
Дроссель-клапан воздушный ДК
Продажа со склада от производителя, производство на заводе-изготовителе. |
sferapro.ru
Дроссель-клапаны ДК
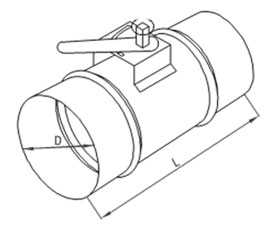
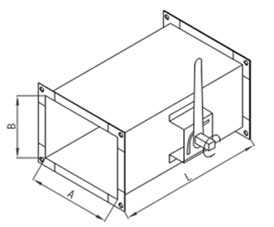
Дроссель-клапаны ДК, ДКп предназначены для регулирования количества воздуха и невзрывоопасных воздушных смесей, агрессивность которых по отношению к углеродистым сталям обычного качества не выше агрессивности воздуха с температурой до 80˚С, не содержащих липких веществ и волокнистых материалов, с содержанием пыли и других твердых примесей не более 100мг/м3. Дроссель-клапаны применяются в системах вентиляции, кондиционирования воздуха, воздушном отоплении и других санитарно-технических системах с рабочим давлением до 1000Па (100кгс/м2). Дроссель-клапаны выполнены по чертежам типовой серии 1.494-39 ФГУП “СантехНИИпроект” Госстроя Российской Федерации, в соответствии с ТУ 4863-014-5246297- 04 и по техническим характеристикам соответствует данным техническими условиями. Размеры сечений дроссель-клапанов соответствуют размерам поперечных сечений воздуховодов по положению 21 СНиП 2.04.05-91. Присоединительные размеры по фланцам дроссель-клапанов соответствуют размерам по ГОСТ 26270-84 “Фланцы вентиляционные”. Дроссель-клапаны изготавливаются прямоугольного и круглого сечения. Дроссель-клапан состоит из корпуса и поворотной лопатки (лопаток). Лопатка (лопатки) установлена на оси узла ручного управления. Поворот лопатки (лопаток) осуществляется при помощи ручки узла управления, фиксация положения осуществляется барашком, фиксирующим ручку и лопатку (лопатки). Дроссель-клапаны изготавливаются из углеродистой или оцинкованной стали. Защитное покрытие клапана соответствует климатическим исполнениям У и УХЛ категориям размещения 3 и 4 для эксплуатации в микроклиматических районах с умеренным и холодным климатом по ГОСТ 15150-69.
Технические характеристики дроссель-клапанов ДК, ДКп
Технические характеристики дроссель-клапанов круглого сечения
|
Дроссель-клапаны ДК |
Размеры, мм |
Количество, шт. |
Масса, кг |
||||
|
D |
D1 |
D2 |
B |
d |
n |
||
|
ДК-01 |
200 |
250 |
230 |
280 |
8 |
6 |
3,6 |
|
ДК-02 |
250 |
300 |
280 |
330 |
8 |
4,5 |
|
|
ДК-03 |
315 |
365 |
345 |
395 |
5,8 |
||
|
ДК-04 |
400 |
450 |
430 |
480 |
7,5 |
||
|
ДК-05 |
500 |
550 |
530 |
580 |
10 |
12 |
8,5 |
|
ДК-06 |
630 |
690 |
660 |
710 |
9,7 |
||
|
ДК-07 |
800 |
860 |
830 |
880 |
12 |
16 |
11,0 |
|
ДК-08 |
1000 |
1080 |
1040 |
1120 |
12,5 |
||
Технические характеристики дроссель-клапанов прямоугольного сечения
|
Дроссель-клапаны ДКп |
Размеры, мм |
Количество, шт |
Масса, кг |
||||
|
А |
В |
a |
b |
d |
n |
||
|
ДКп-01 |
100 |
100 |
150 |
150 |
8 |
4 |
1,3 |
|
ДКп-02 |
150 |
150 |
200 |
200 |
2,8 |
||
|
ДКп-03 |
200 |
200 |
250 |
250 |
4,7 |
||
|
ДКп-04 |
250 |
250 |
300 |
300 |
8 |
5,8 |
|
|
ДКп-05 |
400 |
400 |
450 |
450 |
7,1 |
||
|
ДКп-06 |
500 |
500 |
550 |
550 |
10 |
9,9 |
|
|
ДКп-07 |
600 |
600 |
632 |
632 |
16 |
10,7 |
|
|
ДКп-08 |
800 |
800 |
832 |
832 |
12 |
12,0 |
|
|
ДКп-09 |
1000 |
1000 |
1040 |
1040 |
16,7 |
||
ventecosystems.ru
Термопластавтомат ДК250 | Станочный Мир
Если Вам необходимо купить Термопластавтомат ДК250 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Термопластавтомат ДК250 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
ДК (С250)
ДК (С250) СогласенПолитика конфиденциальности
Принимаю условия соглашения и даю своё согласие на обработку персональных данных и cookies.
Поиск по справочнику
Интересующий вас товар вы можете найти воспользовавшись поиском
Ориентировочная цена для города:
Продуция производится в радиусе 30 км от вашего города
Характеристики:
- Вес, кг:110
- Высота h, мм:120
- ГОСТ, Серия:ГОСТ 3634-99
- Геометрический объем, м.куб:0,071
- Диаметр решетки D1, мм:646
- Диаметр D, мм:870
- Обьем бетона, м.куб:0,044
- Ширина b, мм:870
Данное изделие выпускается по следующему стандарту: “ГОСТ 3634-99”
По данному госту также производятся следующие продукты:Идет обработка данных…
Сообщение отправленно!
В нашем разделе «Идея» вы можете поделиться своими полезными мыслями для улучшения нашей работы. Здесь можно посоветовать нам, каким образом мы могли бы улучшить сайт и упростить совместную работу. Раздел «Идея» не предназначен для заявок и заказов! Для этого существует «Заявка On-line» или перемещение товара в корзину.www.complexs.ru
ДК (С250)
ДК (С250) СогласенПолитика конфиденциальности
Принимаю условия соглашения и даю своё согласие на обработку персональных данных и cookies.
Поиск по справочнику
Интересующий вас товар вы можете найти воспользовавшись поиском
Характеристики:
- Вес, кг:49,2
- Высота h, мм:120
- ГОСТ, Серия:ГОСТ 3634-99
- Геометрический объем, м.куб:0,058
- Диаметр D, мм:785
- Нагрузка номинальная, кН:25
- Обьем бетона, м.куб:0,019
- Диаметр D1, мм:605
Данное изделие выпускается по следующему стандарту: “ГОСТ 3634-99”
По данному госту также производятся следующие продукты:Идет обработка данных…
Сообщение отправленно!
В нашем разделе «Идея» вы можете поделиться своими полезными мыслями для улучшения нашей работы. Здесь можно посоветовать нам, каким образом мы могли бы улучшить сайт и упростить совместную работу. Раздел «Идея» не предназначен для заявок и заказов! Для этого существует «Заявка On-line» или перемещение товара в корзину.www.complexs.ru
Сварочный инвертор DC 250.33 (ДC 250.33)
Аппарат ДС 250.33 – мощный 250-амперный инверторный источник с микропроцессорным управлением для сварки покрытыми электродами до 5мм – признанный лидер в своем классе.
- Обеспечивает плавное регулирование сварочного тока в диапазоне от 25 до 250 А. Точность задания тока – до 1А, контролируется цифровым индикатором.
- Имеет цифровую индикацию параметров сварки – Тока сварки (А) и Степени “форсирования дуги” (в относительных единицах).

Выполнен в “безопасном варианте”, что означает пониженное напряжение холостого хода – 12 В.Снабжен системой “горячего старта”, обеспечивающей легкое возбуждение сварочной дуги.
- Имеет цифровую индикацию параметров сварки – Тока сварки (А) и Степени “форсирования дуги” (в относительных единицах).
- Имеет возможность регулировки “форсирования” сварочной дуги, которое определяет поведение сварочного тока в момент уменьшения и далее замыкания дугового промежутка (ис.1). Уменьшение “форсирования” снижает разбрызгивание металла, а увеличение “форсирования” уменьшает вероятность залипания электрода, увеличивает проплавление и давление дуги.
- Позволяет выбирать наклон вольтамперной характеристики 0.4В/А или 1.25В/А, управляя переносом металла, в зависимости от конкретных условий сварки и типа электрода, что особенно важно при сварке целлюлозными электродами (ис.2).
- Предусмотрено автоматическое отключение при перегреве, пониженном напряжении и отсутствии одной из фаз питающего напряжения.
- Рабочий диапазон температур от -40 до +40 С и поддержание заданного тока вне зависимости от колебаний напряжения сети, а также дистанционное управление сварочным током делают ДС 250.33 современным профессиональным источником, способным удовлетворить запросы каждого сварщика.
- Имеет высокое выходное напряжение, что позволяет вести сварку на кабелях до 25м.
- Идеально подходит для питания от автономного генератора, за счет встроенного входного фильтра, улучшающего электромагнитную совместимость источника с питающей сетью.
- ДС 250.33 аттестован отраслевым центром ОАО Газпром – ВНИИГАЗ и рекомендован для “…эксплуатации на объектах ОАО “Газпром” в закрытых помещениях стационарного типа и передвижных установках типа КУНГ…”.
- ДС 250.33 аттестован экспертным центром системы лицензирования Гостехнадзора РФ – АО ВНИИСТ и “…удовлетворяет требованиям, предъявляемым к специализированным источникам тока, используемым для сварки нефтегазопроводов.…”
- Источник может поставляться с Блоком импульсного режима (Исполнение 01). В этом случае цифровой индикатор отображает выставляемое значение тока паузы (А), времени протекания тока импульса и времени протекания тока паузы (Сек). Наличие импульсного режима работы облегчает ведение сварки в различных пространственных положениях, сварку деталей малой толщины и снижает требования к квалификации сварщика, например, при сварке вертикальных и потолочных швов. Управление тепловой мощностью дуги позволяет в широких пределах регулировать глубину проплавления и скорость кристаллизации металла шва при сварке труб и металлоконструкций в любом пространственном положении. Во время импульса тока мощность дуги нарастает, соответственно увеличивается количество расплавленного электродного и основного металлов. Снижение мощности дуги во время паузы способствует ускоренной кристаллизации жидкого металла сварочной ванны с одновременным снижением количества основного и электродного металлов. Используя импульсный режим можно обеспечить требуемую проплавляющую способность дуги без опасности прожогов и получить большее количество наплавленного металла в единицу времени. При этом упрощается технология однопроходной сварки и выполнение корневых проходов при многослойной сварке труб и металлоконструкций без подкладок даже при больших, чем при обычной сварки, допусках на сборку, повышается эффективность процесса сварки и улучшается формирование швов. Швы получаются с плавными очертаниями и мелкой чешуйчатостью, соответствующей выбранному режиму пульсации дуги.
Сотни аппаратов ДС 250.33 работают на стройках, нефте- и газопроводах, в аварийных службах. Источники используется в составе передвижных ремонтных мастерских на базе а/м КАМАЗ, УРАЛ, тракторов ДТ-75, ТТ-4М и ТДТ-55А. При этом ДС 250.33 комплектуется амортизаторами.
Рис. 1
а – слабое форсирование
б – сильное форсирование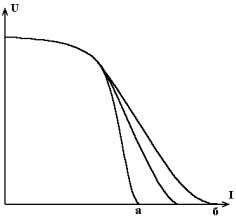
Рис. 2 Характеристика
а – крутая
б – пологая
Позволяет плавно регулировать наклон вольтамперной характеристики от 0.4В/А до 1.25В/А, управляя переносом металла, в зависимости от конкретных условий сварки и типа электрода, что особенно важно при сварке целлюлозными электродами (рис.2).
Предусмотрено автоматическое отключение источника при перегреве, пониженном напряжении и отсутствии одной из фаз питающего напряжения.
Рабочий диапазон температур от – 40 до + 40С и поддержание заданного тока вне зависимости от колебаний напряжения сети.

Пульт ДУ для дистанционного управления сварочным током.
Имеет высокое выходное напряжение, что позволяет вести сварку используя кабели суммарной длиной до 100м.

| Технические характеристики | ДС 250.33 |
| Напряжение питания, В | 380 ,+10% -15% |
| Потребляемая мощность, кВА, не более | 15 |
| Сварочный ток (плавнорегулируемый), А | 25-250 |
| Номинальный режим работы ПН, % | 70 |
| Максимальный ток при ПН=100%, А | 200 |
| Диапазон рабочих температур, °С | От -40 до +40 |
| Масса, кг | 29 |
| Габаритные размеры, мм | 505х225х435 |
Специально адаптирован для питания от автономного генератора, за счет встроенного входного фильтра, улучшающего электромагнитную совместимость источника с питающей сетью. Имеет встроенный двойной защитный фильтр от помех и скачков U в сети.
Источник может поставляться с Блоком импульсного режима (Исполнение 01). В этом случае цифровой индикатор отображает выставляемое значение тока паузы (А), времени протекания тока импульса и времени протекания тока паузы (Сек). Наличие импульсного режима работы облегчает ведение сварки в различных пространственных положениях, сварку деталей малой толщины и снижает требования к квалификации сварщика, например, при сварке вертикальных и потолочных швов. Управление тепловой мощностью дуги позволяет в широких пределах регулировать глубину проплавления и скорость кристаллизации металла шва при сварке труб и металлоконструкций. Во время импульса тока мощность дуги нарастает, соответственно увеличивается количество расплавленного электродного и основного металлов. Снижение мощности дуги во время паузы способствует ускоренной кристаллизации жидкого металла сварочной ванны с одно-временным снижением количества основного и электродного металлов. Используя импульсный режим можно обеспечить требуемую проплавляющую способность дуги без опасности прожогов и получить большее количество наплавленного металла в единицу времени. При этом упрощается технология однопроходной сварки и выполнение корневых проходов при многослойной сварке труб и металлоконструкций без подкладок даже при больших, чем при обычной сварки, допусках на сборку, повышается эффективность процесса сварки и улучшается формирование швов. Швы получаются с плавными очертаниями и мелкой чешуйчатостью, соответствующей выбранному режиму пульсации дуги.
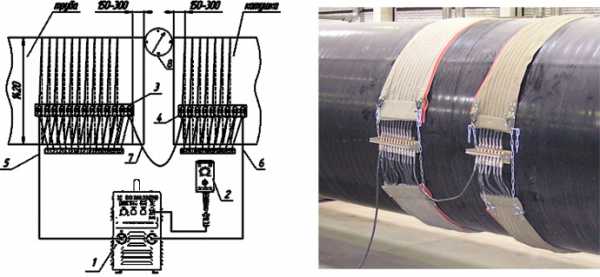
Для проведения работ по сварке намагниченных труб источник может поставляться с Блоком компенсации магнитного потока (Исполнение 02). В этом случае он может работать в составе комплекта для компенсации магнитного потока. Комплект обеспечивает снижение напряженности магнитного поля в стыке до значения не более 20 Гауссов.
Состав комплекта:
1. Сварочный источник ДС250.33 с панелью для компенсации магнитного потока
2. Пульт дистанционного управления
3. Набор поясов с быстроразъемными соединителями и транспортировочными сумками
4. Соединительные кабели
|
|
ДC 250.33 аттестован отраслевым центром ОАО Газпром – ВНИИГАЗ и рекомендован для “:эксплуатации на объектах ОАО “Газпром” в закрытых помещениях стационарного типа и передвижных установках типа КУНГ:”.
ДC 250.33 аттестован экспертным центром системы лицензирования Гостехнадзора РФ – АО ВНИИСТ и “…удовлетворяет требованиям, предъявляемым к специализированным источникам тока, используемым для сварки нефтегазопроводов…”
ДC 250.33 имеет свидетельство о первичной аттестации НАКС и заводскую гарантию 3 года.
Дополнительно поставляется – коммутатор полярности КП250, который служит для оперативного изменения полярности сварочного тока источника ДС250.33 без переключения сварочных кабелей. Применяется, в частности, для изменения полярности при сварке целлюлозными электродами корневого и заполняющих проходов.

www.svarshov.ru
Сварочный инвертор DC 250.33 (ДC 250.33)
Аппарат ДС 250.33 – мощный 250-амперный инверторный источник с микропроцессорным управлением для сварки покрытыми электродами до 5мм – признанный лидер в своем классе.
- Обеспечивает плавное регулирование сварочного тока в диапазоне от 25 до 250 А. Точность задания тока – до 1А, контролируется цифровым индикатором.
- Имеет цифровую индикацию параметров сварки – Тока сварки (А) и Степени “форсирования дуги” (в относительных единицах).
Выполнен в “безопасном варианте”, что означает пониженное напряжение холостого хода – 12 В.Снабжен системой “горячего старта”, обеспечивающей легкое возбуждение сварочной дуги.
- Имеет цифровую индикацию параметров сварки – Тока сварки (А) и Степени “форсирования дуги” (в относительных единицах).
- Имеет возможность регулировки “форсирования” сварочной дуги, которое определяет поведение сварочного тока в момент уменьшения и далее замыкания дугового промежутка (ис.1). Уменьшение “форсирования” снижает разбрызгивание металла, а увеличение “форсирования” уменьшает вероятность залипания электрода, увеличивает проплавление и давление дуги.
- Позволяет выбирать наклон вольтамперной характеристики 0.4В/А или 1.25В/А, управляя переносом металла, в зависимости от конкретных условий сварки и типа электрода, что особенно важно при сварке целлюлозными электродами (ис.2).
- Предусмотрено автоматическое отключение при перегреве, пониженном напряжении и отсутствии одной из фаз питающего напряжения.
- Рабочий диапазон температур от -40 до +40 С и поддержание заданного тока вне зависимости от колебаний напряжения сети, а также дистанционное управление сварочным током делают ДС 250.33 современным профессиональным источником, способным удовлетворить запросы каждого сварщика.
- Имеет высокое выходное напряжение, что позволяет вести сварку на кабелях до 25м.
- Идеально подходит для питания от автономного генератора, за счет встроенного входного фильтра, улучшающего электромагнитную совместимость источника с питающей сетью.
- ДС 250.33 аттестован отраслевым центром ОАО Газпром – ВНИИГАЗ и рекомендован для “…эксплуатации на объектах ОАО “Газпром” в закрытых помещениях стационарного типа и передвижных установках типа КУНГ…”.
- ДС 250.33 аттестован экспертным центром системы лицензирования Гостехнадзора РФ – АО ВНИИСТ и “…удовлетворяет требованиям, предъявляемым к специализированным источникам тока, используемым для сварки нефтегазопроводов.…”
- Источник может поставляться с Блоком импульсного режима (Исполнение 01). В этом случае цифровой индикатор отображает выставляемое значение тока паузы (А), времени протекания тока импульса и времени протекания тока паузы (Сек). Наличие импульсного режима работы облегчает ведение сварки в различных пространственных положениях, сварку деталей малой толщины и снижает требования к квалификации сварщика, например, при сварке вертикальных и потолочных швов. Управление тепловой мощностью дуги позволяет в широких пределах регулировать глубину проплавления и скорость кристаллизации металла шва при сварке труб и металлоконструкций в любом пространственном положении. Во время импульса тока мощность дуги нарастает, соответственно увеличивается количество расплавленного электродного и основного металлов. Снижение мощности дуги во время паузы способствует ускоренной кристаллизации жидкого металла сварочной ванны с одновременным снижением количества основного и электродного металлов. Используя импульсный режим можно обеспечить требуемую проплавляющую способность дуги без опасности прожогов и получить большее количество наплавленного металла в единицу времени. При этом упрощается технология однопроходной сварки и выполнение корневых проходов при многослойной сварке труб и металлоконструкций без подкладок даже при больших, чем при обычной сварки, допусках на сборку, повышается эффективность процесса сварки и улучшается формирование швов. Швы получаются с плавными очертаниями и мелкой чешуйчатостью, соответствующей выбранному режиму пульсации дуги.
Сотни аппаратов ДС 250.33 работают на стройках, нефте- и газопроводах, в аварийных службах. Источники используется в составе передвижных ремонтных мастерских на базе а/м КАМАЗ, УРАЛ, тракторов ДТ-75, ТТ-4М и ТДТ-55А. При этом ДС 250.33 комплектуется амортизаторами.
Рис. 1
а – слабое форсирование
б – сильное форсированиеРис. 2 Характеристика
а – крутая
б – пологая
Позволяет плавно регулировать наклон вольтамперной характеристики от 0.4В/А до 1.25В/А, управляя переносом металла, в зависимости от конкретных условий сварки и типа электрода, что особенно важно при сварке целлюлозными электродами (рис.2).
Предусмотрено автоматическое отключение источника при перегреве, пониженном напряжении и отсутствии одной из фаз питающего напряжения.
Рабочий диапазон температур от – 40 до + 40С и поддержание заданного тока вне зависимости от колебаний напряжения сети.
Пульт ДУ для дистанционного управления сварочным током.
Имеет высокое выходное напряжение, что позволяет вести сварку используя кабели суммарной длиной до 100м.
| Технические характеристики | ДС 250.33 |
| Напряжение питания, В | 380 ,+10% -15% |
| Потребляемая мощность, кВА, не более | 15 |
| Сварочный ток (плавнорегулируемый), А | 25-250 |
| Номинальный режим работы ПН, % | 70 |
| Максимальный ток при ПН=100%, А | 200 |
| Диапазон рабочих температур, °С | От -40 до +40 |
| Масса, кг | 29 |
| Габаритные размеры, мм | 505х225х435 |
Специально адаптирован для питания от автономного генератора, за счет встроенного входного фильтра, улучшающего электромагнитную совместимость источника с питающей сетью. Имеет встроенный двойной защитный фильтр от помех и скачков U в сети.
Источник может поставляться с Блоком импульсного режима (Исполнение 01). В этом случае цифровой индикатор отображает выставляемое значение тока паузы (А), времени протекания тока импульса и времени протекания тока паузы (Сек). Наличие импульсного режима работы облегчает ведение сварки в различных пространственных положениях, сварку деталей малой толщины и снижает требования к квалификации сварщика, например, при сварке вертикальных и потолочных швов. Управление тепловой мощностью дуги позволяет в широких пределах регулировать глубину проплавления и скорость кристаллизации металла шва при сварке труб и металлоконструкций. Во время импульса тока мощность дуги нарастает, соответственно увеличивается количество расплавленного электродного и основного металлов. Снижение мощности дуги во время паузы способствует ускоренной кристаллизации жидкого металла сварочной ванны с одно-временным снижением количества основного и электродного металлов. Используя импульсный режим можно обеспечить требуемую проплавляющую способность дуги без опасности прожогов и получить большее количество наплавленного металла в единицу времени. При этом упрощается технология однопроходной сварки и выполнение корневых проходов при многослойной сварке труб и металлоконструкций без подкладок даже при больших, чем при обычной сварки, допусках на сборку, повышается эффективность процесса сварки и улучшается формирование швов. Швы получаются с плавными очертаниями и мелкой чешуйчатостью, соответствующей выбранному режиму пульсации дуги.
Для проведения работ по сварке намагниченных труб источник может поставляться с Блоком компенсации магнитного потока (Исполнение 02). В этом случае он может работать в составе комплекта для компенсации магнитного потока. Комплект обеспечивает снижение напряженности магнитного поля в стыке до значения не более 20 Гауссов.
Состав комплекта:
1. Сварочный источник ДС250.33 с панелью для компенсации магнитного потока
2. Пульт дистанционного управления
3. Набор поясов с быстроразъемными соединителями и транспортировочными сумками
4. Соединительные кабели
|
|
ДC 250.33 аттестован отраслевым центром ОАО Газпром – ВНИИГАЗ и рекомендован для “:эксплуатации на объектах ОАО “Газпром” в закрытых помещениях стационарного типа и передвижных установках типа КУНГ:”.
ДC 250.33 аттестован экспертным центром системы лицензирования Гостехнадзора РФ – АО ВНИИСТ и “…удовлетворяет требованиям, предъявляемым к специализированным источникам тока, используемым для сварки нефтегазопроводов…”
ДC 250.33 имеет свидетельство о первичной аттестации НАКС и заводскую гарантию 3 года.
Дополнительно поставляется – коммутатор полярности КП250, который служит для оперативного изменения полярности сварочного тока источника ДС250.33 без переключения сварочных кабелей. Применяется, в частности, для изменения полярности при сварке целлюлозными электродами корневого и заполняющих проходов.
www.svarshov.ru