
ГОСТ 6636-69
ГОСТ 6636-69
Группа Г02
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
Нормальные линейные размеры
Basic norms of interchangeability. Standard linear dimensions
МКС 17.040
21.020
Дата введения 1970-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.07.82 N 2766
3. ВЗАМЕН ГОСТ 6636-60
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8032-84 | 3, приложение |
5. ИЗДАНИЕ (июль 2004 г.) с Изменениями N 1, 2, утвержденными в июле 1981 г., октябре 1988 г. (ИУС 9-81, 1-89)
1. Настоящий стандарт устанавливает ряды нормальных линейных размеров в диапазоне от 0,001 до 100000 мм, предназначенные для применения в машиностроении и рекомендуемые для использования в других отраслях промышленности.
Стандарт не распространяется на технологические межоперационные размеры, связанные расчетной зависимостью с принятыми значениями других параметров; на размеры, установленные в стандартах на конкретные изделия; на оптимальные размеры, замена которых нормальными линейными размерами приведет к снижению качества продукции.
2. Размеры в диапазоне от 0,001 до 0,009 мм должны соответствовать указанным ниже:
0,001; 0,002; 0,003; 0,004; 0,005; 0,006; 0,007; 0,008; 0,009 мм.
3. Размеры в диапазоне от 0,01 до 100000 мм должны соответствовать указанным в таблице.
Примечание. Соответствие рядов нормальных линейных размеров рядам предпочтительных чисел по ГОСТ 8032 приведено в приложении.
______________
* Для размеров свыше 1000 мм допускается также применять числа из ряда R160 по ГОСТ 8032.
1-3. (Измененная редакция, Изм. N 2).
4. При выборе размеров предпочтение должно отдаваться рядам с более крупной градацией (ряд Ra5 следует предпочитать ряду Ra10; ряд Ra10 – ряду Ra20; ряд Ra20 – ряду Ra40).
Дополнительные размеры, приведенные в таблице, допускается применять лишь в отдельных, технически обоснованных случаях.
5. Кроме основных рядов, указанных в таблице, допускается применять производные ряды, получаемые путем отбора каждого второго, третьего или n-го члена одного и того же ряда по таблице.
6. Из основных рядов допускается составлять ряды, которые в различных диапазонах ряда имеют неодинаковые знаменатели прогрессии.
ПРИЛОЖЕНИЕ
Справочное
Размеры, мм | Обозначение рядов нормальных размеров | ||||
Ra5 | Ra10 | Ra20 | Ra40 | ||
Соответствующие ряды (R) предпочтительных чисел и ряды (R’) и (R”) округленных предпочтительных чисел | |||||
0,01 … 1000 | R5 | R’10* | R’20** | R’40 | |
1000… 100000 | R5 | R10 | R20 | R40 | |
_____________
* Кроме размеров 0,012; 0,12; 1,2 и 12 мм относящихся к ряду R”10.
** Кроме размеров 0,012; 0,12; 1,2 и 12 мм, относящихся к ряду R”20.
Примечание. Дополнительные размеры, приведенные в настоящем стандарте, соответствуют числам из ряда R80 по ГОСТ 8032 (в диапазоне размеров до 500 мм с отдельными округлениями).
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 2).
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2004
ГОСТ 6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры (с Изменениями N 1, 2), ГОСТ от 22 января 1969 года №6636-69
ГОСТ 6636-69
Группа Г02
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
Нормальные линейные размеры
Basic norms of interchangeability. Standard linear dimensions
МКС 17.040
21.020
Дата введения 1970-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.07.82 N 2766
3. ВЗАМЕН ГОСТ 6636-60
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8032-84 | 3, приложение |
5. ИЗДАНИЕ (июль 2004 г.) с Изменениями N 1, 2, утвержденными в июле 1981 г., октябре 1988 г. (ИУС 9-81, 1-89)
1. Настоящий стандарт устанавливает ряды нормальных линейных размеров в диапазоне от 0,001 до 100000 мм, предназначенные для применения в машиностроении и рекомендуемые для использования в других отраслях промышленности.
Стандарт не распространяется на технологические межоперационные размеры, связанные расчетной зависимостью с принятыми значениями других параметров; на размеры, установленные в стандартах на конкретные изделия; на оптимальные размеры, замена которых нормальными линейными размерами приведет к снижению качества продукции.
2. Размеры в диапазоне от 0,001 до 0,009 мм должны соответствовать указанным ниже:
0,001; 0,002; 0,003; 0,004; 0,005; 0,006; 0,007; 0,008; 0,009 мм.
Примечание. Соответствие рядов нормальных линейных размеров рядам предпочтительных чисел по ГОСТ 8032 приведено в приложении.
