
Таблица совместимости металлов
| Металлы, в отноше- нии которых представ- лены данные в таблице по подвержен- ности их коррозии |
Соот-ноше-ние пло-щади метал-ла к дру-гим метал-лам табли-цы |
Маг-ний |
Цинк | Алю-ми-ний | Кад- мий |
Угле-ро-дис-тая сталь | Низ-ко- леги-ро-ван-ная сталь |
Ли-тей- ная сталь |
Хро-ми- ро-ван- ная сталь |
Сви-нец | Оло-во | Медь | Нер-жа- вею-щая сталь |
| Магний | Низкое | С | С | С | С | С | С | С | С | С | С | С | |
| Высокое | У | У | С | С | С | С | С | С | С | ||||
| Цинк | Низкое | У | У | У | С | С | С | С | С | С | С | С | |
| Высокое | Н | Н | Н | Н | Н | Н | Н | Н | Н | Н | Н | ||
| Алюминий | Низкое | У | Н | Н | У | С | С | С | С | ||||
| Высокое | Н | У | Н | Н | Н | У | У | С | С | С | У | ||
| Кадмий | Низкое | Н | Н | Н | С | С | С | С | С | С | С | С | |
| Высокое | У | Н | Н | Н | Н | Н | Н | Н | Н | Н | Н | ||
| Углеродистая сталь |
Низкое | Н | Н | Н | Н | У | С | С | С | С | С | С | |
| Высокое | Н | Н | Н | Н | Н | Н | Н | Н | Н | Н | |||
| Низколеги- рованная сталь |
Низкое | Н | Н | Н | Н | Н | Н | С | С | С | С | С | |
| Высокое | Н | Н | Н | Н | Н | Н | Н | Н | Н | Н | Н | ||
| Литейная сталь |
Низкое | Н | Н | Н | Н | Н | У | С | С | С | С | С | |
| Высокое | Н | Н | Н | Н | Н | Н | Н | Н | Н | ||||
| Хромирован ная сталь |
Низкое | Н | Н | Н | Н | Н | Н | Н | У | У | С | С | |
| Высокое | Н | Н | Н | Н | Н | Н | Н | Н | Н | Н | |||
| Свинец | Низкое | Н | Н | Н | Н | Н | Н | Н | Н | Н | Н | ||
| Высокое | Н | Н | Н | Н | Н | Н | У | Н | Н | Н | |||
| Олово | Низкое | Н | Н | Н | Н | Н | Н | Н | Н | ||||
| Высокое | Н | Н | Н | Н | Н | Н | Н | У | Н | ||||
| Медь | Низкое | Н | Н | Н | Н | Н | Н | У | У | С | |||
| Высокое | Н | Н | Н | Н | Н | Н | Н | Н | У | Н | |||
| Нержавеющая сталь |
Низкое | Н | Н | Н | Н | Н | Н | Н | Н | ||||
| Высокое | Н | Н | Н | Н | Н | Н | Н | У | У | У | Н |
В 1 столбце таблицы представлены металлы, которые подвергаются или не подвергаются коррозии с металлами указанными в остальных столбцах таблицы и пропорция соотношения площадей металла, указанного в 1 столбце, к металлам в остальных столбцах таблицы.
Краткое обозначение С, У, Н в таблице означает:
- С – сильная и быстрая коррозия металла;
- У – умеренная коррозия металла;
- Н – Несущественная или ничтожная коррозия металла
| | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация / / Инженерные приемы и понятия / / Защита от воздействия окружающей среды. Коррозия. Климатические исполнения / / Таблица 2 совместимости металлов и сплавов (оценка риска гальванической коррозии).
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу.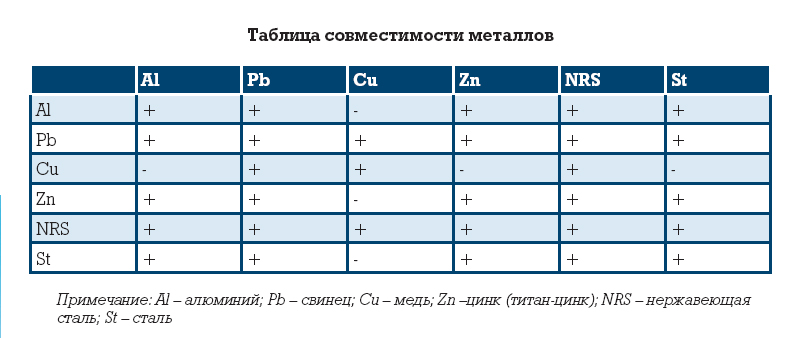 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| TehTab.ru Реклама, сотрудничество: [email protected] | Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Гальванические пары металлов — Zygar
Гальваническая пара, погруженная в кислотный (или щелочной) раствор, будет корродировать (разрушаться под действием коррозии). Этот процесс называется гальванической коррозией. Как правило, соединения разных металлов всегда подвержены коррозии (если не электролитической, так атмосферной). Но некоторые пары металлов корродируют намного сильнее. Ниже приведён список металлов, которые не рекомендуется применять в паре.
Недопустимые гальванические пары:
первая пара:
алюминий и все сплавы на его основе;
медь и её сплавы, серебро, золото, платина, палладий, родий, олово, никель, хром, нелегированная сталь;
вторая пара:
магниево-алюминиевые сплавы;
сталь легированная и нелегированная, хром, никель, медь, свинец, олово, золото, серебро, платина, палладий, родий;
третья пара:
цинк и его сплавы;
медь и её сплавы, серебро, золото, платина, палладий, родий;
четвёртая пара:
сталь нелегированная, олово, свинец, кадмий;
медь, серебро, золото, платина, палладий, родий;
пятая пара:
никель, хром;
серебро, золото, платина, палладий, родий;
шестая пара:
титан и его сплавы;
алюминий и его сплавы.
Необходимо избегать механического соединения деталей, изготовленных из металлов с заметно разными электрохимическими потенциалами.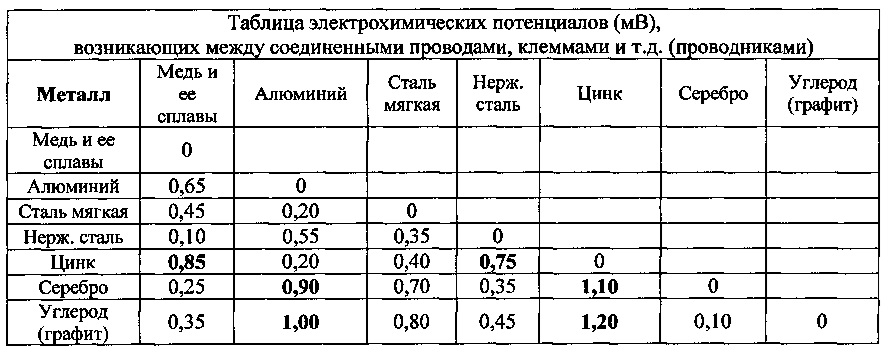 Например, недопустимо соединять латунные детали алюминиевой заклёпкой. Для выбора материалов в этих случаях можно руководствоваться таблицей электрохимических потенциалов (или так называемым электрохимическим рядом).
Например, недопустимо соединять латунные детали алюминиевой заклёпкой. Для выбора материалов в этих случаях можно руководствоваться таблицей электрохимических потенциалов (или так называемым электрохимическим рядом).
Таблица 2 совместимости металлов и сплавов (оценка риска гальванической коррозии).
