
Полипропиленовые трубы – температура эксплуатации и другие особенности
В наши дни пластик считается наиболее предпочитаемым материалом для обустройства жилища. Самая современная его разновидность – полипропилен, который идеально подходит для создания напорных отопительных систем и систем водоснабжения.
В отличие от стали полипропилен устойчив к большому количеству реагентов, надежен и прост в эксплуатации. Более того, осуществить монтаж труб можно самостоятельно, без помощи специалиста. Монтируются трубы пайкой, т.е. благодаря нагреву элементов. Соединение, получаемое в процессе нагрева, отличается особой прочностью и герметичностью.
Различают три типа:
- Трубы с различной толщиной стенок
- Трубы с армированием
- Трубы, которые подходят для давления с показателем 10, 16, 20 атмосфер.
Важным моментом при выборе полипропиленовых труб является то, какую температуру они способны выдерживать.
Если давление будет низким, а температура напротив высокой или же наоборот, то труба прослужит довольно долго, но если оба показателя высокие, тогда срок эксплуатации сократится. Для увеличения срока службы труб важно, чтобы давление не превышало 6 атмосфер, а температура не была выше 75 градусов.
Самые надежные в плане эксплуатации армированные трубы акватерм (из материала Fusiolen) – температура, которую они могут выдерживать, достигает 120 градусов. Однако нельзя, чтобы такая температура была постоянной, ведь это значительно снижает срок службы трубы.
При температуре 175 градусов происходит плавление полипропиленовых труб, даже армированных. Но если температура трубы немного ниже отметки плавления при максимальном давлении, полипропиленовая труба без армирования лопнет, а с армированием такого не произойдет.
Трубы из полипропилена имеют массу преимуществ. Это высокая теплопроводность, отменная звукоизоляция, гигиеничность, долговечность, малый вес, прочность, отсутствие электрической проводимости, прекрасная технологичность, а также быстрый и легкий монтаж, не требующий особых усилий.
Полипропиленовые трубы превосходно себя зарекомендовали на современном строительном рынке, что одновременно с невысокой стоимостью делает их самыми востребованными. Качество исходных материалов и правильный монтаж – гарантия длительного срока эксплуатации.
Подводя итог, можно составить таблицу особенностей температуры.
Таблица особенностей эксплуатации полипропиленовых труб при различной температуре.
|
Температура |
Особенность |
|
свыше 120 градусов |
Разрыв или плавление трубы |
|
от 95 до 120 градусов |
Критическая температура, трубы выдерживают кратковременно. |
|
95 градусов |
Срок службы от 20 до 40 лет |
|
от 75 до 95 градусов |
Срок службы от 40 до 50 лет |
|
до 75 градусов |
Срок службы более 50 лет |

Минимальные сроки поставки
Весь ассортимент хранится на нашем складе в Москве, благодаря этому, мы можем поставить продукцию в самые кратчайшие сроки. По Москве – в день оплаты, при наличии продукции на нашем складе или в течении нескольких дней при их отсутствии.Так как наша компания представитель завода aquatherm GmbH – мы можем организовать быструю поставку из за границы даже сверх крупных объемов.
Купить полипропиленовые трубы
Что бы купить систему трубопроводов, пришлите нам спецификацию объекта или непосредственное количество необходимых труб и фитингов.
В большинстве случаев все продукция будет находится на нашем складе в Москве и Вы получите самые минимальные сроки поставки.
Вопросы, комментарии, отзывы
Чтобы задать любой интересующий Вас вопрос, отправить запрос на расчет продукции или запросить необходимую документацию Вы можете воспользоваться специальной формой на сайте, отправить письмо по электронной почте или позвонить по телефону
Отправить запрос
Технические требования при сварке и монтаже полипропиленовых труб
Работа с ППР предусматривает нормы и правила, четко расписанные СП 40-101-96 для монтажа и укладки трубопроводов. Например, температура сварки полипропиленовых труб 25 мм составляет 280-290°C. Там же регламентируется глубина погружения в насадку-матрицу, время удержания пайки и её остывание, в зависимости от диаметра. Но для того, чтобы освоить профессию монтажника PPR, необходимы еще и другие знания, но обо всем по порядку.
Технические характеристики
Технические характеристики полипропиленовой трубы дают всю информацию, необходимую монтажнику для сварки и укладки. То есть, специалист ещё при покупке учитывает потребности, необходимые для монтажа отопления, холодного и/или горячего водоснабжения.