______________
* Для размеров свыше 1000 мм допускается также применять числа из ряда R160 по ГОСТ 8032.
1-3. (Измененная редакция, Изм. N 2).
4. При выборе размеров предпочтение должно отдаваться рядам с более крупной градацией (ряд Ra5 следует предпочитать ряду Ra10; ряд Ra10 – ряду Ra20; ряд Ra20 – ряду Ra40).
Дополнительные размеры, приведенные в таблице, допускается применять лишь в отдельных, технически обоснованных случаях.
5. Кроме основных рядов, указанных в таблице, допускается применять производные ряды, получаемые путем отбора каждого второго, третьего или n-го члена одного и того же ряда по таблице.
6. Из основных рядов допускается составлять ряды, которые в различных диапазонах ряда имеют неодинаковые знаменатели прогрессии.
ПРИЛОЖЕНИЕ
Справочное
Размеры, мм | Обозначение рядов нормальных размеров | ||||
Ra5 | Ra10 | Ra20 | Ra40 | ||
Соответствующие ряды (R) предпочтительных чисел и ряды (R’) и (R”) округленных предпочтительных чисел | |||||
0,01 … 1000 | R5 | R’10* | R’20** | R’40 | |
1000… 100000 | R5 | R10 | R20 | R40 | |
_____________
* Кроме размеров 0,012; 0,12; 1,2 и 12 мм относящихся к ряду R”10.
** Кроме размеров 0,012; 0,12; 1,2 и 12 мм, относящихся к ряду R”20.
Примечание. Дополнительные размеры, приведенные в настоящем стандарте, соответствуют числам из ряда R80 по ГОСТ 8032 (в диапазоне размеров до 500 мм с отдельными округлениями).
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 2).
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
docs.cntd.ru
Нормальные линейные размеры (ряд R40)
Нормальные линейные размеры из ряда
предпочтительных чисел R40, мм: ГОСТ 6636-69
1,8 | 1,9 | 2,0 | 2,1 | 2,2 | 2,4 | 2,5 | 2,6 | 2,8 | 3,0 |
3,2 | 3,6 | 3,8 | 4,0 | 4,2 | 4,5 | 4,8 | 5,0 | 5,3 | |
5,6 | 6,0 | 6,3 | 6,7 | 7,1 | 7,5 | 8,0 | 8,5 | 9,0 | 9,5 |
10 | 10,5 | 11 | 11,5 | 12 | 13 | 14 | 15 | 16 | 17 |
18 | 19 | 20 | 21 | 22 | 24 | 25 | 26 | 28 | 30 |
32 | 34/35 | 36 | 38 | 40 | 42 | 45/47 | 48 | 50/52 | 53/55 |
56 | 60/62 | 63/65 | 67/70 | 71/72 | 75 | 80 | 85 | 90 | 95 |
100 | 105 | 110 | 120 | 125 | 130 | 140 | 150 | 160 | 170 |
180 | 190 | 200 | 210 | 220 | 240 | 250 | 260 | 280 | 300 |
320 | 340 | 360 | 380 | 400 | 420 | 450 | 480 | 500 | 530 |
560 | 600 | 630 | 670 | 710 | 750 | 800 | 850 | 900 | 950 |
Примечание:под косой чертой приведены размеры
посадочных мест для подшипников качения
Нормальные линейные размеры из ряда
предпочтительных чисел R40, мм: ГОСТ 6636-69
1,8 | 1,9 | 2,0 | 2,1 | 2,2 | 2,4 | 2,5 | 2,6 | 2,8 | 3,0 |
3,2 | 3,4 | 3,6 | 3,8 | 4,0 | 4,2 | 4,5 | 4,8 | 5,0 | 5,3 |
5,6 | 6,0 | 6,3 | 6,7 | 7,1 | 7,5 | 8,0 | 8,5 | 9,0 | 9,5 |
10 | 10,5 | 11 | 11,5 | 12 | 13 | 14 | 15 | 16 | 17 |
18 | 19 | 20 | 21 | 22 | 24 | 25 | 26 | 28 | 30 |
32 | 34/35 | 36 | 38 | 40 | 42 | 45/47 | 48 | 50/52 | 53/55 |
56 | 60/62 | 63/65 | 67/70 | 71/72 | 75 | 80 | 85 | 90 | 95 |
100 | 105 | 110 | 120 | 125 | 130 | 140 | 150 | 160 | 170 |
180 | 190 | 200 | 210 | 220 | 240 | 250 | 260 | 280 | 300 |
320 | 340 | 360 | 380 | 400 | 420 | 450 | 480 | 500 | 530 |
