
Разметка тройника прямого равнопроходного
Изготовление развёртки (лекала) для разметки элементов прямоугольного равнопроходного тройника
Тройники служат для устройства ответвлений и сопряжений трубопроводов. Для изготовления тройников из трубы вырезаются (электро- газорезка, «болгарка») элементы тройника, а затем свариваются. Тройник прямоугольный равнопроходной сваривается из труб одинакового диаметра.
Разметка элементов тройника для последующей резки и сварки производится при помощи лекал (развёрток), накладываемых на трубу, по которым мелом на трубе проводят линию реза (для большей точности распылить краску).
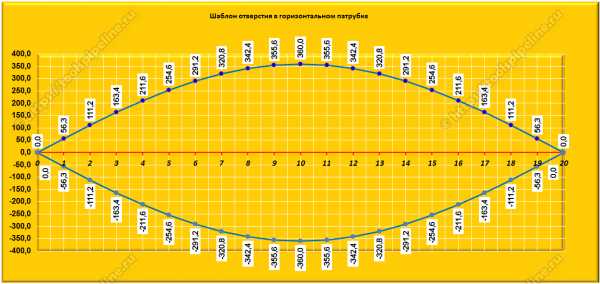
Предлагаемая нами таблица Excel позволяет получить размеры для построения лекал (развёрток) вертикальных и горизонтальных патрубков для изготовления прямоугольных равнопроходных тройников любого диаметра. Введите в жёлтую ячейку таблицы наружный диаметр трубы и вы мгновенно получите ординаты и абсциссы точек для разметки. Перенесите эти точки на паронит или картон и плавно соедините их между собой. Лекало (развёртка) готово.
Программа может сама автоматически нарисовать лекала в натуральную величину, которое можно распечатать.
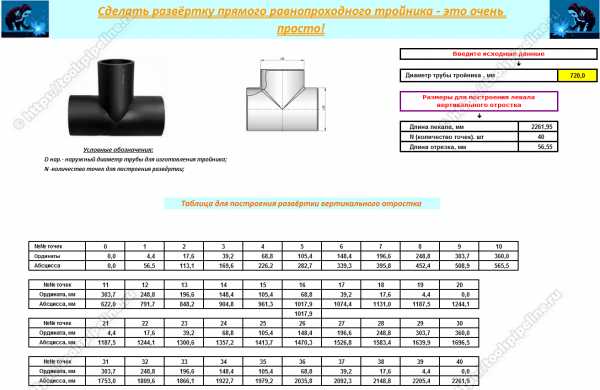
Совет. На трубе, предназначенной для изготовления тройника мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.

При разметке труб лекала необходимо накладывать так, чтобы образующая трубы была перпендикулярна оси абсцисс лекала .

Посмотрите демонстрационный ролик
Скачать ознакомительную версию таблицы
При успешной оплате Вы сразу же получите ссылку для скачивания рабочей таблицы.
Порядочность гарантирую! Успехов в работе! comments powered by HyperCommentstoolspipeline.ru
Разметка – тройник – Большая Энциклопедия Нефти и Газа, статья, страница 1
Разметка – тройник
Cтраница 1Разметка тройника, вид которого соответствует видам графы 2, но угол наклона отростка отличен от углов, указанных в табл. 6 ( стр. [1]
Разметка тройников и крестовин весьма трудоемка, поэтому при изготовлении нормализованных фасонных частей применяют для разверток отдельных частей совмещенные шаблоны, изготовленные в натуральную величину. Шаблоны представляют собой приспособление, сделанное из тонколистовой стали, на котором помечены главные точки развертки тройника или крестовины для разных случаев сочетания диаметров. Для этого на шаблоне вырезаны отверстия и выемки для кернения точек на размеченном листе. Кроме того на шаблоне вырезаны лекальные кривые, позволяющие проводить отдельные контурные линии при построении развертки. Таким образом, в зависимости от размеров корня и ответвлений обозначаются точки и кривые путем простановки цифр, указывающих диаметр отверстия. [2]
Разметка тройников включает две операции: разметку ответвления и разметку ствола. [4]
Разметка равнопро-ходных тройников и тройников с патрубком, имеющим меньший диаметр, чем труба, на монтаже производится без шаблона. Равно проходные тройники размечают путем геометрического построения точек пересечения патрубка с трубой. Эти точки соединяются между собой при помощи полоски картона, накладываемой на трубу. При разметке разнопроходных тройников патрубок в месте присоединения устанавливается на трубе. Прижимая плотно к патрубку чертилку или меловой карандаш, на трубе вычерчивают линии вырезки отверстия в трубе. По разметке вырезают отверстие в трубе, в которое вставляют патрубок. Мелом или чертилкой по поверхности патрубка наносится линия обреза его конца. [6]
