
Сварка нержавейки аргоном – правила проведения работ
Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном.
Широкое применение нержавеющих сталей объясняется их хорошей устойчивостью к коррозии, достигнутой специальным легированием. Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном. Рассмотрим тонкости такой технологии, ее преимущества и недостатки, а также оборудование и материалы для этого процесса.
Особенности нержавейки при сварке
В состав нержавеющих сталей входит до 20% хрома, кроме него добавляют никель, марганец, молибден и другие компоненты, которые придают им хорошие эксплуатационные качества. Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
- В отличие от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т.

Поэтому важно: При проведении аргонодуговой сварки нержавейки необходимо уменьшать величину сварочного тока на 20% по сравнению с током при сварке других сталей.
- Другой особенностью нержавеющей стали является высокий коэффициент линейного расширения. Он дает большую усадку при нагреве. Поэтому при выполнении работ соединяемые детали могут деформироваться и появляются трещины. Чтобы избежать таких последствий, нужно соблюдать правило:
Зазор при соединении частей сваркой должен быть достаточно большим, чтобы обеспечить предотвращение деформации и последующее растрескивание.
- Эти стали обладают высоким сопротивлением при пропускании через них тока. Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.

Электроды с большим сопротивлением лучше использовать для сварки небольших соединений нержавейки, чтобы они не успели перегреться. При большой длине шва лучше выбирать электроды длиной около 35 см.
Особенности нержавеющей стали требуют при проведении сварочных работ соблюдения правильного температурного режима, чтобы она не потеряла антикоррозионных свойств. Объясняется это тем, что при нагреве нержавейки до температур выше 500оС во время проведения работ структура сплава меняется с образованием на границе зерен карбидов (в основном железа и хрома), это приводит к коррозии металла. Чтобы предотвратить этот процесс, технология сварки нержавейки предполагает защиту металла аргоном. Для хромо-никелевых сплавов применяют также быстрое охлаждение зоны шва.
Правила и этапы проведения сварочных работ
Перед проведением работ соединяемые концы деталей тщательно зачищают. Для этого используют щетку с металлической щетиной или проводят автоматическую шлифовку, а затем обезжиривают поверхность ацетоном или спиртом.
 Это обеспечивает стабильность дуги при работе и повышает качество соединения.
Это обеспечивает стабильность дуги при работе и повышает качество соединения.Сварочные работы проводят ручным способом с использованием электрода из вольфрама, который не плавится, или с помощью полуавтоматического аппарата. Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Ручная сварка неплавящимся электродом из вольфрама
- Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока.
- Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном.
- Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону.
- Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке.
- Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва.

- Для защиты шва с внутренней стороны ее также обдувают струей аргона.
- Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.
- После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.
Важно: Качество сварного соединения деталей из нержавейки в аргоне во многом зависит от правильно выбранной присадочной проволоки. Легирующие добавки в ее составе должны превышать их содержание в соединяемом металле.
Сварка с помощью полуавтомата
Использование полуавтомата для проведения сварочных работ значительно увеличивает скорость выполнения сварки и повышает качество шва.
Специфика работ полуавтоматом состоит в следующем:
- для соединения металлических конструкций должна использоваться проволока, содержащая никель;
- при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости;
- применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.
В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки.
Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Какое оборудование необходимо
Для проведения работ потребуется следующее оборудование для аргонодуговой сварки нержавеющей стали:
- Сварочный инвертор — его марка выбирается в зависимости от характеристик свариваемых изделий и объема работ.
 Лучше выбирать прибор, работающий на выпрямленном токе.
Лучше выбирать прибор, работающий на выпрямленном токе. - Осциллятор — для получения дуги при выполнении работ с использованием неплавящегося вольфрамового электрода.
- Горелка с токопроводящим узлом, включающая неплавящийся электрод и форсунку для подачи газа.
- Баллон с аргоном или его смесью с другим инертным газом, находящимся под большим давлением.
- Неплавящиеся электроды. Для коррозионно-стойких сталей сегодня есть огромный ассортимент этих изделий. Выбирать стоит, ориентируясь на сплавляемые материалы и характеристики шва.
- Присадочная проволока, выбор которой целиком зависит от марки свариваемых сплавов;
- Защитная маска, роба, рукавицы, а также металлическая щетка и обезжиривающая жидкость.
Плюсы и минусы такого способа
Сварка нержавейки аргоном имеет немало преимуществ, которые обеспечены ее технологией:
- При защите свариваемого шва аргоном исключается действие на расплав воздуха, негативно влияющего на горячий металл. Это дает возможность получить прочный ровный шов с равномерным проплавом по глубине.
- Металл, обладающий низкой теплопроводностью, нагревается мало. Исключение составляет только небольшая область шва. Кроме трудностей при выполнении сварки (боязнь прожога), это является и положительным фактором, т. к. дает возможность соединять детали, имеющие сложную конструкцию, без изменения их формы.
- Сварочная работа проводится быстро, благодаря высокой температуре дуги.
Не обходится эта технология и без недостатков. К ним относится:
Необходимость в достаточно сложном оборудовании, которое требует точности настройки, а также определенные навыки и знание тонкостей процесса.
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока.
 При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
Если у Вас есть опыт работы по сварке изделий из нержавейки в аргоне, то Вы можете поделиться им в комментариях к этой статье.
Сварка аргоном труб из нержавейки и легированных металлов
Автор admin На чтение 3 мин. Просмотров 909 Опубликовано
Обычная сварка дуговым способом хорошо подходит для черных и обычных металлов. С ростом использования высоколегированных металлов возникла потребность их сварки. Но обычный электрод не справляется с нержавейкой, сплавами алюминия и другими сложными металлами. Во время процесса сварки такие металлы быстро окисляются на открытом воздухе.
Кислород проникает внутрь металла, создавая поры, которые делают сварной шов некачественным. Для решения проблемы был придумана сварка аргоном труб, металлоконструкций и других деталей. Аргон в этом случае выполняет роль защитной среды, которая окружает место сварки, мешая кислороду вступать в реакцию с металлом.
Аргон в этом случае выполняет роль защитной среды, которая окружает место сварки, мешая кислороду вступать в реакцию с металлом.
Для защитной оболочки вокруг вольфрамового электрода может использоваться не только аргон, подойдет любой инертный газ – гелий, смесь углерода с кислородом, смеси аргона. Обычно для ручной сварки выбирают очищенный гелий, а для работы в автоматическом режиме – комбинация аргона с гелием. Сварка нержавеющих труб аргоном начинается с обычной фиксации свариваемых деталей.
Их закрепляют с помощью механических приспособлений под названием тиски или кондукторы. Сила сжатия выверяется по нормативам и составляет для труб толщиной не больше 4 мм примерно 1,2 кН, при меньшей толщине – 0,3 кН. Не случайно речь зашла о креплении труб, аргонно-дуговая сварка очень тонкий процесс, при котором качество шва может зависеть от малейшего движения деталей.
Технология аргонной сварки труб
При ручном способе варить трубы нужно справа налево. Движения горелкой производятся под углом 75-80 градусов к поверхности свариваемых деталей. Идеальная позиция, когда горелка направлена в противоположную сторону движения сварки. В сварочную ванну нужно подавать пруток присадки под углом 90 градусов относительно мундштука горелки. При этом пруток не должен очень близко располагаться к дуге, потому что частицы металла попадут в сварной шов.
Движения горелкой производятся под углом 75-80 градусов к поверхности свариваемых деталей. Идеальная позиция, когда горелка направлена в противоположную сторону движения сварки. В сварочную ванну нужно подавать пруток присадки под углом 90 градусов относительно мундштука горелки. При этом пруток не должен очень близко располагаться к дуге, потому что частицы металла попадут в сварной шов.
Кроме ручного способа давно взят на вооружение автоматический способ. В промышленности требуется сваривать множество шаблонных деталей, например, металлоконструкции судов. Аргонная сварка труб из легированных металлов заключается в том, что деталь в специальном механизме движется вокруг своей оси, а головка с аргоном производит сварку. Для фиксации в автоматическом режиме используют специальные скобы. По размеру станки для сварки приспособлены для труб диаметром до 200 мм.
Аргонная сварка создана преимущественно для нержавеющих и высоколегированных сталей. Один из них – алюминий. Когда сваривается алюминиевая деталь, то вследствие активности металла, сварной шов быстро окисляется на воздухе. Кислород создает в шве поры и шлак. Чтобы избежать некачественных швов применяют защиту из инертных газов.
Кислород создает в шве поры и шлак. Чтобы избежать некачественных швов применяют защиту из инертных газов.
Особое внимание стоит уделить подготовке кромок металла перед сваркой. Они должны быть очищены от жира, так как он снижает стабильность электрической дуги.
Проверка качества швов
С помощью сварки делают ответственные соединения, которые должны обязательно подвергаться контролю качества. Самый простой способ – визуальный осмотр. По внешнему осмотру сразу можно понять есть ли в сварном шве поры и шлак. Следующий этап – исследование с помощью рентгена.
После просвета гамма-лучами определяют структуру шва, находят слабые места, проявляющиеся в виде темных пятен на снимке. Другой способ проверки выполняется при помощи магнитографической аппаратуры. Магнитное поле в неоднородном материале показывает полости и поры в виде специфических отпечатков.
Как настроить аргон для сварки нержавейки
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.

В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло. Это вызывает перегрев металла, так как недостаточен отвод температуры с места горения дуги, что часто заканчивается прожогом.
 Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами.
Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами. - Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть. Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
- Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Достоинства и недостатки сварки нержавеющей стали аргоном
К достоинствам метода относят:
- качественный, ровный и эстетично выглядящий шов;
- соединение материалов, невозможное другими способами;
- высокая скорость, благодаря применению высокотемпературной электрической дуги.
Изделия из цветных металлов можно сваривать и без присадочной проволоки.
- необходимость в сложном оборудовании, что подразумевает высокую себестоимость работ;
- особые требования к квалификации сварщика.

Источник
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: 06X21H7БТ 06X19Н9Т 01X18Н10 01Х19Н9 | С<0,08 Si 0,8Mn 1,7 Cr 20,0Ni 10,0 Nb 0,6 | Предел текучести 440 МПа Предел прочности 640 МПа Удлинение 37% KSV +20° C 110 Дж -60° C 80 Дж |
OK Autrod 308LSi (OK Autrod 16.12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т. п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). | ER 308LSi / AWS A 5.9 G 19 9 L Si / EN 12072 Аналог проволок: 06X19H9T 01X18h20 01X19H9 | С<0,03 Si 0,8 Mn 1,7 Cr 20,0Ni 10,0 | Предел текучести 370 МПа Предел прочности 620 МПа Удлинение 36% KSV+20° C 110 Дж -60° C 80 Дж -196° C 60 Дж |
OK Autrod 318 Si (OK Autrod 16.31) Сварочная коррозионностойкая для аустенитных нержавеющих сталей (см. аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование:
Применяется в пищевой промышленности, нефтехиммашиностроении. Ток = (+). | G 1912 3 Nb Si / EN 12072 Аналог проволок: 08X19h20M3Б06X20h211M3TB | С<0,08 Si 0,8 Mn 1,7 Cr 19,0 Ni 12,5 Nb 0,6 Mo 2,7 | Предел текучести 460 МПа Предел прочности 615 МПа Удлинение 35% KSV +20° C 100 Дж -60° C 70 Дж |

Соединение тонкого металла
Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач:
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Сложности сварки нержавеющей стали
Чтобы в результате сварки получились прочные равномерные соединения, необходимо правильно выбирать режимы функционирования аппарата, подготавливать детали. Кроме того, рекомендуется предварительно изучить, какие в процессе работы могут возникнуть сложности:
Кроме того, рекомендуется предварительно изучить, какие в процессе работы могут возникнуть сложности:
- Теплопроводность нержавеющей стали в 2 раза ниже таковой у простого металла. Это способствует перегреву обрабатываемых участков из-за недостаточного отвода температуры. На швах из-за этого нередко появляются прожоги. При сварке нержавейки используют меньшую силу тока, чем при работе с низколегированными разновидностями материала.
- При нагревании металл сильно расширяется, что способствует выраженной усадке в процессе остывания. Шов на этапе кристаллизации может покрыться трещинами. Для снижения температурной деформации между деталями оставляют большое расстояние.
- Устойчивая к коррозии сталь имеет высокое сопротивление. Используемый при работе легированный электрод быстро перегревается. Длину такого элемента сокращают до минимума, что исключает излишнее повышение температуры.
- При нагреве свыше +500 ⁰C материал теряет свойства. При аргонодуговой сварке нержавеющей стали требуется быстрое охлаждение деталей.

Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
| 2 (. 078i n) | стыковой | 80-110 | 75-100 | 1.6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1. 6-2.4 6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
| 4 (. 16i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
Видео:
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
ВАЖНО ЗНАТЬ: Техника полуавтоматической сварки в среде углекислого газа
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Видео:
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| Марка | Тип | Материал стержня К | Коэффициент наплавки, r/a. чП | Применение |
| озл-8 | э-07 х20н9 | св-04 х19н9 | 12-14 | хромоникелевые стали, когда к шву не предъявляется жестких требований против межкристаллической коррозии |
| озл-3 | э-10х17 н13с4 | св-15х-18н12с-4тю | 11,5-12,5 | типа 15х18н12с4тю. Аналогично |
| зио-8 | э-10х25 н13г2 | св-07х-25н13 | 13,3 | конструкции и трубопроводы из двухслойных составов. Аналогично |
| уонии-13/нж | э-12х13 | in-luna_2012 | 10-12 | ответственные системы из хромистых 08х13, 12х13 |
| озл-22 | э-02х21 н10г2 | св-01х-18н10 | 12-14 | конструкции из х8н10 |
| озл-14а | э-04 х20н9 | св-01 х19н9 | 10-12 | хромоникелевые, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| озл-36 | э-04 х20н9 | св-01 х19н9 | 13-14 | Аналогично |
| озл-7 | э-08х20 н9г2б | св-01 х19н9 | 11,5-12 | Аналогично |
| цл-11 | э-08х20 н9г2б | св-07х19-н10б | 1-12 | хромоникелевые, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| цл-9 | э-10х25-н13г2б | св-07 х2513 | 10,5-11,5 | хромоникелевые со стороны легированного слоя двухслойных сталей. Аналогично |
| озл-20 | э-02х20-н14г2м2 | св-01х17-н14м2 | 12,5-14,5 | конструкции из 03х16н15м3, 03х17н14м2. Аналогично |
| ниат-1 | э-08х17 н8м2 | св-04 х19н9 | 10-11 | сварка конструкций из хромоникелевых и хромоникелемолибденовых; наиболее пригодны для сварки тонколистового металла |
| эа-400/10у | э-07х19-н11м3г2 | св-01х19-н11м3 | 12 | соединение корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350° с |
| ха-400/10t | э-07х19-н11м3г2 | св-01х19-н11м3 | 14,5 | Аналогично |
Сварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их.
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| Лист, мм | Проволока, мм | Сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Видео:
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
ВАЖНО ЗНАТЬ: Определение и виды сварки
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Видео:
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
TIG
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Подготовительные работы
Сварка тонкой нержавейки аргоном требует специальной подготовки для получения качественного конечного результата. Есть несколько видов сварки нержавеющей стали. Сегодня наиболее популярными и востребованными считаются:
- применение в работе покрытых электродов;
- использование вольфрамового электрода;
- сварка аргоном тонкого металла в режиме «полуавтомат» с использованием специальной нержавеющей проволоки.