560 | 600 | 630 | 670 | 710 | 750 | 800 | 850 | 900 | 950 |
Примечание:под косой чертой приведены размеры
посадочных мест для подшипников качения
Нормальные линейные размеры из ряда
предпочтительных чисел R40, мм: ГОСТ 6636-69
1,8 | 1,9 | 2,0 | 2,1 | 2,2 | 2,4 | 2,5 | 2,6 | 2,8 | 3,0 |
3,2 | 3,4 | 3,6 | 3,8 | 4,0 | 4,2 | 4,5 | 4,8 | 5,0 | 5,3 |
5,6 | 6,0 | 6,3 | 6,7 | 7,1 | 7,5 | 8,0 | 8,5 | 9,0 | 9,5 |
10 | 10,5 | 11 | 11,5 | 12 | 13 | 14 | 15 | 16 | 17 |
18 | 19 | 20 | 21 | 22 | 24 | 25 | 26 | 28 | 30 |
32 | 34/35 | 36 | 38 | 40 | 42 | 45/47 | 48 | 50/52 | 53/55 |
56 | 60/62 | 63/65 | 67/70 | 71/72 | 75 | 80 | 85 | 90 | 95 |
100 | 105 | 110 | 120 | 125 | 130 | 140 | 150 | 160 | 170 |
180 | 190 | 200 | 210 | 220 | 240 | 250 | 260 | 280 | 300 |
320 | 340 | 360 | 380 | 400 | 420 | 450 | 480 | 500 | 530 |
560 | 600 | 630 | 670 | 710 | 750 | 800 | 850 | 900 | 950 |
Примечание:под косой чертой приведены размеры
посадочных мест для подшипников качения
Нормальные линейные размеры из ряда
предпочтительных чисел R40, мм: ГОСТ 6636-69
1,8 | 1,9 | 2,0 | 2,1 | 2,2 | 2,4 | 2,5 | 2,6 | 2,8 | 3,0 |
3,2 | 3,4 | 3,6 | 3,8 | 4,0 | 4,2 | 4,5 | 4,8 | 5,0 | 5,3 |
5,6 | 6,0 | 6,3 | 6,7 | 7,1 | 7,5 | 8,0 | 8,5 | 9,0 | 9,5 |
10 | 10,5 | 11 | 11,5 | 12 | 13 | 14 | 15 | 16 | 17 |
18 | 19 | 20 | 21 | 22 | 24 | 25 | 26 | 28 | 30 |
32 | 34/35 | 36 | 38 | 40 | 42 | 45/47 | 48 | 50/52 | 53/55 |
56 | 60/62 | 63/65 | 67/70 | 71/72 | 75 | 80 | 85 | 90 | 95 |
100 | 105 | 110 | 120 | 125 | 130 | 140 | 150 | 160 | 170 |
180 | 190 | 200 | 210 | 220 | 240 | 250 | 260 | 280 | 300 |
320 | 340 | 360 | 380 | 400 | 420 | 450 | 480 | 500 | 530 |
560 | 600 | 630 | 670 | 710 | 750 | 800 | 850 | 900 | 950 |
Примечание:под косой чертой приведены размеры
посадочных мест для подшипников качения
studfiles.net
ГОСТ 6636-69 – Основные нормы взаимозаменяемости. Нормальные линейные размеры
ГОСТ 6636-69
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОСНОВНЫЕ НОРМЫ
ВЗАИМОЗАМЕНЯЕМОСТИ
НОРМАЛЬНЫЕ ЛИНЕЙНЫЕ РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ Нормальные линейные размеры Basic norms of interchangeability. | ГОСТ |
Дата введения 01.01.70
1. Настоящий стандарт устанавливает ряды нормальных линейных размеров в диапазоне от 0,001 до 100000 мм, предназначенные для применения в машиностроении и рекомендуемые для использования в других отраслях промышленности.
Стандарт не распространяется на технологические межоперационные размеры, связанные с расчетной зависимостью с принятыми значениями других параметров; на размеры, установленные в стандартах на конкретные изделия; на оптимальные размеры, замена которых нормальными линейными размерами приведет к снижению качества продукции.
2. Размеры в диапазоне от 0,001 до 0,009 мм должны соответствовать указанным ниже:
0,001; 0,002; 0,003; 0,004; 0,005; 0,006; 0,007; 0,008; 0,009 мм.
3. Размеры в диапазоне от 0,01 до 100000 мм должны соответствовать указанным в таблице.
Примечание. Соответствие рядов нормальных линейных размеров рядам предпочтительных чисел по ГОСТ 8032 приведено в приложении.
