
Температура и время пайки полипропиленовых труб: таблица
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Содержание
- 1 Общее влияние температуры при стыковочных работах
- 2 Как сваривать полипропиленовые трубы вручную
- 3 Нюансы выдержки нужного теплового режима
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.

- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки.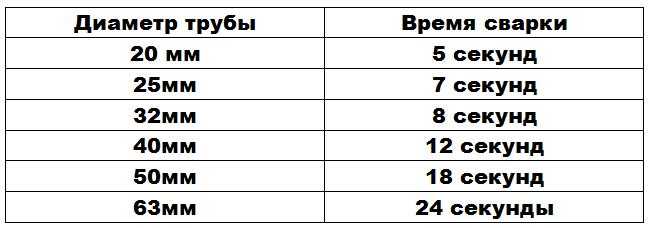 Глубина зачистки и ширина фаски.
Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
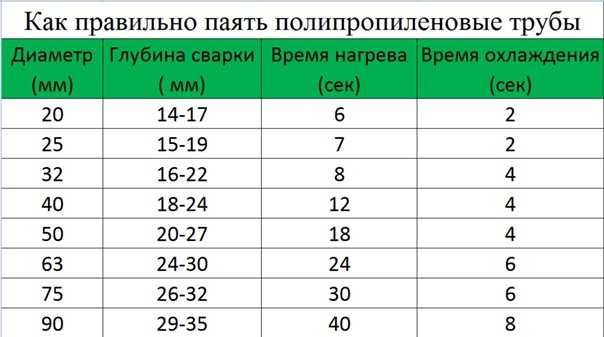
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2. Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
Похожие статьи:
инструкция, таблица сварки, время сварки, температура сварки. Советы от компании АРМАПласт.
Эпоха металлических труб уже давно канула в Лету, а на смену им пришел полипропиленовый аналог. Он используется в системе водопровода и отопления, как в коттедже, так и в квартире. Сварка полипропиленовых труб своими руками не требует наличия множества уникальных инструментов и специальных навыков. Принцип работы достаточно прост, необходимо лишь следовать небольшим рекомендациям и советам специалистов по сварке. Полипропилен, сам по себе, легкий и достаточно прочный материал, поэтому сложностей с монтажом не возникнет.
Инструкция по сварке полипропиленовых труб
Перед тем как приступить к работе, необходимо определиться, где будет прокладываться труба.
Полипропиленовая труба собирается на полу, а затем, несколькими подходами, монтируется в общую систему.
Процесс начинается с того, что разогревается паяльник для полипропиленовых труб. Обычно, на каждом устройстве есть терморегулятор, который выставляется на рекомендованный режим. При работе с полипропиленом рабочая температура 260ºС. Более низкий температурный показатель может привести к неправильной и недолговечной сварке полипропиленовой трубы. Более высокий температурный показатель – к перегреву материала и образованию наплывов.
Как только аппарат будет готов к использованию, погаснет лампочка индикатора контроля температуры. В случае если сварка осуществляется впервые, сразу после того, как устройство сообщило о своей готовности, необходимо 5 минут подождать, а затем приступать к операции.
Первым этапом является подготовка трубы. Если необходимо, ее нужно отрезать в требуемый размер.
Для того чтобы осуществить сварку, нужно нагреть рабочие поверхности всех полипропиленовых деталей. В муфте это будет часть внутренней стенки, а вот у трубы – внешняя сторона. Для этого потребуется насадить их так, чтобы насадка (сменный нагреватель) паяльника вошла до самого конца. Сварка осуществляется в течение нескольких секунд, все зависит от диаметра трубы.
Затем, составляющие системы нужно соединить в необходимом направлении. Подобный вид сварки позволяет в течение 2-3 секунд отцентрировать полипропиленовые трубы, для этого специальных инструментов не понадобится, нужен лишь собственный «глазомер».
Если сварка была проведена правильно, при нужной температуре, то нагретая труба будет двигаться в месте стыка, и «встанет на место». Слишком высокий температурный показатель или продолжительное удержание труб на паяльнике может привести к растеканию материала и деформации его формы, а это грозит затеканию материала внутрь трубы и сужению проходного сечения. Не забывайте очистить нагревательный аппарат, в противном случае остатки материала будут выгорать внутри насадки, выделяя дым.