Каждый из этих способов имеет свои особенности и нюансы. Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Аргонная сварка нержавейки
Вопросы, рассмотренные в материале:
- В чем особенности и плюсы аргонной сварки нержавейки
- Как подготовить материалы к аргонной сварке
- Как проводится аргонная сварка неплавящимся электродом из вольфрама
- Что собой представляет аргонная сварка нержавейки полуавтоматом
- Что важно учитывать при аргонной сварке нержавейки
Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварка нержавеющих труб
Основным технологическим процессом каждого производства изделий из метала, является сварочный процесс. Сварка нержавеющих труб – это процесс более сложный, чем сварка обычной углеродной стали. Физические свойства нержавейки отличаются от стали обычной, что и делает процесс сварки труднее. Правильная технология сварки нержавеющих труб гарантирует высокое качество сварного соединения.
Технология орбитальной сварки
Такой вид сварки являет собой автоматическую сварку труб, во время которой происходит движение электрода и подача защитного газа по заранее настроенной программе без вмешательства людей. Орбитальная сварка нержавеющих труб применяется во время монтажа трубопроводов разной промышленности (пищевой, биотехнологической, фармацевтической и другие) и в том числе для трубопроводов очищенной воды, водных растворов, молочных продуктов и так далее. Согласно с требованиями нормативных международных актов для промышленных хозяйств, орбитальная сварка обязательно нужна тогда, когда трубы вступают в связь с продуктами.
Достоинства орбитальной сварки:
— допустимость применения выносного специального механизма подачи проволоки ПДГО-511 с кассетой, у которой диаметр 300 миллиметров и весом в 15 килограмм;
— размер диаметров свариваемых труб от 406 до 2540 миллиметров, расстояние до стыка до края пояса составляет 51 мм, ширина направляющего пояса будет в 120мм, а рабочая скорость перемещения головки — от 0,2 и до 1,52 м/мин;
— проводится программирование со специального программатора;
— температурные показатели сварки от — 30°С до +60°С.
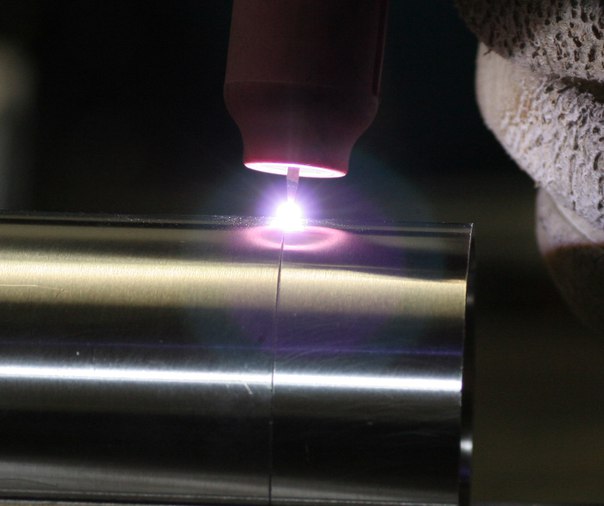
Особенности и применение аргоновой сварки нержавейки
Такой метод работы — это процесс дуговой сварки нержавеющего метала аргоном, который является инертным газом и не состоит в химической реакции с расплавленным металлом и иными газами в области горения трубы. Возможна сварка нержавеющих туб аргоном плавящимися, или же неплавящимися вольфрамовыми электродами.
Неплавящийся вольфрамовый электрод — это основа аргоновой сварки. Вольфрам признан самым тугоплавким металлом. По кругу электрода размещается сопло, из которого при сварке дует аргон, защищая место сварки от проникновения воздуха.
Сварка нержавеющего метала плавящимся электродом, производится на постоянном токе обратной полярности с использованием режима, обеспечивающим струйный перенос электродного металла. В случаях, когда нужно получить постоянность горения дуги аргоновая сварка нержавеющего металла производится с использованием кислорода или же углекислого газа.
Такая смесь с аргоном влияет на снижение возможного образования пор из-за водорода, возникновение которых может быть во время сварки плавящимся электродом.
Как подготовить металл к сварке
Приготовление кромок деталей из нержавейки, практически не имеет отличий, от подготовки деталей из сталей низкоуглеродистых, кроме одного момента — сварной стык должен иметь зазор для свободной усадки шва.
Перед началом сварочных работ, поверхность кромок очищают стальной щеткой до блеска, а потом промывают растворителем. Такая процедура делается для того, чтобы удалить жир, который вызывает возникновение пор в шве и в итоге снижается устойчивость дуги.
Инструкция по сварке нержавеющих труб своими руками: особенности процесса
Нержавеющая сталь – отличный материал, не только по внутренним качествам, но и по внешним. Именно это обеспечило ему такую высокую популярность. Да, нержавейка стоит дороже, однако, с учетом ее характеристик, стоимость не является преградой на пути широко использования, например, нержавеющих труб, о которых снято так много видео.
Нержавеющие трубы
Такие изделия очень часто приходится соединять между собой, и для этого чаще всего применяется сварка. От качества ее исполнения будут зависеть эксплуатационные свойства изделий. И тут нужно понимать, если выполнять сварку своими руками, что соединение нержавеющих труб отличается от соединения изделий из стали углеродистого типа.
Отличия касаются невысокой теплопроводности (на 70 процентов ниже), низкой температуры плавления (на 100 градусов ниже) и высокого электросопротивления (примерно в 6 раз больше).
Из всех возможных способов сварки для выполнения соединения труб из нержавеющей стали используются такие:
- Лазерная;
- Точечная;
- Импульсная дуговая. Происходит в среде инертного газа плавящимся электродом;
- Электродуговая. При толщине стенок более 1 см выполняется под флюсом;
- Плазменная. Толщина металла не имеет значения;
- Ручная дуговая. Толщина изделия может начинаться с 1,5 мм. Для сварки нержавеющей стали используется вольфрамовый электрод в инертном газе.
Любая из представленных технологий позволяет получить качественное соединение. Однако выбор зависит от условий применения, вида изделий и так далее.
Технология сварки нержавеющей труб
Технология и особенности
Как и при сварке углеродистых сталей, нержавеющие также нужно подготавливать, механически обрабатывая кромки. Можно использовать газофлюсовую резку или сжатую дугу. Также кромки необходимо обезжирить.
Учитывая зачастую необходимость получения качественного «товарного» шва, область основного металла возле шва следует закрыть защитным покрытием. А иначе брызги расплавленного металла попадут на поверхность.
Каждый способ плавлением может применяться для соединения таких деталей, однако имеет определенные особенности, как уже отмечалось выше.
Ручная дуговая сварка
Ручная дуговая сварка подразумевает создание нужного химсостава металла шва. Поэтому покрытие электрода может корректироваться (его состав), чтобы получить нужное количество феррита в шве. А это предупредить образование горячих трещин, а также достигается высокая коррозийная стойкость.
Еще следует применять специальную технику для снижения угара легирующих элементов. Например, поддержка короткой дуги, не выполняя поперечные колебания электрода.
Из-за состава покрытия электрода ток должен быть постоянным обратной полярности. В противоположном случае получим неустойчивость дуги. Сила тока в вертикальном и потолочном положениях уменьшается на 30 процентов, она напрямую зависит от выбранного диаметра электрода, умноженного на коэффициент.
Сварку лучше выполнять с минимальным плавлением основного металла и образованием валиков небольшого сечения. Перед процессом электроды лучше прокалить, чтобы снизить вероятность появления пор из-за присутствия водорода.
Сварка под флюсом
Сварка под флюсом успешно применяется для соединения нержавеющих труб с толщиной стенки от 3 до 50 мм. Характеризуется более стабильными свойствами и составом металла в шве. При этом улучшается коррозионная стойкость, поскольку наблюдается плавный переход к основному металлу и формирование мелкой чешуйчатости на поверхности шва.
Шов
Разделка кромок нужна только при толщине стенок более 1,2 см, что снижает трудоемкость процесса, в отличие от ручной дуговой, когда кромки нужно подготавливать уже при толщине в 4 мм.
Однако при таком способе сложнее удержать ферритную фазу в металле шва. Валики также выполняются малого сечения проволокой диаметром около 3 мм, а вылет электрода следует уменьшить вдвое от стандартных значений.
Флюсы перед сваркой следует прокалить, чтобы уменьшить угар легирующих элементов. После процесса остатки флюса и шлака должны быть удалены.
В углекислом газе
Сварка в углекислом газе характеризуется повышенным разбрызгиванием металла, формированием пленок оксидов сверху швов. Это влияет на коррозионную стойкость. Поэтому на основной металл наносятся эмульсии.
Процесс выполняется полуавтоматами и автоматами в любом пространственном положении.
В инертных газах
Сварка в инертных газах характеризуется стабильной дугой и снижением угара легирующих элементов. Процесс может выполняться плавящимся или неплавящимся электродом на постоянном токе прямой полярности.
Сварка аргоном
Плазменная
Плазменная сварка демонстрирует возможность создания плазменных струй разного сечения, малый расход газа. Применяется для соединения труб с небольшой толщиной стенок.
Как же поступить?
Важен не столько способ, который применяется для соединения изделий из нержавеющей стали, сколько качество исполнения шва, соответствует ли оно высоким требованиям. Ведь от этого зависит прочность и долговечность всей конструкции, ее герметичность и эстетический вид.
Аргонодуговая сварка нержавейки: технологии и основные правила
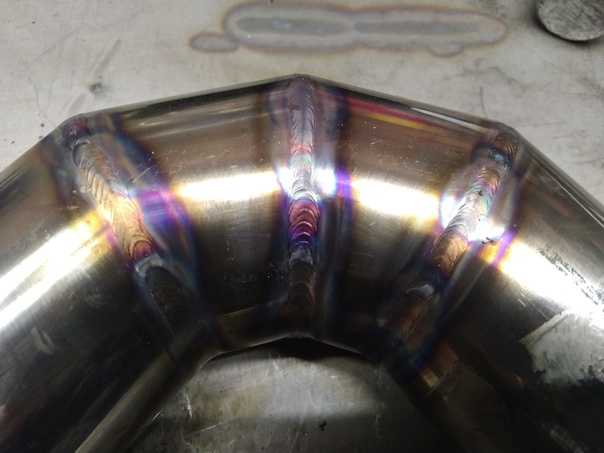
Неразъемное соединение нержавеющих деталей чаще всего осуществляют с применением недорогой, однако эффективной технологии сварки в аргоновой среде. Этот инертный газ позволяет обеспечивать низкий уровень разбрызгивания и создавать фактически идеальную атмосферу сварочного процесса. При этом необходимо учитывать, что на готовых изделиях из нержавейки проблематично зачистить места соединения. А применение метода TIG дает возможность получать швы с высоким качеством поверхности.
1 / 1
Грамотно осуществляемая аргонодуговая сварка нержавейки позволяет предусмотреть все негативные нюансы процесса сваривания изделий из высоколегированной стали:
-
операция неразъемного соединения деталей из нержавеющих сплавов осуществляется при низком токе, это дает возможность максимально исключить вероятность их перегрева;
-
создание среды инертного газа позволяет обеспечить быстрое охлаждение свариваемых заготовок.
Сфера применения
Изделия из нержавеющих сплавов отличаются высокой антикоррозионной устойчивостью. В связи с этим они применяются во многих областях, где требуется строгое соблюдение санитарных норм. Технология аргонодуговой сварки занимает главенствующие позиции при неразъемном соединении труб и тонких листовых деталей. Метод TIG используют для соединения деталей не только из нержавейки, но и при сваривании их с заготовками из латунных, бронзовых, алюминиевых, титановых, никелевых, медных сплавов. Данная технология пользуется большим спросом во многих производственных сферах. Это касается:
Преимущества данного метода
Технология ТИГ-сварки гарантирует массу признанных достоинств перед способом MIG, MMA и MAG:
-
позволяет зрительно контролировать сварочный процесс и рабочую дугу
-
предоставляет возможность получать высококачественные швы;
-
практически исключается разбрызгивание металла в ходе выполнения операции сварки;
-
сваривание деталей можно осуществлять в любом пространственном положении;
-
обеспечивается равномерный проплав шва по глубине, за счет проведения процесса сварки в среде инертного газа позволяет исключить воздействие на расплавленный металл воздуха, оказывающего негативное действие на место соединения деталей.
Несмотря на такое количество положительных факторов, TIG-сварка нержавейки имеет и один существенный минус. По сравнению с методами MMA и MIG на сваривание в аргоновой среде требуется значительно больше времени.
В связи с этим данная технология применяется в ситуациях, когда приоритет отдается получению изделия, сваренному на высоком качественном уровне, а время, затраченное на эту операцию, не играет основной роли.
Нужно понимать, что аргонодуговая сварка нержавеющих полуфабрикатов характеризуется рядом сложностей, требующих от сварщика определенных практических навыков.
Особенности сварочного процесса
Планируя сварку изделий из нержавеющих сплавов аргоном, стоит особо следить за положением горелки. Ее нужно держать так, чтобы во время процесса сваривания ось горелки имела наклон к плоскости соединяемых заготовок в 75…800. А мундштук должен быть наклонен в обратную сторону по отношению к направлению сварки.
Осуществляя сварочную операцию, требуется исключить различные колебания электрода. Потому что это может спровоцировать нарушение защитной «оболочки» сварки, создавая условия нежелательного окисления металла в шве.
Выполняя операцию сварки, необходимо присадочную проволоку располагать с наклоном в 900 к оси горелки. К тому же их наклон к горизонтальной плоскости соединяемых полуфабрикатов должен составлять 15-200.
Наибольшей эффективности можно достичь, если присадочный стержень расположить непосредственно над соединяемыми полуфабрикатами. Это даст возможность минимизировать перенос в зону сварки капель с присадочного металла.
Вольфрамовый электрод требуется перемещать перед дугой, обеспечивая равномерное его введение в свариваемое пространство. Рекомендуется исключить при создании неразъемного соединения по методу ТИГ поперечное перемещение присадочного стержня. Это не позволит спокойно подавать из горелки струю защитного газа, создавая предпосылки поступления воздуха в район сваривания.
По завершению сварочного процесса рекомендуется производить резкое отключение подачи аргона. Задержка на 10…15 секунд прекращения поступления защитного газа, позволит снизить расход вольфрамового присадочного прутка. В результате такого действия нагретый электрод будет менее интенсивно окисляться, значительно увеличивая срок его службы.
Качественные и прочностные параметры сваренного шва позволят обеспечить лишь строгое выдерживание определенных нюансов осуществления процесса сварки ТИГ.
Придать сваренному изделию из нержавейки законченный товарный вид дадут возможность лишь проведенные дополнительные работы. На поверхности соединительного шва в ходе выполнения операции образуется оксидная пленка. Она становится причиной уменьшения показателя коррозионной устойчивости металла. Для повышения этого параметра требуется осуществлять обработку готового изделия из нержавеющих сплавов.
