
Пайка медных труб своими руками
Медь лучше паять, чем варить, по нескольким причинам: простота и оперативность проведения работ, нет необходимости в дорогом оборудовании, соединения получаются прочными, надежными и стойкими к высоким температурным и механическим нагрузкам.
Низкотемпературная пайка
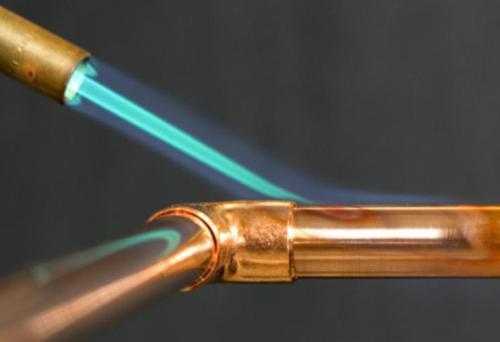
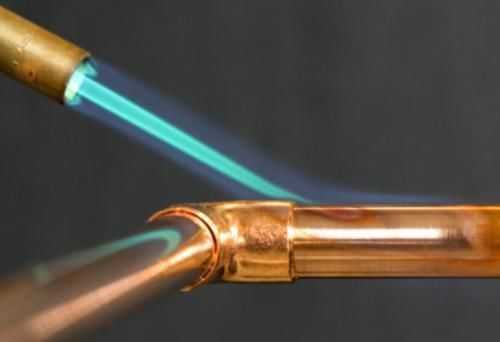
Применяется для организации систем водоснабжения, отопления, кондиционирования. Выполняется обычно пропановыми горелками. Температура разогрева трубы: 200-250 градусов. При мягком припое пламя горелки требуется постоянно перемещать, чтобы нагрев соединения был равномерным.

Пример низкотемпературной пайки
Для мягкого припоя используются припои типа S-Sn97Ag5 (L-SnAg5) и S-Sn97Cu3 (L-SnCu3). Данные припои отлично подходят для систем отопления и кондиционеров, ведь они обеспечивают стойкость к коррозии и механическим повреждениям.
Как осуществляется пайка систем отопления и кондиционеров? В случае если припой не плавится при касании прутком, нагрев следует продолжить. Важно постоянно перемещать пламя. Когда припой начинает плавиться, следует пламя убрать и подождать, пока припой не заполнит монтажный зазор. Заполнение зазора происходит полностью, а потому не следует вводить дополнительные объемы припоя, так как это даст излишки, которые могут затечь внутрь соединения.
Что еще важно знать, осуществляя пайку медных труб на отопление и иные системы? Если вы применяете в работе стандартные прутки припоя, объем мягкого припоя должен быть равен диаметру трубы. Для удобства требуемый участок припоя загибается Г-образно. Более подробно о низкотемпературной пайке вы можете посмотреть в специальном видео.
Преимущества данного способа: прочность меди не ухудшается. Недостатки данного способа: худшие механические характеристики.
Высокотемпературная пайка
Применяется в тех случаях, когда систему планируется эксплуатировать при высоких температурных нагрузках (выше 110 градусов). Данный способ часто используется для организации отопительных систем. Твердая пайка выполняется исключительно газопламенным способом, так как для выполнения соединения требуется температура не ниже 700 градусов.

