


Аргонная сварка: обучение для начинающих
Аргон — часто применимый в сварке газ. Не имеет цвета и запаха, обладает отличными защитными свойствами. Главное достоинство аргона — невысокая цена. По этой причине аргон применяется не только в условиях заводского производства, но и в домашней сварке. Аргон можно приобрести только в стальных баллонах. Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.

К тому же, аргон не выделяет токсичные пары и не взрывоопасен. Зачастую аргон используется в дуговой, плазменной и лазерной сварке. Для дуговой сварки аргоном дополнительно используют плавящиеся или неплавящиеся электроды. В этом материале мы собрали для вас все самые полезные статьи о сварке аргоном. Они помогут вам в обучении.
Содержание статьи
Полезные статьи
Преимущества и особенности сварки аргоном
Сварка аргоном имеет своим преимущества и особенности, как и любая другая технология сварки. В данной статье мы рассказали обо всех нюансах: начиная от настройки режима сварки, заканчивая всеми плюсами и минусами данной технологии. Прочтите, чтобы понимать суть аргонодуговой сварки и не совершить ошибки.
Эта статья, по сути, краткий экскурс в тему аргонной сварки. Она обязательна к прочтению, если вы понятия не имеете, что это за технологии и каковы ее характерные особенности. Мы также рассказываем, какое оборудование можно использовать в связке с аргоном, чтобы добиться наилучшего результата.
Особенности сварки алюминия аргоном
Алюминий — один из самых популярных металлов. Его широко применяют при производстве всего: начиная от посуды, заканчивая деталями в микроэлектронике. Но несмотря на свою распространенность не все новички знают, как варить алюминий. Главная особенность алюминия — оксидная пленка, покрывающая всю поверхность металла. Она является главной головной болью для новичков. Из-за нее шов получается неаккуратным и непрочным.
Что такое оксидная пленка, как от нее избавиться и какое оборудование использовать, чтобы получить качественный шов — обо всем мы рассказываем в отдельной статье. Вы также узнаете, как правильно поджигать дугу и как сформировать сварочную ванну. Словом, все, что вам необходимо знать, чтобы сварить алюминий аргоном даже в гаражных условиях.
Как сварить черный металл аргоном
К черным металлам принято относить железо и его сплавы. Зачастую черный металл является сырьем для изготовления чугуна и различных сталей. Но бывают ситуации, когда приходится варить чистое железо. Сделать это непросто, но использование аргона значительно упрощает задачу.
Тем не менее, сварка черного металла аргоном тоже имеет свои плюсы и минусы. И вам в любом случае нужно соблюдать технологию, чтобы сделать сварное соединение прочным. Обо всем этом мы рассказываем в нашей статье. Из статьи вы также узнаете, какой выбрать режим сварки для сварки чермета и какие правила пожарной безопасности нужно соблюдать, чтобы избежать несчастных случаев.
Как своими руками сварить нержавейку аргоном
В этой статье мы подробно рассказываем, как варить нержавеющую сталь с помощью аргона. Нержавеющая сталь — материал непростой, со множеством нюансов. Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Вы узнаете обо всех нюансах: от оптимального расхода газа до положения горелки во время сварки. Мы поделились некоторыми советами, которые выработали в своей практике. Например, рассказали, как избежать окисления металла или как варить тонкие листы нержавеющей стали. В ГОСТах такой информации вы не найдете 🙂
Вместо заключения
Обязательно прочтите эти статьи, чтобы узнать все особенности сварки аргоном. Ведь аргоновая сварка нержавеющей стали и алюминия есть свои нюансы, которые нужно учитывать, чтобы качество шва было удовлетворительным. Ознакомьтесь со всеми достоинствами и недостатками сварки с применением аргона, чтобы знать, в каких случаях эта технология может оправдать себя.

Если вы профессиональный мастер, то поделитесь в комментариях своим опытом сварки аргоном. Это будет полезно для многих начинающих сварщиков, которые только начинают обучаться непростому сварочному делу.
[Всего голосов: 3 Средний: 3.3/5]svarkaed.ru
Сварка аргоном – видео уроки для начинающих специалистов
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.

Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.

Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
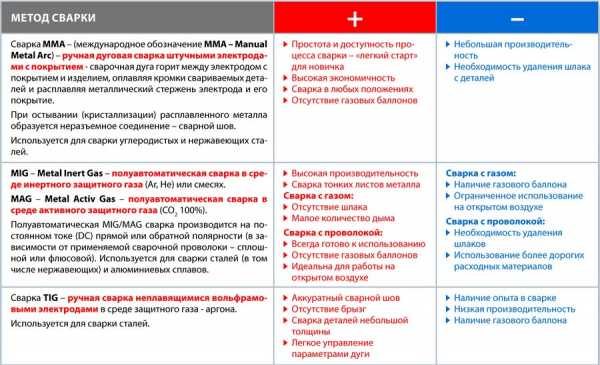
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.

Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
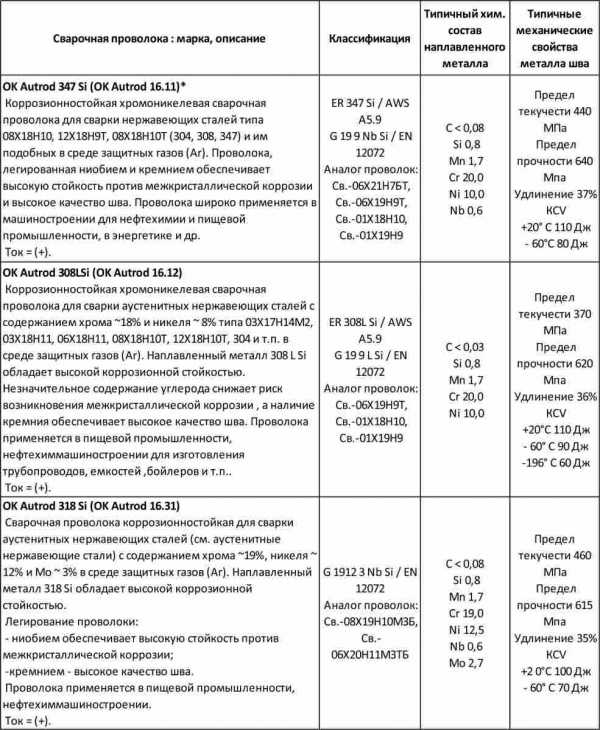
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
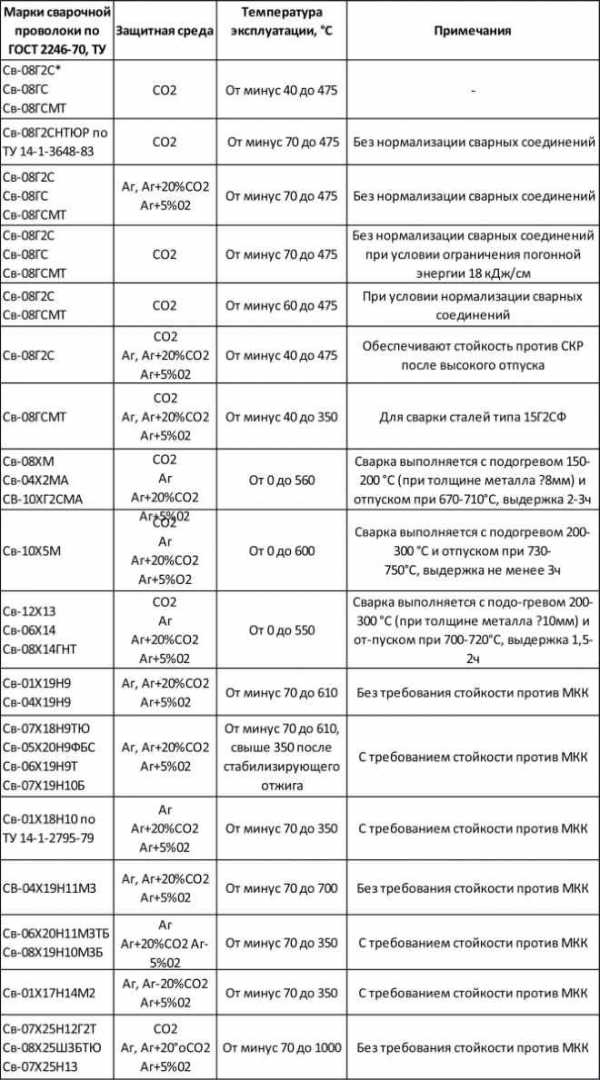
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.

Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
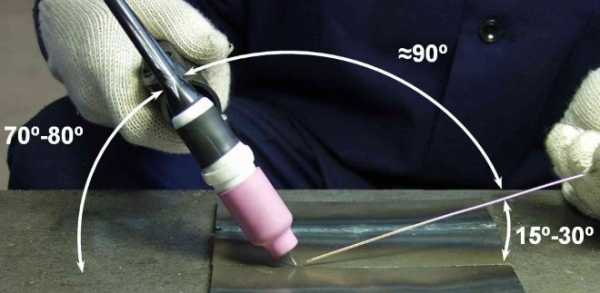
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.

Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Сварка аргоном нержавейки своими руками
Нержавеющая сталь широко используется в современной пищевой, химической и нефтеперерабатывающей промышленности. Без нержавейки не обходится ни одно производство современной посуды, медицинских инструментов или даже автобусных остановок. По этой причине каждый уважающий себя сварщик должен уметь работать с нержавейкой.

Существуют разные виды сварки нержавеющей легированной стали, но чаще всего для сварки нержавейки используется аргон и вольфрамовые стержни. Аргоновая сварка нержавейки очень популярна, поскольку не требует дорогостоящего оборудования.
Содержание статьи
Общая информация
Нержавеющая сталь — это металл, обладающий ярко выраженными антикоррозийными свойствами. Для потребителей это безусловный плюс, поскольку изделия из нержавейки при должном уходе способны прослужить долгие годы. Кроме того, в составе нержавейки присутствует хром, титан и никель, благодаря которым изделие приобретает улучшенные физико-механические свойства.

Также для нержавеющей стали характерен прекрасный внешний вид. Металл имеет ярко выраженный блеск, из-за чего изделия из нержавейки зачастую даже не красят. Именно по этой причине швы должны быть не только прочными, но и эстетичными. Но это лишь одно из требований.
Из-за антикоррозийных свойств, которые так любят потребители, многие сварщики отказываются работать с нержавейкой. А все потому, что эти самые свойства существенно усложняют сварку. Для сварки нержавейки важно знать и учитывать все эти особенности. О них мы поговорим далее. В этой статье мы постараемся раскрыть все нюансы, поскольку убеждены, что для обучения азов сварки нержавеющей стали недостаточно просто посмотреть пару видео в интернете.
Особенности сварки
Прежде всего вам нужно запомнить, что сварку усложняет не сама сталь, а добавки в виде хрома и никеля, которые используются при производстве металла. Нержавеющую сталь называют легированной и по сравнению со, скажем, низкоуглеродистой сталью у нержавейки теплопроводность в два раза меньше. Это первый нюанс. Именно из-за него у многих новичков не получается расплавить металл должным образом.
Это связано с тем, что для сварки стали необходима достаточно высокая температура (около 6000 градусов по Цельсию). Этой температуры достаточно, чтобы расплавить металл, но из-за низкой теплопроводности вся эта температура просто концентрируется в одной точке и плохо отводится. В итоге место сварки существенно перегревается и метал просто деформируется. Эта проблема решается путем установки тока на 15-20% меньше обычного значения.

Также нержавейка при сварке может сильно деформироваться просто из-за высокого коэффициента линейного расширения. Из-за этой особенности нередко образование трещин на готовых швах. Эта проблема решается просто. Нужно между деталями оставить небольшой деформационный зазор, чтобы после сварки детали расширились, и усадка была незначительной.
Еще при сварке нержавейки нужно четко соблюдать температурный режим. В противном случае металл потеряет все свои антикоррозийные свойства. Чтобы избежать перегрева нужно быстро охладить металл сразу после сварки.
Подготовка металла
Аргонодуговая сварка нержавеющей стали требует тщательной подготовки. Если проигнорировать этот этап вся ваша работа пойдет насмарку. При том что подготовка не требует каких-то особых манипуляций и, по сути, ничем не отличается от подготовки любого другого металла к сварке с применением аргона.