4. При выборе размеров предпочтение должно отдаваться рядам с более крупной градацией (ряд Ra5 следует предпочитать ряду Ra10; ряд Ra10 – ряду Ra20; ряд Ra20 – ряду Ra40).
Дополнительные размеры, приведенные в таблице, допускается применять лишь в отдельных, технически обоснованных случаях.
5. Кроме основных рядов, указанных в таблице, допускается применять производные ряды, получаемые путем отбора каждого второго, третьего или n-го ряда одного и того же ряда по таблице.
6. Из основных рядов допускается составлять ряды, которые в различных диапазонах ряда имеют неодинаковые знаменатели прогрессии.
ПРИЛОЖЕНИЕ
Справочное
Соответствие рядов нормальных линейных размеров рядам предпочтительных чисел по ГОСТ 8032-84
Размеры, мм | Обозначение рядов нормальных размеров | |||
Ra5 | Ra10 | Ra20 | Ra40 | |
Соответствующие ряды (R) предпочтительных чисел и ряды (R¢) и (R¢¢) округленных предпочтительных чисел | ||||
0,01 . . . 1000 | R5 | R¢10* | R¢20** | R¢40 |
1000 . . . 100000 | R5 | R10 | R20 | R40 |
_________
* Кроме размеров 0,012; 0,12; 1,2 и 12 мм относящихся к ряду R¢¢10.
** Кроме размеров 0,012; 0,12; 1,2 и 12 мм, относящихся к ряду R¢¢20.
Примечание. Дополнительные размеры, приведенные в настоящем стандарте, соответствуют числам из ряда R80 по ГОСТ 8032 (в диапазоне размеров до 500 мм с отдельными округлениями).
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.07.82 г. № 2766
3. ВЗАМЕН ГОСТ 6636-60
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 8032-84 | 3, приложение |
5. ИЗДАНИЕ (июль 2004 г.) с Изменениями № 1, 2, утвержденными в июле 1981 г., октябре 1988 г. (ИУС 9-81, 1-89)
stroysvoimirukami.ru
таблица стандартных внутренних и наружных диаметров стальных и железных труб
Содержание:
Необходимость стандартизации измерений труб
Основные параметры труб
Таблицы габаритов изделий
Стандартный ряд внутренних диаметров
Вычисление значения диаметра трубы
Металлические трубы, несмотря на появление в последние десятилетия изделий из полимеров и комбинированных материалов, во многих отраслях промышленности всё ещё сохраняют лидирующие позиции.

Поэтому широко налажено производство таких изделий практически любых размеров, что позволяет выбрать нужную продукцию под любую задачу, но и ставит перед мастером проблему правильного расчёта конструкции и подбора изделий. Среди основных применяемых в вычислениях параметров продукции можно отметить внутренние и наружные диаметры стальных труб, о которых далее и пойдёт речь.
Необходимость стандартизации измерений труб
Главная цель установления стандартных размеров продукции, включая толщину стенки, длину, внешний и внутренний диаметр труб – упрощение работы с этими изделиями на всех этапах: от проектирования до обустройства контура, проведения планового или внепланового ремонта и демонтажа системы.
Чтобы не ставить невыполнимые задачи и чрезмерно не усложнять производство продукции, ГОСТами и ТУ регламентируются только основные, самые необходимые размеры труб, сообразуясь с которыми, проектировщики проводят все дальнейшие расчёты.
Основные параметры труб
К таким параметрам относятся:
- Условный диаметр (Ду, Dу) – представляет собой исчисляемый в миллиметрах внутренний диаметр металлических труб или округлённое его значение в дюймах (подробнее: “Что такое условный диаметр труб – стандарты и нормы”).
- Номинальный диаметр (Дн, Dn).
- Наружный диаметр железной трубы. Помимо классификации изделий на три группы: малые – с параметром 5…102 мм, средние – значения в диапазоне 102…426 мм, большие – от 426 мм, это измерение позволяет рассчитать необходимое для изоляции трубы количество краски или иного материала (подробнее: “Как выполнить расчет краски для труб, какой расход учитывать”).
- Толщина стенки – несамостоятельный параметр, устанавливается ГОСТами в зависимости от номинального диаметра металлической трубы, часто используется в прочностных и гидравлических расчётах.
- Внутренний диаметр – основная характеристика как самих труб, так и соединительной арматуры, в частности, муфт и уголков.

Соответствие диаметров труб стандартам необходимо соблюдать при производстве не только металлических изделий, но и продукции из других материалов – будь то полимеры всех марок, комбинированные материалы, асбестоцемент или стекло.
