
KAN-therm: Трубы
Для производства труб Системы KAN-therm Steel Sprinkler используется низкоуглеродистая сталь ULC (углеродистая сталь “Ultra Light Carbon”), материал номер 1.0031 в соотв. EN 10305-3. Трубы изготавливаются из ленточной холоднокатаной стали, оцинкованной методом Сендзимира (Sendzimira), заключающимся в нанесении цинка на стальной лист путем погружения его в цинковый электролит, при этом цинк наносится одновременно с обеих сторон. Таким образом, труба защищена слоем цинка изнутри и снаружи. Толщина слоя цинка составляет не менее 20 мкм. Оцинкование методом Сендзимира характеризуется особенно хорошим сцеплением, а также высокой стойкостью к коррозии.
Размеры, удельная масса, водоемкость труб Системы KAN-therm Steel Sprinkler:
| Трубы KAN-therm Steel Sprinkler | ||||||
| DN |
Наружный диаметр × толщина стенки |
стенки |
Внутренний диаметр |
Удельная масса |
Количество трубы в отрезке |
Водоемкость |
| [мм × мм] | [мм] | [мм] | [кг/м] | [м] | [л/м] | |
| 20 | 22 × 1,5 | 1,5 | 19,0 | 0,759 | 6 | 0,284 |
| 25 | 28 × 1,5 | 1,5 | 25,0 | 0,982 | 6 | 0,491 |
| 32 | 35 × 1,5 | 1,5 | 32,0 | 1,241 | 6 | 0,804 |
| 40 | 42 × 1,5 | 1,5 | 39,0 | 1,500 | 6 | 1,194 |
| 50 | 54 × 1,5 | 1,5 | 51,0 | 1,945 | 6 | 2,042 |
| 65 | 76,1 × 2,0 | 2,0 | 72,1 | 3,659 | 6 | 4,080 |
| 80 | 88,9 × 2,0 | 84,9 | 4,292 | 6 | 5,660 | |
| 100 | 108 × 2,0 | 2,0 | 104,0 | 5,235 | 6 | 8,490 |
ru.kan-therm.com
KAN-therm: Техника соединения
Система KAN-therm Inox базируется на технике выполнения обжимных соединений „Press” – опрессовке, использующей профиль обжима М, которая позволяет:
1. Трубы следует отрезать роликовым труборезом перпендикулярно к оси трубы. Допускается использование других инструментов таких, как ручные и электрические пилы, предназначенных для разрезания углеродистой и нержавеющей стали при условии, что будет соблюдена перпендикулярность разреза и не будет повреждений отрезаемых краев. Не допускается отламывание надрезанных кусков трубы. Для разрезания трубы не следует использовать горелки и циркулярные пилы. Отмеряя длину для отрезания, необходимо учитывать глубину вставки трубы в фитинг.


2. Используя ручной или электрический фаскосниматель (для больших диаметров полукруглый напильник для стали), необходимо снять фаску с внутреннего и наружного торца отрезанной трубы, удаляя все зазубрины, которые могут повредить уплотнение O-Ring в процессе монтажа. Также следует удалить опилки, находящиеся на и в трубе, которые могут привести к возникновению точечной коррозии.


3. Чтобы получить надежное соединение, необходимо соблюдать соответствующую глубину вставки трубы в фитинг. Требуемую глубину вставки отметить маркером на трубе или на фитинге с ниппельным хвостовиком (хвостовик с гладким концом). После опрессовки отметка должна быть видна рядом с краем фитинга.

4. Перед монтажом следует визуально проконтролировать наличие и состояние прокладки O-Ring. Также удостовериться, нет ли опилок и иных загрязнений на трубе и в фитинге, которые могут повредить прокладку O-Ring во время вставки трубы. Необходимо убедиться, что расстояние между соседними фитингами не меньше допустимого.

5. Перед выполнением опрессовки необходимо соосно вставить трубу в соединитель на отмеченную глубину (допускается легкое проворачивание). Запрещается применять масло, смазку и жир с целью облегчения вставки трубы (можно использовать воду или мыльный раствор – рекомендованные при испытаниях герметичности системы сжатым воздухом). В случае одновременного монтажа большого количества соединений (по принципу вставки трубы в соединитель), перед операцией опрессовки каждого отдельного соединителя необходимо проконтролировать отмеченную на трубе глубину вставки.

6. Перед началом процесса опрессовки (обжима) необходимо удостовериться в исправности инструмента. Рекомендуется использовать прессы и пресс-клещи, предоставляемые Системой KAN-therm. Необходимо всегда подбирать размер пресс-клещей соответственно диаметру выполняемого соединения. Пресс-клещи должны охватывать соединитель таким образом, чтобы их профиль обжима точно совпадал с местом размещения уплотнительного кольца O-Ring в фитинге (выпуклая часть фитинга). После запуска пресса процесс обжима происходит автоматически и не может быть остановлен. Если по каким-либо причинам процесс опрессовки будет прерван, соединение необходимо демонтировать (вырезать) и выполнить правильно.