Не забывайте очистить нагревательный аппарат, в противном случае остатки материала будут выгорать внутри насадки, выделяя дым.
Если все действия были выполнены верно, то при стыковке, полипропиленовый элемент слегка растечется, образовав выпуклый шов на внешней стороне. В случае если труба не надевается и будто загибается, потребуется снять специальную фаску с кромки.
Если придерживаться стандартов немцев, то зачистка для полипропиленовых труб может иметь наклон 15º, и углубление на 2-3 мм. По российским стандартам разрешен угол в 45º и углубление на 33% от общей толщины. В принципе можно использовать любую фаску, которая находится в заданных пределах. Важно условие: она всегда должна быть равномерной.
Финальным этапом сварки является остывание, продолжительность которого также зависит от диаметра трубы.
Небольшие советы по сварке полипропиленовых труб:
- Основное требование: все элемены нужно предварительно обезжирить. Процедуру можно осуществить и без этого, но качество спайки гарантировать уже нельзя.
 Труба и гильза смазываются спиртом, это поспособствует удалению пыли, сора, которые мешают процессу сварки.
Труба и гильза смазываются спиртом, это поспособствует удалению пыли, сора, которые мешают процессу сварки. - Необходимо отметить на полипропиленовой трубе глубину сварки, то есть границу, до которой следует насаживать насадку. Нужно понимать, что полипропиленовый фитинг имеет разный калибр, а значит и глубина введения будет различная. Поэтому перед сваркой труб нужно будет отмерить глубину, используя штангенциркуль или обычную линейку. Благодаря этому риск полностью запаять полипропиленовый элемент будет минимальным. Все необходимые параметры сварки для разных диаметров вы можете посмотреть в таблице.
- Перед тем как приступить к сварке полипропиленовых элементов, лучше всего потренироваться. Берется труба того же диаметра, что и основная система и запасной полипропиленовый фитинг. Сварка осуществляется по вышеописанной инструкции, так вы сможете определить оптимальную глубину введения и полностью вникнете в процесс.
- Смонтированный полипропиленовый трубопровод может быть заполнен теплоносителем (водой) только после того, как сварка полностью остынет.
 По истечению часа труба может быть подключена к системе.
По истечению часа труба может быть подключена к системе.
Таблица параметров сварки полипропиленовых труб
Следует понимать, что полипропиленовая труба может быть сварена неправильно, это связано с неправильной разметкой глубины сварки, либо временем нагрева. В любой случае предварительная тренировочная сварка не помешает, особенно в случае первого монтажа «на весу».
Если после прочтения данной инструкции у Вас остались вопросы, вы всегда можете адресовать их нашим специалистам. Просто позвоните по бесплатному федеральному номеру АРМАПласт: 8-800-500-28-80
Поиск правильной температуры сварки для вашего проекта по сварке пластмасс — статьи
21.06.2019
У каждого пластика есть набор параметров (температура, давление, время/скорость), при которых его следует сваривать. Однако идеальная температура для нанесения может варьироваться в зависимости от условий окружающей среды. Если вы выполняете сварку в условиях, далеких от идеальных, единственный способ найти идеальную температуру сварки для вашего проекта — это метод проб и ошибок. Если сварка проводится на открытом воздухе, обязательно периодически в течение дня выполняйте пробные сварные швы, чтобы убедиться, что температура установлена правильно, так как окружающая среда может меняться со временем.
Если сварка проводится на открытом воздухе, обязательно периодически в течение дня выполняйте пробные сварные швы, чтобы убедиться, что температура установлена правильно, так как окружающая среда может меняться со временем.
Помня об этом, вот несколько рекомендаций, которые помогут вам сузить начальную температуру в зависимости от свариваемого материала:
Материал | Темп. горячего воздуха. (°С) | Расход воздуха (л/мин |
Полиэтилен высокой плотности | 300 – 320 | 40 – 50 |
ПП | 305 – 315 | 40 – 50 |
НПВХ | 330 – 350 | 40 – 50 |
ПВХ-Х | 340 – 360 | 40 – 50 |
ПВХ-П | 300 – 370 | 40 – 50 |
ПММА | 320 – 370 | 40 – 60 |
ПВДФ | 365 – 385 | 45 – 55 |
Сварка другого пластика? См. наши более подробные температурные диаграммы для ручной сварки и экструзионной сварки.
