочь оптимизировать их операции.
Для еще более внимательного изучения вы также можете использовать теги Samsara для обозначения различных типов активов (например, различных типов строительного оборудования), чтобы вы могли сравнить использование различных подмножеств вашего парка. Вы также можете использовать теги, чтобы различать активы по местоположению, чтобы сразу увидеть, насколько эффективны или неэффективны различные географические области бизнеса.
Как ACV Enviro использует Samsara для повышения эффективности использования оборудования
Before Samsara, ACV Enviro отслеживал их запасы самосвалов с выдвижным механизмом, световых мачт и другого имущества на бумаге и в электронных таблицах. Когда активы были потеряны или потеряны, им приходилось арендовать дополнительные активы для создания новых рабочих мест, что увеличивало значительные расходы для бизнеса. Кроме того, компании ACV Enviro не хватало информации об использовании оборудования, производительности оборудования и общей эффективности оборудования, что затрудняло составление бюджета и планирование закупок. Это также сделало время простоя оборудования более непредсказуемым, неопределенность, которая могла сделать незапланированное техническое обслуживание более распространенным явлением.
Когда активы были потеряны или потеряны, им приходилось арендовать дополнительные активы для создания новых рабочих мест, что увеличивало значительные расходы для бизнеса. Кроме того, компании ACV Enviro не хватало информации об использовании оборудования, производительности оборудования и общей эффективности оборудования, что затрудняло составление бюджета и планирование закупок. Это также сделало время простоя оборудования более непредсказуемым, неопределенность, которая могла сделать незапланированное техническое обслуживание более распространенным явлением.
Чтобы исправить ситуацию, компания ACV Enviro установила Samsara Asset Gateways на все свое более чем 1000 единиц оборудования. Используя отчет Samsara Time on Site Report и геозоны , они теперь могут точно отслеживать, где и как долго оборудование находилось на рабочей площадке. Используя предварительно созданные отчеты об использовании, они также могут принимать обоснованные решения о бюджете для покупки нового оборудования.
ACV Enviro сократила расходы за счет уменьшения зависимости от аренды, более точного выставления счетов клиентам за время, проведенное на объекте, и анализа коэффициента использования их активов.
Измерьте использование оборудования с помощью Samsara сегодня
Независимо от того, хотите ли вы немедленно обновлять ассортимент оборудования, перераспределять оборудование в режиме реального времени в зависимости от использования или просто лучше понимать свои повседневные операции, Samsara всегда готова помочь. С помощью инструментов, которые помогут вам понять, где находится ваше оборудование и как оно используется, Samsara может предоставить вам данные и идеи, необходимые для повышения эффективности.
Инструменты для утилизации Samsara являются частью наших полных сетевых операционных платформы которым доверяют 20 000 клиентов. Чтобы узнать больше о том, как Samsara может помочь вашему бизнесу лучше понять использование оборудования, получите бесплатную пробную версию сегодня.
Коэффициент использования емкости Определение
Что такое коэффициент использования емкости?
Коэффициент использования производственных мощностей измеряет процент потенциальной продукции организации, которая фактически реализуется. Коэффициент использования производственных мощностей компании или национальной экономики может быть измерен, чтобы дать представление о том, насколько хорошо она реализует свой потенциал.
Формула для нахождения скорости:
(фактическая производительность / потенциальная производительность) x 100 = коэффициент использования мощностей
Число ниже 100% указывает на то, что организация производит не в полную силу.
- Расчет коэффициента использования производственных мощностей точно определяет, в какой степени организация полностью реализует свой производственный потенциал.
- Руководители предприятий могут использовать ставку, чтобы решить, насколько можно увеличить производство без затрат на новое оборудование.

- Экономисты страны используют его для отслеживания того, как работают отрасли в текущей экономической ситуации. Фискальная и денежно-кредитная политика может быть скорректирована на основе числа.
- Загрузка производственных мощностей наиболее актуальна для отраслей, которые производят физические продукты, а не услуги.
- В США Федеральная резервная система отслеживает коэффициенты использования мощностей в 89 отраслях горнодобывающей промышленности, производства и коммунальных услуг.