Для разметки тройников
и крестовин применяют совмещенные шаблоны, разработанные трестом Промвентиляция. Эти шаблоны ( рис. 169, в) изготовляют заводским способом. В специальных таблицах, помещенных в инструкциях и нормалях, выпускаемых трестом Промвентиляция, указаны размеры элементов тройников и крестовин с различными центральными углами. [8]При разметке тройников и крестовин круглого сечения диаметром до 900 мм по совмещенным шаблонам обеспечивается соблюдение геометрических размеров, установленных нормалью, при сохранении постоянного центрального угла тройника и крестовин. [9]
Эти способы разметки разветвленных тройников применимы для всех углов разворота. [10]
При составлении таблиц для разметки тройников со смещенными осями мы ориентировались на размер z, отсчитываемый от вертикальной касательной к окружности ствола до образующей отростка, учитывая, что именно на этот размер ориентируются в процессе монтажа трубопроводов. [12]
Каждый отдельный шаблон предназначен для разметки тройников или крестовин с одним диаметром корня ствола при различных сочетаниях диаметра ствола и ответвления. [14]
Обычно наибольшие трудности встречаются при разметке тройников и косых переходов, в связи с чем нами даны табл. 6 – 8 для определения длин ординат разверток как отростков, так и отверстий в стволах. [15]
Страницы: 1 2 3
www.ngpedia.ru
Приспособление для разметки труб. Расчет и изготовление шаблона — Оборудование
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Где LОбщ – длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1 = L – S – длина прямого участка, м;
L2 = L1-S‑длина второго прямого участка, м; [S – скид, мм (табл. 5)].
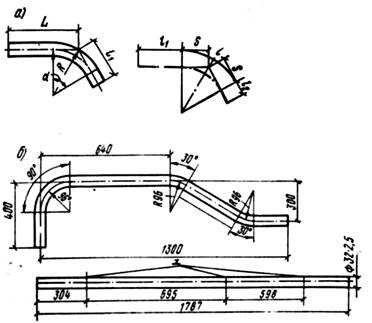 Рисунок 1. Разметка трубы для изгиба
Рисунок 1. Разметка трубы для изгиба- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
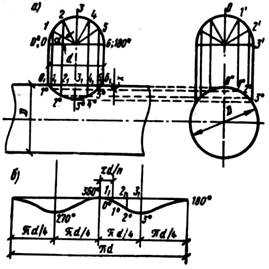 Рис. 5. Разметка пересечения двух труб
Рис. 5. Разметка пересечения двух труб- а – построена для изготовления шаблона;
- б – шаблон.
Таблица 5. Скиды и длины изогнутых частей трубы для любого радиуса
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм)гнутья и углов гиба
| Длина изогнутой части трубы 1. мм | 0,6981 | 0,7854 | 1,0472 | 1,1781 | 1,2915 | 1,5708 |
| Скид S, мм | 0,364 | 0,4141 | 0,5774 | 0,6663 | 0,7673 | 1 |
| Угол гнутья а. град | 40 | 45 | 60 | 57 30′ | 75 | 90 |
| 0,1745 | 0,2618 | 0,3491 | 0,3927 | 0,5236 | 0,6545 | |
| Скид S, мм | 0,0875 | 0,1316 | 0,1763 | 0,199 | 0,2679 | 0,3396 |
| Угол гнутья а. град | 10 | 15 | 20 | 22 30′ | 30 | 37 30′ |
| Длина изогнутой части трубы , мм | 0,0087 | 0,0175 | 0,0349 | 0,0524 | 0,0698 | 0,0873 |
| Скид 5. мм | 0,0045 | 0,0087 | 0,0175 | 0,0261 | 0,0349 | 0,0436 |
| Угол гнутья а. град | 30′ | 1 | 2 | 3 | 4 | 5 |
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм).
2. Величину скидов и длину изогнутой части для углов, не указанных в таблице, определяют путем сложения. Например, скид для угла 53е равен сумме скидов для углов 45 + 5 +3° и т. д.