Необходимое оборудование
Качественная сварка нержавейки аргоном осуществляется с помощью современных аргонодуговых установок. В нашем каталоге можно подобрать требуемую модель с учетом специфических особенностей использования и финансовых возможностей. У нас можно купить:
-
КЕДР TIG-200PN DC. Несмотря на доступную цену, предлагаемая установка аргонодуговой сварки является представителем прогрессивного сварочного оборудования. Сварочный процесс TIG можно осуществлять как в линейном, так и импульсном режиме. При этом есть возможность легко задавать баланс импульса и настройку частоты.
-
КЕДР UltraTIG-200P AC/DC. За счет хорошей универсальности станет незаменимой в любой ремонтной бригаде либо мастерской. С помощью данной модели можно осуществлять качественное неразъемное соединение деталей из нержавеющих сплавов, из-за возможности гарантировать постоянную глубину проплавления. При этом обеспечивается красивый внешний вид и стабильные геометрические параметры.
-
КЕДР MultiTIG-2000P DC. Отличается широким функционалом, небольшим весом и компактностью. Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
Правила и контроль аргонодуговой сварки Кипо Системз
Сварка нержавеющей стали в аргоновой среде, как и любая другая, требует соблюдения определенных правил и норм, которые сделают процесс безопасным, а конечный результат удовлетворяющим всем требованиям качества. В нашей стране разработаны многочисленные ГОСТы и стандарты, регламентирующие проведение сварочного процесса. Вот лишь некоторые из них:
- ГОСТ 6032-89. Регламентирует проверку нержавеющей стали на стойкость к межкристаллитной коррозии.
- ГОСТ 8713-79. Требования к сварке под флюсом.
- ГОСТ 10052-75, ГОСТ 23949-80, ГОСТ Р ИСО 3581-2009 . Требования к обычным и вольфрамовым электродам для сварки высоколегированной стали
- ГОСТ 23518-79, ГОСТ 14771-76. Обозначают параметры сварки в защитных газах (аргон и др.)
- РДП 26-17-071-86. Регламентирует правила по охране труда при сварочных работах.
Все материалы, используемые для сварочных работ, должны иметь сертификаты и маркировку изготовителя. Инертные газы поставляются в специальных баллонах с указанием даты выпуска, параметров содержимого (процентное соотношение примесей и т.д.).
Важным моментом является степень очистки аргона, в котором будет производиться сварка (регулируется ГОСТ 10157-79). Ведь присутствие даже минимальных примесей приводит к тому, что они поглощаются расплавленным металлом и тем самым ухудшают свойства сварного шва, вызывая дефекты, коррозию и т.д. Содержание азота в аргоне не должно превышать 0,3%, кислорода 0,03%, должна отсутствовать влага. Кроме того, специалист должен постоянно следить за расходом аргона – меньшее количество не способно защитить сварочную ванну, а перерасход приводит к образованию пор. Использование гелия вместо аргона позволяет избежать пористости и увеличить проплавляющую способность дуги, однако серьезно увеличивает стоимость работ из-за высокой цены гелия.
Для того чтобы обеспечить максимальную прочность сварного шва, необходимо очистить свариваемые поверхности и присадочный материал. Кромки и прилегающие площади тщательно зачищают металлической щеткой непосредственно перед сваркой. При толщине материала в пределах 3-6 мм производят односторонний скос кромок, при толщине же порядка 10-20 мм делают двусторонний скос. Если до этого сталь подвергалась нагреву (при гибке, например), то проводят отжиг и травление, которое позволяет удалить насыщенный кислородом слой металла, повышающий хрупкость. Поверхность стали перед сваркой должна быть сухой.
Еще один серьезный аспект – требования, предъявляемые к используемым электродам. Аргонодуговая сварка возможна с применением как неплавящихся (вольфрамовых или графитовых), так и плавящихся электродов. Важно, чтобы электрод соответствовал типу основного металла, особенно при использовании высоколегированных электродов. Сварка вольфрамовыми электродами проводится чаще всего при постоянном токе прямой полярности, значение которого зависит от толщины свариваемых поверхностей. Соблюдение допустимого токового диапазона важно из-за того, что превышение силы тока приводит к перегреву электродного стержня и меняет характеристику плавления, что может привести к разрушению шовного материала. Сварка постоянным током (до 600 А) прямой полярности позволяет достичь максимальной проплавляемости металла, при этом доля тепловой мощности в изделии достигает значений 50-90%, сварочная дуга легче возбуждается.
Сварка постоянным током обратной полярности используется реже по причине ряда недостатков: большие энергозатраты, меньшая глубина швов. Но есть у такого способа и преимущества – стабильность горения дуги и разрушение окисной пленки. Применяют такой тип сварки обычно для работы со стыковыми соединениями, содержащими алюминий, так как это позволяет разрушить оксидную пленку.
Такой параметр, как длина дуги, непосредственным образом влияет на формирование шва. В зависимости от использования присадочной проволоки, длина дуги колеблется от 0,5 до 4 мм, при этом учитывается толщина и тип свариваемой стали. Существует определенная линейная зависимость: при увеличении длины дуги уменьшается глубина проплавления и растет ширина шва. Использование длинных (больше 4 мм) дуг нецелесообразно вследствие нестабильности проплавления.
По завершении сварочного процесса обязательно проводится контроль работ, который позволяет исключить возможные дефекты. Существует несколько групп методов контроля:
- Для определения поверхностных недостатков (прожоги, трещины, газовые поры и т.д.) используют визуальный осмотр и цветную дефектоскопию.
- Выявление внутренних недостатков проводят при помощи ультразвука и рентгенограммы.
- Для проверки герметичности швов и конструкции применяют пневматические и гидравлические испытания, а также тесты при помощи керосина и гелиевых маркеров.
Подводя определенные итоги, надо отметить следующее. Аргонодуговая сварка – сложный технологический процесс, который должен проводиться профессионалами своего дела на современном и безопасном оборудовании. Если стоит задача получить качественное и отвечающее всем требованиям изделие, то недопустимо экономить на материалах и выполнении работ, ведь, как известно, скупой платит дважды.
Сварка тонких трубок из нержавеющей стали: почему лучше всего использовать GTAW
Сварка тонких металлов – это искусство выполнения множества прихваточных швов с последующей тщательной сваркой более длинных валиков во избежание теплового искажения. Сварка труб, в частности, требует устойчивой руки для равномерного маневрирования дуги по всей окружности трубы. Сварка нержавеющей стали требует тщательной подготовки и точного определения времени во время сварки, чтобы избежать загрязнения сварного шва. Сварка тонкой трубы из нержавеющей стали решает все эти проблемы.Выполнение этих сварных швов в соответствии со спецификациями требует от сварщика исключительного уровня навыков и артистизма или точности и своевременности машины.
Газовая дуговая сварка вольфрамом (GTAW) – очевидный выбор для сварки труб из нержавеющей стали, поскольку она решает многие из этих проблем. В нем используется защитный газ для поддержания чистоты сварных швов из нержавеющей стали, а использование вольфрамового электрода позволяет выполнять сварку плавлением без необходимости использования дополнительного заполняющего материала. Это означает, что для плавления присадочного материала не требуется дополнительного тепла, что помогает предотвратить тепловую деформацию тонкостенных трубок.Вольфрамовый электрод также позволяет точно контролировать воздействие тепла на заготовку. Например, выбор угла заточки вольфрама влияет на геометрию и ширину дуги. Возможность более полного контроля над этими факторами делает GTAW отличным методом сварки тонких труб из нержавеющей стали.
Проблемы сварки тонких труб из нержавеющей сталиТонкие материалы можно приблизительно определить как материал толщиной менее 2,5 миллиметра (приблизительно 3/32 дюйма).Тонкостенные материалы не обладают большой массой для рассеивания тепла. Это приводит к накоплению тепла в локализованной области вокруг сварного шва, потенциально вызывая прожиг или, что более вероятно, вызывая деформацию, изгиб или коробление металла во время сварки или впоследствии во время охлаждения.
Эти проблемы усиливаются в нержавеющей стали. Нержавеющая сталь обладает низкой теплопроводностью, что не позволяет теплу быстро распределяться по металлу. В результате нержавеющая сталь славится легкостью, с которой она коробится во время сварки.Чем тоньше нержавеющая сталь, тем легче она деформируется. Сварка труб усугубляет эти проблемы. Сварщики, выполняющие ручную сварку, должны останавливаться и менять положение во время сварки по окружности трубы, что приводит к неравномерному нагреву и охлаждению материала и повышает вероятность тепловых искажений. GTAW сводит к минимуму проблемы с нагревом, но такая картина неравномерного нагрева, охлаждения и нагрева по-прежнему может вызывать тепловую деформацию при сварке тонкой трубы из нержавеющей стали. К счастью, процесс GTAW постоянно совершенствуется, и новые технологии могут минимизировать или устранить эти проблемы.
Pulse GTAW отвечает требованиям нержавеющей стали ТерморегуляторGTAW дает веские основания использовать GTAW для сварки нержавеющей стали любой толщины. GTAW – это обычно применяемый вид сварки с наименьшим тепловыделением. Усовершенствования в процессе GTAW улучшили способность сварщика еще больше управлять геометрией дуги и тепловым воздействием дуги на заготовку.
Импульсная GTAW-сварка изменяет электрический ток между высоким пиковым током и более низким / фоновым током несколько раз в секунду.Сильный ток плавит металл, а низкий позволяет сварному шву остыть и затвердеть. Это снижает общее количество тепла, подводимого к заготовке, что сводит к минимуму деформацию без каких-либо компромиссов при плавлении или формировании сварного шва. При высокочастотной импульсной сварке – более 2000 Гц – импульс может пережимать сварочную дугу, сужая зону термического влияния и увеличивая проплавление. В целом, импульсная GTAW является идеальным методом для нержавеющей стали любой толщины, но его преимущества особенно ярко проявляются при сварке тонкой нержавеющей стали.Однако проблемы сварки труб, которые возникают из-за круглой формы заготовки, легче всего решить с помощью автоматической сварки GTAW.
Автоматическая орбитальная арматура GTAW – лучший способ сваривать тонкие трубыСварка цилиндра по окружности всегда была сложной задачей, независимо от толщины материала или типа металла. Проблема заключается в доступности, поскольку сварщик не может сварить весь диаметр за один проход. Сварщик просто не может полностью охватить трубу или трубу и должен разделить окружность цилиндра на секции, которые будут свариваться по одной.
Этот метод создает возможности для дефектов сварки из-за следующих недостатков:
- Вероятность загрязнения сварного шва значительно выше при запуске или остановке сварки. Покрытие газом только начинается до зажигания дуги, и если дуга зажжется слишком рано, может произойти загрязнение. Если подачу газа прекратить до того, как сварной шов полностью остынет, последние расплавленные участки могут стать загрязненными.
- Запуск и остановка процесса сварки создают образцы локализованного нагрева , в то время как другие части сварного шва все еще охлаждаются.Это имеет неприятный побочный эффект, заключающийся в увеличении случаев неравномерного нагрева по всему диаметру сварного шва и увеличении возможности теплового искажения.
- Сварка окружности НКТ по участкам требует много времени. Это обеспечивает время охлаждения, которое создает более значительную разницу температур между участками окружности трубы, что в конечном итоге ухудшает любые деформации, возникающие во время сварки.
Орбитальная сварка GTAW, в отличие от ручной сварки, устраняет необходимость сварки по частям, делая сварку тонких труб из нержавеющей стали быстрее, проще и стабильнее.После завершения подготовки стыка для орбитальной сварки к заготовке можно прикрепить автоматизированную закрытую головку для орбитальной сварки, которая может сваривать всю окружность за один непрерывный проход. Это устраняет многие потенциальные проблемы, возникающие при запуске и остановке процесса сварки.
Низкопрофильная автономная сварочная головка также позволяет сваривать тонкие трубы из нержавеющей стали в труднодоступных условиях, которые обычно используются там, где часто используются трубы из нержавеющей стали.Сварка близко расположенных трубок из нержавеющей стали, соединенных, например, с теплообменником или технологическими трубками из биофармацевтических препаратов высокой чистоты, может происходить в тесном замкнутом пространстве без особого пространства для маневрирования. В этих ситуациях орбитальная сварка позволяет использовать низкопрофильную сварочную головку в сочетании с дистанционным сварочным подвесом, что позволяет оператору начать сварку с удобного расстояния. Это еще одна причина того, что орбитальная GTAW – лучший метод сварки тонких труб из нержавеющей стали практически в любых условиях и в любых условиях.
Arc Machines, Inc. предлагает ряд сварочных головок для сварки плавлением тонких труб из нержавеющей стали, а также труб из других сложных металлов и сплавов. По вопросам продукции обращайтесь по адресу [email protected] , а по вопросам обслуживания обращайтесь по адресу [email protected] . Чтобы разработать индивидуальное решение, свяжитесь с нами , чтобы договориться о встрече.
8 усовершенствований для сварки TIG нержавеющей стали
0Последнее обновление: 20 мая 2021 г.
Изображение предоставлено: летчик 1-го класса Аарон Дж. Дженн, авиабаза Сеймур Джонсон
Когда вы только начинаете, пытаться сваривать нержавеющую сталь методом TIG может стать кошмаром. Вы когда-нибудь настраивали сварщика точно так же, как и ваш профессиональный напарник, но при этом выполняли некрасивые сварные швы? Это всегда деморализующее чувство.
Однако, имея несколько советов, вы можете все изменить. От правильных стержней до чистой заготовки, газовых наконечников, скорости и нескольких других важных советов, ваша следующая работа TIG может превратиться в шедевр. Ознакомьтесь с восемью советами, которые помогут вам улучшить свой следующий проект по сварке TIG.
1. Используйте правый вольфрамовый стержень
На выбор предлагаются вольфрамовые стержни различных типов. То, что они содержат, будь то чистый вольфрам или вольфрамовый стержень с некоторыми добавками, не повлияет на качество сварки.Некоторые из них начинают зажигать дугу легче, чем другие, а некоторые будут длиться дольше, чем другие, но для обеспечения качества сварки вам нужно беспокоиться о диаметре вольфрамового стержня.
Если вы свариваете легкий листовой металл при низком токе с помощью вольфрамового стержня большего диаметра, сварка не начнется, а когда это произойдет, сварка не будет гладкой и однородной. Чем тяжелее нержавеющая сталь, которую вы свариваете, тем больше должен быть диаметр стержня. Вот диаграмма, показывающая правильный диаметр вольфрамового стержня для вашего пластинчатого калибра, а также соответствующий диапазон силы тока.
| Толщина материала | Диаметр вольфрама | Диапазон усилителя |
| 1/16 | 1/16 | 80-20 |
| 3/32 | 1/16 | 100-30 |
| 1/8 | 3/32 | 120–150 |
| 3/16 | 3/32 | 150–250 |
| 1/4 | 1/8 | 200-350 |
| 1/2 | 1/8 | 235-375 |
2.Очистите свой металл
Все сварные швы перед сваркой необходимо очистить, особенно при сварке TIG нержавеющей стали. Каждый сварщик нержавеющей стали должен придерживаться менталитета «без ярлыков», и здесь он особенно применим. Он будет пузыриться в сварном шве, что делает его более слабым, препятствуя плавному движению, которое необходимо вашему проходу для получения чистого валика.
Степень загрязнения материала определяет способ его очистки. Иногда подойдет и чистая тряпка, но ацетон или другие разбавители – полезные варианты для очистки нержавеющей стали, поскольку они эффективно удаляют все и так же быстро испаряются.