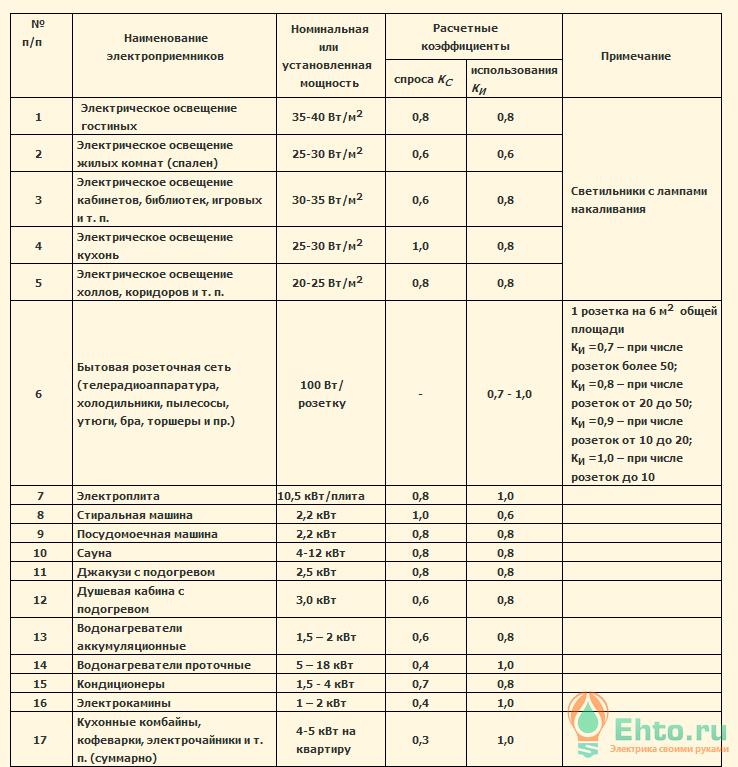
Понимание коэффициента использования емкости
Коэффициент использования мощностей является ключевым показателем для бизнеса или национальной экономики. Он указывает на слабину в организации в данный момент времени.
Компания, имеющая коэффициент использования менее 100%, может, по крайней мере теоретически, увеличить производство, не неся дополнительных дорогостоящих накладных расходов, связанных с приобретением нового оборудования или имущества.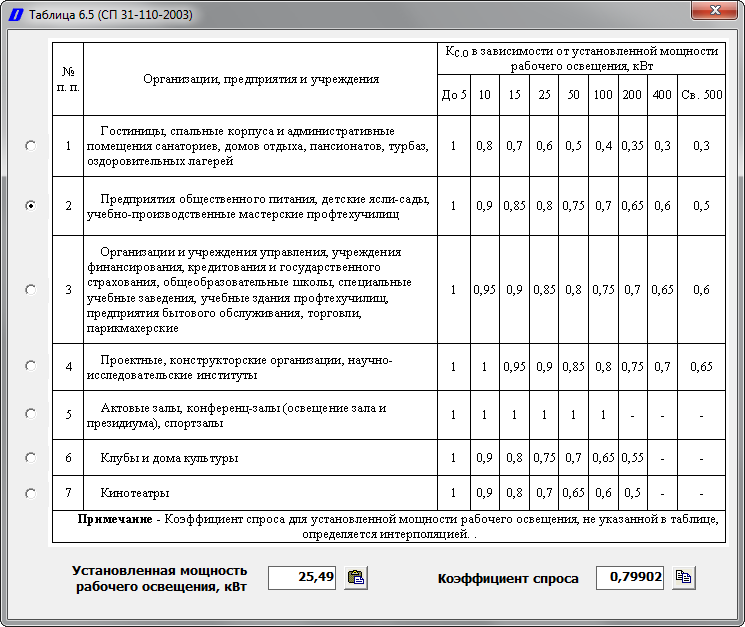
Национальная экономика с коэффициентом ниже 100 % может определить области, в которых уровень производства может быть увеличен без значительных затрат или сбоев.
Концепция использования производственных мощностей лучше всего применяется к производству физических товаров, которые легче поддаются количественной оценке.
Коэффициенты использования корпоративных мощностей
Коэффициент использования производственных мощностей используется компаниями для оценки их текущей операционной эффективности.
Он также дает представление о структуре затрат бизнеса в краткосрочной или долгосрочной перспективе, поскольку его можно использовать для определения точки, в которой затраты на единицу продукции будут расти по мере увеличения производства.
Представьте, например, что компания XYZ в настоящее время производит 10 000 виджетов по цене 0,50 доллара США за единицу. Он определяет, что он может производить до 15 000 виджетов без повышения затрат выше 0,50 доллара за единицу.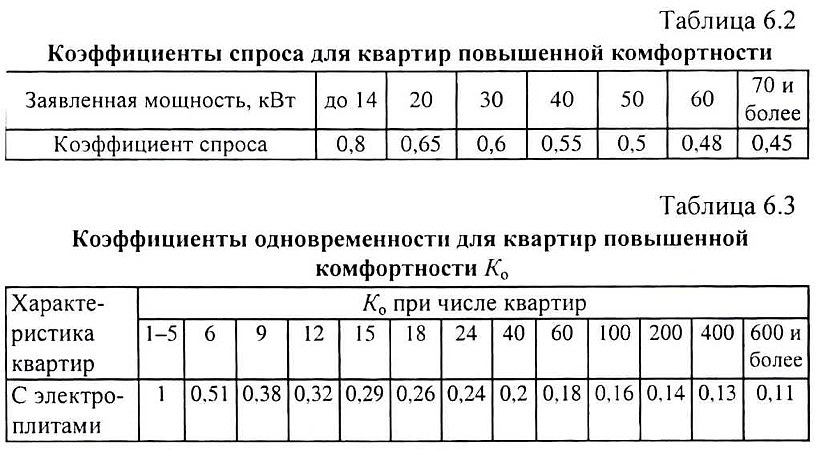 Таким образом, компания работает с коэффициентом использования мощностей 67% (10 000/15 000).