Легенда:
- «Совм» — совместимые
- «Не совм»— несовместимые
- «Пайка» — совместимые при тщательной пайке, но несовместимые при непосредственном соприкосновении, так как образуют гальваническую пару
- Таблица двигается по горизонтали, в самом низу таблицы ползунок.
| Материал | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Оловянно-свинцовый сплав (припой ПОС) | Сталь нелегированная (углеродистая) / чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав припой ПОС | Не совм | Пайка | Не совм | Пайка | Пайка | Пайка | Совм | Совм | Совм | нет данных | Совм |
| Сталь нелегированная (углеродистая)/ чугун | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| Хром | Не совм | Совм | Не совм | Совм | Совм | нет данных | нет данных | нет данных | Совм | Совм | Совм |
| Цинк | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Инженерное ремесло / / Защита от воздействия окружающей среды. Коррозия. Климатические исполнения / / Таблица 2 совместимости металлов и сплавов (оценка риска гальванической коррозии). Поделиться:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. Вложите в письмо ссылку на страницу с ошибкой, пожалуйста. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Введите свой запрос:
Введите свой запрос:
Допустимые и недопустимые контакты металлов.
 Популярные метрические и дюймовые резьбы Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
Популярные метрические и дюймовые резьбы Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж.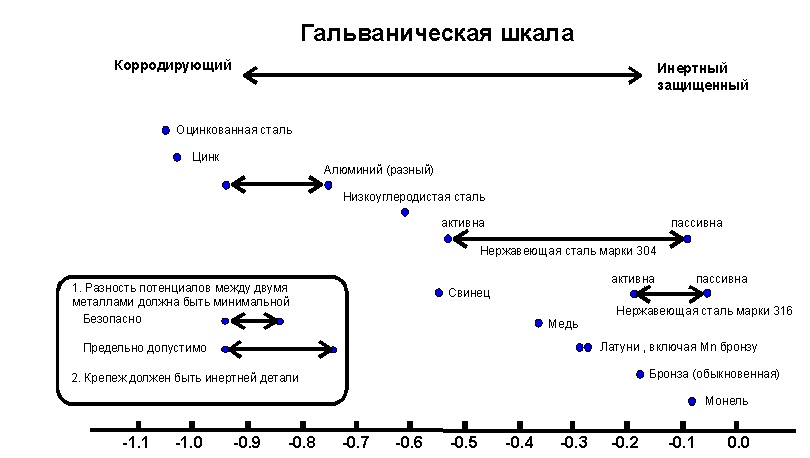 В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен электропроводный (conductive) ABS-пластик, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
Что же делать? Нашему брату приходится действовать методом Микеланджело, используя для творчества вместо каменной глыбы купленные в DIY-магазине заготовки, либо вообще старые корпуса ПК. Работая как-то с корпусом от старого сервера IBM из шикарной миллиметровой стали, автор впал в ступор, потому что имеющаяся резьба была крупнее М3, но мельче #6-32 (позже выяснилось, что это М3,5). Зачем вообще понадобилось в 2003-м году использовать метизы М3,5, останется загадкой, но о существовании дробной метрической резьбы автор даже не подозревал.
Работая как-то с корпусом от старого сервера IBM из шикарной миллиметровой стали, автор впал в ступор, потому что имеющаяся резьба была крупнее М3, но мельче #6-32 (позже выяснилось, что это М3,5). Зачем вообще понадобилось в 2003-м году использовать метизы М3,5, останется загадкой, но о существовании дробной метрической резьбы автор даже не подозревал.
UPD
Для моддеров, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (осциллорез) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER: Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для жестких и очень жестких атмосферных условий, Таблица №3 для контактов, находящихся в морской воде. Ниже я предлагаю выдержку из Таблицы №1 для средних атмосферных (т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
UPD:
Ещё цветные шпаргалки (благодарю greatvovan):
для средних атмосферных условий
для жестких и очень жестких атмосферных условий
Пара слов о металлах
Металлурги, поправляйте, если что не так.
 Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.Оцинковка
Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.ОцинковкаОцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
АлюминийАлюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.

Витая пара из омедненного алюминия (Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Медь
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Никель
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавейка
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Если вы занимались сборкой ПК, то наверняка знаете, что болтики для монтажа приводов CD/DVD, «ноутбучных» дисков 2.5″ и флоппи-дисководов (ха-ха) используют метрическую резьбу M3. В корпусах ПК и жёстких дисках 3.5″ используется более грубая дюймовая резьба #6-32 UNC. Почему? Мягкий металл любит более грубую резьбу, к тому же адепты дюймовой системы пока лидируют на рынке технологий. Стойка 19″ использует (вы не поверите) дюймы в качестве основной меры, однако для монтажа оборудования я встречал только оцинкованные клетевые шайбы и винты с метрической резьбой М6. Дюймово-метрический дуализм в технологиях…
Обустройство своей инженерной кухни я начал с того, что купил защитные очки, набор качественных свёрл по металлу, небольшой вороток и метчики на резьбы M3 и #6-32 UNC, а заодно M4 и M6. Плашки не понадобились.
Плашки не понадобились.
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
| Диаметр резьбы | Стандартный шаг, мм | Диаметр сверла, мм | ||
| ГОСТ | Fe | Al | ||
| M2 | 0.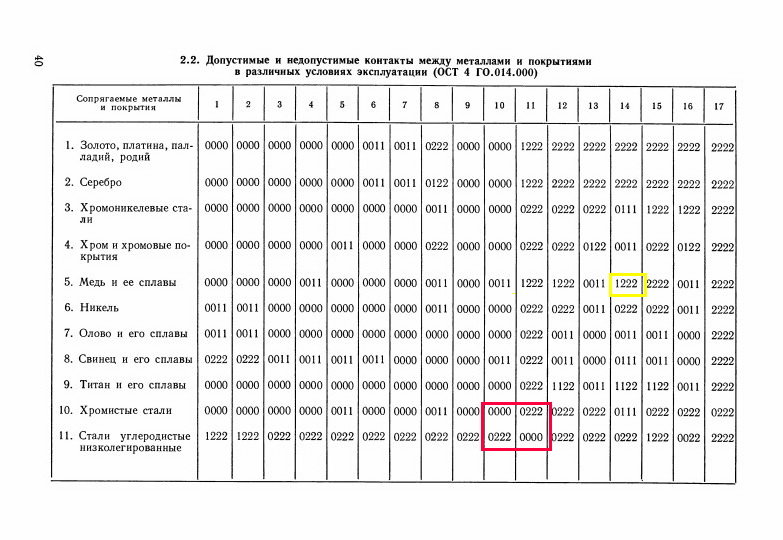 4 4 |
1,6 | 1.5* (-0.1) | |
| M2,5 | 0.45 | 2.0 | 1.8* (-0.2) | |
| M3 | 0.5 | 2.5 | 2.3 (-0.2) | |
| M3.5 | 0.6 | 2.9 | 2.7* (-0.2) | |
| M4 | 0.7 | 3.3 | 3.2 | 3.0 (-0.3) |
| M5 | 0.8 | 4.2 | 3.9 (-0.3) | |
| M6 | 1.0 | 5.0 | 4.9 | 4.6 (-0.4) |
| M8 | 1.25 | 6.8 | 6.7 | 6.3 (-0.5) |
| M10 | 1.5 | 8.5 | 8.0 (-0.5) | |
| #6-32 UNC | 0.794 | 2.85 | 2.7* | 2.5* (-0.35) |
* Я рискнул прикинуть калибры двух дополнительных свёрл для стали и алюминия там, где по ним у меня нет данных в источниках.
 Обратите внимание, резьба #6-32 UNC по наружному диаметру находится между M3 и M4, а по шагу резьбы вообще ближе к M5.
Обратите внимание, резьба #6-32 UNC по наружному диаметру находится между M3 и M4, а по шагу резьбы вообще ближе к M5.UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ.
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается металлический отпуск. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах.
Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм.