Маркировка PPR
На каждой полипропиленовой трубе, которую вы покупаете в магазине, есть маркировка, напечатанная вдоль ППР. Эти данные позволяют определить, подходит ли она для того или иного назначения. Обратите внимание на изображение, расположенное выше – там поясняются значения каждого сочетания букв и цифр. Но опытные сантехники, как правило, обращают внимание только на значение PN и диаметр – все остальное подтягивается по умолчанию.
Конечно, в первую очередь, PPR подбирают по диаметру трубы: для ремонта в квартирах, как правило, достаточно Ø 20-25 мм, а вот, в частном доме обычно от 20 до 32 мм, а порой даже до 40 мм (на стояк отопления). Но вернёмся к значению PN, которое позволяет определить, для чего использовать эту трубу.
Но вернёмся к значению PN, которое позволяет определить, для чего использовать эту трубу.
Особое внимание следует уделить армированным трубам, как на фотографии выше. Алюминиевая фольга удерживает полипропилен от деформации, когда по нему проходит горячая вода, то есть, контур ГВС или отопления, зафиксированный на кронштейнах с шагом 80-120 см не будет выгибаться. Для монтажа водопровода и отопления в частном секторе сантехники предпочитают использовать универсальную PN20, делая из неё не только обвязку отопления и ГВС, но также и распределение холодной воды. Впрочем, это больше зависит от владельца дома и, если он хочет сэкономить, то на холодную воду монтируют PN16. Также следует сказать о PN10 – в настоящее время из такой тонкостенной трубы делают разве что поливные системы для дачных огородов и отказываются применять её в сантехнике.
Для централизованного отопления подходят трубы PN25, которые выдерживают давление до 2,5 МПа или 25,5 атм. Такие величины предусмотрены неспроста: при запуске системы в начале отопительного периода давление увеличивают для проверки целостности контура и радиаторов.
Принцип расположения слоёв на стенках PN25 такой же, как и в PN20, но в первом случае алюминиевая фольга или стеклоткань расположены ближе к наружному слою (почти под верхом), поэтому, когда труба плавится в матрице, верхнее покрытие уходит и остается фольга. Понятно, что такая сварка не будет иметь должного качества, поэтому для PN25 используют шайвер, как на фото вверху. Этот инструмент напоминает школьную точилку для карандашей, только режет не под конус, а в ровной плоскости, снимая фольгу. После такой операции пайка получается отличной.
Требования к сварке PPR
Сначала посмотрите эту таблицу, чтобы потом объяснения были более понятными.
| D PPR, мм | Глубина сварки, мм | Время, сек | ||
| Разогрев | Удержание встык | Охлаждение | ||
| 20 | 12-14 | 5 | 4 | 3 |
| 25 | 14-16 | 7 | 4 | 3 |
| 32 | 18-20 | 9 | 4 | 4 |
| 40 | 20-22 | 12 | 6 | 4 |
| 50 | 22-23 | 18 | 6 | 5 |
| 63 | 23-25 | 24 | 6 | 6 |
| 75 | 27-29 | 30 | 8 | 8 |
| 90 | 33-35 | 40 | 8 | 10 |
| 110 | 37-39 | 50 | 10 | 10 |
Возьмём для примера самую ходовую трубу, это PPR20 PN20 или армированная полипропиленовая труба с наружным Ø 20 мм и прочностью стенок до 2 МПа или 20,4 атм. ППР с такими параметрами используют даже для отопления в малоэтажных домах, но, начиная от 9-ти и более этажей лучше применять PN25.
ППР с такими параметрами используют даже для отопления в малоэтажных домах, но, начиная от 9-ти и более этажей лучше применять PN25.
Сварим PPR20 с уголком 90°, как это показано на верхней фотографии. Сначала разогреваете паяльник, установив терморегулятор на 280°C, но когда в помещении прохладно, то на 290°C. Если вы делаете это впервые, то на трубе лучше карандашом поставить метку на 14 мм от края. В одну руку берёте уголок, а в другую трубу и надеваете их на матрицу до нужной глубины (до метки). Удерживаете в этом положении 5 секунд, затем резко снимаете с насадки (паяльник лучше фиксировать, прижав ногой опорную подставку к полу) и стыкуете стороны, придерживая в ровном положении ещё 4-5 секунд. К следующей пайке на этом узле можно приступать не ранее, чем через 3 секунды, чтобы не деформировать стык.