Таким образом, компания работает с коэффициентом использования мощностей 67% (10 000/15 000).
В этом случае руководители компании могут сделать вывод, что они могут безопасно увеличить производство до 15 000 без вложений в дополнительное оборудование.
Коэффициенты использования мощностей для экономики США публикуются Федеральной резервной системой с 1960-е годы. Самый глубокий его спад произошел в 2009 году, когда загрузка мощностей упала до 66,7%. В четвертом квартале 2020 года он был на уровне 73,4%.
Исторические коэффициенты использования мощностей
Федеральная резервная система собирает и публикует данные об использовании производственных мощностей в экономике США.
Фактически, ФРС рассчитывает коэффициенты использования мощностей для 89 подотраслей промышленности, в том числе 71 в обрабатывающей промышленности, 16 в горнодобывающей промышленности и две в газовой и электроэнергетике.
В четвертом квартале 2020 года, в разгар эпидемии COVID-19пандемии ФРС рассчитала пересмотренный коэффициент использования мощностей для всей промышленности США на уровне 73,4%.
Использование мощностей и бизнес-цикл
Общая загрузка мощностей колеблется в зависимости от бизнес-цикла.
Компании корректируют объемы производства в ответ на изменения спроса. Спрос резко падает во время рецессии, поскольку растет безработица, падает заработная плата, снижается доверие потребителей и снижаются инвестиции в бизнес.
ФРС публикует данные об использовании производственных мощностей с 1960-х годов, охватывающих ряд экономических циклов. Рекордно высокие уровни, приближающиеся к 90%, были достигнуты в конце 1960-х и начале 1970-х годов. Наиболее глубокие спады произошли в 1982 и 2009 годах, когда загрузка мощностей упала до 70,9% и 66,7% соответственно.
Цифры ФРС публикуются ежемесячно в середине месяца за предыдущий месяц, но позже могут быть пересмотрены.
Последствия низкой загрузки мощностей
Низкая загрузка производственных мощностей вызывает озабоченность у лиц, определяющих фискальную и денежно-кредитную политику. В 2015 и 2016 годах несколько европейских стран, в том числе Франция и Испания, боролись с последствиями низкой загрузки производственных мощностей.
В 2015 и 2016 годах несколько европейских стран, в том числе Франция и Испания, боролись с последствиями низкой загрузки производственных мощностей.
Несмотря на денежно-кредитное стимулирование, приведшее к исторически низким процентным ставкам, инфляция оставалась ниже целевых уровней в течение продолжительных периодов, и нависла угроза дефляции.
Низкая загрузка производственных мощностей и высокий уровень безработицы привели к такому ослаблению экономики этих стран, что цены медленно реагировали на меры стимулирования. При таком большом избытке производственных мощностей повышение активности продукта не требовало значительных капиталовложений.
Коэффициент использования емкости Часто задаваемые вопросы
Вот ответы на некоторые часто задаваемые вопросы о коэффициенте использования емкости.
Как измеряется использование емкости?
Формула для расчета ставки:
(фактическая производительность / потенциальная производительность) x 100 = коэффициент использования мощностей
Число менее 100% указывает на то, до какой степени производство может быть увеличено без дополнительных инвестиций. То есть стоимость за единицу будет такой же.
То есть стоимость за единицу будет такой же.
Как бизнес увеличивает загрузку мощностей?
Предприятие может принять решение не увеличивать коэффициент использования производственных мощностей.
Предприятия реагируют на текущий деловой цикл. Если спрос на их продукцию будет низким, они сократят производство. В результате коэффициент использования их мощностей снизится.
Но во времена, когда спрос высок, коэффициент использования производственных мощностей сообщает им, насколько они могут увеличить производство без дополнительных затрат на единицу продукции.
Что такое хороший коэффициент использования емкости?
В идеале 100 % — это идеальный показатель коэффициента использования ресурсов организации.
Однако компания не хотела бы поддерживать производство на уровне 100% в течение длительного времени. Он хотел бы расширить свои производственные мощности, чтобы увеличить свои доходы. Это повредит ее идеальному показателю коэффициента использования, но улучшит перспективы компании в долгосрочной перспективе.
Увеличиваются ли инвестиции при высоком коэффициенте использования мощностей?
Инвестиции должны увеличиваться, когда коэффициент использования мощностей высок. Это указывает на то, что организация производит столько, сколько может, исходя из имеющихся у нее ресурсов. Если ее лидеры не предвидят увеличения спроса в будущем и не инвестируют соответствующие средства, ее конкуренты заполнят этот пробел.
Что такое загрузка производственных мощностей?
Загрузка производственных мощностей — несколько более узкий термин, чем загрузка производственных мощностей.
Коэффициент использования производственных мощностей наиболее актуален для производственных предприятий. Основная часть их затрат приходится на сборочную линию. Но у них есть и другие расходы, такие как хранение и доставка. Все эти затраты учитываются при определении коэффициента использования производственных мощностей производителя.
Тем не менее, ключевым фактором является загрузка производственных мощностей.