Изображение предоставлено: Архитектор Капитолия, файлы общественного достояния
3. Используйте чистый острый наконечник
Вольфрамовый наконечник без грязи определенно поможет, но обычно это не так. Чаще всего наконечники чистят перед сваркой. Что часто случается во время процесса TIG, так это то, что ваш присадочный стержень касается горячего наконечника и расплавляет на нем каплю, создавая то, что называется грязным наконечником.
Когда наконечник становится таким грязным, ваша дуга искажается, и вы теряете огромное количество контроля над своей целью.Форма и точность дуги зависят от того, как отшлифован наконечник. Чем точнее острие и чем ровнее поверхность, тем чище и точнее будет дуга. Это грязное металлическое пятно на нем превращает небольшую и устойчивую дугу в шаткую форму вне оси.
4. Увеличение газового покрытия
Воздух, попавший в сварные швы, приведет к загрязнению валика сварного шва и может изменить цвет нержавеющей стали. Чем больше газа вы используете по экономическим причинам, тем аккуратнее будет сварной шов.Это не просто дополнительный поток газа. Более широкая чашка для более широкого охвата газа существенно повлияет на ваши сварные швы.
Чашку как минимум 12 лучше всего использовать, когда позволяет свариваемое пространство. Иногда область слишком узкая, и поэтому вы просто делаете то, что имеете в данной ситуации.
5. Увеличьте скорость, чтобы минимизировать нагрев
Чем больше тепла вы приложите к сварке TIG нержавеющей стали, тем хуже будет выглядеть ваш сварной шов и тем сильнее будет деформация вашего проекта.Однако это не означает, что вам следует уменьшить силу тока. Это потребует более медленного передвижения и, следовательно, приведет к большему тепловложению в целом.
Суть в том, чтобы сваривать с достаточной силой тока, чтобы сварные швы не прорывались и не вызывали подрезов при движении с максимальной скоростью, без потери точности сварки. Это будет отличаться от человека к человеку из-за индивидуальных способностей. Общее руководство – использовать сварочного аппарата на 10% меньше, чем один ампер на 0,001 дюйма нержавеющей стали, и двигаться достаточно быстро, чтобы соответствовать жаре.
6. Выберите правильную присадочную проволоку
Существуют различные типы присадочной проволоки, размер и материал которых существенно влияют на качество сварного шва. Во-первых, убедитесь, что они подходят к той нержавеющей стали, которую вы свариваете. Не сваривайте пластину из нержавеющей стали 304 со стержнями из 316. Тип материала должен быть равным или более высоким по прочности и качеству, иначе сварной шов будет слабее основного металла. Сварные швы всегда должны соответствовать прочности основного металла или превышать его, поскольку они всегда являются естественным слабым местом.
Также окупается сварка прутками подходящего размера. Использование присадочной проволоки большого диаметра на легком участке с низкой силой тока приведет к образованию некрасивых пятен, а не к равномерной сварке жидкостью. Использование тонкой калиброванной присадочной проволоки с высокой силой тока эффективно расплавит проволоку, но будет сложно угнаться за правильным количеством присадочной проволоки. Это приведет либо к образованию тонкого сварного шва с недостаточным объемом сварного шва, либо к неточному сварному шву из-за чрезмерной скорости, с которой вы пытаетесь подавать проволоку.
Найдите нужный размер методом проб и ошибок на практическом участке перед началом сварки, чтобы убедиться, что диаметр присадочного стержня подходит именно вам.
7. Очистка заданий назад
Обратная продувка сварного шва – это процесс сохранения обратной стороны сварного шва в среде, защищенной от воздуха. Этого можно добиться с помощью комплекта для продувки или накрыв тыльной стороны стыка алюминиевой пленкой и подключив к нему линию защитного газа.
Окисление, происходящее с нижней стороны вашего стыка, находящегося под воздействием воздуха, не только вызывает уродливый вид позади сварного шва, но и влияет на то, как шов работает. Задняя продувка сварного шва обеспечит более гладкую форму валика, сохранит цвет и деформацию с обеих сторон соединения.
Изображение предоставлено: Альфред Т. Палмер, Викимедиа
8. Пусть ваш проект остынет
Нержавеющая сталь сильно разрастается и деформируется от тепла. Он также образует знакомую вам красную, синюю и черную окраску сварных швов. Окраска все от излишнего тепла. Сварка всегда требует тепла, иначе металлы не будут свариваться друг с другом, но тепло на нержавеющей стали возникает из-за того, что работа нагревается сильнее, чем необходимо.
Знаете ли вы, что можно красиво сварить шов с хорошим проваром без какого-либо цвета? Таким должен быть каждый сварной шов.Может появиться немного цвета, но если ваши сварные швы чрезмерно красные и синие или, что еще хуже, черные, то это связано с тем, что ваша работа нагревается слишком сильно. Как мы упоминали ранее, чрезмерный нагрев детали происходит от дуги, слишком долго находящейся на одном месте, а не от силы тока.
Чтобы решить проблему перегрева, рекомендуется дать сварному шву перерыв от непрерывной работы. Начните сваривать участок, а когда заметите, что он нагревается или начинает окрашиваться, остановитесь, чтобы дать ему немного остыть, прежде чем продолжить.Это не только предотвратит обесцвечивание, но и предотвратит повреждение вашего проекта тепловыми деформациями.
Изображение предоставлено: Крис Ярзаб, Flickr
Последние мысли
Сварка TIG нержавеющей стали – это действительно приятно, если вы соблюдаете все правильные меры. Основная причина, по которой у людей так много проблем с этим, заключается в том, что они выбирают короткие пути. Нельзя срезать путь с нержавеющей сталью. Он всегда будет возвращаться к вам с уродливыми сварными швами и часто провалившимся проектом.
Следуйте правильным шагам, и качество вашей следующей сварки TIG значительно улучшится.
Вот некоторые из наших других руководств:
Как успешно приварить стальную трубу к трубе из нержавеющей стали – Baker’s Gas & Welding Supplies, Inc.
Соединение двух частей из разнородных металлов может быть довольно сложной задачей; тем не менее, сварка TIG, MIG и электродная сварка позволяют успешно сваривать стальную трубу с трубой из нержавеющей стали. Важно знать, какие типы электродов обеспечат желаемый сварной шов; для сварки MIG с использованием электрода E70 части трубы будут скрепляться, а электрод 7018 для сварки штангой будет делать то же самое.Но для того, чтобы сварной шов получился должным образом, необходимо использовать электрод из высокоуглеродистой нержавеющей стали. Предпочтительным электродом для использования, когда соединение необходимо герметизировать, является электрод 309. Этот электрод обеспечит хорошее проплавление и герметизацию сварного шва.
Чтобы начать приваривать стальную трубу к трубе из нержавеющей стали, вы должны начать с отрезания конца сварочной проволоки, который может выступать из сварочного наконечника сварочного аппарата MIG. Его можно легко обрезать кусачками.Затем вам необходимо перемотать сварочную проволоку в обратную сторону, чтобы удалить сварочную проволоку из горелки MIG и свинца. После того, как вы снова намотали сварочную проволоку и вытащили ее из пистолета, вам нужно будет загрузить сварочную проволоку 309. Теперь, когда ваша сварочная горелка заряжена подходящей проволокой, ваш следующий шаг – заменить газ на трехкомпонентную смесь защитного газа, необходимую для этого типа сварки. Чтобы газы были перемешаны должным образом, следует положить баллон на бок и осторожно покачивать его взад и вперед.Как только вы будете удовлетворены и почувствуете, что газ полностью смешан, вы можете прикрепить газовые манометры к газовому баллону.
Теперь, когда ваши защитные газы правильно поданы, вы можете включить сварочный аппарат MIG и установить надлежащие параметры нагрева и скорости подачи проволоки. Поскольку для сварки нержавеющей стали требуется более высокий уровень нагрева, чем для углеродистой стали, вам необходимо обратиться к руководству по сварке, чтобы определить надлежащий уровень нагрева для нержавеющей стали. После того, как ваша машина настроена на нержавеющую сталь, вы должны протестировать ее на куске металла, чтобы убедиться, что все работает правильно.Когда вы почувствуете, что ваша машина настроена правильно, вы можете приступить к сварке двух кусков трубы вместе.
Следует начать сварку трубы из нержавеющей стали и натянуть сварочную ванну на трубу из углеродистой стали. Вращайте пистолет MIG по кругу, чтобы лужа текла, опуская 1/8 мм на дюйма при каждом движении вниз, чтобы образовался рулон сварного шва. Во время сварки вы должны следить за низом сварного шва, чтобы убедиться, что проплавлен правильно. Если вы заметили, что труба из углеродистой стали подрезается, вам необходимо уменьшить температуру на вашем сварочном аппарате MIG и повторить процесс.Если снижение температуры не помогает улучшить уровень подрезки, вам следует ускорить ход вашего круга, чтобы вы могли отвести тепло от стальной трубы. Это должно помочь устранить подрез и оставить у вас прочный прочный сварной шов.
После завершения сварки следует осмотреть всю поверхность сварного шва, чтобы убедиться в отсутствии дефектов или слабых мест. Если вы заметите какие-либо дефекты, вы можете вернуться, удалить сварной шов и сделать это снова.Имея некоторый опыт, вы сможете овладеть этой техникой сварки, и ваши сварные швы будут улучшаться каждый раз.
Кредит изображения: Lincoln Electric
Сопутствующие товары
Miller Millermatic 211 Сварочный аппарат MIG с расширенной автоматической настройкой / Cyl Rack
Артикул: MIL951603
Узнать больше
Blue Demon E7018 X 1 / 8in X 14in X 5 фунтов электрод в упаковке из мягкой стали
Артикул: WMSE7018-125-05P
Узнать больше
Lincoln Power Mig 216 Сварочный аппарат MIG
Артикул: LINK2816-2
Узнать больше
Lincoln – Электрод-стержень Excalibur 7018 – 5 фунтов
Артикул: LINED033515
Узнать больше
Руководство по сварке нержавеющей стали
Трудно ли сваривать нержавеющую сталь?Во втором учебном пособии по сварочным процессам и их применению наш инструктор по сварке Том знакомит нашего ученика Пола с различными аспектами сварки нержавеющей стали.Как и со многими подобными предметами, с этой темой связаны мифы, некоторые из которых основаны исключительно на незнании того, что такое «нержавеющая сталь».
Можно ли сваривать нержавеющую сталь? Том: Начнем с начала. Считаете ли вы, что нержавеющую сталь можно сваривать дуговой сваркой? Если да, то какие процессы, по вашему мнению, можно использовать?
Пол: Я знаю, что такие детали, как молоковозы, сделаны из нержавеющей стали, и они сварены, так что да, вы должны иметь возможность сваривать их дуговой сваркой.Что касается процессов, я могу представить, что можно использовать большинство, если не все обычные процессы дуговой сварки. Следует иметь в виду, что «нержавеющая сталь» – это не просто «металл». Существует четыре основные группы, каждая из которых имеет свои особые требования при выборе правильного сварочного газа. Это аустенитные, ферритные, мартенситные и дуплексные. Из них наиболее часто используются аустенитные нержавеющие стали, на долю которых приходится около 70% всех изготовленных нержавеющих сталей, свариваемость которых хорошая.Ферритные марки используются не так часто, но они обладают высокой прочностью и хорошими высокотемпературными свойствами, поэтому используются для выхлопных газов, каталитических нейтрализаторов и т. Д. Мартенситные марки гораздо труднее сваривать, но обладают высокой прочностью и используются для шасси транспортных средств, железнодорожных вагонов и т. Д. Наконец, дуплексные марки предлагают лучшее из аустенитных и ферритных марок, сочетают в себе высокую прочность и высокую коррозионную стойкость и используются на химических предприятиях, где решающее значение имеет целостность сварных швов
Сварка в ограниченном пространстве
Paul: Одна область, которую мы не рассмотрели, – это охрана здоровья и безопасность.Есть ли серьезные проблемы со сваркой нержавеющей стали?
Том: Вы наверняка знаете, какие вопросы задавать! Проблемы во многом не отличаются от проблем, связанных с любым процессом дуговой сварки. Однако есть некоторые специфические проблемы. Любой сварочный процесс будет генерировать сложную смесь металлического дыма, твердых частиц и газов. Сварка нержавеющей стали вызывает особую озабоченность из-за образования дыма, содержащего, среди прочего, никель и шестивалентный хром – доказанный астмаген.По этим причинам HSE рекомендует использовать местную вытяжную вентиляцию (LEV) при сварке нержавеющей стали. Однако результаты их опроса показали, что значительная часть сайтов, хотя и имеет адекватный контроль воздействия, на практике не использует их. Приведенные причины включают нежелание регулярно перемещать кожух LEV в процессе сварки и распространенное заблуждение, что использование LEV влияет на качество сварки.
Следует отметить, что во многих случаях сварка нержавеющей стали выполняется в ограниченном пространстве, например, в резервуарах.Некоторые из используемых процессов полагаются на инертные газы для их эффективности. Однако, если задача не спланирована тщательно, сварочные газы, такие как аргон, углекислый газ, азот и гелий, могут вытеснить воздух внутри замкнутых пространств. Аргон и диоксид углерода – относительно «тяжелые» газы. Они могут собираться в местах, где вы обычно не ожидаете возникновения проблем, например, на смотровых ямах.
Иногда инертные газы используются для преднамеренной замены воздуха, чтобы предотвратить окисление сварных швов или снизить риск возгорания.Также могут накапливаться газы, поскольку они используются в процессе сварки. Если вы не соблюдаете правила безопасной работы и войдете в зону с большим количеством инертного газа, вы рискуете умереть от удушья. Если количество инертного газа достаточно велико, вы не кашляете, не трясетесь, не дышите или чувствуете одышку, вы просто теряете сознание. Это происходит так быстро, что вы не сможете спастись. Если инертный газ только частично заменил воздух, вы можете почувствовать себя очень слабым, усталым и растерянным. Скорее всего, вы обнаружите, что не можете выполнять простые задачи, включая поиск выхода.Если вас не спасут и вы не вдохнете нормальный воздух в течение нескольких минут, вы, скорее всего, потеряете сознание и в конечном итоге умрете. Большинство сварочных газов, включая все инертные газы, не имеют запаха.
Пол, вас не должно отталкивать то, что я вам только что сказал. Как и в любом производственном процессе, девизом является «ЗАБОТА»; это всегда заботиться о себе, правильно работать, заботиться о собственном благополучии и о благополучии окружающих. Сделай это, и ты будешь в безопасности.
Tom: Могут использоваться все обычные процессы дуговой сварки – MMA, MIG / MAG, TIG, Plasma и т. Д., Но вы обнаружите, что в большинстве случаев обычно выбирается сварка TIG.