Ещё раз обратите внимание на верхнее изображение (правый нижний угол №4). Если сварка выполнена с учетом перечисленных выше требований, то при разрезе стыка спаянные места будут выглядеть, как монолит. Это вовсе не бахвальство мастерством, а одно из условий надёжности пайки. Когда к трубе приваривают какой-либо фитинг с резьбой, то на него обязательно будут что-то накручивать, следовательно, на всех стыках, находящихся на одной линии с резьбовым фитингом, нагрузка будет увеличена. С некачественной пайкой это приведет к протеканию узла.
Это вовсе не бахвальство мастерством, а одно из условий надёжности пайки. Когда к трубе приваривают какой-либо фитинг с резьбой, то на него обязательно будут что-то накручивать, следовательно, на всех стыках, находящихся на одной линии с резьбовым фитингом, нагрузка будет увеличена. С некачественной пайкой это приведет к протеканию узла.
Фитинги
Теперь поговорим о фитингах, при помощи которых можно делать повороты, обводы, переходы металла на полипропилен и наоборот, а также коллекторных разводках разного типа. Чаще всего используются уголки, тройники и переходные муфты при монтаже обвязки от котла отопления или централизованного водопровода с бойлером. Для подачи холодной/горячей воды на какую-либо запорную арматуру из металла выводятся фитинги с наружной или внутренней резьбой (по необходимости). Под бойлер или любой смеситель лучше всего использовать установочную планку, где расстояние между центрами выходов составляет 150 мм, что соответствует расстоянию у смесителей. Такую планку используют даже профессионалы. Дело в том, что без неё можно сбить угол на 1-1,5°, что не будет заметно, но при установке крана такая проблема будет ощутимой.
Такую планку используют даже профессионалы. Дело в том, что без неё можно сбить угол на 1-1,5°, что не будет заметно, но при установке крана такая проблема будет ощутимой.
Рекомендация: если установочную планку нужно крепить на неровную стену, то лучше покупать металлическую, так как полипропиленовая погнется и углы на выходе будут со сбоем.
В 90% случаев при монтаже полипропиленовых контуров возникает потребность перехода с металлической трубы на ППР. Чаще всего для таких целей задействуют электросварку, чтобы приварить штуцер для накручивания PPR фитинга. Когда сам не сварщик, а попросить некого, то из этого может вырасти целая проблема, но выход все-таки есть. Это безрезьбовые компрессионные муфты, как на фото вверху, или такие же тройники для врезки. То есть, вместо того, чтобы приварить штуцер, трубу разрезают и фиксируют на ней тройник либо на её краю накручивают муфту с одной гайкой. Для бытового уровня, это просто находка.
Порой возникает необходимость пересечения одной или нескольких труб поперёк их направления. Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.
Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.
Для подключения к газовым, электрическим, твердотопливным и дизельным котлам, а также к электронагревателям (бойлерам) и водомерам в основном используется фитинг под названием «американка». На ней для перехода на металл может быть наружная или внутренняя резьба, обязательно есть накидная гайка и входное отверстие для пайки ППР. Такое устройство очень удобно для жестких узлов, где предусмотрена разборка. Главный плюс детали в том, что для её отсоединения/присоединения не придётся ничего резать или гнуть.
Запорная арматура из полипропилена делится на две категории:
- Краны – перекрываются при помощи рычага, который двигает шаровым устройством.
- Вентили – управляется при помощи барашка, закреплённого на шток с червячным механизмом, который поднимает и опускает запорный клапан.
Такие устройства надёжнее металлических, так как не поддаются коррозии. Единственный недостаток, это невзрачный внешний вид, но, так как это технический узел, то на него мало кто обращает внимание.
Материал, из которого на заводе изготавливают фитинги, имеет разный состав и их можно разделить на три категории:
- Гомопропилен – РРН, РР-1.
- Блоксополимер – РРВ, РР-С, РР-2.
- Ранбом сополимер – РР-3, PPRC, PPCR.