Хорошенько отметьте отверстие керном. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
На известной китайской площадке можно приобрести «пальцевые» винтики (thumb screw), причём и на #6-32, и на M3. Материал и цвет разный.
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования.
» ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры.
» Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
Как совместить несовместимое (о коррозии металлов)
Разнородные металлы при их непосредственном контакте «выносят» друг друга далеко не всегда. Нередко они образуют довольно сильную гальваническую пару, что приводит к коррозии одного из контактирующих металлов, а иногда и к «схватыванию» этого соединения, делая невозможной его последующую разборку для ремонта.
На память приходит случай из собственной практики, когда я, еще будучи молодым инженером, работал на автогиганте. Мы доводили новую систему автомобиля – экономайзер с электронным управлением. И столкнулись с тем, что после некоторого пробега машины входящие в систему электромагнитные клапаны, покрытые никелем, наотрез отказывались выворачиваться из своих гнезд. А снимать клапаны приходилось довольно часто – для проверки. Если же их вывинчивали «насильно», они выходили «с мясом» – вся резьба клапанов была сплошняком покрыта алюминием, выдранным из смесительной камеры карбюратора.
Чтобы избежать подобной неприятности, резьбу смазывали, в том числе и графитовой смазкой, но ничто не помогало. Попробовали было заменить никелевое покрытие клапанов на кадмиевое, но тогда клапаны засели и вовсе «намертво». Чтобы их вывернуть, обычного полуметрового динамометрического ключа (до 10 кгс) уже не хватало – пришлось орудовать ломом. Правда, покрытая кадмием резьба теперь выходила из камеры без привычной алюминиевой корки. Дефект устранялся, если на резьбу наносили слой цинка. Но цинк нас тоже не устраивал. Покрытие из него нестойкое, оно быстро истиралось и вода, всегда содержащаяся в бензине, вызывала ржавление клапанов, которые просто переставали действовать.
Лишь применив комбинированное покрытие «хром по никелю», мы навсегда избавились от этого дефекта. (Никель по-прежнему был нужен, поскольку хром не хотел ложиться на металл клапана.)
Обратившись уже после к таблице совместимости металлов (она тогда была почему-то секретной!), мы убедились, что наш чисто эмпирический выбор был сделан правильно. Жаль только, что из-за элементарной неразберихи так много времени было тогда убито впустую. Вот если бы эта «секретная» табличка была бы у нас тогда под рукой…
Жаль только, что из-за элементарной неразберихи так много времени было тогда убито впустую. Вот если бы эта «секретная» табличка была бы у нас тогда под рукой…
На таблице 1 эти «секретные» данные представлены в сокращенном виде. Из нее видно, что алюминий вполне может контактировать с цинком и хромом (знак +). А вот контакт с никелем ему противопоказан (знак -). Графу с кадмием я не привожу потому, что кадмирование сейчас почти повсеместно отменено из-за канцерогенности этого процесса.
Таблица 1. Гальваническая совместимость металлов
Анализ таблицы 1 показывает, что медь и ее сплавы (латуни и бронзы), алюминий и его сплавы (дюрали), а также олово и его сплавы (припои ПОС) ведут себя синхронно. Значит, эту таблицу можно упростить (см. таблицу 2).
Таблица 2. Упрощенный вид таблицы 1
Это упрощение облегчает пользование таблицей. Но все равно это не решает проблемы в полной мере. Ведь запоминать наизусть, словно «долбицу умножения», столь громоздкую таблицу (состоящую из 49 клеток) вряд ли кто будет. А каждый раз разыскивать таблицу, прежде чем приладить одну деталь к другой, никакой любитель мастерить тоже не будет. Как же быть?
А каждый раз разыскивать таблицу, прежде чем приладить одну деталь к другой, никакой любитель мастерить тоже не будет. Как же быть?
Попробуем переложить таблицу 2 на ряд формальных (мнемонических) фраз, а именно:
1. Сталь (нелигированная!) не любит медь.
2. Алюминий не любит медь и никель, а с оловом его нужно обязательно паять (буква П).
3. Медь не любит сталь, алюминий и цинк, а с оловом ее нужно паять.
4. Хром любит всех, а с оловом нуждается в пайке.
5. Никель не любит алюминий, а с оловом его нужно паять.
6. Цинк не любит медь.
7. Олово любит сталь и цинк, а с остальными – пайку.
Можно заметить, что 6-е высказывание лишнее. Ведь в 3-м высказывании уже содержится «нелюбовь» меди к цинку, а односторонней любви среди металлов не может быть (во всяком случае, мы будем так условно считать). Значит, 3-е высказывание отбрасывать уже нельзя. Затем, 1-е высказывание оказывается лишним: «нелюбовь» стали и меди следует из 3-го высказывания. Далее, 7-е высказывание тоже, видимо, требуется сохранить. Тогда 4-е высказывание будет лишним – слова «с оловом нуждается в пайке» косвенным образом содержатся в 7-м высказывании. Потом, 2-е высказывание тоже требует сохранения, вот только слова «а с оловом его нужно паять» лишние (это и так ясно из 7-го высказывания). Наконец, в 3-м высказывании слово «алюминий» лишнее: «нелюбовь» меди и алюминия уже содержатся во 2-м высказывании. Дальше минимизировать нам уже нечего.
Далее, 7-е высказывание тоже, видимо, требуется сохранить. Тогда 4-е высказывание будет лишним – слова «с оловом нуждается в пайке» косвенным образом содержатся в 7-м высказывании. Потом, 2-е высказывание тоже требует сохранения, вот только слова «а с оловом его нужно паять» лишние (это и так ясно из 7-го высказывания). Наконец, в 3-м высказывании слово «алюминий» лишнее: «нелюбовь» меди и алюминия уже содержатся во 2-м высказывании. Дальше минимизировать нам уже нечего.
Таким образом, после ряда упрощений мы получили уже не семь, а всего лишь три высказывания:
1. Алюминий не любит никель и медь.
2. Медь не любит сталь и цинк.
3. Олово любит сталь и цинк, с остальными – пайку.
Как стихотворение, эти простые фразы запомнит едва ли не каждый. Они помогут вам правильно ориентироваться при работе с металлом, даже не имея под рукой никакой таблицы.
2-я фраза наиболее показательна: смоченная обычной водой медь беспощадно разрушает сталь и цинк. Помирить их сможет, например, облуживание «агрессивной» меди (полуда не страшна ни стали, ни цинку). «Агрессия» меди распространяется и на алюминий. Спасти последний может лужение меди, а также ее цинкование и хромирование, но не никелирование. Хотя облудить разрешается и алюминий, благо рецептов этой операции сейчас существует уже немало. Спасет лужение алюминий и от «агрессии» со стороны никеля. Следовательно, все конфликты, содержащиеся в 1-й и 2-й фразах, мы разрешили. Ну а к 3-й фразе комментарии, как говорится, излишни.
«Агрессия» меди распространяется и на алюминий. Спасти последний может лужение меди, а также ее цинкование и хромирование, но не никелирование. Хотя облудить разрешается и алюминий, благо рецептов этой операции сейчас существует уже немало. Спасет лужение алюминий и от «агрессии» со стороны никеля. Следовательно, все конфликты, содержащиеся в 1-й и 2-й фразах, мы разрешили. Ну а к 3-й фразе комментарии, как говорится, излишни.