Для начала разделываем кромки. Затем зачищаем их металлической щеткой или шлифмашинкой до блеска. Далее обезжириваем металл, для этих целей можно использовать ацетон или бензин. Обезжиривание обеспечивает лучшую устойчивость дуги и позволяет работать быстрее.
Как мы писали выше, предусмотрите небольшой зазор между деталями, чтобы компенсировать возможные деформации. Не забывайте, что помимо подготовки самого металла нужно заранее выбрать все комплектующие.
Сварка в среде аргона предполагает использование присадочной проволоки. Обратите внимание, чтобы степень легированности у проволоки была выше, чем степень легированности у нержавеющей стали. Также выбирайте комплектующие от проверенных производителей, не гонитесь за слишком низкой или слишком высокой ценой. Если вы новичок, то спросите совета у своих коллег. Наверняка они уже имели дело со сваркой нержавейки и подскажут вам, где приобрести качественные расходники.
Технология аргонной сварки
Соединение аргоном нержавейки с применением проволоки требует от сварщика должного опыта. Но это не значит, что с работой не справится начинающий мастер. Перед началом работ потренируйтесь на ненужном куске металла и только затем приступайте к делу.
Зачастую с помощью аргона происходит сварка именно тонкого металла. Это связано с тем, что данный метод сварки позволяет выполнить работу очень аккуратно. Технология сварки легированной тонкой нержавейки аргоном начинается с выбора сварочного оборудования.
В большинстве случаев сварочный аппарат для нержавейки — это классический полуавтомат. Работать с ним непросто, но при частой практике швы получаются очень прочными и красивыми. Настройте аппарат. Мы рекомендуем прямую полярность, а вот род тока (переменный или постоянный) нужно подбирать индивидуально для каждого случая.
Сварка аргоном выполняется с использованием присадочной проволоки и вольфрамового электрода. Также один из ключевых элементов всей «цепочки» — газовая горелка. Через нее подается защитный газ аргон и в ней закреплен вольфрамовый электрод. Все движения горелкой осуществляются вручную. Горелку нужно вести вдоль оси сварного соединения, ни в коем случае не поперек.
Если вести горелку поперек, аргон просто не сможет защитить сварочную зону от негативного влияния кислорода. Впоследствии качество шва будет оставлять желать лучшего. Рекомендуем дополнительно защитить обратную сторону шва. Для этого подавайте еще одну струю аргона с обратной стороны сварки. Да, расход газа существенно увеличиться, но зато качество соединения будет на высочайшем уровне.
Сварка тонкой нержавейки также предполагает предварительное оплавление конца электрода. Это необходимо для того, чтобы не загрязнять поверхность стали. А мы помним, что красота нашей работы очень важна при сварке нержавейки. Дополнительно можно использовать специальные графитовые подкладки, чтобы разжечь дугу. Это также поспособствует улучшению внешнего вида швов.
Сварка нержавейки аргоном часто не получается просто из-за активного окисления металла или электрода. Эта проблема решается очень просто: после окончания работ не нужно прекращать подачу газа в сварочную ванну еще на протяжении 15-20 секунд. Не беспокойтесь о расходе газа, он несильно увеличится. Зато качество работ вас приятно удивит. Швы станут значительно крепче и не будут трескаться.
При сварке нержавейки следите за расходом газа. Расход аргона при сварке не должен превышать 15 литров в минуту, в идеале 12 литров. Но это жесткие рамки для профессиональных сварщиков. Если вы новичок, то не беспокойтесь о перерасходе. Со временем вы сможете уменьшить расход, поскольку ускорите свою работу.
Вместо заключения
Сварка аргоном нержавеющей легированной стали — не такой уж сложный процесс, как может показаться на первый взгляд. Главное — понимать все особенности технологии, выбрать качественный сварочный аппарат для продуктивной работы и не превышать расход аргона при сварке. Не забывайте о соблюдении техники безопасности и индивидуальных средствах защиты. Опытные мастера могут поделитесь в комментариях своим опытом сварки нержавейки. Поделитесь этой статьей в своих социальных сетях. Это будет полезно для всех начинающих сварщиков. Желаем удачи в работе!
svarkaed.ru
Описание вариантов сварки нержавейки аргоном, особенности подготовки деталей
Нержавейка производится из высоколегированной стали, которая устойчива к ржавчине. Ее используют при изготовлении домашних приборов и промышленных устройств. Если вы знаете, как варить нержавейку аргоном, то можно избавить себя от множества серьезных проблем. Именно о том, как происходит сварка аргоном, и пойдет речь в рассматриваемой статье.