Прибор для высокотемпературной пайки
При применении медно-фосфорного припоя можно обойтись без флюса. Пламя горелки должно быть средним. Требуемая температура пламени: 750-900 градусов. Медные трубы следует нагревать равномерно, причем соединяемые детали могут находиться в любом положении.
При равномерном нагреве концов изделий припой хорошо заполнит монтажный зазор. Проверять готовность соединения можно прутком твердого припоя (по окончании работ он должен плавиться). Для повышения качества работ пруток следует предварительно прогреть.
Именно при этом способе можно использовать строительный фен. Применяется он вместо горелки. Строительный фен можно задействовать только при пайке медных труб небольших размеров. Эксплуатировать фен просто, достаточно применять тот же алгоритм работы, что и при манипуляциях с горелкой. Обучающее видео позволит вам разобраться во всех нюансах пайки.
Преимущества твердого припоя: высокая прочность шва, можно применять в системах, эксплуатируемых при высокой температуре, возможно уменьшение ширины соединения относительно мягкого припоя. Недостатки твердого припоя: происходит отжиг меди, для выполнения работы своими руками требуется опыт и квалификация, в ином случае изделие можно перегреть, что приведет к разрывам.
Флюс
Флюсы представляют собой активные химические вещества, необходимые для проведения качественной пайки. Они позволяют улучшить растекание припоя, очищают медь от разного рода загрязнений, образуют защитное покрытие от воздействия кислорода.
Флюс для пайки алюминия
При низкотемпературном способе соединения используются низкотемпературные флюсы. При высокотемпературном способе соединения флюсы не требуется, достаточно очистить поверхность перед работой.
Важно: По окончании работ флюс должен быть обязательно удален. В ином случае существует риск возникновения коррозий.
Как выполняется пайка медных труб своими руками?
Труборез
Требуемые инструменты: труборез, фаскосниматель, труборасширитель, стальной ершик для чистки внутренних поверхностей медных труб, щетка для зачистки соединений,газовая горелка или фен, припой.
Рассмотрим, как паять медные трубы своими руками:
- Посредством трубореза отрезаем трубу необходимой длины. Щеткой снимаем заусеницы, внутреннюю поверхность изделия чистим ершиком;
- Посредством труборасширителя расширяем 2-ой отрезок изделия до требуемого диаметра. Помните, что детали трубопровода должны входить друг в друга с небольшим зазором;
- Щеткой чистим края расширенного элемента трубопровода от загрязнений и заусениц;
- Равномерно наносим флюс на деталь медного трубопровода меньшего диаметра;
- Соединяем обе детали трубопровода. Влажной тканью удаляем излишки флюса;
- Равномерно прогреваем соединение. Когда флюс будет серебристым, работу можно заканчивать;
- К линии стыка деталей трубопровода подносим припой. После того, как он расплавится, припой должен остыть естественным

Электрический фаскосниматель
путем. Дуть на него не нужно;
- По остывании припоя протираем соединение влажной материей. Мера эта нужна затем, чтобы удалить остатки химических веществ.
Научиться паять медные детали трубопровода своими руками просто. Достаточно соблюдать инструкции. Однако если что-то так и осталось для вас непонятным, вы всегда можете включить обучающее видео, где детально рассмотрено, как паять медные трубы.
trubygid.ru
Пайка медных труб припоем своими руками: видео, инструменты,технология
Смысл этой процедуры заключается в том, что для того, чтобы получить соединенные отрезки в хорошем и неприглядном виде с помощью припайки деталей горячим раскаленным материалом, нужно приложить немало усилий, они в свою очередь требуют особой аккуратности и тщательной подготовки.
Большинство заграничных государств предпочитают трубы из медного сплава для таких систем, как: отопление, газовые трубы, водоотведение и водоснабжение. А, если медные трубы используются в устройствах кондиционирования, то здесь нужно спаивать детали без видимых швов.

Преимущества медных труб:
- Устойчивость;
- Служба на большие сроки;
- Простота в обработке;
- Выдержка к большому давлению;
- Не реагирую на УФ-излучения и т. д.
Одна лишь отрицательная чёрта —

Технологии припаивания:
- Воздействие большого градуса – применяется для труб с высокой нагрузкой. Температура во время припайки составляет 500-950 градусов.
- Воздействие низких температур. Все зависит от выбранного припоя, для более мягкого, температура составляет 460 градусов, но уже больше этой температуры применяется для твердого припоя.
Механизмы во время спаивания:
- Резьба для трубопроводов;
- Инструмент для расправления и удаления неровностей;
- Расширитель для трубопроводов;
- Щетки и ершики;
- Рефлектор для разогрева трубопровода;
- Горелка с газовым снабжением;
- Горелка ацетилено-кислородная.