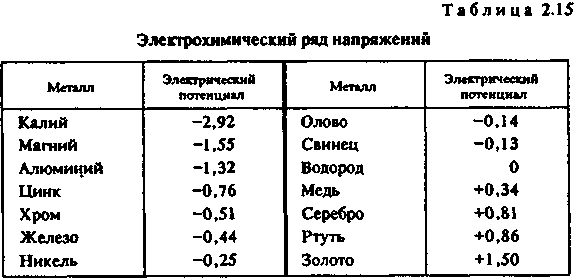
Откуда известно, какой металл пострадает в нежелательной (или, наоборот, нужной нам) гальванической паре? А из ряда активности металлов. Воспроизведем его частично: Аl, Mn, Zn, Cr, Fe, Cd, Co, Ni, Sn, Pb, Cu. Этот ряд показывает, что алюминий (AI) тут наименее активный металл, то есть самый слабый, а медь (Си), наоборот, наиболее активный металл, то есть она самая сильная. Поэтому в паре, скажем, железо (Fe) и медь (Cu) безусловным победителем окажется медь, то есть разрушаться будет только железо.
Поэтому непременно нужно сказать, что все плюсы и минусы, указанные в таблицах, весьма условны. Любые два разнородных металла образуют гальваническую пару. Только в одних случаях она «сильная», а в других «слабая». К примеру, таблица говорит о допустимости контакта олова (полуды) и стали. Однако попробуйте закопать в землю вскрытую консервную банку. Вскоре от нее останется одна ржавчина с остатками полуды. Влага, а главное соли, приведут к тому, что когда-то защитный слой полуды теперь неизбежно разрушит жесть. Вот если бы контакт полуды и жести не был бы открыт (то есть банка была бы цела), этого бы не произошло.
Любые два разнородных металла образуют гальваническую пару. Только в одних случаях она «сильная», а в других «слабая». К примеру, таблица говорит о допустимости контакта олова (полуды) и стали. Однако попробуйте закопать в землю вскрытую консервную банку. Вскоре от нее останется одна ржавчина с остатками полуды. Влага, а главное соли, приведут к тому, что когда-то защитный слой полуды теперь неизбежно разрушит жесть. Вот если бы контакт полуды и жести не был бы открыт (то есть банка была бы цела), этого бы не произошло.
То же самое можно сказать и контакте стали и цинка. Таблица нам рекомендует эту пару. Но вот если это соединение поливать соленой водой, цинк (Zn) будет непременно разрушаться. Именно на этом как раз и обоснована весьма популярная сейчас анодная защита кузова легкового автомобиля.
Цинковую пластинку надежно прикрепляют к кузову (с небольшим зазором, но без электрического контакта с кузовом). Контакт же пластинки с кузовом производится отдельным проводом, идущим от пластинки (провод крепят к кузову на некотором удалении от пластинки).
Когда всегда имеющаяся на асфальте в сырую погоду соленая вода начнет поливать кузов и цинковую пластинку, в зазоре образуется электролит: пара «кузов-пластинка» превратится в элементарную батарейку. При этом ток от этой батарейки начнет течь через упомянутый провод и кузов машины. Цинк, как более «слабый» в гальванопаре «цинк-железо», начнет разрушаться, предохраняя стальной кузов от коррозии. Установите у себя на автомобиле десяток таких пластин – ржавление кузова прекратится.
Чтобы защитить от коррозии стальную ограду (например, на кладбищенской могиле), достаточно в землю вкопать четыре-пять цинковых пластин, соединив с ними проводом верх ограды. «Батарейкой» (вернее, гальваническим элементом) тут будет сама влажная земля. Такая анодная защита мало чем отличается от автомобильной.
Выходит, «все врут календари», то бишь таблицы. Нет, не врут. Просто они ориентируют нас на обычные условия эксплуатации соединений, когда явной сырости, а тем более соли, нет. Да и в их присутствии урон будет минимальным. Поэтому не поленитесь запомнить найденные нами три предложения. Они помогут вам выполнять свои самоделки грамотно.
Поэтому не поленитесь запомнить найденные нами три предложения. Они помогут вам выполнять свои самоделки грамотно.
|
« НазадКоррозия и гальваническая пара 08.11.2011 06:55
Металлы в виду своего разнородного характера не всегда подходят для непосредственного контакта друг с другом тем более, если они находятся в агрессивных средах. Нередко они образуют весьма сильную гальваническую пару, что приводит к быстрому образованию коррозии в местах их непосредственного соприкосновения. Слово «коррозия» заимствованно от латинского слова «corrodere», что означает – пожирать, изгладывать. Наиболее известная форма коррозии, это физико-химической реакция окружающей среды со сталью, которая приводит к появлению ржавчины. Химическая коррозия, как правило, вызвана воздействием на сталь сухих газов и жидкостей без электролитных свойств и не сопровождается возникновениями электрических токов. При таком виде коррозии происходит равномерное воздействие на всю поверхность металла, в результате чего появляются окислы в виде рыхлых образований. Химическая коррозия представляет менее опасный вид разрушающих воздействий, в отличие от электрохимической коррозии. Коррозия, при которой происходит возникновение электрического тока, в среде жидкого электролита называется – электрохимическая коррозия. Все металлы и сплавы обладают электрическим потенциалом, из-за наличия в составе сплавов тех или иных веществ их потенциал не однороден. Если взять два материала с разными потенциалами и соединить их между собой, то они образовывают гальваническую пару. Электролит, это вещество в среде которого, возможно протекание электрического тока. В качестве электролита может быть не только морская вода, но и обычная водопроводная вода, так как в ней присутствуют минеральные вещества. Коррозионное разрушение алюминиевых частей водной техники, приобретает ускоренный характер, если применять детали из нержавеющей стали в качестве дополнительных элементов. В состав сплава этой легированной стали входят такие вещества как никель и хром, которые не совместимы с алюминием. Какие материалы можно применять для совместного использования без образования гальванической пары можно посмотреть в таблице совместимости металлов и сплавов. К примеру, если металлические детали будет контактировать с деталями на медной основе, процесс разрушения металлических изделий в таком случае резко ускорится. При проведении ремонтных работ нужно учитывать особенности материалов закрепляя их на основное изделие. Замена деталей, не предусмотренных конструкцией, может привести к их преждевременному разрушению и выходу из строя, а в некоторых случаях может повлечь возникновение аварийных ситуаций опасных для жизни. Вот некоторые комбинации несовместимых материалов и сплавов, которые создают гальваническую пару: Алюминий, а так же его сплавы не совместимы с такими материалами как, – медь, сплавы меди, серебро, золото, платина, палладий, родий, олово, никель, хром. Магниево-алюминиевые сплавы при их соединении создают отрицательное взаимодействие с веществами такими как, – никель, хром, олово, медь, свинец, палладий, родий, серебро, золото, платина. Цинк и сплавы на его основе по своей природе не совместимы с медью, славами на основе меди, а так же с некоторыми веществами, например: серебро, золото, платина, палладий, родий. Нелегированная сталь, олово, свинец, кадмий, не совместимы с веществами перечисленными далее: медь, серебро, золото, платина, палладий, родий. Никель и хром, если соединить их с серебром, золотом, платиной, палладием, родием, могут привести к не желательному взаимодействию. |
 Аналогичные процессы проистекают и с другими материалами. Коррозия может быть химической и электрохимической в зависимости от вида процесса разрушения.
Аналогичные процессы проистекают и с другими материалами. Коррозия может быть химической и электрохимической в зависимости от вида процесса разрушения. Поместив такую связку в электролит, между ними начинается активный электрообмен, что приводит к ускоренному разрушению более активного материала.
Поместив такую связку в электролит, между ними начинается активный электрообмен, что приводит к ускоренному разрушению более активного материала. Иногда для защиты стали от коррозии применяют покрытие из слоя олова, но оно будет выполнять свои защитные функции до тех пор, пока не нарушится их целостность. В результате механического воздействия оголяется поверхность материала находившегося под защищающим его слоем, что приводит к образованию гальванической пары олово-железо. Сталь в данном месте будет разрушаться очень быстро.