О каждой из трёх перечисленных модификаций можно рассказать подробно, но это уже тема отдельной статьи. Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Фиксаторы для полипропиленовых труб
Теперь немного информации о том, как крепятся полипропиленовые трубы. В большинстве случаев для этой цели применяют полимерные защёлки, как на верхней фотографии. Любой контур, сделанный из этого материала чуть ли не вдвое легче воды, которая по нему циркулирует. Поэтому, для диаметров 20,25 и 32 мм всегда есть в продаже такие приспособления.
Но в тех ситуациях, когда требуется надёжность, используют стальные хомуты с пластиковым дюбелем для крепления. С внутренней стороны обеих половинок хомута есть резиновые прокладки. На хомуты такой конструкции фиксируют не только полипропиленовые, но также поливинилхлоридные и металлические трубы.
По большей части PPR трубы прячут под штукатуркой, гипсокартонном или ПВХ/МДФ панелями, но для этого их тоже нужно как-то зафиксировать. Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы – просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.
Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы – просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.
Заключение
На сегодняшний день полипропиленовые трубы для сантехники и отопления можно назвать самым востребованным, а также одним из самых качественных материалов. Полимеры сейчас все больше и больше оттесняют различные металлы и достойно занимают огромную нишу на рынке сантехники.
СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТЕРМОПЛАСТИКОВ – King Plastic Corporation
Из архива IAPD
Сварка – это процесс соединения поверхностей путем их размягчения под действием тепла. При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, что имеет решающее значение для правильного сварного шва.
Правило номер один при сварке термопластов: вы должны сваривать подобный пластик с подобным пластиком. Чтобы получить прочный, стабильный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, полипропилен в полипропилен, полиуретан в полиуретан или полиэтилен в полиэтилен.
Вот несколько советов по сварке различных видов пластика и шаги, необходимые для обеспечения качественного сварного шва.
Сварка ПолипропиленПолипропилен (ПП) — один из термопластов, который легче всего сваривать, и он используется для самых разных целей. Полипропилен обладает отличной химической стойкостью, низким удельным весом, высокой прочностью на растяжение и является наиболее стабильным полиолефином. Доказанные области применения полипропилена: гальваническое оборудование, резервуары, воздуховоды, травильные станки, вытяжные шкафы, скрубберы и ортопедия.
Чтобы сварить полипропилен, сварочный аппарат должен быть настроен примерно на 572°F/300°C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы покупаете, и рекомендаций производителя. При использовании сварочного аппарата для термопластов с нагревательным элементом мощностью 500 Вт и напряжением 120 В регулятор подачи воздуха должен быть установлен примерно на 5 фунтов на квадратный дюйм. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572°F/300°C.
При использовании сварочного аппарата для термопластов с нагревательным элементом мощностью 500 Вт и напряжением 120 В регулятор подачи воздуха должен быть установлен примерно на 5 фунтов на квадратный дюйм. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572°F/300°C.
Другим термопластом, который достаточно легко сваривается, является полиэтилен (ПЭ). Полиэтилен отличается ударопрочностью, исключительной стойкостью к истиранию, высокой прочностью на растяжение, поддается механической обработке и имеет низкое водопоглощение. Доказанными областями применения полиэтилена являются контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и горки.
Самое важное правило сварки полиэтилена заключается в том, что можно сваривать низкое к высокому, но не высокое к низкому. Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина довольно проста. Чем выше плотность, тем труднее разрушить компоненты для сварки. Если компоненты не могут быть разрушены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривается. Для сварки ПЭНП необходима температура примерно 518°F/270°C, регулятор установлен примерно на 5-1/4 до 5-1/2, а реостат установлен на 5. Как и ПП, ПЭВП можно сваривать при температуре 572°. Ф/300°С.
Причина довольно проста. Чем выше плотность, тем труднее разрушить компоненты для сварки. Если компоненты не могут быть разрушены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривается. Для сварки ПЭНП необходима температура примерно 518°F/270°C, регулятор установлен примерно на 5-1/4 до 5-1/2, а реостат установлен на 5. Как и ПП, ПЭВП можно сваривать при температуре 572°. Ф/300°С.