Сложность сварки
Сварка аргоном нержавейки осложняется особенностями материала. За счет легирующих добавок нержавейка обладает такими свойствами:
- Низкая теплопроводность, что плохо отражается на сварочных работах;
- Из-за этого высокая температура будет концентрироваться в местах выполнения работы и плохо отводиться от них;
- Перегревается область соединения, в худших случаях происходит прожог металла;
- Повышенное электрическое сопротивление, что негативно отражается на сваривании высоколегированной стали и приводит к трещине сварного шва;
- Высокий коэффициент линейного расширения ведет к большой линейной усадке и проблемам для подобных конструкций;
- Несоблюдение термического режима становится причиной утраты антикоррозийных свойств.
Вышеописанные особенности делают сваривание нержавейки с применением аргона достаточно сложным и доставляющим немало проблем начинающим мастерам. Поэтому необходимо грамотно подготовить детали к сварочному процессу.
Подготовка деталей
Обработка не отличается от остальных металлов и заключается в следующих действиях:
 Зачищаем кромки заготовок до блеска. Здесь понадобится металлическая щетка или шлифовальная машинка;
Зачищаем кромки заготовок до блеска. Здесь понадобится металлическая щетка или шлифовальная машинка;- Обезжириваем кромки деталей с помощью ацетона или бензина для авиации. Это обеспечит устойчивость электрической дуги и повысит качество сварного шва;
- Подготовка соединяемых заготовок к сварке предусматривает увеличенный зазор. За счет него будут скомпенсированы процессы деформации.
Очень важно подобрать правильный присадочный материал. Помимо диаметра, обратите внимание на состав. Степень легирования не должна быть выше показателей металла, из которого производятся соединяемые заготовки. Применяемые модели сварочных проволок можно посмотреть на отдельных специализированных ресурсах.
Сварка вольфрамовым электродом
Сварка аргоном применяется при соединении деталей небольшой толщины. Получаются качественные и надежные соединения с красивыми и очень аккуратными швами. Соединяемые таким способом трубы подойдут для транспортировки жидкостей и газов, поскольку они выдерживают высокое давление.
Сваривание таким способом можно производить при переменном или постоянном токе прямой полярности. Рабочий орган — горелка с закрепленным электродом из вольфрама. Из сопла горелки подается струя аргона. За счет присадочной проволоки формируется сварной шов. Все движения горелкой совершаются ручным способом.
Все это позволяет не выводить сварочную ванну из зоны действия аргоновой защиты. Необходима защита обратного шва от окружающего воздуха. Хотя и увеличивается расход газа, однако качество всех участков становится очень высоким.
Нельзя загрязнять поверхность свариваемого металла и оплавлять электрод. Поэтому важно применять специальную графитовую или угольную пластину. После зажигания на ней сваривание аккуратно переводят на нержавейку.
Подачу аргона отключайте не сразу, а спустя 15 секунд. Расход газа растет незначительно, срок службы электрода и качество получающегося шва значительно повышаются.
Сварка полуавтоматом
Такой метод позволяет значительно увеличить производительность проводимых работ. С ее помощью можно сваривать соединения даже значительной толщины. Получаемые конструкции обладают высоким качеством, надежностью и привлекательностью.
Есть и некоторые нюансы при таком процессе. Сварочная проволока должна иметь в своем составе никель. Кроме аргона, для соединения утолщенных соединений добавляется углекислый газ.
Из всех возможных вариантов подобной сварки стоит использовать импульсный режим. Благодаря этому снижается разбрызгиваемость металла, термическое воздействие, расход проволоки на свариваемый металл. Обработка занимает минимальное время по причине отсутствия большого количества разбрызгиваемого металла.