Изготовление шаблона
Для построения линии развертки на листе плотной бумаги проводят прямую линию длиной πd и делят на 6 частей. В точках деления проводят перпендикуляры, на которых откладывают величины 1–1, 2–2, 3–3, 4–4, 5–5. Полученные точки соединяют плавной кривой. Легко заметить, что линия развертки симметрична. Вторую половину получают, согнув лист по перпендикуляру в точке 6. Изготовив шаблон, его переносят на трубу, намечая линию реза чертилкой или мелом.
- 1 – упор;
- 2 – угломер;
- 3 – гайка;
- 4 – осевая стойка;
- 5 – мерная линейка;
- 6 – ползун;
- 7 – штанга – чертилка;
- 8 — натяжное устройство.
Для разметки отверстий в трубах под врезку можно пользоваться универсальным циркулем (рис. 3.). Циркуль закрепляют на трубе и поворотом на 360° штанги-чертилки, установленной на определенном делении мерной линейки, очерчивают контур вырезаемого отверстия. Вырезку отверстий в трубах и резку врезаемых патрубков в небольших мастерских и на монтажной площадке проводят газопламенным методом.
arxipedia.ru
Сделать сварной тройник, разметка тройника косого равнопроходного
Изготовление развёртки (лекала) для разметки элементов косого равнопроходного тройника
Тройники служат для устройства ответвлений и сопряжений трубопроводов. Для изготовления тройников из трубы вырезаются (электро- газорезка, «болгарка») элементы тройника, а затем свариваются. Тройник косой равнопроходной сваривается из труб одинакового диаметра.
Разметка элементов тройника для последующей резки и сварки производится при помощи лекал (развёрток), накладываемых на трубу, по которым мелом на трубе проводят линию реза.
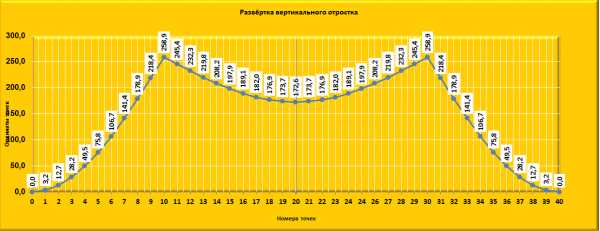
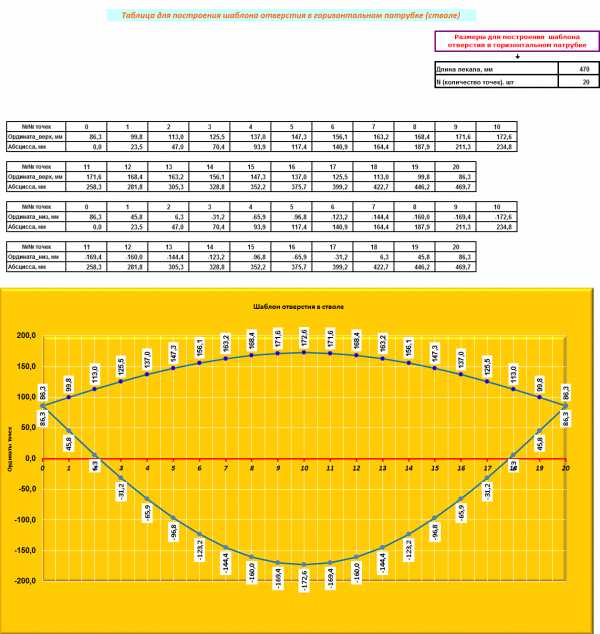
Предлагаемая нами таблица Excel позволяет получить размеры для построения лекал (развёрток) отростка и отверстия в стволе для изготовления косых равнопроходных тройников любого диаметра, с любым углом наклона отростка. Введите в жёлтые ячейки таблицы наружный диаметр трубы, угол наклона отростка и вы мгновенно получите ординаты и абсциссы точек для разметки. Перенесите эти точки на паронит или картон и плавно соедините их между собой. Лекало (развёртка) готово.