Иногда для защиты стали от коррозии применяют покрытие из слоя олова, но оно будет выполнять свои защитные функции до тех пор, пока не нарушится их целостность. В результате механического воздействия оголяется поверхность материала находившегося под защищающим его слоем, что приводит к образованию гальванической пары олово-железо. Сталь в данном месте будет разрушаться очень быстро.
Гальваническая лицевая система / единичный блок – универсальные компании
Гальваническая лицевая система / одно устройство – универсальные компании{“id”: “”, “email”: “”, “default_address”: null, “first_name”: “”, “last_name”: “”, “name”: “”}
{“домен”: “spa-5.myshopify.com”}
ReVive Light Therapy Лечение акне Essential Series
Просмотреть полную информацию о продуктеКлиническая серия антивозрастного лечения светотерапией reVive Light Therapy
Просмотреть полную информацию о продуктеБиотерапевтическая щетка для очищения лица bt-sonic®
Просмотреть полную информацию о продуктеКлиническая серия для лечения акне световой терапией reVive
3 доллара. 99 Доставка по $ 99 + Заказы | Другие специальные предложения 3,99 долларов США за доставку
99 Доставка по $ 99 + Заказы | Другие специальные предложения 3,99 долларов США за доставку
при заказе на сумму более 99 долларов США
Вы получили право на доставку за $ 3,99 В честь Дня поминовения наш офис будет закрыт в понедельник, 31 мая. Мы снова откроемся во вторник, 1 июня. $ 3,99 Доставка для заказов от $ 49 +
$ 3.99 Доставка по $ 99 + Заказы | Другие специальные предложения
Вы получили доставку на $ 3,99
|
 Каждый компонент был выбран, чтобы дать профессиональному
результаты, которые заставят клиентов возвращаться каждый раз. Ниже приведен список
компоненты и их функции.
Каждый компонент был выбран, чтобы дать профессиональному
результаты, которые заставят клиентов возвращаться каждый раз. Ниже приведен список
компоненты и их функции.

Удаление корки – Гальваническое удаление корки
Дезинкрустация – Валковый метод
Desincrustation – это процедура глубокого очищения, которая смягчает кожный жир и является идеальной процедурой для жирной или перегруженной кожи, подготавливающей кожу к удалению или ИОНТОФОРЕЗУ.
Можно использовать после очищения и, при необходимости, после обработки паром для лица.
В зависимости от обрабатываемой области и типа кожи время должно составлять 3-5 минут. Все лицо не должно занимать больше 5 минут. (Хотя для уточнения обязательно следуйте инструкциям производителя).
Лечение
При проведении процедуры удаления корки вы должны сначала подготовить вашего клиента к обработке .Убедитесь, что у нет противопоказаний к лечению. , все украшения сняты, а кожа чистая.
Затем вам необходимо нанести дезинкрустационную жидкость из хлорида натрия (поваренная соль) на поверхность кожи или на обрабатываемый участок. Следите за тем, чтобы раствор не попал в глаза.
Затем следует использование положительно заряженного электрода или стержня, который должен быть покрыт толстой вязкой влажной губкой и помещен в руку клиента. В качестве альтернативы вы можете поместить стержень на плотную часть плеч или руки, которую необходимо удерживать на месте с помощью ремня на липучке.
В качестве альтернативы вы можете поместить стержень на плотную часть плеч или руки, которую необходимо удерживать на месте с помощью ремня на липучке.
1. Проверьте гальваническую машину, индикатор должен быть выключен, регулятор интенсивности на нуле и полярность проверена.
Теперь вы готовы включить машину.
2. Поместите отрицательный отрицательный заряженный активный валик ( электрод) прочно на подбородочную мышцу, медленно перемещаясь вперед и назад.
3. Включите гальванический ток и успокойте вашего клиента, когда вы увеличите интенсивность, так что он / она может почувствовать легкое покалывание, некоторую степень тепла, усиленный поток шалфея и металлический привкус во рту. которые могут быть из-за пломб в зубах.
4. Увеличивая интенсивность, вы должны продолжать катать отрицательный электрод вперед и назад вдоль подбородка. По мере того, как вы постепенно увеличиваете интенсивность, попросите клиента описать это чувство, а когда ощущение ощущается, вы должны уменьшить интенсивность совсем немного.
5. После того, как интенсивность будет установлена, покатайте электродом вперед и назад на подбородке, продвигайтесь вверх по правой стороне лица, используя перекатывающие или раскачивающие движения над масстером и скуловой мышью, и пересекайте середину лобной мышцы.
6. Опускайтесь вниз по носу (nasalis), верхней губе (orbicularis oris) mentalis и правой стороне шеи (platyma). Будьте осторожны, избегайте трахеи и любых костных участков.
7. Таким же образом завершите левую сторону лица и шеи.
8. Полярность гальванической машины должна быть изменена на положительную, чтобы нейтрализовать влияние отрицательного полюса.
9. Медленно уменьшите ток, вернув интенсивность к нулю, прежде чем снимать положительный электрод с вашего клиента.
11. После снижения тока жидкость для удаления корки необходимо тщательно удалить.
12. Некоторые производители рекомендуют использовать очиститель и тонер, чтобы удалить все следы щелочи.
Раствор для удаления корки представляет собой щелочной раствор , изготовленный из хлорида натрия (поваренная соль)
Электродный потенциал и гальваническая коррозия
Разность потенциалов между анодом и катодом может быть измерена с помощью устройства измерения напряжения, но поскольку абсолютный потенциал анода или катода нельзя измерить напрямую – все измерения потенциала проводятся относительно стандартный электрод. Стандартный электродный потенциал установлен на ноль, и измеренная разность потенциалов может считаться абсолютной.
Стандартный электродный потенциал установлен на ноль, и измеренная разность потенциалов может считаться абсолютной.
Стандартный водородный электрод
- Полуячейка, в которой протекает водородная реакция, называется стандартным водородным электродом – SHE
Стандартный потенциал электрода
- Разность потенциалов, измеренная , между a металл M и Стандартный водородный электрод – SHE
Электрохимический ряд (электродвижущий ряд) – это список металлов, упорядоченный в порядке их стандартных потенциалов относительно водородного электрода:
| Элемент | Электродный потенциал (вольт ) | ||
|---|---|---|---|
| Литий | -3.04 | ||
| Рубидий | -2,92 | ||
| Калий | -2,92 | ||
| Кальций | -2,87 | ||
| Барий | -2,80 | ||
| Натрий | -2,71 | 901 Магний | -2,37 |
| Бериллий | -1,85 | ||
| Алюминий | -1,67 | ||
| Марганец | -1. 19 19 | ||
| Цинк | -0,76 | ||
| Хром | -0,74 | ||
| Вольфрам | -0,58 | ||
| Железо | -0,44 | ||
| Кадмий | |||
| Кадмий | |||
| -9 Кобальт | -0,28 | ||
| Никель | -0,24 | ||
| Олово | -0,14 | ||
| Свинец | -0,13 | ||
| Водород | +0.00 | ||
| Сурьма | +0,10 | ||
| Медь | +0,34 | ||
| Йод | +0,54 | ||
| Серебро | +0,80 | ||
| Меркурий | 901 +0,85 | 901 Бром | +1,07 |
| Платина | +1,20 | ||
| Хлор | +1,36 | ||
| Золото | +1.50 | ||
| Фтор | +2,87 |
Примечание! – металлы выше в электрохимическом ряду вытесняют металлы ниже в ряду – это означает, что при соединении двух металлов с разными потенциалами металл с самым низким потенциалом корродирует.
Проблема коррозии при соединении меди и железа / стали
Очень распространенные соединения в системах трубопроводов – медь и железо / сталь. при таком соединении железо / сталь корродирует во много раз быстрее , чем одно железо / сталь.