Мы рассмотрели разные варианты сварки. Для небольшой толщины подойдет сварка электрической дугой, а толстые соединения требуют применения полуавтоматических приборов. Также учитывайте материалы, применяемые для припоя и сварки, они должны иметь никель в своем составе для повышения надежности. А в аргон стоит добавить углекислый газ для обеспечения смачиваемости кромок шва.
tokar.guru
Аргонодуговое TIG сваривание является универсальным способом производить сваривание любых металлов, в том числе и разнородных. Аргонодуговой сваркой можно сваривать металлы толщиной от 0,3 миллиметра. Высокое качество сваривания аргонодуговой сварки достигается благодаря более длительному времени, которое затрачивается на этот процесс. TIG сварка немного медленнее, чем другие виды сваривания, однако она используется в случаях, когда нужно высокое качество сварочного шва. TIG сваривание применяется для сваривания легких металлов, например, магний и алюминий. Также данной сваркой можно сваривать тонкие листы из нержавеющей стали, меди и ее сплавы. Наиболее часто используемым газом для аргонодугового сваривания является газ аргон. В отличие от других видов сваривания, где нужно применять определенный газ для определенного металла. При сваривании аргонодуговой сваркой можно использовать аргон для сварки металлов всех типов. В некоторых случаях TIG сварка используется в сочетании с полуавтоматической сваркой. Такое сочетание иногда допускается при соединении труб морской промышленности. TIG сваривание используется для корневого сваривания, а полуавтоматическое – для заполнения разделки шва. Это позволяет гарантировать высокое качество сварки корня, сочетая при этом высокую скорость сваривания, а также заполнение остальной части разделки. При сварочном процессе TIG сварки используется неплавящийся сварочный электрод из вольфрама. В качестве инертного газа используется аргон, а в некоторых случаях смесь гелия с аргоном. Вольфрам используется как материал для неплавящихся сварочных электродов. Инертный газ используется в качестве защиты сварочной дуги и сварочной ванны от воздействия факторов окружающей среды. В процессе сваривания в сварочную ванную подается присадочная проволока с помощью автоматических или механических средств. Для того чтобы научиться качественно производить сваривание аргонодуговой сваркой нужно иметь неплохой опыт работы. Однако даже новички способны научиться варить данным способом сварки. Это возможно в случае, если они будут прислушиваться к рекомендациям опытных сварщиков и профессионалов. Обучиться свариванию аргонодуговой сваркой можно даже самостоятельно, на дому. Для этого нужно приобрести себе несколько пособий по изучению, а лучше всего видеокурсов. Именно на видео будет отчетливо видно, что нужно знать и как можно применять свои знания. Однако наилучшим способом обучения является практика у профессионала. Увидев, как производится аргонодуговое сваривание, Вы сможете сделать свои первые швы уже в течение нескольких дней. Некоторые профессиональные сварщики имеют свои собственные сайты, на которых они предлагают свои услуги по обучению свариванию. Это очень хорошее подспорье для начинающих сварщиков. Записавшись к ним на курсы можно не только научиться варить, но и набраться опыта у профессионала. |
www.samsvar.ru
Как варить аргоном – практические советы и видео
Аргонодуговой сваркой называют технологический процесс соединения между собой изделий из различных металлов и их сплавов путем расплавления их электродугой в защитной среде инертного газа, в частности, аргона. Хоть этот процесс и представляет собой разновидность электродуговой сварки, но по техническому применению он является более технологически сложным, поэтому и постараемся разобраться, как варить аргоном на практике.
Немного теории
Инертный газ аргон относится к группе так называемых «благородных» газов, что определяется его валентностью и вытекающими из этого основными физико-химическими свойствами,  которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Таким образом, инертный газ аргон позволяет практически полностью изолировать расплавленный высокотемпературной плазмой электродуги свариваемый металл от атмосферного воздуха, а, точнее, от кислорода, находящегося там. Являясь почти на 40% тяжелее основных атмосферных газов, он с легкостью вытесняет все другие газы из зоны электросварки и тем самым позволяет изолировать сварочную ванну от негативного влияния кислорода.