A. Сварка нержавеющей стали TIG
Tom: Газовая вольфрамовая дуговая сварка (GTAW) или сварка вольфрамовым электродом в среде инертного газа – просто два разных названия одного и того же процесса – это наиболее часто используемый процесс. Согласно исследованию, проведенному Управлением по охране здоровья и безопасности Великобритании (небольшое исследование воздействия сварочного дыма из нержавеющей стали, Мэтт Колдвелл и Крис Кин – исследовательский отчет RR770), на сварку TIG и MIG приходится около 90% сварочных работ. Это связано с универсальностью и высоким качеством получаемого шва – не только качеством сварного шва, но и его законченным внешним видом.Как вы знаете, при сварке TIG вы обычно используете более низкий ток, тем самым снижая тепловыделение основного металла, в сочетании с возможностью добавления присадочного металла в сварочную ванну – все это в совокупности делает его пригодным для сварки тонких материалов. Этот процесс также можно использовать для укладки корневых каналов из более толстого материала. Хотя обычно добавляется присадочный материал, для автоматической сварки труб часто используется так называемый процесс автогенной сварки, при котором не добавляется присадочный материал.
Б.Сварка нержавеющей стали MIG / MAG
Paul: Как насчет сварки MIG?
Tom: Дуговая сварка металла в газовой среде (GMAW) или сварка в среде инертного газа / металла в активном газе (MIG / MAG), которая представляет собой полуавтоматический процесс, может использоваться как вручную, так и в автоматическом режиме. В этом процессе используются сплошной проволочный электрод и богатый аргоном защитный газ, как правило, в ситуациях с высокой производительностью либо в режиме переноса металла при коротком замыкании для тонких материалов, либо в режиме струйной дуги для более толстых материалов.При позиционной сварке источники питания, вырабатывающие импульсный ток, обеспечивают улучшенное качество металла шва, особенно при позиционной сварке. Для повышения стабильности дуги были разработаны газовые смеси с добавками кислорода, гелия, углекислого газа к основному аргону.
C. Сварка нержавеющей стали порошковой проволокой
Paul: Разве некоторые сварщики не используют порошковую сварочную проволоку? Если да, то каковы преимущества?
Tom: Опять же, вы правы. Это версия процесса MIG / MAG, где вместо использования сплошной проволоки в одном и том же сварочном оборудовании можно использовать трубчатую проволоку, заполненную флюсом (FCW) или металлическим порошком (MC).Поставщики предлагают два варианта: один для сварки во всех положениях, а второй – для сварки наплавкой вниз. Вы не только получаете более высокую производительность наплавки, но и значительно сокращаете очистку после сварки. Опять же, в отчете HSE было подсчитано, что на FCW приходится не более 5% всей сварки нержавеющей стали.
D. Сварка нержавеющей стали стержневыми электродами
Tom: легко можно использовать дуговую сварку защищенного металла (SMAW) или ручную дуговую сварку металла (MMA). Действительно, широкий спектр электродных покрытий обеспечивает большую гибкость при сварке различных марок нержавеющей стали в столь же широком диапазоне применений.Соблюдайте осторожность, если собираетесь использовать ММА. Наиболее широко используются электроды, покрытые кислотой с рутиловым покрытием, поскольку они обеспечивают перенос металла в форме струйной дуги, самовыделение шлака и эстетически приятный профиль сварного шва. Обычно они используются в нижнем положении. Если вам нужны сварные швы более высокого качества, вам следует перейти на электроды с основным покрытием, но у них есть недостаток в виде микровключений шлака и газовых пор, удаление шлака не так просто, а профили сварного шва не так хороши.
Пол: Нержавеющая сталь по определению – это яркий блестящий металл. Повреждает ли сварка эту отделку, и если да, то следует ли ее удалять?
Tom: Несмотря на то, что существует множество литературы о пост-изготовлении и очистке нержавеющей стали после сварки, есть одна проблема, которая вызывает вопросы, а именно «тепловое тонирование». Это утолщение естественного оксидного слоя на поверхности нержавеющей стали и результат световых интерференционных эффектов.Хотя со временем это обесцвечивание будет сливаться с остальной частью нержавеющей стали, жизненно важно удалить термоусадочную пластину, чтобы не повлиять на полную коррозионную стойкость готового продукта. Действительно, в Сводах правил инспекции питьевой воды (Руководящие принципы и правила использования изделий из нержавеющей стали в питьевом водоснабжении) говорится, что «Для достижения оптимальных коррозионных характеристик сварных соединений из нержавеющей стали, трещин, загрязнений и, по крайней мере, всего остального Зубцы сварочного шва более темного цвета, чем бледно-желтый, должны быть удалены механической обработкой с последующим травлением сварного шва кислотой! »
Пол: На что влияют разные сварочные газы?
Tom: Существует много неправильных представлений о роли защитных газов при сварке.Многие считают, что именно электрод контролирует качество окончательного шва. Это в значительной степени верно, но, выбирая правильный газ, можно получить значительные выгоды.
Если взять этот процесс в качестве примера, то сварка MIG / MAG нержавеющей стали обычно выполняется с использованием аргона или смеси на основе аргона и гелия. Эти газы содержат небольшие количества окисляющего газа, такого как кислород или углекислый газ, для стабилизации дуги. Однако использование слишком большого количества углекислого газа может вызвать проблемы с улавливанием углерода.Защитный газ общего назначения представляет собой смесь аргона с 2,5% углекислого газа, поскольку он обеспечивает хорошее смачивание и обеспечивает гладкий сварной шов с небольшим разбрызгиванием или без него. При сварке более толстых деталей из нержавеющей стали используется трехкомпонентная смесь, содержащая аргон, гелий и диоксид углерода. В результате получается сварной шов с низким уровнем окисления поверхности, отличной коррозионной стойкостью, хорошим сплавом и низким уровнем усиления в сочетании с высокими скоростями сварки.
Наконец, поскольку сварка нержавеющей стали порошковой проволокой становится все более популярной, основным выбранным газом обычно является диоксид углерода или смешанный газ, содержащий до 20% диоксида углерода.
Том: Пол, я думаю, что мы рассмотрели все основные моменты сварки нержавеющей стали, так что увидимся в следующий раз, когда следующей темой, которую мы затронем, будет орбитальная сварка.
Пол: Спасибо, Том, мне очень понравилось предыдущее занятие по точечной сварке.
Если вы нашли этот раздел вопросов и ответов по сварке нержавеющей стали интересным, вы найдете много других статей на веб-сайте Института сварки здесь. TWI – это технологический и исследовательский центр, предоставляющий экспертные консультации по всем сварочным, соединительным и инженерным технологиям.
Другой источник информации – это Международный форум по нержавеющей стали (ISSF), некоммерческая исследовательская организация, которая служит всемирным форумом по различным аспектам международной индустрии нержавеющей стали.
Ищете сварочное оборудование для нержавеющей стали? Ассортимент огромен, так что возьмите трубку, чтобы получить советы и предложения. Или вы можете найти здесь новые и бывшие в употреблении сварочные аппараты.
Родни Питт, автор и бывший редактор журнала Welding Review, Welding & Metal Fabrication and Metal Construction.
Сварка труб серии 300 без обратной продувки
Сварка труб и труб из нержавеющей стали обычно требует обратной продувки газом аргоном при использовании традиционных процессов, таких как газовая дуговая сварка вольфрамом (GTAW) и дуговая сварка в среде защитного металла (SMAW). Но стоимость газа и время настройки процесса продувки могут быть значительными, особенно при увеличении диаметра и длины трубы.
При сварке нержавеющих сталей серии 300 подрядчики могут исключить обратную продувку при сварке труб с открытым корнем и при этом добиться высокого качества сварки, сохранить коррозионную стойкость материала и выполнить требования спецификации процедуры сварки (WPS), переключившись с традиционной GTAW или SMAW на модифицированный процесс газовой дуговой сварки коротким замыканием (GMAW).Модифицированный процесс GMAW с коротким замыканием также дает дополнительные преимущества в отношении производительности, эффективности и простоты использования, что может помочь улучшить чистую прибыль.
Сварка нержавеющей стали
Благодаря своей коррозионной стойкости и прочности сплавы нержавеющей стали используются во многих областях применения труб и труб, включая нефть и газ, нефтехимию и биотопливо. Хотя GTAW традиционно используется для многих применений из нержавеющей стали, у него есть некоторые недостатки, которые можно устранить с помощью модифицированного GMAW короткого замыкания.
Во-первых, поскольку нехватка квалифицированных сварщиков продолжается, поиск рабочих, знающих о GTAW, является постоянной проблемой. Во-вторых, GTAW – не самый быстрый процесс сварки, что мешает компаниям, которые хотят повысить производительность, чтобы удовлетворить потребности клиентов. В-третьих, это требует трудоемкой и дорогостоящей обратной продувки труб и труб из нержавеющей стали.
Что такое обратная очистка? Продувка – это введение газа для удаления загрязнений и обеспечения защиты во время сварки. Обратная продувка защищает обратную сторону сварного шва, предотвращая образование тяжелых оксидов в присутствии кислорода.
Если задняя сторона не защищена во время сварки труб с открытым корнем, это может привести к разрушению основного материала. Это разрушение называется шугарингом, потому что оно приводит к внешнему виду поверхности, очень похожему на сахар на внутренней стороне сварного шва. Чтобы предотвратить засахаривание, сварщики вставляют газовый шланг в один конец трубы, а затем перекрывают концы трубы продувочными заслонками. Они также создают вентиляционное отверстие на противоположном конце трубы. Обычно они также обматываются вокруг стыка. После продувки трубы они снимают часть ленты вокруг стыка и начинают сварку, повторяя процесс снятия изоляции и сварки до тех пор, пока не будет завершен корневой проход.
Устранение обратной продувки . Обратная продувка может стоить операции значительных затрат времени и денег, в некоторых случаях добавляя к проекту тысячи долларов. Переход на модифицированный процесс GMAW с коротким замыканием позволяет компаниям выполнять корневые проходы без обратной продувки во многих областях применения нержавеющей стали. Для этого подходят сварочные работы на нержавеющих сталях серии 300, тогда как сварка дуплексной нержавеющей стали высокой чистоты в настоящее время требует GTAW для корневого прохода.
Сохранение подводимого тепла на максимально низком уровне помогает сохранить коррозионную стойкость заготовки. Уменьшение количества сварочных проходов – это один из способов снизить тепловложение. Модифицированный процесс GMAW с коротким замыканием, такой как Регулируемое осаждение металла (RMD®), использует точно контролируемый перенос металла для обеспечения равномерного осаждения капель. Это облегчает сварщику контроль сварочной ванны и, следовательно, контроль подводимого тепла и скорости сварки. Меньшее тепловложение позволяет сварочной ванне быстрее замерзнуть.
Благодаря контролируемому переносу металла и более быстрому замерзанию сварочной ванны, сварочная лужа менее турбулентна, и защитный газ выходит из пистолета GMAW относительно без помех. Это позволяет защитному газу проходить через открытый корень, вытесняя атмосферу и предотвращая засахаривание или окисление на обратной стороне сварного шва. Это газовое покрытие необходимо только на короткое время, потому что лужа так быстро замерзает.
Испытания показывают, что модифицированный процесс GMAW с коротким замыканием соответствует стандартам качества сварки, сохраняя при этом коррозионную стойкость нержавеющей стали, а также при сварке корневого прохода с помощью GTAW.
Изменение процесса сварки требует от компании повторной аттестации своего WPS, но коммутатор может обеспечить огромную экономию времени и средств – как на изготовление новых, так и на ремонтные работы.
Использование модифицированного процесса GMAW короткого замыкания для сварки труб с открытым корнем дает другие преимущества в плане производительности, эффективности и обучения сварщиков. К ним относятся:
- Скорость движения в два-три раза выше, чем при традиционных процессах GTAW и SMAW.
Возможность устранения горячего прохода в результате возможности нанесения большего количества металла для увеличения толщины корневого прохода.
Исключительный допуск на перекос между секциями трубопровода. Благодаря плавному переносу металла процесс может легко перекрыть зазоры до 3⁄16 дюйма.
Постоянная длина дуги независимо от вылета электрода, что компенсирует операторам, которым сложно поддерживать постоянную длину вылета.Сварочная ванна, которую легче контролировать, и равномерная передача металла могут сократить время обучения новых сварщиков.
Минимальное время очистки, поскольку в процессе не остается шлака и небольшого количества брызг, если таковые имеются.
Сокращение времени простоя при смене процесса. Тот же самый провод и защитный газ можно использовать для корневого, заполняющего и закрывающего проходов. Может использоваться импульсный процесс GMAW при условии, что защитный газ, содержащий не менее 80 процентов аргона, используется для каналов заполнения и крышки.
Пять советов для успеха
Для операций, которые хотят исключить обратную продувку в изделиях из нержавеющей стали, важно следовать пяти ключевым советам для успеха при переходе на модифицированный процесс GMAW с коротким замыканием.
- Обеспечьте минимальный зазор между корнем в 1⁄8 дюйма. Это позволяет защитному газу проходить сквозь сварной шов и защищать обратную сторону сварного шва от окисления.
Очистите трубу изнутри и снаружи от любых загрязнений.Используйте проволочную щетку, предназначенную для нержавеющей стали, чтобы очистить как минимум 1 дюйм от края стыка.
Используйте присадочный металл из нержавеющей стали с высоким содержанием кремния, например 316LSi или 308LSi. Более высокое содержание кремния способствует смачиванию сварочной ванны и действует как раскислитель.
Для достижения наилучших результатов используйте смесь защитного газа, составленную специально для процесса, например 90% гелия, 7,5% аргона и 2,5% диоксида углерода.Другой вариант – 98 процентов аргона и 2 процента углекислого газа. У поставщиков сварочного газа могут быть другие рекомендации.
Для достижения наилучших результатов используйте конический наконечник и сопло для корневого прохода, чтобы локализовать газовое покрытие. Конические сопла со встроенными газовыми диффузорами обеспечивают отличное покрытие.
Обратите внимание, что использование модифицированного процесса GMAW с коротким замыканием без газа-носителя приводит к образованию небольшого количества окалины на обратной стороне сварного шва. Обычно он отслаивается по мере охлаждения сварного шва и соответствует стандартам качества для масел, электростанций и нефтехимии.
Джим Бирн – менеджер по продажам и приложениям в Miller Electric Mfg. LLC, 1635 W. Spencer St., Appleton, WI 54912, 920-734-9821, www.millerwelds.com.
Сварка TIG – как выполнять сварку TIG, обзор процесса и настройка аппарата
Что такое сварка TIG?
TIG Сварка – это процесс ручной сварки, при котором сварщик должен использовать две руки. Что отличает сварку TIG от большинства других сварочных процессов, так это способ создания дуги и добавление присадочного металла! При сварке TIG одной рукой удерживают горелку TIG, которая создает дугу, а другой рукой добавляют присадочный металл в сварное соединение.Поскольку для сварки требуются две руки, сварка TIG – самый сложный для освоения процесс, но в то же время он является наиболее универсальным, когда речь идет о различных металлах. Этот процесс медленный, но при правильном выполнении обеспечивает высочайшее качество сварки! Сварка TIG в основном используется для критических сварных швов, сварки металлов, отличных от обычной стали, а также там, где требуются точные небольшие сварные швы.
Сварочная горелка TIG с воздушным охлаждением Сварочная проволока 250ATIG с алюминиевым электродом Присадочная проволока Сварка TIG труб из нержавеющей стали Идеальный пример сварки TIG нержавеющей стали на тонкостенной трубе.Имена для сварки TIG
Знание альтернативных названий и сокращений для сварки TIG важно для всех, кто заинтересован в получении работы сварщиком TIG. Многие компании могут использовать альтернативные названия при размещении объявлений в объявлениях. Иногда они могут использовать альтернативное имя в письменном тесте, чтобы проверить ваши знания о процессе сварки. Кроме того, альтернативное название что-то значит для процесса. На сегодняшний день сварка TIG – это широко распространенный жаргонный термин. TIG – это сварка вольфрамовым электродом в среде инертного газа.