Для легкого спаивания деталей можно разогревать детали феном с терморегуляцией, который подключается в розетку и обеспечивает поток горячего воздуха в пределах 660 градусов.
Самым главным преимуществом этого устройства — это возможность управлять температурой. Прилежащие к нему детали помогут вам обеспечить воздействие большого градуса в определенном месте.

Ресурсы для спаивания
Как мы выяснили, припой бывает твердый и мягкий:
- Припой в твердом виде производится в форме стержней. Работа этим методом осуществляется с помощью градуса не выше 900 градусов. На протяжении долгого времени соединение не будет портиться и способно выдержать большой градус и давление. Применяется во всех системах вашего дома.

- Припой мягкого типа производится в форме проволоки, размер, который достигает диаметр в 2-3 миллиметра и применяется в системах водоснабжения.

Паста для спаивания такого вида труб должна выбираться правильно для хорошего результата работ.Пасты могут быть двух видов – это с применением низкого градуса (не более 450) и с применением высокого градуса (более 450).
 Оборудование для пайки медных труб
Оборудование для пайки медных трубОни нужны для:
- Очищения наружной плоскости труб от окисления;
- Защищает место спаивания от наружной атмосферы;
- Улучшает расползание припайки;
- Улучшает прикрепление деталей.
Припайка в горячем состоянии расползается по детали и обволакивает базовый металл. Перед этими работами нужно тщательно очистить обрабатываемую поверхность. Теперь мы наносим специальную пасту для спаивания труб из медного сплава специальной кисточкой, слой должен быть нетолстым и равномерным. По окончании спаивания лишнюю пасту мы удаляем для того, чтобы не образовалась ржавчина и утечки.
Детали для труб из меди под спаивание — материалы для угла и отведения трубы в другую сторону.
Детали должны быть строго одного размера, то есть диаметр должен быть одинаковым и точным.
Такие механизмы, как фитинги очень дорого стоят. Но бывают случаи, когда они могут и не понадобиться и вместо них используют для обработки спайки расширители для трубопроводов.
Ход работ во время спаивания
Рассмотрим работы в следующей последовательности:
- Для начала обрежем трубопровод с помощью специальной резьбы;
- Края разреза обрабатываем фаскоснимателем;
- Обрабатываем разрез другой трубы расширителем для труб;
- Проводим проверку на зазоры и пролеты;
- Теперь наносим на деталь небольшое количество пасты.
- Нагреваем место соединения так, чтобы тепло распределилось равномерно и приблизилось к норме, которая вам необходима. Для этого нужно использовать специальную горелку для спаивания труб из медного сплава;
- Припаиваем соединение в местах зазоров. Припой должен плавиться и растекаться только от горячей трубы, но никак от открытого огня;
- Лишнюю пасту на соединении мы удаляем с помощью протирания влажной тряпкой либо водой.

Возьмите на заметку!
- При нагревании трубы процесс плавления пасты происходит за очень короткий промежуток времени, поэтому очень важно следить за местом пайки, чтобы избежать перегрева. В целом процесс нагрева должен составлять не более 5 минут.
- Если детали во время соединения находятся очень близко друг к другу, то этот участок необходимо немного охладить, применив мокрую тряпку. Если этого не сделать, то первое соединение может просто поломаться.
Просим заметить, что при плавлении труб из стального сплава отличается во многом от медных труб по устройствам обработки и также в последовательности и системе работ.
Недочеты, которые не следует допускать во время пайки:
- Не прогревайте место соединений очень слабо, потому, что плавление в таком случаем, может не произойти и в течение службы трубопроводов при малейшем давлении труба может легко обломаться;
- Если температуру плавления сделать больше нормы, то это приведет к тому, что паста сгорит и начнутся образования окисей, что в дальнейшем приведет к разрушению трубопровода в месте соединения;
Если работы проводит опытный и квалифицированный мастер, то он уж точно знает при какой температуре и в какой последовательности нужно проводить пайку труб для качественной и долгой службы.