Для изделий из каждого материала установлены свои соотношения параметров, позволяющие производить продукцию, используя минимальное количество ресурсов, но всё же сохраняя её соответствие технологическим требованиям и нормам безопасности человека и окружающего мира.
Таблицы габаритов изделий
Чтобы облегчить подбор изделий под планируемую или уже работающую производственную линию или коммуникационную систему, составлены таблицы диаметров металлических труб и изделий из других материалов.
Ознакомиться с их полными версиями не представляет сложности. В рамках статьи следует перечислить используемые в них измерения продукции.
Каждая таблица может включать как полный перечень приведённых выше параметров, так и некоторые из них. К примеру, условный проход (в миллиметрах), диаметр резьбы (в дюймах), наружный диаметр и толщину стенки (то и другое в миллиметрах). Читайте также: “Условный диаметр трубы это что? Нормы и стандарты”.
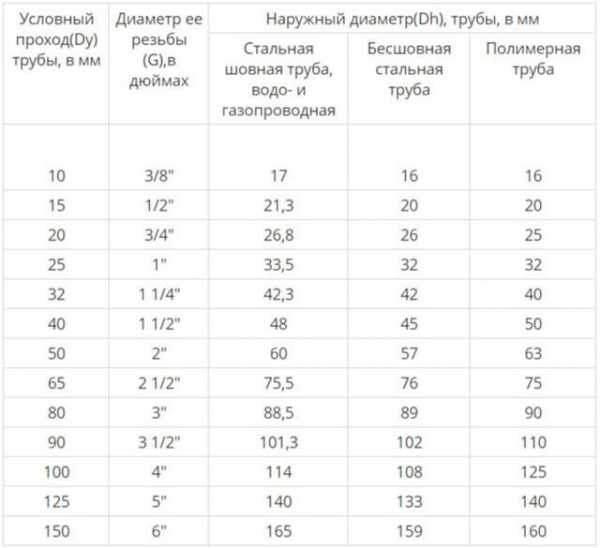
Диаметры стальных труб по традиции указываются в дюймах. Такие обозначения более лаконичны, так как в них используются только целые числа или простые дроби: 1″, 1½″ и т.д.
Сложнее дело обстоит, когда нужно соединить стальные трубы с пластиковыми, размеры которых всегда указываются в миллиметрах. Однако и в этом случае мастера выручит таблица соотношений. Читайте также: “Какие бывают типоразмеры труб различного предназначения”.
Стандартный ряд внутренних диаметров
Стандартный ряд включает в себя следующие значения внутренних диаметров в миллиметрах: 6, 10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 110, 120, 125, 200 и т.д.
Хотя можно, используя сложные формулы, рассчитать необходимый диаметр труб для каждой конкретной схемы или установки, обычно просто приобретаются изделия традиционных размеров.

Например, для обустройства коммуникационных сетей используются стальные трубы диаметрами 15, 20 или 32 мм.
Трубы для канализации могут иметь сечение в диапазоне 50…100 мм.
Вычисление значения диаметра трубы
Эта операция необходима, когда требуется рассчитать объём переносимой трубами рабочей среды, в частности, чтобы обеспечить равномерный напор на всех участках трубопровода.
Значение внутреннего диаметра можно найти в таблице или рассчитать по формуле.
Например, для труб системы отопления:
D = √((314·Q)/(V·ΔT)),
где D – внутренний диаметр, мм;
Q – тепловой поток, кВт;
ΔT – разность начальной и конечной температур среды, °С;
V – скорость движения среды, м/с.
Помимо вычислений вручную и использования таблиц, можно проводить расчёты в специализированных компьютерных программах – на сегодняшний день это самый быстрый и надёжный способ.
trubaspec.com
ГОСТ 9617-76* – Сосуды и аппараты. Ряды диаметров.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОСУДЫ И АППАРАТЫ
РЯДЫ ДИАМЕТРОВ
ГОСТ 9617-76
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СОСУДЫ И АППАРАТЫ Ряды диаметров Vessels and apparatus. Series of diameters. |
ГОСТ |
Дата введения 01.01.78
1. Разработан и внесен Министерством химического и нефтяного машиностроения.
Разработчики
Л.П. Перцев, В.В. Проголаев, В.Ф. Павленко, Л.М. Ноколаева.
2. Утвержден и введен в действие Постановлением Государственного комитета СССР по стандартам от 01.09.76 № 2066.
3. Взамен ГОСТ 9617-67.
4. Ограничение срока действия снято Постановлением Госстандарта СССР от 27.03.87 № 1001.
5. Переиздание (сентябрь 1998 г.) с Изменениями № 1, 2, утвержденными в декабре 1982 г., марте 1987 г. (ИУС 4-83, 7-87).