наши более подробные температурные диаграммы для ручной сварки и экструзионной сварки.
Имеются также индикаторы, помогающие определить правильную температуру. Конечным признаком правильной температуры сварки является прочный сварной шов
Индикаторы: температура сварки слишком ВЫСОКАЯ
- Материал обесцвечивается, подгорает или сгорает
- ПП и ПЭ – материал с обеих сторон сварного шва имеет блестящую поверхность
- ПВХ – материал с обеих сторон сварного шва имеет матовую поверхность или коричневый цвет
- Ручная сварка — сварочный стержень полностью сплющен или смазан
- Экструзионная сварка — при зондировании материала в зоне предварительного нагрева перед сварочным аппаратом глубина проплавления значительно превышает 0,5 мм
- Наличие дыма — дым является признаком слишком высокой температуры сварки
Индикаторы: температура сварки слишком НИЗКАЯ
- Сварной шов легко рвется
- Ручная сварка – сварочный стержень сохраняет большую часть своей первоначальной формы (почти не сплющивается) и не проникает глубоко в основной материал
- Экструзионная сварка — при контроле материала в зоне предварительного нагрева перед сварочным аппаратом проплавление менее 0,5 мм
Индикаторы: Температура сварки ХОРОШАЯ
- ПП и ПЭ – материал с обеих сторон сварного шва матовый
- ПВХ – материал с обеих сторон сварного шва имеет блестящую поверхность
- Ручная сварка — сварочный стержень частично сплющен и может иметь небольшой валик, спускающийся по обеим сторонам сварного шва.
- Примечание. Это также зависит от надлежащего давления при сварке
- Экструзионная сварка — при зондировании материала в зоне предварительного нагрева перед сварочным аппаратом глубина провара составляет примерно 0,5 мм
Прочтите нашу статью об оценке сварочного шва, чтобы узнать, на что обращать внимание при сварке.
Первоначально опубликовано: 22.10.2014
Практические советы по сварке пластмасс – ABS, PE, PP и PVC
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Опубликовано 21 февраля 2017 г.
Ценные практические советы по сварке пластмасс. Узнайте, как создать первые сварные швы из АБС, ПЭ, ПП или ПВХ для надежного и прочного соединения пластиковых деталей.
Сварка пластмасс является распространенным методом соединения и используется очень часто, особенно когда склеивание пластмасс не гарантирует достаточного или прочного соединения.
Это особенно актуально для трудносклеиваемых пластиков, таких как полиэтилен или полипропилен.
Однако для успешной сварки пластмасс необходимо помнить о нескольких моментах, которые мы хотели бы кратко и кратко объяснить вам ниже, чтобы вы тоже осмелились выполнить свой первый сварной шов.
Сварка пластмасс является очень распространенным методом и существенно отличается от классической сварки металлов. Однако оба метода сварки имеют одну общую черту. Идеальный сварной шов требует не только соответствующего опыта, но и определенной практики, ведь, как говорится, еще ни один мастер не падал с неба.
Что нужно для сварки пластика?
Сварочное оборудование для сварки пластика
Как и в случае с инструментами, для сварки пластика также существуют различные сварочные аппараты в разных ценовых диапазонах.
Сварочный аппарат с вентилятором горячего воздуха лучше всего подходит для сварки пластмасс, потому что он совсем недорог по сравнению с ручным экструзионным сварочным аппаратом, который очень часто используется в сварочных мастерских.
Ручной экструзионный сварочный аппарат, также известный как ручной экструдер, увеличивает скорость сварки во много раз, что делает его рентабельным для мастерских, которые каждый день сваривают пластик. Однако такой ручной экструдер соответствующего качества также стоит не менее 5 000 евро, так что покупка имеет смысл только в том случае, если каждый день приходится сваривать несколько сотен метров сварных швов.
Сварочный аппарат с вентилятором горячего воздуха можно приобрести по гораздо более низкой цене, начиная примерно с 300 евро, так что даже случайная сварка пластика окупается. С этим вентиляторным сварочным аппаратом уже можно добиться неплохих результатов.
Для очень простого ремонта часто бывает достаточно простого паяльника. Однако это не рекомендуется для надлежащих сварных швов.