Перед сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащую сварку. Очистите все поверхности, включая сварочный стержень, МЭК или подобным растворителем. Вырежьте на подложке достаточно большую канавку, чтобы принять сварочный стержень, а затем обрежьте конец сварочного стержня под углом 45°. После того, как сварочный аппарат настроится на правильную температуру, вам необходимо подготовить подложку и сварочный стержень.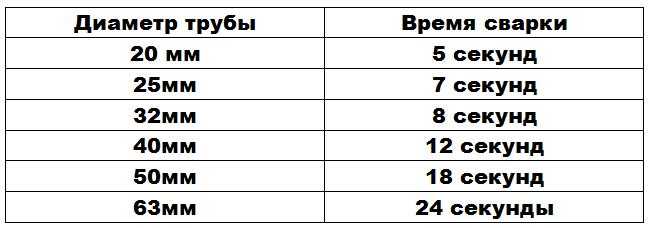 Используя автоматический наконечник скорости, большая часть подготовительной работы выполняется за вас.
Используя автоматический наконечник скорости, большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат примерно в дюйме над основанием, вставьте сварочный стержень в наконечник и перемещайте его вверх-вниз три-четыре раза. Это приведет к нагреву сварочного стержня при нагреве подложки. Признаком того, что подложка готова к сварке, является появление эффекта запотевания, похожего на дуновение на кусок стекла.
Приложив сильное и постоянное давление, надавите на наконечник наконечника. Ботинок будет вдавливать сварочный стержень в подложку. Если вы решите, как только сварочный стержень приклеится к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов можно шлифовать, и шлифовка не влияет на прочность сварного шва. Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварного шва, затем доведите до мокрой наждачной бумаги с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом можно восстановить их глянцевую поверхность, слегка нагрев поверхность желтой пропановой горелкой с открытым пламенем. (Имейте в виду, что необходимо соблюдать обычные правила пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фото внизу слева.
При работе с полипропиленом или полиэтиленом можно восстановить их глянцевую поверхность, слегка нагрев поверхность желтой пропановой горелкой с открытым пламенем. (Имейте в виду, что необходимо соблюдать обычные правила пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фото внизу слева.
Учитывая приведенные выше советы, сварка термопластов может быть довольно простым процессом для изучения. Несколько часов практических занятий сваркой дадут «чувство» поддержания правильного равномерного давления на стержень прямо в зону сварки. А эксперименты с разными видами пластики помогут освоить процедуру. Чтобы узнать о других процедурах и стандартах, обратитесь к местному дистрибьютору пластмасс.
Дополнительные советы по сварке пластмасс
Butt Fusion – Hayes Welding Solutions
Hayes Manual Buts Fusion MachinesБоевые серии
Руководство оператора. Чудовой является только направляющим производителем. Это не заменяет надлежащего обучения квалифицированными инструкторами и не превышает опыт профессионала. Информация в данном руководстве является оперативной и не может охватывать все ситуации, которые могут возникнуть в данной области, такие как температура окружающей среды, материал трубы, толщина, выбранный стандарт сварки и т. д.
Чудовой является только направляющим производителем. Это не заменяет надлежащего обучения квалифицированными инструкторами и не превышает опыт профессионала. Информация в данном руководстве является оперативной и не может охватывать все ситуации, которые могут возникнуть в данной области, такие как температура окружающей среды, материал трубы, толщина, выбранный стандарт сварки и т. д.
Машины для стыковой сварки Hayes с ручным управлением серии COMBAT прослужат долгие годы при тщательном и правильном соблюдении процедур эксплуатации и технического обслуживания.
ПЕРЕД ПРОЦЕССОМ СВАРКИ
Безопасность оборудованияБудьте бдительны и сообщайте… Все, что вы видите, чувствуете, обоняете или слышите не так, как вы ожидаете, или чем вы считаете небезопасным.
МЕХАНИЧЕСКАЯ ОПАСНОСТЬ
Риск пореза
Источник: Триммер
- Держитесь на безопасном расстоянии во время столкновения.

- Убедитесь, что ни у кого нет рук или пальцев рядом с лезвиями триммера во время его работы. Лезвия триммера острые и могут порезаться.
- Дождитесь полной остановки триммера, прежде чем снимать его с направляющей каретки.
ОПАСНОСТЬ ЭЛЕКТРИЧЕСКИМ ТОКОМ
Риск поражения электрическим током
Источник: Обогреватель/триммер
- Убедитесь, что вы используете правильный источник питания.
- Всегда проверяйте правильность заземления шнуров питания. Важно помнить, что вы работаете во влажной среде с электрическими устройствами. Надлежащее заземление помогает свести к минимуму вероятность поражения электрическим током.