Сварка TIG – собственное название – газовая вольфрамо-дуговая сварка или GTAW. Это название Американское сварочное общество и другие сварочные организации называют этот процесс в своих процедурах сварки. GTAW – это также аббревиатура, которую инженеры-сварщики используют для обозначения процесса сварки, который будет использоваться в чертежах. Вдобавок ко всему при работе с трубопроводами высокого давления вас могут отправить домой на несколько дней за неправильную терминологию!
История сварки TIG
Когда сварка TIG была представлена примерно в 1940-х годах, гелий был основным защитным газом, используемым в процессе.Термин «сварка Heliarc» был обычным словосочетанием, используемым в те времена, и теперь он является зарегистрированным товарным знаком «GENUINE HELIARC», насколько мне известно, теперь он принадлежит сварочному оборудованию ESAB! Почему это имеет значение, когда вы ищете работу или работаете в магазине? Большинство старожилов и опытных сварщиков называют сварку TIG сваркой Heliarc. Я понял это очень рано, когда начал сваривать. Я не знал, что Heliarc также занимается сваркой TIG! Когда я пошел в школу сварщиков, я подумал, что сварка TIG – это новый процесс, которому я собираюсь научиться.Неправильный! Точно так же, как мой бывший начальник называл холодильник «ледяной коробкой», это одно и то же. Когда кто-то называет сварку TIG гелиарной сваркой, можно с уверенностью предположить, что либо у них есть большой опыт, либо они прошли обучение у опытного сварщика.
Подлинные вольфрамовые электроды HELIARCЗачем использовать вольфрам для сварки
Поскольку в названии есть термин «вольфрам», а вольфрам – это то, что делает возможной сварку TIG, полезно знать, что такое вольфрам! Вольфрам – очень твердый, слаборадиоактивный и хрупкий металл.Его использование ограничено по сравнению с другими металлами. При сварке TIG вольфрам превращается в неплавящийся электрод, который используется для создания дуги при сварке TIG. Обычно вольфрам используется в лампах, нагревательных элементах и ракетных двигателях. Практически любое место, где требуется очень высокая температура плавления или необходимость пропускать электричество при высокой температуре.
Неплавящийся ториево-вольфрамовый электродВ случае сварки TIG свойства металлического вольфрама позволяют дуге поддерживать температуру до 11 000 градусов по Фаренгейту.Высокая температура плавления и отличная электропроводность предохраняют вольфрамовый электрод от возгорания! Уникальные свойства сварки вольфрамовым сплавом с более горячей дугой, чем фактическая температура плавления вольфрама. Прочность на растяжение вольфрама чрезвычайно высока – до 500 000 фунтов на квадратный дюйм! По сравнению с обычно используемой сталью с пределом прочности на разрыв 36 000 фунтов на квадратный дюйм, вольфрам очень прочен! Хотя металл очень прочный, он также хрупкий! Сломать вольфрамовый электрод несложно простым ударом молотка.
Как работает сварка TIG
Для сварки TIG требуются три вещи: нагрев, защитный металл и присадочный металл. Тепло производится электричеством, проходящим через вольфрамовый электрод, создавая дугу на металле. Экранирование происходит из баллона со сжатым газом, который течет в зону сварки, чтобы защитить его от воздуха. Присадочный металл – это просто проволока, которую вручную окунают в дугу и расплавляют. Эти три вещи объединяются довольно просто. Сначала сварщик включает поток газа, многократно с помощью клапана на самой горелке TIG.Газ начинает течь и начинает защищать зону сварного шва от воздуха. Горелку держат над сварным швом ровно настолько, чтобы горелка не касалась металла. Затем сварщик нажимает ножную педаль, и вольфрамовый электрод горелки TIG зажигает дугу. Как только зажигается дуга, два куска металла начинают плавиться, образуя лужу металла. Как только лужа образовалась, сварщик другой рукой начинает заполнять стык, вручную погружая сварочную проволоку в дугу для заполнения стыка.В конечном итоге этот процесс создает цельный кусок металла.
Источники питания для сварочных аппаратов TIG
Источники питания для сварки TIG обычно представляют собой источники питания для ручной сварки. Основное различие между источником питания для сварки Stick и источником питания для TIG заключается в том, что иногда для сварки TIG требуются навороты. Базовая горелка TIG может быть добавлена к источнику питания для Stick-сварки, и она будет хорошо сваривать. Оба блока питания являются блоками питания с постоянной силой тока. Это означает, что они поддерживают постоянную силу тока, а настройки нагрева регулируются в амперах.Напряжение на этих источниках питания будет варьироваться в зависимости от длины дуги.
Источник питания для сварки TIGВысокочастотный запуск TIG по сравнению с запуском с нуля
Источники питания для сварки TIG часто имеют функцию, называемую «высокочастотный запуск». Это устраняет необходимость физического зажигания дуги. После активации горелки TIG функция высокочастотного пуска может буквально создать дугу на расстоянии в один дюйм между горелкой TIG и металлом! Это делается путем создания кратковременного высокого напряжения, которое имеет давление, необходимое для преодоления расстояния.Это похоже на лестницу Джейкобса, используемую в научных экспериментах. Как только возникает дуга, напряжение падает, и сила тока достигает значения, установленного на машине. Это очень полезно для предотвращения загрязнения и использования вольфрама. Функция высокочастотного пуска помогает вольфрамовому электроду соответствовать его обозначению в качестве неплавящегося электрода.
Предварительная подача защитного газа и последующая подача защитного газа для сварки TIG
Некоторые общие особенности источников питания для сварки TIG – это предварительная подача и продувка после сварки.Функция предварительной продувки дает защитному газу время предварительной продувки для защиты зоны сварки перед зажиганием дуги. Функция продувки поддерживает поток газа в течение заданного времени после прекращения дуги, чтобы обеспечить защиту сварного шва до тех пор, пока он не остынет.
Параметры подачи питания для сварочного аппарата TIG до окончания процессаЭлементы управления осциллограммами переменного тока
Другими особенностями источников питания для сварки TIG являются настройки частоты, которые влияют на характеристики сварочной дуги. Есть много способов сделать сварочную дугу более плавной.Некоторые функции делают это за счет использования частотных диапазонов и / или импульсов электричества для достижения желаемого типа дуги. Самым большим преимуществом этих функций является то, что они придают дуге чистящие свойства. Эти настройки встречаются нечасто, кроме сварки алюминия или магния.
Настройки частоты переменного тока для аппарата для сварки TIGКак преобразовать аппарат для ручной сварки в аппарат для сварки TIG
В полевых условиях очень распространено использование аппарата для ручной сварки труб для сварки TIG. Это то, что большинство крупных компаний используют для сварки TIG труб из углеродистой и нержавеющей стали.Я думаю, что источники питания для сварки Stick лучше справляются с этой задачей, чем источники питания для сварки TIG, когда дело касается толстостенных труб.
Фактическое преобразование очень простое и требует только горелки TIG с воздушным охлаждением и баллона аргона. В большинстве случаев для начала сварки TIG потребуется три шага:
- Сначала измените полярность на отрицательный электрод постоянного тока (-).
- Во-вторых, возьмите горелку TIG с воздушным охлаждением и подсоедините ее к жалу или держателю электрода.
- В-третьих, возьмите шланг подачи газа и присоедините его к регулятору на баллоне с аргоном.
Это все, что нужно сделать, чтобы преобразовать аппарат для ручной сварки в сварочный аппарат TIG!
Тип сварочного напряжения и полярность при сварке TIG
Сварка TIG, как и сварка палкой, использует те же типы напряжения. Есть два типа напряжения:
- Постоянный ток постоянного тока, подобный току от автомобильного аккумулятора, который течет только в одном направлении. То есть от (-) отрицательной стороны к (+) положительной стороне.
- A / C Переменный ток, как в вашем доме. Этот ток меняет направление много раз в секунду.
Сварка TIG, как и сварка палкой, при сварке постоянным током использует два типа полярности:
- Электрод постоянного тока постоянного тока (-) Отрицательный. Это означает, что электрод или сварочная ручка являются отрицательной стороной цепи, и электричество течет от горелки TIG к металлу.
- Электрод постоянного тока постоянного тока (+) Положительный.Это означает, что электрод или сварочная ручка являются положительной стороной цепи, и электричество течет от металла к горелке TIG.
Разница в полярности связана с количеством тепла, приложенного к электроду. Отрицательный электрод постоянного тока (-) концентрирует около 2/3 тепла на свариваемом металле. Это дает сварной шов с глубоким проплавлением. Положительный электрод постоянного тока (+) концентрирует около 2/3 тепла на электроде. Это дает неглубокий сварной шов, который больше подходит для листового металла, и в то же время придает характеристикам дуги очищающее действие.
Как работает полярность при сварке TIG на постоянном токе
Чтобы лучше понять протекание постоянного тока, вам нужно представить его в терминах протекания воды. Если вы возьмете кувшин с водой и нальете его в стакан, наибольшее трение будет испытывать стакан, в который поступает вода. Таким образом, в этом случае кувшин – это (-) отрицательная сторона (потеря воды), а стакан – (+) положительная сторона (получение воды). Обычно набирающая вода сторона – это сторона с наибольшим трением. По сравнению со сваркой, это сторона, на которой сосредоточено больше всего тепла.Именно так работает питание постоянного тока!
Типы горелок TIG
Когда дело доходит до сварки TIG, есть два варианта выбора горелки TIG!
- Горелки для сварки TIG с воздушным охлаждением
- Горелки для сварки TIG с водяным охлаждением
Горелки для сварки TIG с воздушным охлаждением
Первая – это горелка с воздушным охлаждением, которая является наименее дорогой и наиболее практичной. Обратной стороной является горелка TIG с воздушным охлаждением, поскольку она довольно сильно нагревается, и большая часть тепла, производимого дугой, тратится впустую. Я буквально за десять минут могу сварить горелкой с воздушным охлаждением, прежде чем ручка станет слишком горячей, чтобы ее можно было удерживать!
Горелка для сварки TIG с воздушным охлаждением 250AГорелки для сварки TIG с водяным охлаждением
Вторая – это горелка с водяным охлаждением.Это наиболее эффективный тип горелки, но он требует водяного охлаждения и дополнительного обслуживания. Это очень похоже на обслуживание радиатора автомобиля.
Горелка для сварки TIG с водяным охлаждением от ESABВодоохладители для горелок TIG
Если используется горелка для сварки TIG с водяным охлаждением, то потребуется охладитель воды. Охладитель воды – это то, что охлаждает горелку TIG. Внутри водоохладителя находится радиатор, как в автомобиле, через который проходит вода, а вентилятор продувает воздух, чтобы охладить воду.
Охладитель воды горелки TIGДистанционный запуск vs.Ручной запуск
После выбора горелки TIG есть два варианта запуска дуги: ручной запуск или дистанционный запуск. Во-первых, есть простой способ вручную запустить дугу. Как и сварка палкой, при включении сварочного аппарата TIG, то же самое происходит и с горелкой TIG. Дуга зажигается путем удара по металлу вольфрамом вручную. Второй вариант – удаленный запуск. Функции удаленного запуска бывают двух разных форм. Первый – это выключатель на горелке, а второй – с ножной педалью.
Пуск с нуля Горелка для сварки TIGРучной дистанционный запуск горелки для сварки TIG
Дистанционный запуск с ручным управлением очень прост. Это всего лишь кнопка, приклеенная к горелке TIG, которую просто нажимают пальцем, как только вы будете готовы начать сварку. Что происходит, когда кабель дистанционного запуска с ручным управлением подключается к источнику питания для сварки TIG, и он активирует функцию высокочастотного запуска. Это облегчает зажигание дуги и предохраняет вольфрам от загрязнения.
Горелка TIG с ручным дистанционным запускомДистанционный запуск горелки TIG с ножной педалью
Дистанционный запуск с ножным управлением или с помощью ножной педали немного сложнее.Они управляют запуском с высокой частоты и в то же время регулируют силу тока. Точно так же, как педаль газа в вашей машине, чем ниже вы нажимаете, тем больше мощности вы получаете. Дистанционный запуск с ножным управлением в основном подходит для работы в мастерской, где сварщик может сидеть. Сварить стоя с ножным дистанционным пуском очень сложно. Плюс к дистанционному запуску с ножной педали заключается в том, что у вас есть полный контроль над жаром, с помощью которого вы выполняете сварку.
Ножная педаль для сварки TIGЗащитные газы для сварки TIG
Защитные газы для сварки TIG используются для защиты зоны сварки от воздуха, который может загрязнить сварной шов.Два наиболее часто используемых газа для сварки TIG:
- Аргон / Ar (обычно используется)
- Гелий / He
Поскольку аргон и гелий являются инертными газами Nobel, они не изменяют характеристики сварного соединения. То, с чем вы свариваете, и получаете. В некоторых редких случаях используются смеси трех типов. Первый – это аргон и водород, а второй – аргон и азот. Третья смесь – это аргон и гелий, которая обычно используется для более толстых металлов для получения более глубокого проплавления шва.В большинстве случаев чистый аргон покрывает почти все потребности в сварке.
Подача газа аргонаТипы вольфрамовых электродов
Как видно из названия, «Сварка вольфрамом в среде инертного газа» вольфрам является основным ингредиентом электрода. Что изменилось, так это то, что добавлен очень небольшой процент других металлов, чтобы помочь создать желаемые характеристики дуги. Обычные металлы, добавляемые в вольфрам, – это церий, лантан и цирконий. В реальном мире наиболее широко используются следующие смеси вольфрама:
- Чистый вольфрам, EWP
- Цирконий-вольфрам от 1/4% до 1/2%, EWLa-1
- 1% торий-вольфрам, EWPTh-1
- 2% торий-вольфрам, EWPTh-2
Чистый вольфрам используется с переменным током переменного тока только для сварки алюминия и магния.Он поставляется с зеленым наконечником с классификационным кодом AWS (Американского сварочного общества) «EWP» на упаковке.
Цирконий Вольфрам имеет свойства, аналогичные чистому вольфраму. Цирконий Вольфрам бывает в виде смеси от% оксида циркония до 1/2% оксида циркония, а остальное – вольфрам. Обычно он используется с переменным током переменного тока для сварки алюминия и магния. Он поставляется с наконечником коричневого цвета и классификацией AWS EWLa-1 на упаковке.
Торированный вольфрам обычно используется с постоянным током с отрицательной полярностью (DCEN).Добавленный оксид тория помогает электроду пропускать больший ток при более низкой температуре, облегчая при этом зажигание дуги. Торированный вольфрам используется для сварки большинства металлов, помимо алюминия и магния. Некоторые из металлов, с которыми он хорошо работает, – это углеродистая сталь, нержавеющая сталь, хромовые сплавы, никель и большинство других черных металлов. Процент добавленного оксида тория обычно составляет от 1% до 2%. 1% -ный торированный вольфрам поставляется с наконечником желтого цвета и имеет классификацию AWS EWTh-1 на упаковке.2% торированный вольфрам поставляется с наконечником красного цвета и имеет классификацию AWS EWTh-2 на упаковке.