Сварочная проволока для сварки пластика
Сварочная проволока должна подходить для свариваемого пластика
При выборе подходящего сварочного стержня очень важно, чтобы он был изготовлен из того же пластика, что и сами пластмассовые детали, подлежащие сварке. По этой причине для всех пластиков, которые можно сваривать, также имеется подходящая сварочная проволока.
Прочность сварочного стержня определяется толщиной пластика.
Толщина сварочного стержня зависит от применяемого сварного шва. Если вы хотите сварить два пластиковых листа толщиной 2 мм каждый, то 3-мм сварочного стержня будет вполне достаточно. Для более толстых листов рекомендуется более толстый сварочный пруток толщиной 4 мм-5 мм.
Соответствующие сварочные прутки в нашем интернет-магазине в качестве складских товаров по выгодным дифференцированным ценам
- ПЭ сварочная проволока 3 мм черная в качестве складских товаров (целиком) для сварки полиэтилена
- ПЭ проволока сварочная 4мм черная метражом (целиком) для сварки полиэтилена
- Пруток сварочный ПЭ 4мм натуральный на метр (целиком) для сварки полиэтилена
- ПП Пруток сварочный 3мм серый на метр (целиком) для сварки полипропилена
- ПП Пруток сварочный 4мм серый на метр (целиком) для сварки полипропилена
Как правильно сварить пластик?
Важно, чтобы между собой можно было сваривать только пластмассы одного типа. Так что вполне возможно сварить полиэтилен с полиэтиленом или полипропилен с полипропиленом. То же самое относится к сварке АБС-пластика с АБС-пластиком и всеми другими пластиками, для которых сварка является возможным методом соединения вместо склеивания.
Сварка различных пластиков невозможна, поэтому полиэтилен нельзя сваривать с полипропиленом или полистиролом. Причина кроется в различном химическом составе, который не позволяет создать прочную связь между ними посредством сварки.
Предварительная обработка свариваемых поверхностей
Поверхность пластика содержит оксидный слой, который может значительно ухудшить качество сварки. Поэтому поверхность свариваемых деталей, а также сварочную проволоку следует удалить с помощью устройства для удаления заусенцев или резака. Вы сможете увидеть, как именно это делается в видео ниже.
Правильная сварка пластика
Мы взяли на себя смелость подобрать для вас полезный обучающий видеоролик по теме сварки пластика, который был создан Остфальским университетом прикладных наук.
При сварке пластмасс убедитесь, что и сварочный стержень, и свариваемые пластмассовые поверхности сами нагреваются в достаточной степени, чтобы поверхности достигли степени плавления, что очень важно для прочного и надежного сварного шва. Если несколько сварных швов выполняются друг над другом, например, из-за того, что толстые листы должны быть бесшовно сварены друг с другом, рекомендуется, чтобы сварные швы полностью остыли, прежде чем поверх них будет выполнен новый сварной шов. Выступающие или выступающие за пределы сварные швы можно позже срезать канцелярским ножом или отшлифовать шлифовальным бруском, чтобы получить ровный шов заподлицо.
Температура сварки отдельных пластиков
ABS (акрилонитрил-бутадиен-стирол)
Сварка ABS возможна без проблем. Температура воздуха должна быть в диапазоне от +270°C до +310°C для сварки АБС-пластиков.
PS (полистирол)
Полистирол также хорошо поддается сварке. Температура воздуха для сварки полистирола должна быть в пределах от +270°С до +310°С.
ПЭ (полиэтилен)
Полиэтилен нельзя склеивать обычными клеями, поэтому сварка полиэтилена является обычной практикой. Однако ПЭ хорошо и очень легко сваривается. Температура воздуха для шва при сварке полиэтилена должна быть в пределах от +220°С до +280°С.
ПП (полипропилен)
Как и в случае с полиэтиленом, склеивание полипропилена не является простым. Однако это не относится к сварке полипропилена и приводит к хорошим результатам. Однако при сварке ПП следует обращать пристальное внимание на уровень температуры и время нагрева. Полипропилен довольно быстро горит, а сгоревший материал портит сварной шов. Температура воздуха для сварки ПП должна быть в пределах от +230° до +280°С.
ПВХ (поливинилхлорид)
При сварке ПВХ необходимо также обратить особое внимание на уровень температуры и время нагрева. ПВХ также очень быстро горит, образуя соляную кислоту, которая при вдыхании обладает сильным едким эффектом.