Многофункциональная машина для ухода за кожей 8 в 1 – TopSpaSupply.com
Аппарат для эстетической косметики «8 в 1» – Получите удовольствие от элитных спа-процедур с высокочастотным спа-аппаратом для лица. Аппарат обеспечивает восемь (8) безупречных улучшений кожи, которые оставляют сияющий и здоровый цвет лица. Эта 8-функциональная машина для ухода за кожей обеспечивает кожу лица такими технологиями, как ультрафиолетовый свет, анионный и катионный ток, стерилизация озоном и ультразвуковые колебания.Регулируемый рычаг управления позволяет равномерно распределять контроль поверхности на лицо. Легкое маневрирование на колесном дне для безопасной транспортировки в различные места.
Основные характеристики и преимущества:
- Facial Ozone Steamer – Расслабляющее очищающее средство с паром, которое мягко открывает поры, улучшая кровообращение и создавая сияющий цвет лица. Устройство оснащено таймером и будильником, чтобы создать успокаивающее действие в спа-салоне. Регулируемый рычаг обеспечивает полное покрытие.Получите более яркий цвет лица и более глубокую чистоту.
- Увеличительная лампа – Холодная и нежная оптическая линза обеспечивает повышенную четкость для выявления трудноразличимых пятен и дефектов.
- Лампа Вудса – Ультрафиолетовый свет обнаруживает состояния кожи, невидимые невооруженным глазом.
- Щетка для лица – Вращающиеся насадки щетки массируют кожу, помогая грязи подниматься на поверхность для более тщательной очистки.
- Вакуум / спрей – Двухэтапный этап, который удаляет загрязнения из пор, затем охлаждает и успокаивает кожу, а затем закрывает поры.
- Таз для полотенец и инструментов – Дополнительное удобное место для хранения полотенец и инструментов.
- Galvanic – Звуковые вибрации помогают уменьшить тонкие линии и морщины, создавая более молодой и упругий вид кожи. Токи анионов и катионов обеспечивают питание клеток, чтобы сбалансировать кислотный и щелочной уровни кожи.
- High Frequency – Для более глубокого впитывания продуктов кожей, улучшает кровообращение и пробуждает деятельность желез. Помогает удалить прыщи, лечит бактерии и возможные кожные инфекции.
Детали:
- Артикул46146
- Гарантия 1 год
- 30-дневная гарантия возврата денег
- Оборудование доступно для настройки
% PDF-1.6
%
1017 0 объект>
эндобдж
xref
1017 213
0000000016 00000 н.
0000007397 00000 н.
0000007553 00000 н.
0000007598 00000 н.
0000007727 00000 н. 0000008181 00000 п.
0000008574 00000 н.
0000008631 00000 н.
0000008746 00000 н.
0000009724 00000 н.
0000010522 00000 п.
0000010635 00000 п.
0000011410 00000 п.
0000011946 00000 п.
0000012900 00000 п.
0000013870 00000 п.
0000014787 00000 п.
0000014842 00000 п.
0000014956 00000 п.
0000015837 00000 п.
0000016531 00000 п.
0000017160 00000 п.
0000017786 00000 п.
0000019062 00000 н.
0000046992 00000 п.
0000048847 00000 н.
0000049139 00000 п.
0000051251 00000 п.
0000051541 00000 п.
0000053484 00000 п.
0000053558 00000 п.
0000053679 00000 п.
0000053759 00000 п.
0000053803 00000 п.
0000053909 00000 п.
0000053953 00000 п.
0000054059 00000 п.
0000054103 00000 п.
0000054252 00000 п.
0000054361 00000 п.
0000054405 00000 п.
0000054496 00000 п.
0000054686 00000 п.
0000054800 00000 п.
0000054844 00000 п.
0000054949 00000 п.
0000055114 00000 п.
0000055225 00000 п.
0000055269 00000 п.
0000055359 00000 п.
0000055459 00000 п.
0000055503 00000 п.
0000055600 00000 п.
0000008181 00000 п.
0000008574 00000 н.
0000008631 00000 н.
0000008746 00000 н.
0000009724 00000 н.
0000010522 00000 п.
0000010635 00000 п.
0000011410 00000 п.
0000011946 00000 п.
0000012900 00000 п.
0000013870 00000 п.
0000014787 00000 п.
0000014842 00000 п.
0000014956 00000 п.
0000015837 00000 п.
0000016531 00000 п.
0000017160 00000 п.
0000017786 00000 п.
0000019062 00000 н.
0000046992 00000 п.
0000048847 00000 н.
0000049139 00000 п.
0000051251 00000 п.
0000051541 00000 п.
0000053484 00000 п.
0000053558 00000 п.
0000053679 00000 п.
0000053759 00000 п.
0000053803 00000 п.
0000053909 00000 п.
0000053953 00000 п.
0000054059 00000 п.
0000054103 00000 п.
0000054252 00000 п.
0000054361 00000 п.
0000054405 00000 п.
0000054496 00000 п.
0000054686 00000 п.
0000054800 00000 п.
0000054844 00000 п.
0000054949 00000 п.
0000055114 00000 п.
0000055225 00000 п.
0000055269 00000 п.
0000055359 00000 п.
0000055459 00000 п.
0000055503 00000 п.
0000055600 00000 п. 0000055644 00000 п.
0000055742 00000 п.
0000055786 00000 п.
0000055888 00000 п.
0000055932 00000 п.
0000056028 00000 п.
0000056072 00000 п.
0000056174 00000 п.
0000056218 00000 п.
0000056355 00000 п.
0000056399 00000 п.
0000056519 00000 п.
0000056563 00000 п.
0000056679 00000 п.
0000056723 00000 п.
0000056836 00000 п.
0000056880 00000 п.
0000057001 00000 п.
0000057045 00000 п.
0000057161 00000 п.
0000057205 00000 п.
0000057324 00000 п.
0000057368 00000 п.
0000057533 00000 п.
0000057634 00000 п.
0000057677 00000 п.
0000057764 00000 п.
0000057918 00000 п.
0000058017 00000 п.
0000058059 00000 п.
0000058161 00000 п.
0000058204 00000 п.
0000058308 00000 п.
0000058351 00000 п.
0000058520 00000 п.
0000058563 00000 п.
0000058689 00000 п.
0000058732 00000 п.
0000058858 00000 п.
0000058901 00000 п.
0000059022 00000 н.
0000059065 00000 п.
0000059186 00000 п.
0000059229 00000 п.
0000059334 00000 п.
0000059377 00000 п.
0000059489 00000 п.
0000059532 00000 п.
0000055644 00000 п.
0000055742 00000 п.
0000055786 00000 п.
0000055888 00000 п.
0000055932 00000 п.
0000056028 00000 п.
0000056072 00000 п.
0000056174 00000 п.
0000056218 00000 п.
0000056355 00000 п.
0000056399 00000 п.
0000056519 00000 п.
0000056563 00000 п.
0000056679 00000 п.
0000056723 00000 п.
0000056836 00000 п.
0000056880 00000 п.
0000057001 00000 п.
0000057045 00000 п.
0000057161 00000 п.
0000057205 00000 п.
0000057324 00000 п.
0000057368 00000 п.
0000057533 00000 п.
0000057634 00000 п.
0000057677 00000 п.
0000057764 00000 п.
0000057918 00000 п.
0000058017 00000 п.
0000058059 00000 п.
0000058161 00000 п.
0000058204 00000 п.
0000058308 00000 п.
0000058351 00000 п.
0000058520 00000 п.
0000058563 00000 п.
0000058689 00000 п.
0000058732 00000 п.
0000058858 00000 п.
0000058901 00000 п.
0000059022 00000 н.
0000059065 00000 п.
0000059186 00000 п.
0000059229 00000 п.
0000059334 00000 п.
0000059377 00000 п.