Шаблоны можно распечатать в натуральную величину
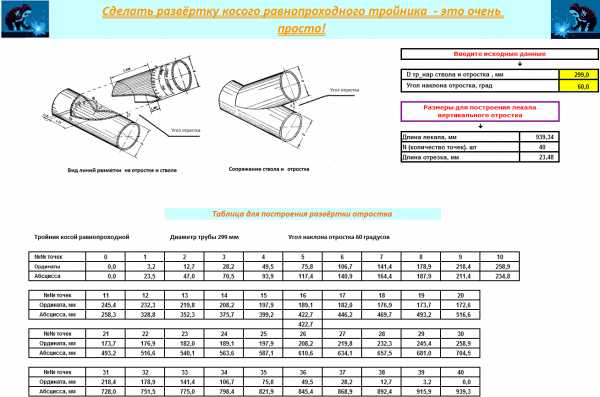
При разметке труб лекала необходимо накладывать так, чтобы образующая трубы была перпендикулярна оси абсцисс лекала.
Шаблон накладываем на трубу так, чтобы красная линия (ось нулевых значений) была перпендикулярна к продольной оси трубы, а точка 10 совпадала с осью отростка.
По материалам книги “Разметка сварных фасонных частей трубопроводов”, И.Х.Бродянский 1963 г.
toolspipeline.ru
8 906 647 91 21
| Выкройка тройника. |
asp-hpz.narod.ru
ИЗГОТОВЛЕНИЕ ТРОЙНИКОВ – Строй Спот
В вентиляционных установках часто применяют тройники — фасонные части, предназначенные для разветвления одного потока воздуха на два или для объединения двух потоков в один.
Отдельные части разверток тройников могут соединяться между собой с помощью фальцев, реек или на сварке. В зависимости от этого тройники бывают фальцевыми или сварными.
По форме тройники делятся на прямые и штанообразные. У прямых тройников (рис.11, а) одна часть — ствол — является продолжением линии воздуховода и ось ствола перпендикулярна основанию тройника. Другая часть тройника — ответвление — отклонена от ствола под некоторым углом а. У штанообразных тройников (рис.11, б), применяемых, как правило, в системах пневмотранспорта, обе части отклонены от оси воздуховода.
Технические условия на изготовление фасонных частей вентиляционных систем предусматривают стандартные тройники с центральным углом а = 30° при диаметре нижнего основания ствола D до 630 мм включительно и с центральным углом а = 45° при диаметре нижнего основания ствола D, равного или больше 710 мм. Такие тройники дают возможность успешно использовать существующие стандартные отводы, для того чтобы выполнять разнообразные детали вентиляционных систем.
На рис.12 показано, как с помощью прямого тройника с центральным углом а = 30° и двух отводов — одного с центральным углом 90° и другого с центральным углом 90° — а = 60° — выполнено разветвление потока при одновременном повороте его на 90°.
Наиболее простой, часто применяющийся способ построения развертки ствола и ответвления сводится к следующему.
Разметку для раскроя тройника начинают с вычерчивания его бокового вида (рис.13, а). Для этого на шаблоне или на листе стали определяют на глаз положение бокового вида, проводят горизонтальную линию и на ней откладывают отрезок 1-2, равный D. Из середины этого отрезка — точки 7 — восстанавливают перпендикуляр и на нем откладывают высоту H тройника. Через конечную точку высоты проводят прямую, параллельную прямой 1 — 2. На этой прямой вправо и влево от конечной точки высоты откладывают размер и получают точки 3 и 4. Точки 1, 3 и 2, 4 соединяют прямыми линиями. Четырехугольник 1-3-4-2 представляет собой боковой вид ствола тройника.
Из точки 3 радиусом, равным а + d/2, проводят дугу. Размер а берут из табл. 6, d — диаметр ответвления. Из точки 7 — середины нижнего основания тройника — проводят касательную к прочерченной дуге, соприкасающиеся в точке 8. Эта касательная 7 — 8 служит осью ответвления тройника. Угол, образованный осью ствола тройника и осью ответвления, при правильном построении должен быть равен центральному углу тройника а.
Точку 8 соединяют с точкой 3 и на полученной прямой от точки 3 откладывают отрезок 3-6, равный а. Угол 6-8-7 должен быть равен 90°. От точки 6 откладывают на той же прямой отрезок 6-5 равный диаметру ответвления d. Точки 1 и 5, а также точки 2 и 6 соединяют прямыми. Фигура 1-5-6-2 представляет собой боковой вид ответвления. Затем проводят линию 9-7, которая служит линией стыка ствола и ответвления. Линии 3-9, 6-9 называются высотами патрубков ствола и ответвления.