Меры предосторожности
Стоит заметить! Перед тем как начать проводить работы данного типа следует быть аккуратными и хорошо обученными для этой процедуры. Тип этих работ всегда проводятся с взаимодействием большого градуса и различных химических соединений, которые в процессе выделяют опасный пар. Следует надевать на руки перчатки, которые защищать ваши руки от различных ожогов.
Прежде чем проверить соединение на прочность убедитесь в том, что место спаивания остыло. Имейте в виду, что детали нагреваются до очень высоких температур, следовательно, остывать они будут значительный промежуток времени.
Перед выполнением работ нужно убедиться, что помещение проветривается, если нет такой возможности, то должна быть проведена вентиляция. Также следует надевать помимо перчаток защитную спецодежду, которая защитит вас от различных опасных паров и яда. При усмотрении всех замечаний и сведений вы можете спокойно проводить работы в домашних условиях.
o-trubah.com
Как паять медные трубы – пайка медных труб
Трубные изделия из медных материалов и их сплавов давно уже не выглядят новинкой в наших отопительных системах; кроме того, они всё чаще встречаются сегодня в современных водо- и газоснабжающих магистралях жилых строений и промышленных предприятий. Эти надёжные и пластичные изделия широко используются в настоящее время в качестве ответственных узлов современных систем кондиционирования воздуха и холодильных агрегатов различного профиля.
 Медная труба
Медная трубаВсего этого вполне достаточно для того, чтобы у нас появилось желание научиться формировать неразъемные соединения из подобных изделий, а точнее – ознакомиться с тем, как паять медные трубы в бытовых условиях. Дело в том, что известные техники соединения медных труб используются с давних времён и предполагают введение в контактную зону специального расплавленного сцепляющего состава или припоя. Что особо важно знать при освоении процесса пайки медных труб, – это то, что надёжный сварочный контакт получается, как правило, лишь в том случае, когда температура плавления самого припоя имеет значение чуть ниже точки плавления свариваемых трубок.
Отметим также, что качественная и надёжная пайка медных труб своими руками потребует от исполнителя особой аккуратности при работе со свариваемыми изделиями, а также определённой теоретической подготовки.
Преимущества сварных медных соединений
 Сварка медной трубы
Сварка медной трубыНельзя не упомянуть в нашей статье и того множества свидетельств, которые дополнительно подтверждают неоспоримые преимущества медных конструкций, получаемых сварным методом. Подобные упоминания лишь увеличивают всё более растущий спрос на продукцию, которая отличается целым набором достаточно уникальных свойств:
- долговечностью и прочностью сварных медных изделий;
- доступностью и простотой обработки медного материала;
- возможностью выбора условий формирования сварочного контакта (регулировкой режима сварки).
Помимо этого, применение новейших сварочных методик позволит вам сэкономить на таких обязательных сборочных запасных частях, какими являются стандартные переходники и фитинги, что заметно снижает общую стоимость изготовления сварных труб отопления.
Методы пайки медных труб и используемый инструмент
При проведении специальных операций, связанных со сваркой трубных заготовок различного диаметра, чаще всего применяются следующие температурные режимы:
- Высокотемпературный режим с термическим прогревом зоны расплава до 900 градусов, используемый для заготовок, находящихся под значительными нагрузками.
- Режим низкотемпературной обработки, практикуемый чаще всего в быту с рабочей температурой в зоне контакта до 450 градусов.
 Захват-труборез
Захват-труборезДля удобства фиксации сочленяемых труб в процессе пайки вам может потребоваться следующий инструмент:
- Специальный захват-труборез, обеспечивающий ровный срез заготовки в месте её предполагаемой сварки.
- Приспособление для подготовки фасок (включая удаление заусенцев).
- Особого рода расширительный механизм, используемый для подготовки места спайки на глубину, примерно равную диаметру свариваемых заготовок.
- И, наконец, сам сварочный аппарат или газовая горелка, непосредственно применяемые для спайки медных стыков.
 Горелка для пайки
Горелка для пайкиВдобавок к этому, вам непременно потребуется строительный термический фен, посредством которого можно будет разогревать места стыка заготовок до 650 градусов (используется в основном при работе с легкоплавкими припоями).
 Строительный фен
Строительный фенНаличие в текущем инструментальном наборе такого разогревающе-сварочного аппарата позволит его обладателю очень просто регулировать температурный режим в зоне сварки, а также поддерживать его на оптимальном уровне. Кроме того, широкий набор сменных насадок, входящих в рабочий комплект сварочного устройства, обеспечивает вам возможность направлять струю разогретого воздуха в любое удобное для вас место.