0000059489 00000 п.
0000059532 00000 п. 0000059644 00000 п.
0000059687 00000 п.
0000059730 00000 п.
0000059774 00000 п.
0000059880 00000 п.
0000059924 00000 н.
0000060030 00000 п.
0000060074 00000 п.
0000060185 00000 п.
0000060229 00000 п.
0000060334 00000 п.
0000060377 00000 п.
0000060420 00000 п.
0000060464 00000 п.
0000060559 00000 п.
0000060603 00000 п.
0000060727 00000 п.
0000060771 00000 п.
0000060914 00000 п.
0000060958 00000 п.
0000061084 00000 п.
0000061128 00000 п.
0000061250 00000 п.
0000061294 00000 п.
0000061405 00000 п.
0000061449 00000 п.
0000061583 00000 п.
0000061627 00000 н.
0000061796 00000 п.
0000061840 00000 п.
0000062030 00000 п.
0000062074 00000 п.
0000062242 00000 п.
0000062286 00000 п.
0000062403 00000 п.
0000062447 00000 п.
0000062555 00000 п.
0000062599 00000 н.
0000062703 00000 п.
0000062747 00000 п.
0000062885 00000 п.
0000062929 00000 п.
0000063075 00000 п.
0000063119 00000 п.
0000063239 00000 п.
0000063283 00000 п.
0000063425 00000 п.
0000063533 00000 п.
0000059644 00000 п.
0000059687 00000 п.
0000059730 00000 п.
0000059774 00000 п.
0000059880 00000 п.
0000059924 00000 н.
0000060030 00000 п.
0000060074 00000 п.
0000060185 00000 п.
0000060229 00000 п.
0000060334 00000 п.
0000060377 00000 п.
0000060420 00000 п.
0000060464 00000 п.
0000060559 00000 п.
0000060603 00000 п.
0000060727 00000 п.
0000060771 00000 п.
0000060914 00000 п.
0000060958 00000 п.
0000061084 00000 п.
0000061128 00000 п.
0000061250 00000 п.
0000061294 00000 п.
0000061405 00000 п.
0000061449 00000 п.
0000061583 00000 п.
0000061627 00000 н.
0000061796 00000 п.
0000061840 00000 п.
0000062030 00000 п.
0000062074 00000 п.
0000062242 00000 п.
0000062286 00000 п.
0000062403 00000 п.
0000062447 00000 п.
0000062555 00000 п.
0000062599 00000 н.
0000062703 00000 п.
0000062747 00000 п.
0000062885 00000 п.
0000062929 00000 п.
0000063075 00000 п.
0000063119 00000 п.
0000063239 00000 п.
0000063283 00000 п.
0000063425 00000 п.
0000063533 00000 п. 0000063577 00000 п.
0000063672 00000 п.
0000063810 00000 п.
0000063880 00000 п.
0000063924 00000 п.
0000064058 00000 п.
0000064175 00000 п.
0000064219 00000 п.
0000064303 00000 п.
0000064414 00000 п.
0000064458 00000 п.
0000064590 00000 п.
0000064634 00000 п.
0000064773 00000 п.
0000064817 00000 п.
0000064930 00000 н.
0000064974 00000 п.
0000065077 00000 п.
0000065121 00000 п.
0000065228 00000 п.
0000065272 00000 п.
0000065316 00000 п.
0000065360 00000 п.
0000065404 00000 п.
0000065448 00000 п.
0000065492 00000 п.
0000065536 00000 п.
0000065580 00000 п.
0000065703 00000 п.
0000065747 00000 п.
0000065859 00000 п.
0000065903 00000 п.
0000066027 00000 п.
0000066071 00000 п.
0000066183 00000 п.
0000066227 00000 п.
0000066330 00000 п.
0000066374 00000 п.
0000066480 00000 п.
0000066524 00000 п.
0000066652 00000 п.
0000066696 00000 п.
0000066820 00000 н.
0000066864 00000 п.
0000067005 00000 п.
0000067049 00000 п.
0000067188 00000 п.
0000067232 00000 п.
0000063577 00000 п.
0000063672 00000 п.
0000063810 00000 п.
0000063880 00000 п.
0000063924 00000 п.
0000064058 00000 п.
0000064175 00000 п.
0000064219 00000 п.
0000064303 00000 п.
0000064414 00000 п.
0000064458 00000 п.
0000064590 00000 п.
0000064634 00000 п.
0000064773 00000 п.
0000064817 00000 п.
0000064930 00000 н.
0000064974 00000 п.
0000065077 00000 п.
0000065121 00000 п.
0000065228 00000 п.
0000065272 00000 п.
0000065316 00000 п.
0000065360 00000 п.
0000065404 00000 п.
0000065448 00000 п.
0000065492 00000 п.
0000065536 00000 п.
0000065580 00000 п.
0000065703 00000 п.
0000065747 00000 п.
0000065859 00000 п.
0000065903 00000 п.
0000066027 00000 п.
0000066071 00000 п.
0000066183 00000 п.
0000066227 00000 п.
0000066330 00000 п.
0000066374 00000 п.
0000066480 00000 п.
0000066524 00000 п.
0000066652 00000 п.
0000066696 00000 п.
0000066820 00000 н.
0000066864 00000 п.
0000067005 00000 п.
0000067049 00000 п.
0000067188 00000 п.
0000067232 00000 п. jkAAQ6H պ kCmwke; ڮ vVnI.Jiϝ;}
jkAAQ6H պ kCmwke; ڮ vVnI.Jiϝ;}
Как предотвратить гальваническую коррозию сальника?
Гальваническая коррозия – это электрохимический процесс, который происходит между двумя разнородными металлами или между металлом и проводящим неметаллическим материалом, когда оба подвергаются воздействию электропроводящей среды.
В случае сальника это происходит между металлическим компонентом и углеродной или графитовой набивкой. В этих условиях материал, который находится ближе всего к анодному концу гальванической шкалы, будет корродирован, а не тот, который находится ближе всего к катодному концу шкалы.(См. Таблицу 1.) По мере увеличения расстояния между материалами по гальванической шкале происходит соответствующее увеличение скорости и степени коррозии.
В клапане или насосе, использующем набивку из графита или углерода, гальваническая реакция может начаться, как только будет введена любая электропроводящая жидкость, например вода. Поскольку графит является более катодным, чем металлы, из которых состоят клапаны и насосы, именно этот металл может подвергаться коррозии.
Поскольку графит является более катодным, чем металлы, из которых состоят клапаны и насосы, именно этот металл может подвергаться коррозии.
Требуется жидкая фаза
Даже если клапан или насос могут быть набиты графитовой или угольной набивкой, существует множество случаев, когда металлические части не подвергаются гальванической коррозии. Например, для гальванической реакции должна присутствовать электропроводящая жидкость в жидком состоянии. Температура клапана перегретого пара предотвращает накопление любого значительного количества воды, тем самым сводя на нет возможность гальванической коррозии.
Нержавеющая сталь
Другой пример, когда защита от гальванической коррозии может не потребоваться, – это когда оборудование изготовлено из аустенитных нержавеющих сталей (например, серии 300, 630 и т. Д.). Эти нержавеющие стали намного более устойчивы к гальваническому воздействию.