1. Настоящий стандарт распространяется на цилиндрические сосуды и аппараты внутренним диаметром до 20000 мм, изготовляемые из стальных листов или поковок; наружным диаметром до 1420 мм, изготовляемые из стальных труб, а также сосуды и аппараты внутренним диаметром до 4200 мм, изготовляемые из цветных металлов и сплавов, применяемые в химической, нефтехимической, нефтеперерабатывающей, газовой, пищевой и смежных с ними отраслях промышленности.
Стандарт не распространяется на аппараты с вращающимися барабанами и теплообменные аппараты с витыми трубами.
Стандарт соответствует рекомендации СЭВ по стандартизации РС 681-73 в части, касающейся внутренних диаметров сосудов и аппаратов от 600 до 4000 мм.
2. Внутренний диаметр сосуда или аппарата, изготовляемого из стальных листов или поковок, должен быть выбран из следующего ряда: 400, (450), 500, (550), 600, (650), 700, 800, 900, 1000, (1100), 1200, (1300), 1400, (1500), 1600, (1700), 1800, (1900), 2000, 2200, 2400, 2500, 2600, 2800, 3000, 3200, 3400, 3600, 3800, 4000, 4500, 5000, 5500, 5600, 6000, 6300, 6400, 7000, 7500, 8000, 8500, 9000, 9500, 10000, 11000, 12000, 14000, 16000, 18000, 20000 мм.
Примечания:
1. Значения, указанные в скобках, следует применять только для рубашек сосудов и аппаратов.
2. (Исключено, Изм. № 2).
3. Эмалированные сосуды и аппараты, аппараты с перемешивающими устройствами, а также сосуды и аппараты из никелесодержащих сталей, допускается изготовлять диаметрами 250, 300 и 350 мм.
4. Рубашки эмалированных сосудов и аппаратов допускается изготовлять диаметрами 1550, 1750 и 1950 мм.
5. Кожухи и крышки кожухотрубчатых теплообменных аппаратов допускается изготовлять диаметрами 1100, 1300, 1500, 1700, 1900 мм.
(Измененная редакция, Изм. № 1, 2).
3. Внутренний диаметр сосуда или аппарата, изготовляемого из цветных металлов и сплавов, должен быть выбран из следующего ряда: 200, 250, 300, 400, 450, 500, 550, 600, 650, 700, 800, 900, 1000, 1100, 1200, 1300, 1400, 1500, 1600, 1700, 1800, 1900, 2000, 2200, 2400, 2500, 2600, 2800, 3000, 3200, 3400, 3600, 3800, 4000 мм.
4. Наружный диаметр сосуда и аппарата, изготовляемого из стальных труб, должен быть выбран из следующего ряда: 133, 159, 168, 219, 273, 325, 377, 426, 480, 530, 630, 720, 820, 920, 1020, 1120, 1220, 1320, 1420 мм.
snipov.net
ГОСТ 6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
НОРМАЛЬНЫЕ ЛИНЕЙНЫЕ РАЗМЕРЫ
ГОСТ 6636-69
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные нормы взаимозаменяемости. Нормальные линейные размеры Basic norms of interchangeability. | ГОСТ |
Срок введения с 01.01.70
1. Настоящий стандарт устанавливает ряды нормальных линейных размеров в диапазоне от 0,001 до 100000 мм, предназначенные для применения в машиностроении и рекомендуемые для использования в других отраслях промышленности.
Стандарт не распространяется на технологические межоперационные размеры, связанные с расчетной зависимостью с принятыми значениями других параметров; на размеры, установленные в стандартах на конкретные изделия; на оптимальные размеры, замена которых нормальными линейными размерами приведет к снижению качества продукции.
2. Размеры в диапазоне от 0,001 до 0,009 мм должны соответствовать указанным ниже:
0,001; 0,002; 0,003; 0,004; 0,005; 0,006; 0,007; 0,008; 0,009 мм.
3. Размеры в диапазоне от 0,01 до 100000 мм должны соответствовать указанным в таблице.
Примечание. Соответствие рядов нормальных линейных размеров рядам предпочтительных чисел по ГОСТ 8032-84 приведено в приложении.
1-3. (Измененная редакция, Изм. № 2).
4. При выборе размеров предпочтение должно отдаваться рядам с более крупной градацией (ряд Ra 5 следует предпочитать ряду Ra 10; ряд Ra 10 – ряду Ra 20; ряд Ra 20 – ряду Ra 40).
Дополнительные размеры, приведенные в таблице, допускаются применять лишь в отдельных, технически обоснованных случаях.