Чтобы построить развертку ответвления (рис.13, б), на картине соответствующего размера проводят ось ОО, на которой откладывают высоту ответвления h, обозначив ее буквами в и г. Через точки в и г проводят параллельные прямые, перпендикулярные оси . На этих прямых в обе стороны от оси откладывают отрезки вз и вз’ равные d/2 или 1,57d, а на нижней прямой от точки г — отрезки гд и гд’, равные d/2 или 1,57d. Далее строят развертку лишь правой половины ответвления, так как левая будет симметрична правой.
Полученные точки зд и з’д’ соединяют прямыми линиями. На прямой зд от точки з откладывают отрезок зн, длина которого равна длине патрубка ответвления, полученного на боковом виде тройника. Через точку н проводят прямую, параллельную основанию тройника — линии дд’.
Верхнюю грань развертки строят следующим образом. От точки з проводят линию, перпендикулярную линии зд, до пересечения с осью в точке Т. Затем линию Тв делят пополам и получают точку е соответствующую точке 5 на боковом виде тройника. Через точки з’ е и з от руки проводят плавную кривую, которая и будет верхней гранью развертки ответвления. Точка м — середина полдуги ез — соответствует точке 8 на боковом виде тройника.
Откладывая циркулем вниз от точки е размер 11 с бокового вида тройника, получают точку г. Этот размер равен боковой грани ответвления тройника. Разделив линии вз и гд пополам, получают точки р и л, которые соединяют прямой рл. От точки м на прямой рл откладывают циркулем расстояние 10, взятое с бокового вида развертки тройника, и определяют точку ж нижней грани развертки. Длина линии нж (раствора А циркуля) равна половине развернутой длины стыка соединения. Отложив от точки л 1/3 линии лг на пересечении с прямой дд’, получают третью точку нижней грани и. По трем точкам л, и, г от руки вычерчивают плавную кривую нижней грани.
Построение контура боковой грани требует вычерчивания вспомогательной сетки, которую делают таким образом. Линии рз и лд делят на шесть равных частей, и точки деления соединяют прямыми линиями. Из точки н проводят прямую, параллельную нижнему основанию до пересечения с прямой рл в точке О. Линию Ол также делят на шесть равных частей. Точки деления 1, 2, 3, 4, 5, 6 соединяют прямыми с точкой н. Соединяя точки пересечения лучей с одноименными линиями вспомогательной сетки, т. е. проводя диагонали в образовавшихся четырехугольниках, получают кривую — очертание контура боковой грани ответвления-тройника.
Левая половина развертки ответвления тройника симметрична оси . Поэтому, учтя соответствующие припуски на раскрой, вырезают заштрихованную часть I, перегибают ее по оси , и очерчивают левую часть. То же делают с нижней частью развертки //. Затем вырезают боковую часть /// и по ней вычерчивают боковую сторону левой части ответвления тройника.
Развертку ствола тройника делают в той же последовательности, что и развертку ответвления. Находят основные точки развертки (см. рис.13). Верхнюю грань развертки ствола вычерчивают так же, как и верхнюю грань развертки ответвления. Нижнюю часть строят также путем перенесения на развертку с бокового вида размеров 12 и 13 и размера А. Боковую часть развертки ствола строят по шаблону III, вырезанному при раскрое ответвления. Сделав раскрой одной половины развертки ствола, вторую часть (левую) выполняют так же, как и для ответвления, так как развертка ствола симметрична оси.
Конструкция тройника (рис.14, а) представляет собой сварное соединение, выполненное с помощью скатывающего листа и двух патрубков стандартных диаметров. Изготовление таких тройников значительно проще, чем существующих тройников на сварке. Аэродинамические испытания систем, оснащенных предлагаемыми тройниками, дали вполне удовлетворительные результаты. На рис.34, б показана развертка отводящего патрубка для тройника 355X355X280 мм, а на рис.34, в — развертка скатывающего листа для этого же тройника. Тройники предлагаемой конструкции могут быть изготовлены для воздуховодов любых стандартных диаметров.