Диаметры вольфрамовых электродов
Как и для всех электродов, существует возможность выбора диаметров электродов. При сварке TIG размер электрода не является самым важным компонентом процесса. Пока используемый электрод остается в пределах допустимой силы тока. Важнее всего форма наконечника, которая определяет характеристики дуги. Для большинства применений подойдет электрод любого размера от 1/16 до 1/8 дюйма в диаметре.Наиболее распространенные размеры на рынке:
- .04
- 1/16
- 3/32
- 1/8
- 5/32
- 3/16
- 1/4
Формовочные вольфрамовые электроды
Поскольку вольфрам имеет форму стержня с квадратным концом, ему необходимо придать форму. Некоторые формы наконечников, используемых в этих электродах, являются заостренными, закругленными и заостренными с шаровидным концом.
Измельченный чистый вольфрам перед заточкойОстроконечные вольфрамовые электроды
Заостренный наконечник обычно используется при сварке черных металлов, таких как сталь.Используемый ток – DCEN (отрицательный электрод постоянного тока). Это позволяет току течь от электрода к металлу. Это позволяет электроду концентрировать температуру дуги на металле. В этом случае заостренный наконечник будет сохранять свою форму, поддерживая более высокую температуру дуги, чем температура плавления электродов. Если бы полярность была изменена, вольфрам, вероятно, начал бы плавиться.
Как придать форму и заточить заостренный вольфрамовый электрод
Формование заостренного электрода обычно выполняется с помощью шлифовального круга или точилки для вольфрамовых электродов.При использовании шлифовального круга лучше всего использовать шлифовальный круг с мелким зерном, который предназначен только для заточки вольфрамовых электродов. У использования шлифовального круга есть обратная сторона. Поскольку вольфрам немного радиоактивен, вы действительно не хотите вдыхать какие-либо частицы! Чтобы заострить электрод, направьте его вверх, медленно и слегка катая его по шлифовальному кругу между пальцами, чтобы получить круглое острие. Ах да, при этом не надевайте перчатки! Последнее, что вам понадобится, это перчатка, которую нужно затянуть в шлифовальный круг!
Формовка из вольфрама на шлифовальном станке Заточка вольфрама Травма от шлифовки вольфрамаФормирование и заточка остроконечного вольфрамового электрода на точилке
Если вы можете себе это позволить, существуют вольфрамовые точилки, которые работают как точилка для карандашей.Они намного безопаснее и каждый раз дают идеальную точку. Все, что вы делаете, – это вставляете вольфрам, а он делает все остальное. На рисунке ниже изображена точилка для вольфрама производства Diamond Ground Tungsten Products.
Точилка для вольфрамовых электродов с алмазной шлифовкойВольфрамовые электроды с закругленными и коническими шариками
Электроды с закругленными или коническими шариковыми концами обычно используются для сварки цветных металлов, таких как алюминий и магний. Для сварки этих металлов используется ток A / C (переменный ток).Закругленный или конический электрод с шариком на конце помогает распределять дугу по большей площади электрода. Чтобы получить круглый или шарообразный конец электрода, это делается с помощью DCEP (положительный электрод постоянного тока). Чтобы получить такую форму, нужно включить газ аргон и, если возможно, зажег дугу на куске меди. Что произойдет, так это то, что вольфрам начнет плавиться, когда сила тока станет достаточно высокой, а затем начнет образовывать каплю на конце электрода. Как только на конце электрода окажется шарик нужного размера, остановите дугу.После того, как форма будет получена, снова включите источник питания A / C. В случае, если кусок меди недоступен, просто используйте для работы самый чистый кусок металла, который вы можете найти.
В некоторых других случаях для сварки листового металла с помощью DCEP (положительный электрод постоянного тока) можно использовать округлые или конические электроды со сферической головкой. Это концентрирует 2/3 тепла на вольфрамовом электроде и предотвращает образование дырок в листе металла. Единственное, чего следует избегать, когда сварка TIG с постоянным током требует слишком большого тока.В противном случае вольфрам загорится!
Размеры чашек для TIG
Размеры чашек имеют стандартную систему кодирования. Система кодирования довольно проста! Например, чашка №5 составляет 5/16 дюйма, а чашка №9 – это 9/16 дюйма. Номер на чашке похож на X / 16. Какие бы числа ни использовались для размера чашки, всегда предполагайте, что это первое число дюйма, разбитое на 16-е дюйма.
Размеры чашек для сварки TIGОбозначение присадочной проволоки
Как и любой другой процесс сварки, присадочная проволока для сварки TIG имеет систему обозначений и кодов.Поскольку при сварке TIG не используется флюс, обозначения довольно просты. В большинстве случаев можно использовать сварочную проволоку MIG. Единственное различие между сварочной проволокой MIG и сварочной проволокой TIG заключается в способе их упаковки.
Сварочная проволока MIG для сварки TIGОбычно сварочная проволока TIG имеет длину 36 дюймов. Обычная сварочная проволока для низкоуглеродистой стали – ER70S-6 . Код обозначения следующий:
ERS-6 Сварочная проволока TIG Обозначение- ER – Электрод или присадочный пруток, который используется либо при сварке с подачей проволоки, либо при сварке TIG.
- 70 – Минимальная прочность на разрыв 70 000 фунтов на квадратный дюйм сварного шва.
- S -Проволока сплошная.
- 6 – Количество раскислителя и очищающего средства на электроде.
Сварка TIG Электродная проволока также имеет обозначение и размер, нанесенный на саму проволоку. Это важно, потому что легко смешивать разные сплавы, потому что они выглядят одинаково и одинаково весят. Один неправильный электрод – и сварка может испортиться на несколько недель.Если вас поймают на работе высокого качества без обозначения провода на электроде, вас уволят.
Размер проволоки для электрода для сварки TIG Штамп Сварочная проволока для сварки TIG ER6-6 Штамп с обозначениемСварочные проволоки для сварки TIG бывают разных размеров, и это наиболее распространенные диаметры:
Установка соединения
Установка соединения является чрезвычайно важной, когда дело доходит до TIG сварка. Не может быть никакой ржавчины, окисления, прокатной окалины, краски, масла или чего-либо, что не относится к этому, кроме голого металла.Все стыки необходимо очистить шлифовальной машиной или, в случае некоторых металлов, таких как алюминий, использовать химический очиститель. Одной из первых моих работ была сварка алюминия на заводе, и каждая свариваемая деталь перед сваркой подвергалась обработке в кислотной ванне. На мой взгляд, сварка TIG обеспечивает наилучшее качество сварки, но это качество во многом зависит от чистоты соединения.
Испытание трубы TIG для электростанции с двойными толстостенными стенками 2 дюймаЧто такое продувка трубы?
Очистка труб – это распространенный термин, когда речь идет о сварке труб TIG. При продувке воздух в трубе заменяется газом, который не вступает в реакцию с корнем сварного шва.Продувка предотвращает окисление сварного шва или «сахар» в шлаке сварщика труб. При собеседовании по поводу работ по сварке труб TIG часто задают вопрос: «Как предотвратить сахар»? В остальных случаях при сварке короб можно заполнить аргоном для вваривания. Аргон тяжелее воздуха, поэтому он заполнит коробку или форму, как вода. Аргон также может быть опасен, если не используется надлежащая вентиляция. Если вы находитесь в закрытой комнате и у вас протекает бутылка с аргоном, она будет заполнять комнату снизу вверх, как вода.В отличие от воды вы не можете ее увидеть и почувствовать запах. Как только аргон заполнит комнату, вы будете дышать и задыхаться одновременно, даже не подозревая об этом! Вы просто засыпаете, и это конец вам. Обычно аргон используется для сварки TIG, но, поскольку он очень дорог, сам по себе не используется для продувки трубы. Большинство людей используют для продувки трубы азот или углекислый газ.
Очистка трубы
Очистка трубы обычно требует использования математических расчетов. В некоторых случаях, например, на верфях, у них есть диаграммы, в которых указывается, какой размер трубы, длина, CFH (кубические футы в час потока газа) и сколько времени требуется для продувки трубы.Другой способ – это канареечный метод. Просто поместите канарейку в трубу, и когда птица пнет ведро, вы можете быть уверены, что труба очищена от кислорода. Я настоятельно не рекомендую этот метод!
Лента для продувки трубыКак прочистить трубу
Перед продувкой трубы необходимо закрыть открытые участки трубы. Это также включает область сварного шва. Это делается путем приклеивания ленты к области, и при сварке лента отрывается небольшими участками. После того, как область загерметизирована, вам нужно сделать вентиляционное отверстие на одном конце трубы, противоположном стороне, на которой находится труба, заполняющая трубу.Расположение вентиляционного отверстия зависит от того, используете ли вы гелий или аргон. Если вы используете наполнитель на основе аргона, вам понадобится вентиляционное отверстие в верхней части трубы, потому что аргон тяжелее воздуха. Если вы используете наполнитель на основе гелия, вам понадобится вентиляционное отверстие в нижней части трубы, потому что гелий легче воздуха.
Продувка трубы Вентиляционное отверстие Удаление продуванной ленты перед сваркой Сварка труб из нержавеющей стали с продувкойЕсть три способа определить, сколько газа вам нужно для продувки трубы перед сваркой.
- Используйте таблицу с размерами труб, CFH и временем обмена продувки.
- Посчитайте объем трубы по сравнению с газообменом.
- Используйте инструмент для контроля кислорода. Вы просто вставляете зонд, и он измеряет атмосферу.
Настройка аппарата для сварки TIG
При настройке аппарата для сварки TIG есть две основные настройки. Это сила тока и расход газа. Настройки силы тока зависят от типа и толщины свариваемого металла.Вы просто устанавливаете силу тока на такое значение, при котором вам удобно, насколько быстро расплавляется металл при сварке. Расход газа также варьируется в зависимости от условий тяги, размера чашки и иногда положения сварного шва. Расход газа может варьироваться от 5 до 60 кубических футов в час для большой чашки и на сквозняке. При выборе сварочного газа почти всегда предполагается, что вы будете использовать чистый аргон.
Настройки подачи питания для сварочного аппарата TIG перед началом работыНекоторые основные рекомендации по настройке аппарата следующие:
- 1/16 Вольфрам – Требуется сила тока от 50 до 100 ампер.Рекомендуемый размер чаши – 4, 5 или 6. Расход газа должен составлять от 5 до 15 кубических футов в час.
- 3/32 Вольфрам – Требуется сила тока от 80 до 130 ампер. Рекомендуемые размеры чаши: 6, 7 или 8. Расход газа должен быть от 8 до 20 кубических футов в час.
- 1/8 Tungsten – Требуется сила тока от 90 до 250 ампер. Рекомендуемый размер чаши – 6, 7 или 8. Расход газа должен составлять от 8 до 25 кубических футов в час.
Сталь для сварки TIG
Сталь для сварки TIG очень просто.Обычно используется полярность DCEN (отрицательный электрод постоянного тока), газообразный аргон и торий-вольфрам. Для сварки стали и нержавеющей стали вольфраму необходимо придать тонкую форму.
Сварка корня трубы TIG и горячий проходСварка TIG нержавеющей стали
Нержавеющая сталь сваривает почти как сталь. Это не требует особой практики, использует тот же тип вольфрама и аргона. Единственное исключение – сварка нержавеющей стали требует хорошего газового покрытия. Сталь снисходительна к покрытию аргоном.Нержавеющая сталь иногда требует, чтобы сварной шов был погружен в ванну с аргоном, или, если это открытый корневой шов, внутреннюю часть шва необходимо продуть присадочным газом. Одна из проблем сварки нержавеющей стали заключается в том, что она имеет тенденцию к деформации, если приложено слишком много тепла или свариваемые детали не закреплены должным образом! Деформацию можно контролировать, часто располагая сварные швы в шахматном порядке и укрепляя зону сварки. При правильной сварке TIG нержавеющей стали она приобретет медный цвет. Если вы обнаружите, что сварной шов серый или темный, это означает, что вы двигаетесь слишком медленно или у вас слишком жарко.
Нержавеющая сталь Сварная труба TIGСварка TIG Нержавеющая сталь
Нержавеющая сталь сваривает почти как сталь. Это не требует особой практики, использует тот же тип вольфрама и аргона. Единственное исключение – сварка нержавеющей стали требует хорошего газового покрытия. Сталь снисходительна к покрытию аргоном. Нержавеющая сталь иногда требует, чтобы сварной шов был погружен в ванну с аргоном, или, если это открытый корневой шов, внутреннюю часть шва необходимо продуть присадочным газом.Одна из проблем сварки нержавеющей стали заключается в том, что она имеет тенденцию к деформации, если приложено слишком много тепла или свариваемые детали не закреплены должным образом! Деформацию можно контролировать, часто располагая сварные швы в шахматном порядке и укрепляя зону сварки. При правильной сварке TIG нержавеющей стали она приобретет медный цвет. Если вы обнаружите, что сварной шов серый или темный, это означает, что вы двигаетесь слишком медленно или у вас слишком жарко.
Шлифовальный диск для чистки нержавеющей сталиПри сварке TIG нержавеющей стали подготовка швов чрезвычайно важна! На стыке не должно быть ничего, кроме чистой нержавеющей стали.Если этого не сделать, вы обнаружите, что присадочная проволока не попадет в стык. При сварке не совсем чистого стыка из нержавеющей стали вы обнаружите, что присадочная проволока не будет прилипать ко многим частям стыка. Чтобы этого не произошло, лучше всего постучать по стыку шлифовальным диском или напильником. Это верно и для многопроходных сварных швов. Если вы вставляете один валик, а затем вам нужно сделать второй проход, вам также необходимо снова очистить эту область перед сваркой.
TIG-сварка алюминия
При TIG-сварке алюминия необходимо выполнить несколько шагов для настройки.Во-первых, вольфрам! Вольфрам должен быть чистым вольфрамом или цирконием-вольфрамом. Вольфрам также должен иметь форму шара на конце, чтобы правильно распределять тепло. Второй тип тока – это алюминий, всегда свариваемый на переменном токе (A / C). Сварка алюминия всегда требует запуска с высокой частоты либо с помощью кнопки высокой производительности, либо от горелки TIG с ножным педальным управлением. Основное отличие сварки алюминия от других металлов заключается в том, как выглядит лужа. У алюминия просто блестящая лужа, которая не светится.Это похоже на движение фольги. При сварке алюминия необходимо избегать перегрева металла. Продолжать сварку очень легко, и внезапно вся зона сварки просто падает на пол.
Алюминий Сварка TIGСварка TIG Анодированный алюминий
При сварке TIG алюминиевых трубок меньшего диаметра многие люди предпочитают использовать кнопку с высокой производительностью. Кнопка предназначена для удара по сварному шву. В основном это означает точечную сварку трубы или трубки. Этот метод обычно используется для сварки труб из анодированного алюминия.В яхтенной индустрии на многих лодках перед продажей устанавливают башни для тунца или марлина. Эти башни сделаны из матового или анодированного алюминия для защиты трубы от соленой воды. Анодированная труба имеет покрытие, затрудняющее сварку. Сварка анодированного алюминия требует двух шагов. Первый шаг – это точечная сварка вокруг трубы и добавление присадочной проволоки. Этот сварной шов выглядит менее чем приемлемо, потому что анодированное покрытие не расплавилось должным образом. Второй шаг – это точечная сварка или выпуклость вокруг того же сварного шва без добавления присадочной проволоки.Это позволяет лучше расплавить анодированное покрытие в сварном шве. После этого сварной шов покрывается краской для защиты.