Размеры, мм
Ряд | Дополнительный размер* | |||
Ra5 | Ra10 | Ra20 | Ra40 | |
0,010 | 0,010 | 0,010 0,011 | ||
0,012 | 0,012 0,014 | 0,012 0,013 0,014 0,015 | ||
0,016 | 0,016 | 0,016 0,018 | 0,0016 0,017 0,018 0,019 | |
0,020 | 0,020 0,022 | 0,020 0,021 0,022 0,024 | ||
0,025 | 0,025 | 0,025 0,028 | 0,025 0,026 0,028 0,030 | |
0,032 | 0,032 0,036 | 0,032 0,034 0,036 0,038 | ||
0,040 | 0,040 | 0,040 0,045 | 0,040 0,042 0,045 0,048 | |
0,050 | 0,050 0,056 | 0,050 0,053 0,056 0,060 | ||
0,063 | 0,063 | 0,063 0,071 | 0,063 0,067 0,071 0,075 | |
0,080 | 0,080 0,090 | 0,080 0,085 0,090 0,095 | ||
0,100 | 0,100 | 0,100 0,110 | 0,100 0,105 0,110 0,115 | |
0,120 | 0,120 0,140 | 0,120 0,130 0,140 0,150 | ||
0,160 | 0,160 | 0,160 0,180 | 0,160 0,170 0,180 0,190 | |
0,200 | 0,200 0,220 | 0,200 0,210 0,220 0,240 | ||
0,250 | 0,250 | 0,250 0,280 | 0,250 0,260 0,280 0,300 | |
0,320 | 0,320 0,360 | 0,320 0,340 0,360 0,380 | ||
0,400 | 0,400 | 0,400 0,450 | 0,400 0,420 0,450 0,480 | |
0,500 | 0,500 0,560 | 0,500 0,530 0,560 0,600 | ||
0,630 | 0,630 | 0,630 0,710 | 0,630 0,670 0,710 0,750 | |
0,800 | 0,800 0,900 | 0,800 0,850 0,900 0,950 | ||
1,0 | 1,0 | 1,0 1,1 | 1,0 1,05 1,1 1,15 | |
1,2 | 1,2 1,4 | 1,2 1,3 1,4 1,5 | 1,25 1,35 1,45 1,55 | |
1,6 | 1,6 | 1,6 1,8 | 1,6 1,7 1,8 1,9 | 1,65 1,75 1,85 |
2,0 | 2,0 2,2 | 2,0 2,1 2,2 2,4 | 1,95 2,05 2,15 2,3 | |
2,5 | 2,5 | 2,5 2,8 | 2,5 2,6 2,8 3,0 |
2,7 2,9 3,1 |
3,2 | 3,2 3,6 | 3,2 3,4 3,6 3,8 | 3,3 3,5 3,7 3,9 | |
4,0 | 4,0 | 4,0 4,5 | 4,0 4,2 4,5 4,8 | 4,1 4,4 4,6 4,9 |
5,0 | 5,0 5,6 | 5,0 5,3 5,6 6,0 | 5,2 5,5 5,8 6,2 | |
6,3 | 6,3 | 6,3 7,1 | 6,3 6,7 7,1 7,5 | 6,5 7,0 7,3 7,8 |
8,0 | 8,0 9,0 | 8,0 8,5 9,0 9,5 | 8,2 8,8 9,2 9,8 | |
10 | 10 | 10 11 | 10 10,5 11 11,5 | 10,2 10,8 11,2 11,8 |
12 | 12 14 | 12 13 14 15 | 12,5 13,5 14,5 15,5 | |
16 | 16 | 16 18 | 16 17 18 19 | 16,5 17,5 18,5 19,5 |
20 | 20 22 | 20 21 22 24 |
20,5 21,5 23 | |
25 | 25 | 25 28 | 25 26 28 30 | 27 29 31 |
32 | 32 36 | 32 34 36 38 | 33 35 37 39 | |
40 | 40 | 40 45 | 40 42 45 48 | 41 44 46 49 |
50 | 50 56 | 50 53 56 60 | 52 55 58 62 | |
93 | 63 | 63 71 | 63 67 71 75 | 65 70 73 78 |
89 | 80 90 | 80 85 90 95 | 82 88 92 98 | |
100 | 100 | 100 110 | 100 105 110 120 | 102 108 112 115 118 |
125 | 125 140 | 125 130 140 150 |
135 145 155 | |
160 | 160 | 160 180 | 160 170 180 190 | 165 175 185 195 |
200 | 200 220 | 200 210 220 240 |
205 215 230 | |
250 | 250 | 250 280 | 250 260 280 300 | 270 290 310 315 |
320 | 320 360 | 320 340 360 380 | 330 350 370 390 | |
400 | 400 | 400 450 | 400 420 450 480 | 410 440 460 490 |
500 | 500 560 | 500 530 560 600 | 515 545 580 615 | |
630 | 630 | 630 710 | 630 670 710 750 | 650 690 730 775 |
800 | 800 900 | 800 850 900 950 | 825 875 925 975 | |
1000 | 1000 | 1000 1120 | 1000 1060 1120 1180 | 1030 1090 1150 1220 |
1250 | 1250 1400 | 1250 1320 1400 1500 | 1280 1360 1450 1550 | |
1600 | 1600 | 1600 1800 | 1600 1700 1800 1900 | 1650 1750 1850 1950 |