Существующие нормы на стальные воздуховоды предусматривают более 500 типоразмеров тройников круглого сечения. Это создает большие трудности при индустриализации заготовительного производства и тем самым тормозит монтаж систем промышленной вентиляции. При применении индустриальных конструкций воздуховодов вместо элементов фасонных частей, в том числе и тройников, используются различные врезки. С помощью врезок потоки разделяются и соединяются, в результате упрощается заготовительное производство. Индустриальная конструкция ответвления (рис.15) состоит из цилиндрического магистрального участка 1, ответвления 4, переходной шайбы 2, обеспечивающей необходимый по расчету переход магистрального участка воздуховода с одного диаметра на другой, и цилиндрического патрубка 3, примыкающего к воздуховоду. Патрубки ответвления присоединяются в заданных местах к магистральным прямым участкам, образуя тем самым тройник. Диаметр присоединяемого патрубка должен соответствовать диаметру ответвления тройника.
Переходная шайба 2, выполненная в виде кольца, изготовлена из листовой стали толщиной 2 мм с двумя рядами отверстий. Через отверстия внутреннего ряда переходная шайба сначала соединяется с прямым участком воздуховода меньшего диаметра на болтах, а затем через отверстия большего ряда с другим воздуховодом. Для герметичности болтового соединения устанавливают две резиновые прокладки.
stroyspot.ru
Разметка тройников и крестовин – Энциклопедия по машиностроению XXL
Тройники и крестовины. Для разметки тройников и крестовин применяют совмещенные шаблоны, разработанные трестом Промвентиляция . Эти шаблоны (рис. 169, в) изготовляют заводским способом. В специальных таблицах, помещенных в инструкциях и нормалях, выпускаемых трестом Промвентиляция , указаны размеры элементов тройников и крестовин с различными центральными углами. [c.270]РАЗМЕТКА ТРОЙНИКОВ И КРЕСТОВИН [c.41]
Разметка тройников и крестовин весьма трудоемка, поэтому при изготовлении нормализованных фасонных частей применяют для разверток отдельных частей совмещенные шаблоны, изготовленные в натуральную величину. Шаблоны представляют собой приспособление, сделанное из тонколистовой стали, на котором помечены главные точки развертки тройника или крестовины для разных случаев сочетания диаметров. Для этого на шаблоне вырезаны отверстия и выемки для кернения точек на размеченном листе. Кроме того на шаблоне вырезаны лекальные кривые, позволяющие проводить отдельные контурные линии при построении развертки. Таким образом, в зависимости от размеров корня и ответвлений обозначаются точки и кривые путем простановки цифр, указывающих диаметр отверстия. [c.62]
| Рис. 47. Схема совмещенного щаблона для разметки тройников и крестовин | 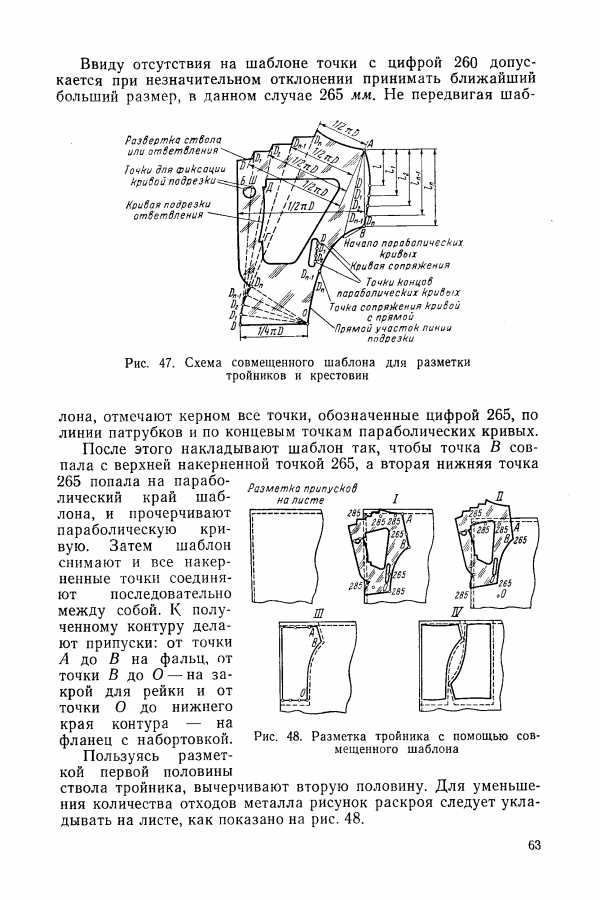 |
На рис. 47 показан общий вид и схема совмещенного шаблона для разметки нормализованных тройников и крестовин. [c.62]
Аналогично совмещенным шаблонам для раскроя тройников и крестовин изготовляется шаблон для разметки нормализованных отводов. Обычно для очерчивания звена или стакана соответствующего диаметра отвода применяют шаблон, изготовленный только для заданного диаметра. Шаблоны нормализованных отводов при многократном их использовании делаются из плотного листового материала (картон, толь и др.) или кровельной стали. Удобство пользования этими шаблонами при условии правильного их хранения не вызывает сомнения. Однако частая смена их приводит к небрежному хранению и требует времени для нахождения нужного шаблона. В совмещенном же шаблоне это явление исключается, так как все наиболее ходовые развертки совмещены в одном приспособлении. Это сделано на листе листовой стали толщиной 1—17г мм путем прорезей по контуру разверток для различных диаметров (рис. 49). [c.64]