- Не допускайте контакта кабелей с химическими реагентами, водой или механическими воздействиями.
ТЕРМИЧЕСКАЯ ОПАСНОСТЬ
Опасность возгорания
Источник: нагреватель/триммер
- Не используйте машину во взрывоопасных средах (из-за присутствия газов, легковоспламеняющихся паров и т.
 д.).
д.). - Обеспечьте отсутствие любых материалов, которые могут испортиться или воспламениться при работе нагревателя или при его сгорании, таких как масло, растворители, краски или лаки и т. д. касаться поверхности утюга непосредственно, когда утюг включен.
- Осторожно перемещайте нагревательную пластину.
- Тщательно очистите нагревательную пластину.
- Не прикасайтесь к сварному шву или прилегающим областям, пока они полностью не остынут.
- Наденьте защитные перчатки и очки.
ЭРГОНОМИЧНАЯ ОПАСНОСТЬ
Риск получения травм
Источник: Вес машины
- Правильно перемещайте крупные части оборудования.
- Используйте соответствующие положения промышленной безопасности для погрузочно-разгрузочных работ.
Нагреватель и триммер НЕ ВЗРЫВОБЕЗОПАСНЫ . При работе во взрывоопасной среде нагреватель должен быть доведен до температуры в безопасной среде, а затем отключен от сети перед входом во взрывоопасную среду для плавки. Эксплуатация нагревателя во взрывоопасной атмосфере без необходимых мер безопасности может привести к серьезным травмам или смерти.
Эксплуатация нагревателя во взрывоопасной атмосфере без необходимых мер безопасности может привести к серьезным травмам или смерти.
Перед работой убедитесь в следующем:
- Для получения качественного соединения необходимы навыки и знания.
- Для работы машину следует установить на устойчивую и сухую поверхность.
- Проверьте генератор возбуждения на наличие адекватного источника питания и топлива, достаточного для завершения сварки.
- Убедитесь, что лезвия триммера острые, а тефлон нагревательной пластины в хорошем состоянии.
- Убедитесь, что вы выбрали правильную температуру в соответствии с рекомендациями производителя трубы.
- Пирометр или другое устройство для измерения температуры поверхности следует периодически использовать для обеспечения надлежащей температуры поверхности пластины нагревательного инструмента.
- Установите соответствующие вставки для наружного диаметра трубы или фитинга.

- Обливание водой или наложение мокрой ткани на шов для сокращения времени охлаждения не допускается.
ВАЖНЫЕ ПРИМЕЧАНИЯ
Антипригарное покрытие
Поверхности с покрытием обработаны для уменьшения адгезии полимера. Если полимер пристал к нагревательной пластине, слегка протрите его чистой хлопчатобумажной тканью, чтобы удалить. Не используйте проволочную щетку или абразив.
Параметры сварки
Производители труб установили квалифицированные процедуры сварки, которым необходимо точно следовать. Вы должны получить копию процедур производителя трубы или соответствующий стандарт соединения для свариваемой трубы.
Температура нагревателя Чтобы соответствовать температурным спецификациям производителя трубы, температуру поверхности нагревательной пластины следует измерять с помощью поверхностного пирометра перед первым использованием и через разумные интервалы времени после этого.
- Включение
- Нажимайте «SET» более 4 секунд, пока в верхнем окне не появится «Sd»
- Нажмите кнопку «△» или «▽». Введите заданную температуру. Нажмите «SET» для подтверждения
КОРРЕКЦИЯ ОТКЛОНЕНИЯ ПРИБОРА РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ
Включить
Нажимать кнопку «SET» более 3 секунд, пока в верхнем окне не появится «SI»
Нажать «SET», пока в верхнем окне не появится «SC». верхнее окно
Нажмите кнопку «△» или «▽», введите значение коррекции температуры, нажмите кнопку «SET» для подтверждения
Процедура сваркиОписание метода нагреть две поверхности до заданной температуры, а затем сплавить их вместе, приложив достаточное усилие. Эта сила заставляет расплавленные материалы течь и смешиваться, что приводит к сплавлению.