2000 | 2000 2240 | 2000 2120 2240 2360 | 2060 2180 2300 2430 | |
2500 | 2500 | 2500 2800 | 2500 2650 2800 3000 | 2580 2720 2900 3070 |
3150 | 3150 3550 | 3150 3350 3550 3750 | 3250 3450 3650 3870 | |
4000 | 4000 | 4000 4500 | 4000 4250 4500 4750 | 4120 4370 4620 4870 |
5000 | 5000 5600 | 5000 5300 5600 6000 | 5150 5450 5800 6150 | |
6300 | 6300 | 6300 7100 | 6300 6700 7100 7500 | 6500 6900 7300 7750 |
8000 | 8000 9000 | 8000 8500 9000 9500 | 8250 8750 9250 9750 | |
10000 | 10000 | 10000 11200 | 10000 10600 11200 11800 | 10300 10900 11500 12200 |
12500 | 12500 14000 | 12500 13200 14000 15000 | 12800 13600 14500 15500 | |
16000 | 16000 | 16000 1800 | 16000 17000 18000 19000 | 16500 17500 18500 19500 |
2000 | 20000 | 20000 | ||
25000 | 25000 | 25000 28000 | 25000 26500 28000 30000 | 25800 27200 29000 30700 |
31500 | 31500 35500 | 31500 33500 35500 37500 | 32500 34500 36500 38700 | |
40000 | 40000 | 40000 45000 | 40000 42500 45000 47500 | 41200 43700 46200 48700 |
50000 | 50000 56000 | 50000 53000 56000 60000 | 51500 54500 58000 61500 | |
63000 | 63000 | 63000 | 63000 67000 71000 75000 | 65000 69000 73000 77500 |
80000 | 71000 | 80000 85000 90000 95000 | 82500 87500 92500 97500 | |
100000 | 100000 | 100000 | 100000 | |
__________
* Для размеров свыше 1000 мм допускается также применять числа из ряда R160 по ГОСТ 8032-84.
(Измененная редакция, Изм. № 2).
5. Кроме основных рядов, указанных в таблице, допускается применять производные ряды, получаемые путем отбора каждого второго, третьего или n-го ряда одного и того же ряда по таблице.
6. Из основных рядов допускается составлять ряды, которые в различных диапазонах ряда имеют неодинаковые знаменатели прогрессии.
ПРИЛОЖЕНИЕ
Справочное
Соответствие рядов нормальных линейных размеров рядам предпочтительных чисел по ГОСТ 8032-84
Размеры, мм | Обозначение рядов нормальных размеров | |||
Ra5 | Ra10 | Ra20 | Ra40 | |
Соответствующие ряды (R) предпочтительных чисел и ряды (R?) и (R??) округленных предпочтительных чисел | ||||
0,01 . . . 1000 | R5 | R?10* | R?20** | R?40 |
1000 . . . 100000 | R5 | R10 | R20 | R40 |
_________
* Кроме размеров 0,012; 0,12; 1,2 и 12 мм относящихся к ряду R??10.
** Кроме размеров 0,012; 0,12; 1,2 и 12 мм, относящихся к ряду R??20.
Примечание. Дополнительные размеры, приведенные в настоящем стандарте, соответствуют числам из ряда R80 по ГОСТ 8032-84 (в диапазоне размеров до 500 мм с отдельными округлениями).
(Измененная редакция, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.В. Высоцкий, канд. техн. наук; М.А. Палей (руководитель темы), канд. техн. наук; Л.Б. Свичар
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.07.82 г. № 2766
3. Срок проверки – 1997 г.; периодичность проверки – 10 лет
4. ВЗАМЕН ГОСТ 6636-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, | Номер пункта, |
ГОСТ 8032-84 | 5; табл; 8; 9 |
6. ПЕРЕИЗДАНИЕ (июль 1991 г.) с изменениями № 1, 2, утвержденными в июле 1981 г., октябре 1988 г. (ИУС 9-81, 1-89)
www.opengost.ru