Сварка анодированного алюминияСварка TIG экзотических металлов и сплавов
Сплав Hastelloy Сварка TIGTIG позволяет сваривать практически любой металл. Это возможно, поскольку в качестве основных используемых газов используются инертные благородные газы, и их свойства не изменяют свойства сварного шва. В большинстве других сварочных процессов к присадочному металлу применяются флюсы или химические добавки. При сварке TIG именно чистое тепло создает сварное соединение и позволяет соединить любой металл, который можно расплавить, при условии, что присадочная проволока совместима.Некоторые из экзотических металлов, которые обычно свариваются:
Медно-никелевый сплав «CUNI» и медно-никелевые сплавы
Сварка TIG медных и медно-никелевых сплавов обычно выполняется с использованием чистого аргона, а иногда и аргона / гелия (75% Ar / 25% He ) газовая смесь. В большинстве случаев используется вольфрам с 2% -ным содержанием церия оранжевого цвета и классификация AWS EWCe-2. В других случаях можно использовать 2% -ный вольфрам тория. Наиболее распространенный сварочный ток и полярность – DCEN (отрицательный электрод постоянного тока).
Многие люди, которые сваривают CUNI, говорят, что он оставляет ощущение мутности. Это верно только в том случае, если вы используете слишком много тепла, и в этом случае металл станет очень темным. Когда все сделано правильно, сварной шов будет очень похож на нержавеющую сталь с почти таким же медным цветом. Лучший способ описать ощущение и внешний вид лужи – это сочетание нержавеющей стали и алюминия. Лужа действует как нержавеющая сталь, но более жидкая с оттенком блеска или олова, как при сварке алюминия. Загвоздка при сварке медно-никелевых и медно-никелевых сплавов заключается в том, что холодная шлифовка и прокатка являются распространенной проблемой.Часто сварной шов выглядит так, как будто он проплавлен правильно, но в некоторых местах на самом деле нет проплавления. Очень трудно обнаружить холодную прокатку и притирку с медно-никелевым покрытием, если не будет проведено испытание на проплавление.
Когда дело доходит до открытого корневого шва на медно-никелевом покрытии, используется другой метод. Что сделано, вам нужно проделать отверстие в корне на суставе! Не шутка! Вы зажигаете дугу, а затем создаете замочную скважину, после чего погружаете в нее присадочную проволоку. Просто продолжайте повторять это, пока корень не будет готов.Это может показаться трудным, но присадочная проволока укладывается очень гладко и хорошо проникает с обратной стороны!
Магний
Магний обычно сваривают чистым газом аргоном. Тип используемого вольфрама обычно представляет собой циркониевый вольфрам с обозначением AWS EWZr. В большинстве случаев ток будет A / C (переменным током), требующим высокочастотного пуска.
Титан
При сварке титана используется газ аргон, и во многих случаях для сварки требуется аргонная ванна.Во многих случаях газового покрытия, обеспечиваемого горелкой TIG, недостаточно. Титан можно сваривать, используя 2% торий-вольфрам с классификацией AWS EWPTh-2 и DCEN (отрицательный электрод постоянного тока).
Сварка разнородных металлов TIG
Одним из менее распространенных способов сварки является сварка разнородных металлов. Когда дело доходит до сварки разнородных металлов, у сварки TIG есть много возможностей. Большинство этих вариантов зависит от конструкции присадочной проволоки. В некоторых случаях сварка разнородных металлов состоит из двух этапов, но, в конце концов, эти металлы можно соединить.Вот некоторые из комбинаций разнородных металлов, которые можно сваривать TIG:
- Медь с Эвердуром
- Медь Никель с Эвердуром
- Медь и Эвердур со сталью
- Медь с нержавеющей сталью
- Хастеллой Сплав C с сталью
- Никель с Сталь
- От нержавеющей стали к чугуну
- От нержавеющей стали к инконелю
- От нержавеющей стали к низколегированной или углеродистой стали
Методы сварки TIG
Что касается методов сварки TIG, многие из стандартных схем
все еще применимы.Что действительно меняет, так это способ добавления присадочного стержня и тот факт, что вам нужно использовать обе руки одновременно. При добавлении присадочного стержня всегда следует держать присадочный стержень в зоне защиты газа, чтобы избежать загрязнения присадочной проволоки. Большинство других изменений связано с тем, как зажигается дуга. При высокочастотном пуске возникновение дуги не является проблемой. При ручном запуске или запуске с нуля могут возникнуть проблемы. Основная проблема, связанная с появлением царапины, заключается в том, что вольфрам может загрязнить сварной шов и при этом потерять форму.Большинство сварочных швов TIG выполняются из стороны в сторону. Если сила тока установлена правильно и вы видите, что сварочная лужа размывается по бокам сварного шва, все должно быть в порядке. Как и в случае любого другого процесса сварки, здесь нет единого рисунка или способа сделать хороший сварной шов. Сварка TIG хорошо работает во всех положениях практически на любом металле. Единственное различие между плоским, горизонтальным, вертикальным и потолочным сварным швом заключается в том, как вы мысленно подходите к задаче. По большей части это сводится к позитивному мышлению и практике! Конечным результатом является то, что вам нужен гладкий равномерный валик, который хорошо впитался в стык.
Форхенд против левой
Когда дело доходит до сварки справа и слева, это не имеет большого значения. Поскольку в сварке TIG используется присадочный металл, добавляемый вручную, дуга определяет проплавление сварного шва. Пока лужа плавно смывается с металлом, не имеет значения, как вы путешествуете. При других сварочных процессах угол хода неуместен! С другой стороны, сварка TIG очень щадящая, когда дело доходит до угла горелки и направления движения, если газовое покрытие хорошее.
Сварка труб из нержавеющей стали TIG от рукиХодьба по чашке
Ходьба по чашке – это метод сварки, который дает сварщику гораздо больше контроля, чем сварка без рук! Если сравнить сварку от руки с ходьбой по чашке, можно увидеть огромную разницу в качестве и внешнем виде сварного шва! Сварочный шов, выполненный перемещением чашки, почти роботизированный, с очень равномерным и последовательным рисунком валика. Это связано с тем, что чашка горелки TIG всегда опирается на сварное соединение, а длина дуги остается неизменной.Длина дуги является ключевым моментом, когда речь идет о внешнем виде валика при сварке TIG. Чтобы переместить чашку, вам необходимо поместить чашку горелки TIG на сварной шов и установить вольфрам так, чтобы он находился чуть выше сварного шва. Затем просто пройдитесь по чашке и добавьте или удерживайте присадочную проволоку в стыке. Чашка получает свою скорость движения вперед, перемещая ручку горелки TIG таким образом, чтобы создать движение вперед. Есть много способов ходить по чашке, но в конечном итоге он держит руки сварщика в устойчивом положении, обеспечивая постоянную опору и постоянную длину дуги!
Ходьба по чашке TIG Левая сторона трубы Перемещение чашки ТIG с правой стороны трубыУстранение неисправностей и общие проблемы сварочного аппарата TIG
При сварке TIG возникают некоторые общие проблемы и дефекты сварки.Большинство этих проблем легко решить, если знать, что искать. Вот некоторые из распространенных проблем:
Пористость сварного шва
Пористость сварного шва может быть вызвана многими факторами. Некоторые из распространенных причин пористости сварного шва:
- Слишком большая длина дуги. Уменьшите длину дуги.
- Соединение не очищено должным образом. Очистите шлифовальной машиной или металлической щеткой.
- Скорость потока газа слишком низкая или слишком высокая. В случае слишком высокой скорости потока газа турбулентность, вызванная высокой скоростью потока, будет втягивать воздух в смесь.
- Используется чашка неправильного размера. Установите чашку нужного размера.
- Проверить, нет ли сквозняка в зоне сварки. В этом случае установите барьер, чтобы остановить сквозняк.
- Заливной стержень масляный, грязный или корродированный. Попробуйте новый наполнитель.
- Защитный газ загрязнен. Поменять газ.
- Используется неправильный газ. В большинстве случаев чистый аргон является подходящим газом.
- Чашка или недостаточно плотная. Проверьте все детали горелки TIG на герметичность.
- Шланги не должны быть затянуты или негерметичны. Проверьте соединения на герметичность или воспользуйтесь мыльной водой, чтобы найти утечки.
Износ вольфрама или нестабильная дуга
Износ вольфрама или нестабильная дуга обычно возникают по следующим причинам:
- Слишком низкий расход газа. Увеличьте расход газа.
- Слишком большая длина дуги. Уменьшите длину дуги.
- Используется неправильный газ. Поменять газ.
- Вольфрам загрязнен.Разбейте и измените форму вольфрама.
- Вольфрам попал в лужу. Очистите вольфрам и сократите вылет.
- Диаметр вольфрамового электрода слишком большой или малый. Замените вольфрам на вольфрам подходящего размера.
- Неправильная полярность. Измените полярность или тип напряжения.
- Слишком низкая сила тока. Увеличьте силу тока.
- Зажим заземления не контактирует должным образом. Чистое заземление.
- Сварной металл не очищен должным образом. Отшлифовать сварной шов или проволочной щеткой
- Ослаблено соединение горелки TIG.Затяните подключение горелки TIG к источнику питания.
Сварка нержавеющей стали | Металл Супермаркеты
Деформированный металл, сварные швы угольного цвета и фрустрация; это некоторые из вещей, которые могут произойти при сварке нержавеющей стали. Несмотря на то, что нержавеющая сталь содержит элементы, аналогичные элементам из углеродистой стали, в нее добавлены легирующие элементы, такие как хром и молибден, и это создает совершенно другой набор проблем при сплавлении двух или более кусков нержавеющей стали, а не углеродистой стали.Кислород, окружающий ванну из нержавеющей стали, должен быть минимальным. Сварочная ванна ведет себя иначе, чем алюминий или углеродистая сталь. Теплопроводность нержавеющей стали намного меньше, что вызывает большие проблемы с деформацией и тепловложением. Несмотря на то, что при сварке нержавеющей стали необходимо учитывать множество факторов, одним из наиболее важных решений является выбор процесса сварки.
Ниже мы обсудим наиболее популярные способы сварки нержавеющей стали.
Сварка в среде инертного газа (MIG) / Дуговая сварка металла в газе (GMAW)
Сварка MIG, или газовая дуговая сварка, как она более формально известна, является одним из наиболее популярных способов сварки нержавеющей стали. Между сваркой MIG нержавеющей стали и сваркой углеродистой стали много общего. Никаких специальных приводных роликов не требуется, а электрическая полярность остается прежней. Однако состав защитного газа обычно отличается. При сварке нержавеющей стали допускается меньшее количество кислорода, поэтому уровни O2 или CO2 следует поддерживать на уровне около 2% или ниже.При сварке нержавеющей стали методом MIG часто используются трехкомпонентные защитные газы, содержащие аргон, гелий и двуокись углерода или кислород. Поскольку обычно требуется коррозионная стойкость сварного шва, а также основного материала, необходимо использовать сварочную проволоку из нержавеющей стали. Кроме того, для предотвращения растрескивания присадочная проволока и основная нержавеющая сталь должны быть низкоуглеродистой версией или содержать стабилизаторы, такие как тантал или ниобий. Использование импульсной формы волны сварки также может помочь пользователям более успешно сваривать нержавеющую сталь методом MIG.
Сварка вольфрамовым электродом в среде инертного газа (TIG) / Газовая дуговая сварка вольфрамом (GTAW)
Сварка TIG, более известная как дуговая сварка газом вольфрамовым электродом, – это еще один процесс, который часто используется для сварки нержавеющей стали. Этот процесс также имеет сходство между тем, когда он используется для сварки углеродистой стали и когда он используется для сварки нержавеющей стали. Оба материала требуют отрицательной полярности электрода постоянного тока (DCEN). Обычно в качестве защитных газов используют почти 100% аргон или гелий. Как и при сварке MIG, сварка TIG требует присадочного металла из нержавеющей стали, чтобы предотвратить образование шва, который будет легко подвержен коррозии.В качестве присадочного металла следует использовать низкоуглеродистые или стабилизированные марки нержавеющей стали, а также основные металлы должны быть низкоуглеродистыми или стабилизированными. Деформация может быть серьезной проблемой при сварке нержавеющей стали, поэтому при сварке нержавеющей стали TIG важно поддерживать несколько более высокую скорость перемещения и низкое тепловложение.
Порошковая сварка
Как правило, сварочные процессы с использованием флюса не оптимальны для сварки нержавеющей стали. При этом можно сваривать нержавеющую сталь методом порошковой сварки.Необходимо использовать специальные газовые смеси. Дуговая сварка порошковой проволокой в среде защитного газа обычно является лучшим выбором для сварки нержавеющей стали, чем порошковая сварка, поскольку она в меньшей степени зависит от флюса, чем последний процесс, для защиты металла шва от атмосферы.
Дуговая сварка металлопорошковой проволокой
Лучшей альтернативой порошковой проволоке как самозащитной порошковой сварке, так и дуговой сварке порошковой проволокой в среде защитного газа является дуговая сварка порошковой проволокой. В основном это связано с тем, что при дуговой сварке металлической сердцевиной вообще не используется флюс.Металлическая сердцевина присадочного материала, хотя и содержит определенные виды раскислителей, в основном заполнена металлическими порошками для увеличения осаждения. При наличии надлежащего защитного газа и системы подачи проволоки дуговая сварка металлической сердцевиной может использоваться для получения высококачественных сварных швов на нержавеющей стали. По большей части, для получения высококачественного сварного шва нержавеющей стали с помощью дуговой сварки металлической сердцевиной требуется импульсная форма волны или дуга с переносом струи.
Лазерная сварка (LBW)
Сварка лазерным лучом часто используется для соединения нержавеющей стали на очень высоких скоростях движения и с очень низким тепловложением.Необходимо соблюдать осторожность, чтобы избежать образования пористости и трещин при сварке лазером. Трещин и пористости можно избежать за счет уменьшения количества кислорода с помощью защитного газа и оптимизации параметров сварки. Сварка лазерным лучом никогда не выполняется вручную, и поэтому ее следует автоматизировать, если она выбрана в качестве процесса, который будет использоваться для сварки нержавеющей стали.
Другие процессы сварки нержавеющей стали
Вышеупомянутые процессы, возможно, являются наиболее распространенными процессами, используемыми для сварки нержавеющей стали.В отрасли существует множество других, несколько менее популярных процессов, которые можно использовать для сварки нержавеющей стали. К ним относятся плазменная сварка (PAW), электронно-лучевая сварка (EBW), дуговая сварка в среде защитного металла (SMAW), сварка трением с перемешиванием (FSW) и контактная сварка (RW). Этот список не является исчерпывающим, и существует еще много способов сварки, с помощью которых можно сваривать нержавеющую сталь вместе с различным уровнем успеха.
Metal Supermarkets – крупнейший в мире поставщик мелкосерийного металла с более чем 90 магазинами в США, Канаде и Великобритании.Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения.