
Лучше подключение к дымоходу через тройник 45 или 90 градусов?
45 или 90 тройник? Какой угол подключения к дымоходу лучше? 135 или 90 градусов?
Ранее мы рассмотрели преимущества подключения дымохода через тройник, по отношению к прямому – насадному. Теперь настало время определить, какой угол подключения к дымоходу наиболее предпочтителен. Какие есть плюсы и минусы угла 450 и 900?
Часто в документах на различные камины, топки, печи и котлы, а так же на некоторые дымоходы, можем встретить рекомендации производителей по подключению к дымоходу ТГА под углом именно в 450.
Делается это без утруждения себя заумными обоснованиями и потому вызывает огромные сомнения.
Давайте попробуем сами разобраться в вопросе, так ли обязателен угол 450, и что он нам несёт. А может всё это предрассудки, пережитки прошлого и подключение под 900, вполне возможно и оно является наиболее предпочтительным?
Так все же, 900 или 450?
Данный вопрос многократно встречается в различных ситуациях и разных интерпретациях, но точного и однозначного ответа на него, с мотивацией и аргументацией, найти не удается.
Встречаются некие вымышленные данные, а порой и категоричные утверждения, но давайте не будем принимать всё «на веру», а будем сами разбираться!
Однозначно можно констатировать следующее: запрета на применение одного из двух вариантов подключения, под углом 450, и 900, не содержится ни в одном из действующих нормативных документов. Это значит, они оба применимы в равной степени!
Давайте теперь приведем аргументацию «За» и «Против» каждого из них, и выясним, все же угол 45 0, или угол 900 больше в почёте?
Начнем с ранее упомянутого подключения в дымоход под углом в 450.
Чётко обнаруживаемое преимущество: При подключении к дымоходу под углом в 450 — меньше накапливается сажи и мусора в образующемся наклонном участке.
Да, это так! И это непременный, но возможно единственный его «плюс»!
Но такой «плюсик» ни как не отменяет и не умаляет необходимость периодической очистки дымохода, а при обеспечении доступа на всем протяжении дымового канала, возможность очистки горизонтального участка ни чуть не хуже, чем наклонного. Соответственно, данное преимущество нивелируется полностью, или сводится к минимуму обдуманным проектированием и монтажом дымохода.
Ещё одно преимущество подключения под углом в 450, – поворот патрубка и горизонтальный участок не приближаются к потолку на опасное расстояние. А значит нужна меньшая защита от возгорания и меньше на неё затрат.
Порой можно услышать мнение, поворот 450, не дает завихрений и не создает препятствий повышающих сопротивления потоку дымовых газов, по сравнению с углом в 900.
Далее начинают приводить некие вычисления и какие-то цифры, с разглагольствованием про необходимость наращивания высоты на метры, помноженные на количество поворотов…
На это имеются такие возражения:
На участке дымохода, сделанного без заломов и сужений, при особо малых скоростях, на которых двигаются газы в дымоходе (2-5 м/с), ни какими точными приборами мы не сможем установить наличие упоминаемых сопротивлений, даже если они там и впрямь имеются. Это означает, лишь то, что ими можно и нужно пренебречь как в расчетах, так и при проектировании дымовых каналов.
Приводимые в различных таблицах коэффициенты относятся только к потокам со сверхзвуковыми и дозвуковыми скоростями.
По тому, если принимать за истину, что угол 450, не препятствует свободному выходу дыма из ТГА, то он так же не может создавать преград обратному потоку охлаждающихся газов и резкому порыву ветра провоцирующих обратную тягу…
И выходит так, несомненных преимуществ у тройников 450, практически не обнаруживается.
Переходим к минусам подключения в дымоход под углом 450:
При подключении в дымоход под углом в 450, самым термически нагруженным будет участок на верхней части врезки тройника и на задней его стенке, расположенной напротив узла подключения. Возникает перегрев этого участка, быстрый и преждевременный износ всего тройника.
В виду большой ответственности и сложности замены тройника, перегрев его крайне не желателен!
Подключая под углом в 450, не образуется участка компенсирующего температурное линейное удлинение, совместно ТГА и дымоотводящего патрубка. При этом возникает подъемная сила патрубка оказывающая давление на врезку тройника вверх, в то время как весь вес дымохода давит на тройник вниз.
Из-за разновекторного направления и смещенного центра массы, возникает ломающая нагрузка с искривлением конструкции и опасностью образования трещин. Это может привести к разгерметизации и разрушению тройника на участке врезки.
Не забываем, это еще и самый перегреваемый участок, ответственный и трудно заменяемый.
При прохождении стены под углом в 450, нам потребуется проделать отверстие гораздо большей высоты, что приведёт, как к ослаблению несущей способности ограждающей конструкций, так и к ухудшению её тепловой изоляции.
В равной степени это можно отнести к проемам в шахтах, при расположении в них дымовых труб, а так же к готовым заводским дымоходным системам;
Но еще, следует учесть, при восстановлении стены, возрастают затраты на заделку образовавшегося проема. Количество материалов и трудозатрат увеличивается, а внешний вид пересечения трубы и стены заметно ухудшается;
Количество конденсата, стекающего в дымовой патрубок и ТГА. при подключении через тройник 450 , возрастает.
Существуют меры снижающие это явление, такие как бороздки, завесы и наклонные участки в тройниках, но факт остается фактом — через тройник 450, конденсата затекает больше!
Сам процесс подключения дымохода под углом в 45
Конечно же можно приподнимать и наклонять тройник, но делать это особенно на высоте, в не совсем доступных местах, проблематично и вовсе не желательно.
Данный вопрос решается применением двух элементов телескопических труб, но при этом мы наращиваем сметную стоимость, не получая при этом существенных преимуществ.
Сложности расчетов и проектирования.
Можно подумать, что все проблемы предусматриваются проектными данными и заказчика они не должны заботить. Но приведу неумолимую статистику. В настоящее время, более 90% дымоходов монтируются без проекта, а 90% из них самостоятельно заказчиком, и (или) с привлечением низко квалифицированного персонала.
Вот тогда и приходится решать на месте «веселые» вопросы:Куда установить консоли, ведь они попадают на проем?
До какого предела труба должна отходить от стены и на каком уровне завершится?
Как одновременно приподнимать дымоход, зафиксировать консоли, площадку с тройником, отклонять и выравнивать?
Не упирается ли тройник или отвод в строительные конструкции?
Как приподнять трубу вместе с топкой или по отдельности?
Вопросы конечно далеко не смешные, не праздные и не пустяковые.
Да-а… С углом в 450 как-то все печально… Он и дорог и со сложностями и с недостатками.
А что же угол 900?
Его преимущества — это перечисленные выше негативные моменты подключения в 450.
Повторим:
Большую часть тепловой нагрузки примет на себя поворот в 90 градусов и горизонтальный участок. Это позволит защитить тройник от перегрева. Колено же расположенное на дымоотводящем патрубке является легко заменяемой и не очень дорогой деталью.
При подключении в дымоход под углом 900, образуется участок компенсирующий линейное удлинение ТГА и вертикального патрубка, предотвращающий перелом врезки тройника.
Проем нужен меньшего размера, стена разбирается меньше, тепловая изоляция страдает в меньшей степени;
Оформление прохода более аккуратное и не заметное, а количество материалов и времени на заделку проема существенно меньше;
Факт остается фактом, тройник 90 градусов конденсат направляет в конденсатосборник а не в патрубок и ТГА;
Подключение и отключение патрубка существенно проще;
Расчет не усложняется и нет не нужного удорожания.
Как уже становится понятным из выше изложенного, больше преимуществ у подключения под углом 900!
Из чего следует вывод:
В большинстве случаев, подключение 900 является наиболее предпочтительным и необходимым к применению.
Хочу заметить, не являюсь «адептом и фанатичным последователем «Учения о тройниках 900» и не призываю подвергнуть анафеме все тройники с углом в 450.
Всему своё время и место!
Нужно подходить к каждому случаю индивидуально!
С радостью готов прислушаться ко всем обоснованным возражениям и мотивированным доказательствам. Возможно с Вашей помощью мы вместе быстрее найдем Истину!
С уважением, Алексей Телегин
101kpd.ru
плюсы и минусы разных способов
Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. Обычным делом в процессе монтажа является ситуация, когда трубы необходимо стыковать под углом. Однако не совсем обычной видится технология производства таких работ.
Чтобы создать подобную конфигурацию соединения, требуется резка труб под углом. Мы расскажем, как выполняются такие операции и какие существуют методы резки.
Содержание статьи:
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью . При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.

Разрезать трубы в процессе работы с этими элементами монтажа приходится очень часто. Популярный инструмент для таких случаев – так называемая болгарка. С помощью этого инструмента режут прямо и под углом
Наиболее частой потребностью в монтаже становится резка водопроводных или иных труб под углом 45º. Выясним, какие приспособления можно использовать для реза под этим и другим углом.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.

Простейший способ получения линии разметки на трубе для производства реза под углом 45 градусов. Используется обычный лист бумаги, который накладывается на корпус трубы в области отреза
Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать и как его применять на деле, подробно описано в предложенной нами статье.
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Правда существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
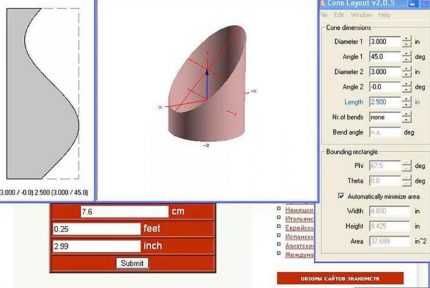
Так выглядит окно компьютерной программы, выполняющей расчет угла среза для трубы круглого сечения. По результатам расчета вырисовывается лекало, которое распечатывается принтером. Лекало используют в изготовлении шаблонов
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза.
Всё, что необходимо сделать пользователю, – это завести в ячейки «Наружного диаметра» и «Угла среза» соответствующие значения. По этим параметрам сформируется лекало, которое можно отправить на печать.
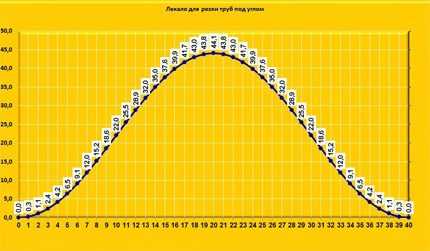
Пример лекала, полученного методом вычислений в популярной программе Excel. Вычисление точек прохождения кривой осуществляется на основе всего двух заданных параметров – диаметра трубы и требуемого угла среза
Недостаток программы – она не учитывает толщину листа лекала, что приводит к незначительным неточностям.
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.
Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла – инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
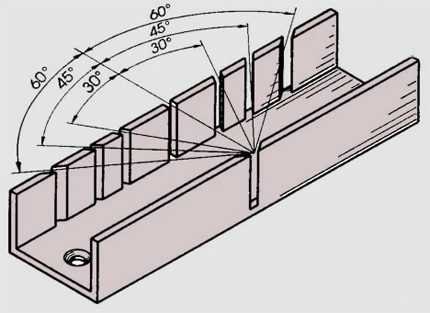
Такой выглядит возможная конструкция стусла – приспособления, благодаря которому также можно резать трубы под разными углами. Однако стусло, как правило, удобно применять для реза труб малых
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия.
Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.

Электромеханическое приспособление для реза трубных элементов, в том числе под разными углами. Используется дисковый резак и несложная механическая система крепления трубы в разных положениях
Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма – маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
- Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
- Найденное положение фиксируется прижимными винтами.
- Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
- Подаётся напряжение на электродвигатель.
- Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.
Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени.
Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Если вы собираетесь сделать дома медный трубопровод, то потребуются , с правилами подбора которых советуем ознакомиться.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.

Резка прямоугольных труб (профильных элементов) под нужными углами обычно выполняется по шаблонам. Такие шаблоны изготавливаются из металлических уголков разных размеров
Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от компании «MASS» – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.

Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.

Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с . Выпускается широкий модельный ряд устройств «BSM».
Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.

Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку.
Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства – термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Для резки способные равномерно разделить на части изделия с многослойной структурой. Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45º и 90º:
Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки.
Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
У вас есть полезная информация по теме статьи? Возникли вопросы в процессе ознакомления с материалом или обнаружили спорные моменты? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
sovet-ingenera.com
Устройство для резки труб под 90 и 45 градусов – Законченные проекты
Собственно история этого девайса такова: Потребовалось изготовить торговое оборудование из квадратной трубы 20х20х1 и нужно было нарезать заготовки под углом 90 и 45 градусов очень точно. Для этого была куплена монтажная пила DeWalt. Оказалось что требуемой точности от нее не получить из-за большого диаметра круга а также место «врезания» в металл смещается и круг уводит в сторону, что приводит к перекосу линии отреза. Это и сподвигло на изготовление сего устройства.
За основу подвижных салазок были взяты передние стойки Toyota Levin. Из них использован шток и внутренняя трубка. Станина сварена из уголка 70 . УШМ крепится на плоскую площадку с помощью хомута и болта который вкручивается вместо ручки. Эта площадка может устанавливаться в 2х положениях для резки трубы под 90 и 45 градусов.
Глубина реза, по мере износа круга, регулировалась с помощью подкладок разной толщины под трубу. Настройка на точный рез осуществляется поворотом площадки и закреплением ее с помощью струбцины с последующим “контрольным” резом на ненужном куске трубы.
Это «устройство» планировалось как одноразовое но до сих пор выручает меня если нужно отрезать что либо более –менее точно под 90 град.
Общий вид устройства
Вид с закрепленной УШМ
Вид отрезанных труб
Вид устройства для отрезки под 45 град.
Процесс резки
Вид разрезанной трубы. Труба разрезается не полностью. Нижняя сторона остается и потом по ней сгибается под 90 град.
Вид согнутой трубы
Далее сварка, зачистка и в покраску!
www.chipmaker.ru