Материалы, используемые при пайке медных заготовок
Перед тем как паять трубы отопления своими руками, любой исполнитель просто обязан основательно ознакомиться с рабочими материалами, используемыми в качестве термических припоев. Помимо этого, ему непременно следует знать о том, что все эти материалы по характеристикам тугоплавкости делятся на припои твердых и мягких категорий.
Припои
 Припой
ПрипойТак называемые припои высокой тугоплавкости внешне напоминают удлинённые стержни произвольного профиля и используются обычно при необходимости разогрева металла в зоне пайки до максимально возможных температур (вплоть до 900 градусов по Цельсию). Подобные температуры обеспечивают получение высококачественного и надёжного паяного контакта.
Обратите внимание! Такие паяльные материалы используются в основном при ремонтно-восстановительных работах, производимых на ответственных снабжающих магистралях или же при ремонте промышленных кондиционеров и специального холодильного оборудования.
К наиболее типичным представителям паяльных припоев данного класса следует отнести самофлюсующиеся медно-фосфорные составы, оснащаемые самыми различными добавками (типа Cu94 P6 и Cu92 P6 Ag2). Практически незаметная на глаз 6% добавка серебра или фосфора позволит вам понизить рабочую температуру плавления подобного припоя вплоть до 750 градусов. И это при условии, что фактические показатели расширения используемых материалов почти в точности соответствуют аналогичным параметрам для меди, что обеспечивает возможность получения прочного и надёжного соединения.
 Мягкий припой
Мягкий припойПрипои, называемые в просторечье «мягкими», своё название получили из-за того, что используются в процессе низкотемпературной обработки медных трубок, производимой в бытовых условиях. Изготавливаются они, как правило, в виде довольно тонких проволочек и разрабатываются на основе таких популярных химических веществ, какими являются известные всем нам свинец, олово, цинк или их сплавы.
Флюсы
 Флюс для пайки
Флюс для пайкиС целью упрощения процедуры пайки медных труб своими руками нередко применяются особые пастообразные или даже жидкие составы (их ещё называют флюсами). Важно заметить, что зачастую от грамотного подбора того или иного флюса во многом может зависеть успех или неуспех производимой операции.
Подобно припоям, рассматриваемые нами материалы также условно подразделяются на низкотемпературные реактивы (до 450 градусов) и высокотемпературные химические составляющие, используемые при пайках выше 450 градусов.
 Флюс
ФлюсТакие химические составы используются для следующих целей:
- способствуют очищению зоны пайки от вредных окислов;
- защищают рабочую зону от попадания в неё кислорода, всегда содержащегося в окружающей среде;
- формируют благоприятные условия для равномерного распределения паяльного состава по местам пайки;
- повышают качество сцепления изделий с припоем.
В процессе проведения работ припой, разогретый до нужной температуры, равномерно растекается по частям спаиваемых деталей, образуя при этом надёжное соединение. После остывания контакта пайки из зоны обработки все излишки флюса просто удаляются.
Видео
Этот ролик посвящен пайке труб мягким припоем:
trubyinfo.ru
Пайка медных труб своими руками видео — studvesna73.ru
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Немного о меди

Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ
Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава — неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками — задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди
studvesna73.ru
как паять газовой горелкой, твердым, мягким припоем
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка меди
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем. Это объясняется свойствами меди, которая легко плавится при невысоких температурах. В качестве инструмента вполне подойдет паяльник или газовая горелка.
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.
- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.
Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.
Пайка в печах
 Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Вакуумная пайка

Вакуумная печь для пайки меди
Вакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом. Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
Высокотемпературная пайка

Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя. Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Технология пайки труб
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
ecology-of.ru