Тройники и крестовины получают комбинацией различных диаметров прямых заготовок после разметки и соответствующей обработки. Элементы фасонной части при этом способе изготовления соединяются путем сварки. [c.89]
Разметка и раскрой Тройники и крестовины 1. Построение разверток ствола и ответвлений 2. Криволинейная резка по разметке 3. Вырубка углов в местах соединения замыкающего шва Разметочный стол, метр, шаблоны, чертилка, слесарный молоток, керн Вибрационные ножницы, рольганг Верстак со штампом или ручные ножницы [c.217]
Разметка и раскрой Тройники и крестовины 1. Построение разверток боковых и прямой верхней стенок, затылка и шейки ответвлений 2. Прямолинейная резка прямой верхней стенки, затылка и шейки по разметке 3. Криволинейная резка боковых стенок по разметке Разметочный стол, метр, шаблоны, чертилка, слесарный молоток, керн Гильотинные ножницы, роликовый конвейер Вибрационные ножницы, роликовый конвейер [c.220]
Каждый шаблон предназначен для разметки части тройников и /б части крестовин, имеющих стандартные диаметры ствола и ответвления. Одним шаблоном можно разметить несколько 270 [c.270]
Тройники (см. рнс. VII.58) и крестовины изготовляют путем высверливания в трубе отверстий и приварки патрубков и фланцев Разметка труб для изготовления фасонных частей приведена в раз деле V Заготовительное производство . [c.374]
Наиболее сложной работой при изготовлении воздуховодов являются раскрой и сварка фасонных частей колен, крестовин, сложных переходов и т. д. Разметка деталей для изготовления фасонных частей производится по шаблонам, изготовленным из кровельного железа или картона. Примеры раскроя вентиляционных отводов и тройников круглого и прямоугольного сечения показаны на рис. 76. [c.271]
На готовой картине размечаются ствол и ответвление тройника (крестовины). Резка по разметке производится на приводных механизмах (гильотинных, роликовых и вибрационных ножницах). Прямые фальцы изготовляются на станках ВМС-55У и ВМС-52У, а криволинейные— вручную. Фальцы прямолинейной формы уплотняются на станках ВМС-62 или ФО-1. Рейки изготовляются на станке ВМС-52У. [c.237]
Для оценки фактического значения толщин стенок деталей ФА и КГ ультразвуковой толщинометрии подвергают корпуса задвижек, крестовин, тройников, катушек, адаптеров, при этом особое внимание уделяется зонам ФА и КГ, в которых происходит изменение направления движения рабочей среды. Разметку точек замера толщины стенок проводят согласно регламенту [114] с дополнительным включением по согласованию с предприятием-заказчиком мест (точек) наиболее вероятного коррозионного или эрозионного износа элементов ФА и КГ. [c.230]
Переднюю и задние стенки, а также перемычку вычерчивают, как показано на рис. 170, г, д, е. Крестовину прямоугольного сечения изготовляют таким же образом, как и тройник. После разметки деталей их вырезают из винипластового листа, а затем после снятия с кромок фасок сваривают. Тройник изготовляют из 1ПЯТИ составных частей, а крестовину — из шести. Угол между осевыми линиями ствола и ответвления принимают равным 15—35°. [c.273]
Для пояснения способа построения развертки с помощью совмещенного шаблона приведен пример разметки нормализованного тройника размером 375×235 и нормализованной крестовины 440X375X320. [c.62]
mash-xxl.info