С другой стороны, мартенситные нержавеющие стали (например, серия 400) очень чувствительны к гальваническому воздействию.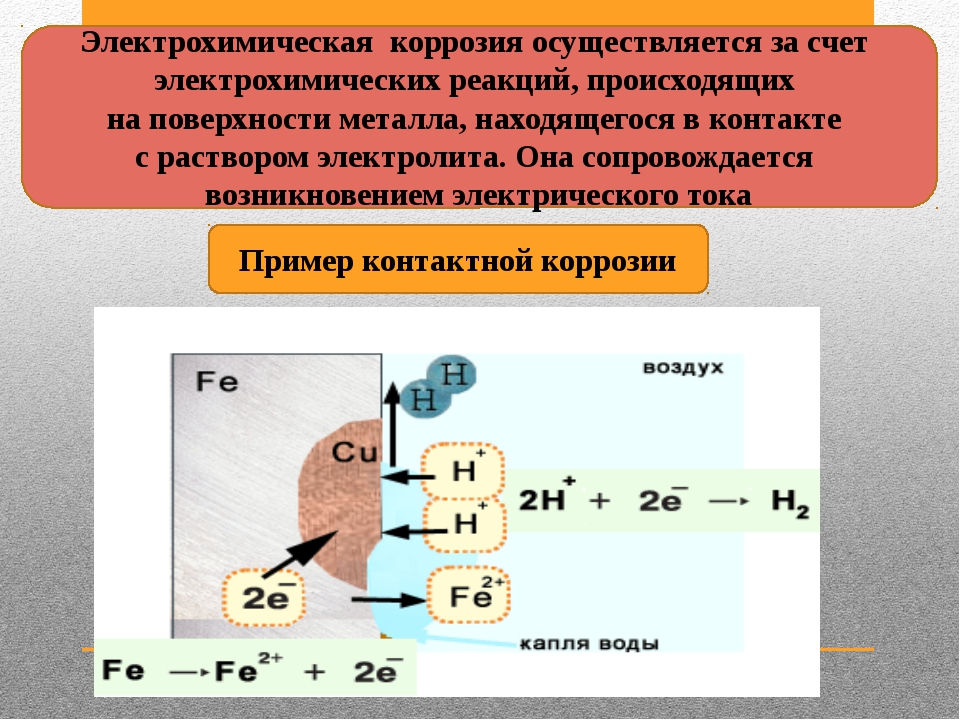 Если клапан или насос изготовлены из мартенситной нержавеющей стали и если он будет подвергаться воздействию токопроводящей жидкости в течение любого периода времени, то следует рассмотреть возможность включения системы ингибитора гальванической коррозии в наборы углеродных или графитовых уплотнений, используемых для уплотнения. Это.
Если клапан или насос изготовлены из мартенситной нержавеющей стали и если он будет подвергаться воздействию токопроводящей жидкости в течение любого периода времени, то следует рассмотреть возможность включения системы ингибитора гальванической коррозии в наборы углеродных или графитовых уплотнений, используемых для уплотнения. Это.
Таблица 1. Гальваническая серия
Когда нужны ингибиторы коррозии?
Ниже приведены несколько примеров, в которых ингибиторы коррозии могут быть рекомендованы для предотвращения коррозии оборудования, сделанного из менее стойких сплавов, таких как мартенситная нержавеющая сталь:
- Клапаны и насосы, которые проходят гидростатические испытания и затем хранятся во влажном состоянии
- Рабочие паровые клапаны, которые будут подвергаться периодам простоя из-за холода, потому что, в зависимости от положения клапана в системе трубопроводов, некоторые из них могут подвергаться воздействию воды или конденсата в период воздействия холода
- Оборудование, расположенное на открытом воздухе, в котором дождевая вода может собираться в верхней части сальника между втулкой сальника и штоком
- Клапаны, такие как пожарные магистрали, которые находятся под постоянным воздействием воды из-за их предполагаемых условий эксплуатации
Ингибиторы коррозии
Обычно доступны две системы ингибиторов гальванической коррозии для использования в компрессионной набивке. У них общая цель – свести к нулю эффекты гальванической коррозии. Однако они основаны на двух разных механизмах защиты.
У них общая цель – свести к нулю эффекты гальванической коррозии. Однако они основаны на двух разных механизмах защиты.
Активный ингибитор
Активные, «жертвенные» ингибиторные системы основаны на том принципе, что гальваническая реакция будет преимущественно воздействовать на наиболее анодный материал. Пока этот наиболее анодный материал остается в контакте с проводящей жидкостью, он будет подвергаться коррозии и коррозии, а не другим металлам или материалам, присутствующим в сальниковой коробке.Системы активных ингибиторов содержат в составе набора набивки металл более анодной природы, чем материал, используемый в конструкции клапана.
Наиболее распространенной системой активного ингибитора, используемой сегодня, является цинковый порошок. Находясь вблизи крайнего анодного конца гальванической шкалы, цинк более анодный, чем металлы, которые обычно используются в клапанах и насосах.
Цинковое порошковое покрытие может быть легко нанесено на поверхность многих различных типов изделий с уплотнением, включая гибкие графитовые кольца, полученные штамповкой, и почти любой тип плетеного углерода или графита. Когда цинковый порошок наносится на поверхность упаковочного материала, он выглядит как светло-серый налет.
Когда цинковый порошок наносится на поверхность упаковочного материала, он выглядит как светло-серый налет.
Следует проявлять осторожность в случае оборудования, рабочая температура которого может превышать температуру плавления цинка 419 градусов C (786 градусов F). При температурах выше точки плавления цинк может способствовать охрупчиванию основного металла жидким металлом.
Пассивный ингибитор
Пассивные системы ингибиторов коррозии защищают металлические поверхности оборудования, образуя барьерную пленку на более анодных металлических компонентах.Графитовая набивка и металлические поверхности должны контактировать друг с другом через жидкий электролит, чтобы могла произойти реакция гальванической коррозии. Пассивный ингибитор создает непрерывную тонкую барьерную пленку, через которую гальваническая реакция не может происходить.
Несколько производителей выпускают сорта гибкого графита, содержащие фосфор в качестве пассивного ингибитора коррозии. Эти ингибированные материалы могут использоваться во многих формах как для компрессионной набивки, так и для уплотнительных изделий.Фосфор рассеивается по всему материалу во время обработки гибкого графитового листа, из которого изготовлена набивка. Дело не только в поверхности упаковки.
Эти ингибированные материалы могут использоваться во многих формах как для компрессионной набивки, так и для уплотнительных изделий.Фосфор рассеивается по всему материалу во время обработки гибкого графитового листа, из которого изготовлена набивка. Дело не только в поверхности упаковки.
Ингибиторы коррозии на основе фосфора могут использоваться для применений, в которых использование цинка недопустимо, например, при высоких температурах, превышающих его точку плавления, или в случаях, когда цинк может быть несовместим с технологической жидкостью.
Преимущества и недостатки
Хотя присутствие ингибитора цинкового порошка можно подтвердить визуально, однородное диспергирование может быть проблемой.В отличие от серой поверхности упаковочных материалов, ингибированных цинковым порошком, фосфор не виден. Это как преимущество, так и недостаток. При обращении с оцинкованными уплотнительными кольцами у установщика иногда остаются следы на руках, но видимость цинка позволяет легко определить, установлена ли система защиты. Невидимость пассивных систем защиты от фосфора на уплотнительных кольцах определенно чище с точки зрения обращения, но единственный способ определить, присутствует ли фосфор – это химический анализ.
Невидимость пассивных систем защиты от фосфора на уплотнительных кольцах определенно чище с точки зрения обращения, но единственный способ определить, присутствует ли фосфор – это химический анализ.
Еще одно преимущество использования фосфора заключается в том, что он действует не только как ингибитор коррозии, но и как ингибитор окисления, повышая способность материала выдерживать очень высокие температуры без потери значительной массы из-за окисления.
Заключение
Понимание условий, при которых может происходить гальваническая коррозия, и использование легко доступных компрессионных уплотнений с соответствующей защитой от коррозии, гальваническая коррозия представляет собой проблему, которую можно устранить с помощью сальника.
Следующий месяц: Как тепловое расширение влияет на применение набивки из ПТФЭ?
Насосы и системы , август 2011 г.