6.1. Для опрессовки больших диаметров (64; 76,1; 88,9; 108) используются специальные 4-х колодочные пресс-клещи, а также пресс марки Klauke и Novopress. Достав пресс-клещи из чемодана, следует разблокировать их, вынув специальный стопорный штифт, и затем раскрыть их.

6.2. Раскрытыми пресс-клещами обхватить фитинг. Пресс-клещи имеют специальную выемку, к которой необходимо подогнать фланец фитинга. Внимание: Табличка с маркировкой размера пресс-клещей (см. фото вверху) всегда должна находиться со стороны трубы.

6.3. После правильного обхватывания фитинга пресс-клещами необходимо снова зафиксировать их, максимально вставив стопорный штифт. Пресс-клещи готовы к подключению пресса.

6.4. Пресс должен быть подключен к пресс-клещам, как показано на фото. Обязательно нужно проследить, чтобы зажимающие рычаги пресса были до упора вставлены в пресс-клещи. Граница максимальной вставки отмечена стрелкой на рычагах. Подключенный пресс можно запускать для выполнения опрессовки (обжима) соединения.

6.5. После запуска пресса процесс обжима происходит автоматически и его нельзя остановить. Если по каким-то причинам процесс обжима будет прерван, соединение следует демонтировать (вырезать) и выполнить снова правильно. После выполнения обжима пресс автоматически вернется в исходное положение. В этот момент необходимо извлечь рычаги пресса из пресс-клещей. Чтобы снять пресс-клещи с фитинга, следует снова вынуть стопорный штифт и раскрыть их. Пресс-клещи должны храниться в чемоданах в заблокированном состоянии, т.е. фиксироваться штифтом.

ru.kan-therm.com
KAN-therm: Трубы
Для производства труб (тонкостенных, со швом) и соединителей используется низкоуглеродистая сталь (RSt 34-2) материал номер 1.0034 в соотв. PNEN 10305-3., оцинкованная снаружи гальваническим способом (Fe/Zn 88) с дополнительной пассивацией слоем хрома. Слой цинка толщиной 8-15 мкм наносится методом горячего цинкования, что обеспечивает надежное сцепление его со стенкой трубы даже в процессе сгибания. На время транспортировки и складирования трубы дополнительно защищаются изнутри масляным покрытием, нанесенным термическим способом.
Размеры, удельная масса, водоемкость труб KAN-therm Steel:
| Трубы KAN-therm Steel | ||||||
| DN |
Наружный диаметр × толщина стенки |
Толщина стенки | Внутренний диаметр | Удельная масса | Количество трубы в отрезке | Водоемкость |
| [мм × мм] | [мм] | [мм] | [кг/м] | [м] | [л/м] | |
| 10 | 12 x 12 | 1,2 | 9,6 | 0,350 | 6 | 0,072 |
| 12 | 15 × 1,2 | 1,2 | 12,6 | 0,409 | 6 | 0,125 |
| 15 | 18 × 1,2 | 1,2 | 15,6 | 0,498 | 6 | 0,192 |
| 20 | 22 × 1,5 | 1,5 | 19,0 | 0,759 | 6 | 0,284 |
| 25 | 28 × 1,5 | 1,5 | 25,0 | 0,982 | 6 | 0,491 |
| 32 | 35 × 1,5 | 1,5 | 32,0 | 1,241 | 6 | 0,804 |
| 40 | 42 × 1,5 | 1,5 | 39,0 | 1,500 | 6 | 1,194 |
| 50 | 54 × 1,5 | 1,5 | 51,0 | 1,945 | 6 | 2,042 |
| 60 | 66,7 × 1,5 | 1,5 | 63,7 | 2,41 | 6 | 3,187 |
| 65 | 76,1 × 2,0 | 2,0 | 72,1 | 3,659 | 6 | 4,080 |
| 80 | 88,9 × 2,0 | 2,0 | 84,9 | 4,292 | 6 | 5,660 |
| 100 | 108 × 2,0 | 2,0 | 104,0 | 5,235 | 6 | 8,490 |
ua.kan-therm.com
KAN-therm: Трубы
Трубы системы KAN–therm Push Platinum используют многослойную конструкцию, с применением алюминиевого стабилизирующего элемента.
Трубы PE-Xc/Al/PE-HD Platinum производятся так как и многослойные трубы, в них основная труба выполнена из полиэтилена, сшитого с помощью потока электронов PE-Xc. Слой алюминия, сваренный с помощью лазера встык, обеспечивает полную защиту от диффузии кислорода, и одновременно уменьшает термическое удлинение трубы. Внешняя оболочка из полиэтилена, высокой плотности PE-HD защищает слой алюминия от механических повреждений. Благодаря своей конструкции, трубы не имеют эффекта памяти формы и их можно произвольно формировать.

Конструкция труб PE-Xc/Al/PE-HD Platinum
Размеры, удельный вес, водоемкость труб PE-Xc/Al/PE-HD Platinum:
| Трубы PE-Xc/Al/PE-HD Platinum | ||||||
Номинальный | Наружный диаметр | Толщина стенки | Внутренний диаметр | Фитинги | Количество в бухте | Водоемкость |
| мм | мм | мм | мм | мм | м | л/м |
| 14 | 14 | 2,25 | 9,5 | 14×2 | 200 | 0,071 |
| 18 | 18 | 2,5 | 13,0 | 18×2,5 | 200 | 0,133 |
| 25 | 25 | 3,7 | 17,6 | 25×3,5 | 50 | 0,243 |
| 32 | 32 | 4,7 | 22,6 | 32×4,4 | 25 | 0,401 |
ua.kan-therm.com
KAN-therm: Система KAN-therm TBS


Система KAN–therm TBS – это полная инсталляционная система, предназначена для постройки:
- систем напольного отопления и охлаждения
- систем настенного отопления и охлаждения
KAN–therm TBS (сухой метод) – это система, в которой трубы укладываются в металлических профилях, вставляемых в специальный пенопласт. Рекомендуется формирование змеевиков меандровой формы. После укладки плит TBS и труб, все покрывается пленкой PE для защиты и избежания возможных звуков термических движений конструкции. Затем укладывается покрывающая плита из сухой стяжки. Система применятеся для установки системы напольного и настенного отопления и охлаждения в деревянных конструкциях перекрытий, в системах сухой застройки.
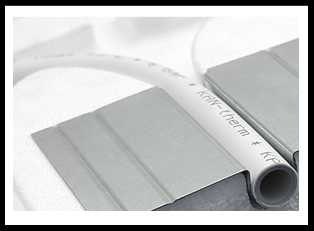
Систему KAN–therm TBS составляют:
- специально профилированные пенопластовые плиты TBS, толщиной 25 мм,

- металлические профили,

- пластмассовые многослойные плиты PE-RT/Al/PE-HD или PE-RT/Al/PE-RT, диаметром Ø16 мм,
- крайняя лента с надрезом или с надрезом и полиэтиленовым фартуком,

- пленка PE в рулоне,
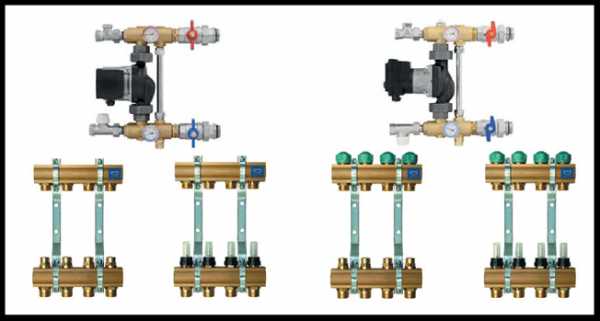
- коллекторы, коллекторные группы и насосные группы для плоскостного отопления, (напольные и настенные),
- инсталляционные шкафы наштукатурные, подштукатурные или для оклеивания терракотой.

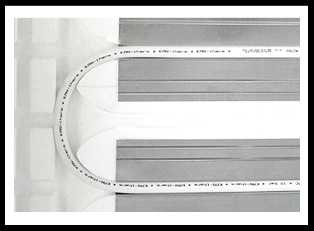
Установка системы KAN–therm на примере системы напольного отопления.
1. Первым этапом является размещение крайней ленты вдоль строительных перегородок помещения.
2. Затем раскладываем пенопластовые плиты TBS.


3. В разложенные пенопластовые плиты укладываем металлические профили.
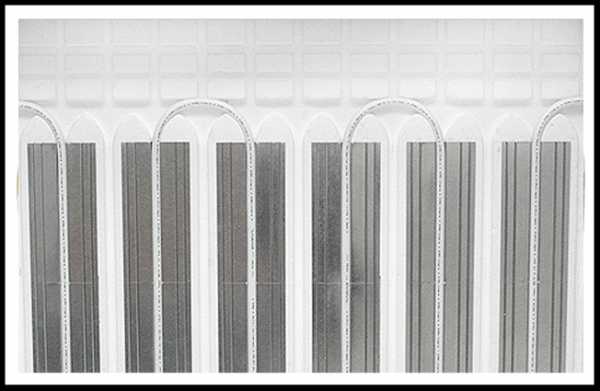
4. В металлические профили вставляем трубу.


5. После размещения труб раскладываем пленку PE и можем приступить к укладке сухой стяжки.

ru.kan-therm.com