Особенности аргонной сварки
Электросварка в защитной среде аргона, особенно в последнее время, становиться все более популярней как у опытных сварщиков, так и у простых обывателей, прежде всего из-за своей доступности. 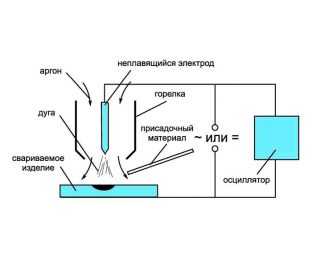 Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Стоит отметить, что главным критерием востребованности аргоновой сварки является область ее применения, а точнее, ее способность, в отличие от других видов сварки, производить соединение различных металлов. Таких, как:
- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.
Причем это не полный перечень материалов, но и он во многом неосуществим для обычной электродуговой или газовой ацетиленовой сварки.
Ну и основным достоинством электродуговой сварки в среде аргона является качество сварного шва, которое также практически недостижимо при других видах сварки.
Как правильно варить аргоном
Для начинающих и любителей стоит сразу оговориться, что сварка аргоном является довольно сложным технологическим процессом, который требует не только прочных знаний металловедения, но и определенных навыков и опыта сварочных работ. При этом, если учитывать далеко немалую стоимость самого газа аргона, лучше всего начинать тренироваться и пробовать набить руку на сварке различных деталей, к примеру, из нержавеющей стали. И только посмотрев видео сварки аргоном в виде уроков для начинающих, а также приобретя достаточный опыт и теоретические знания, стоит приступать к сварке цветных металлов и их различных сплавов.
Аргонная сварка является как бы симбиозом технологий электродуговой и газопламенной сварки, но с существенными техническими различиями. К примеру, газовая среда аргона:
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.
Техника сварки аргоном имеет ряд особенностей и требует для применения на практике обучения. Мы лишь можем дать вам несколько основных советов, которые необходимо знать и применять при выполнении аргонной сварки своими руками, а именно:
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи сварочной проволоки и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.
- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними. Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
Выполнение этих правил и рекомендаций не только позволит значительно облегчить сам процесс сварки аргоном, но и станет залогом качественной работы.
Рекомендации по выбору оборудования
Оборудование для аргонной сварки бывает двух типов:
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.
Сварочное оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.
оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.
Так, аргонная сварка типа MAG производится сварочной проволокой, которая автоматически подается с помощью механического податчика, расположенного внутри сварочного аппарата. В данном случае, сварочная проволока:
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Сварочное оборудование для аргонной сварки типа TIG работает с помощью неплавящегося электрода, который выполнен из тугоплавкого вольфрама. На него и подается сварочный ток для поддержания электродуги. Но в этом случае с TIG сваркой можно производить соединение деталей только за счет сплавления металлов самих свариваемых деталей, если позволяет их толщина. Когда же необходимо добавить дополнительный материал для наплавления, как при MAG сварке, для этого используют специальную присадочную проволоку, но уже путем ручной подачи к месту сварки.
Отсюда и главное различие MAG и TIG оборудования в устройстве основного рабочего органа — специальной горелки и соединительного рукава.
При MAG сварке через рукав в автоматическом режиме поступает аргон и сварочная проволока, по которой, в свою очередь, и протекает сварочный ток.
В случае с TIG сваркой — изолированный рукав состоит также из шланга подачи защитного газа, но еще имеет силовую оплетку или провод, передающий сварочный ток на горелку, внутри которой располагается цанговый держатель для закрепления вольфрамового электрода.
Сегодня на рынке можно не только с легкостью подобрать хороший и недорогой сварочный аппарат для аргонной сварки по технологии MAG или TIG, но и найти комбинированное оборудование, укомплектованное для возможности работы по двум этим технологиям, правда, несколько дороже по цене.
К примеру, за относительно невысокую цену можно приобрести для собственного использования мультифункциональное инверторное оборудование фирмы SPARK. Так, линейка сварочных полуавтоматов MultiARC предназначается для выполнения высококачественных и максимально комфортных сварочных работ по трем наиболее востребованным технологиям MMA, MIG и TIG сварки.
Если у вас есть свой опыт в использовании аргонной сварки, поделитесь им в блоке комментариев.
wikimetall.ru
Все особенности сварки аргоном в статье и видео урок для начинающих
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
 Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
 Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Осциллятор.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
 Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло. Оно выполняет две защитные функции : сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
 Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее . Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана.
instrument.guru