Процедура слияния приклада имеет 4 этапа:
Стадия № 1: Подготовка трубы
- Разрежение и чистка
- Трим
- Выравнивание
. Стадия № 3: Сварка Стадия #4: Удаление трубы  UP
UP
1
Отрежьте и очистите: Отрежьте трубу и очистите внутреннюю и внешнюю части обоих концов труб чистой безворсовой сухой тканью. Удалите всю грязь с поверхностей зажимов, где трубы будут зажиматься в машине для стыковой сварки.
Обрезка: Направьте концы трубы так, чтобы триммер уперся в упоры и зафиксировался между зажимами для создания чистых параллельных сопрягаемых поверхностей между концами трубы. Откройте хомуты, снимите триммер и очистите внутреннюю и внешнюю стороны обоих концов труб чистой безворсовой сухой тканью.
Выравнивание: Проверьте концы трубы на предмет высокого нижнего выравнивания и овальности. Если требуется регулировка, отрегулируйте верхнюю сторону вниз, затянув зажим верхней стороны. Не ослабляйте нижний боковой зажим, иначе во время сварки может произойти проскальзывание. Заново обработайте концы труб, если требуется чрезмерная регулировка, и удалите грязь чистой безворсовой хлопчатобумажной тканью. Максимальное максимальное смещение наружного диаметра, допустимое при сварке встык, должно составлять менее 10 % от минимальной толщины стенки трубы.
Не ослабляйте нижний боковой зажим, иначе во время сварки может произойти проскальзывание. Заново обработайте концы труб, если требуется чрезмерная регулировка, и удалите грязь чистой безворсовой хлопчатобумажной тканью. Максимальное максимальное смещение наружного диаметра, допустимое при сварке встык, должно составлять менее 10 % от минимальной толщины стенки трубы.
ЭТАП #2 ЦИКЛ НАГРЕВА
Предварительный нагрев: Убедитесь, что температура поверхности нагревателя находится в указанном диапазоне температур в соответствии со стандартом. Пожалуйста, следуйте процедуре производителя трубы. Пирометр или другое устройство для измерения температуры поверхности следует использовать перед первым соединением в течение дня и периодически в течение дня, чтобы обеспечить надлежащую температуру пластины нагревательного инструмента. Термометр на электрической коробке показывает внутреннюю температуру нагревателя, которая отличается от фактической температуры поверхности.
Нагрев: Поместите нагревательный инструмент в машину для стыковой сварки между концами труб. Нагреватель должен быть чистым и иметь тефлоновое покрытие в хорошем состоянии.
ВНИМАНИЕ: Неправильная температура нагрева может привести к сомнительным сварным соединениям.
ЭТАП №3 СВАРКА
Время сварки: Приведите концы труб в полный контакт с нагревательным инструментом при силе плавления.
После того, как цикл нагрева завершен и по окружности трубы наблюдается легкое расплавление, поддерживать контакт без усилия, пока между нагревателем и трубой не образуется валик.
Снимите нагреватель и быстро приложите усилие сварки с помощью рукоятки рычага в соответствии с процедурой сварки, рекомендованной изготовителем трубы, или соответствующим стандартом соединения. Чем быстрее вы сможете безопасно сделать этот процесс, тем лучше.
Динамометрический ключ можно использовать, когда требуется определенное межфазное давление. Удерживайте эту силу не менее 10 секунд. Через 10 секунд фиксирующие кулачки помогут сохранить положение челюсти во время цикла охлаждения.
Удерживайте эту силу не менее 10 секунд. Через 10 секунд фиксирующие кулачки помогут сохранить положение челюсти во время цикла охлаждения.
Межфазное давление от 60 до 90 фунтов на квадратный дюйм (от 0,41 до 0,62 Па) используется для определения усилия, необходимого для стыкового сплавления компонентов трубы. Умножьте межфазное давление на площадь трубы, чтобы рассчитать требуемую силу плавления (фунты). Для сварочных аппаратов с ручным управлением необходимо приложить достаточное усилие, чтобы прикатить валик обратно к поверхности трубы. Для приложения нужного усилия можно использовать динамометрический ключ. Ручная сварка без динамометрического ключа успешно используется многими газовыми предприятиями.
ВНИМАНИЕ: Несоблюдение времени нагрева, давления и времени охлаждения, указанных производителем трубы, может привести к плохому соединению.
Время охлаждения : После того, как труба достаточно остынет, приложите закрывающее усилие к рукоятке рычага и переместите фиксирующие кулачки вниз в разблокированное положение.