
Таблицы размеров диаметра стальных труб помогут сделать выбор. Труба шовная стальная размеры
Диаметры стальных труб: таблица размеров и сортамент
При покупке продукции очень помогает таблица размеров труб стальных, содержащая информацию о внутренних и наружных диаметрах. Это способ ускорить покупку, а значит, и вашу работу. В промышленности, производстве и строительстве могут требоваться изделия с любыми параметрами. Мы привели основные размеры стальных труб, выпускаемых в нашей стране, и доступных для заказа на сайте компании «Региональный дом металла».
| Сортамент |
Резьба, дюйм |
Наружный диаметр | |
| Шовная водо/газопроводная | Бесшовная | ||
| 10 | 3/8 | 17 | 16 |
| 15 | 1/2 | 21,3 | 20 |
| 20 | 3/4 | 26,8 | 26 |
| 25 | 1 | 33,5 | 32 |
| 32 | 1 1/4 | 42,3 | 42 |
| 40 | 1 1/2 | 48 | 45 |
| 50 | 2 | 60 | 57 |
| 65 | 2 1/2 | 75,5 | 76 |
| 80 | 3 | 88,5 | 89 |
| 90 | 3 1/2 | 101,3 | 102 |
| 100 | 4 | 114 | 108 |
| 125 | 5 | 140 | 133 |
| 150 | 6 | 165 | 159 |
Диаметры стальных труб
pellete.ru
Шовная труба – Большая Энциклопедия Нефти и Газа, статья, страница 2
Шовная труба
Cтраница 2
Для сооружения газопроводов должны применяться бесшовные или шовные трубы из малоуглеродистых и низколегированных сталей с максимальным содержанием углерода не более 0 27 % и минимальной величиной относительного удлинения 18 % на пятикратных образцах. Допускается применение гнутых, литых и сварных фасонных и соединительных частей, а также крутоизогнутых отводов. [16]
Хуже всего, когда стояки изготовляют из шовных труб. Это приводит к тому, что при нарезке резьбы, сварке и обрезке трубы продольный шов стояка дает трещины, что сопровождается интенсивным выходом газа в окружающее пространство. [17]
В настоящее время применяют непрерывные валковые станы для производства шовных труб печной сваркой из ленты в рулонах. Производительность такого агрегата достигает 150 m труб в год. [18]
В настоящее время применяют непрерывные валковые станы для производства шовных труб печной сваркой из ленты в рулонах. Производительность такого агрегата достигает 150000 т труб в год. [20]
Шовные трубы по ГОСТ 3262 – 55 разрешается применять только для газопроводов низкого и среднего давлений ( до 3 am) при условии, если они укладываются только на прямых участках. Импортные трубы и трубы, не имеющие сертификатов, можно применять только в том случае, если химический состав и механические свойства металла этих труб удовлетворяют требованиям одного из вышеуказанных ГОСТов. [21]
На отводах не должно быть вмятин, складок ( на гладких отводах) и прожогов; пригоревший к внутренней поверхности отвода песок должен быть удален. При гибке шовных труб во избежание разрыва шов следует располагать с наружной стороны отвода под углом 45 к плоскости изгиба трубы. Отводы должны быть изготовлены из таких же труб, что и прямые участки трубопровода. Если же для компенсатора требуется труба длиной более 7 – 8 м, то его сваривают из двух-трех частей, при этом сварные стыки следует располагать в местах, менее напряженных при работе компенсатора, – на боковых его сторонах. [22]
Металл нагревается пропусканием через него токов высокой частоты от ламповых или машинных генераторов и сдавливается. Этот способ широко применяется для сваривания шовных труб на непрерывных станах. [23]
Разметкой называется перенесение на трубу размеров, необходимых для изготовления элемента трубопровода или детали. Например, при резке заготовок огневым методом величина припусков для крайних заготовок устанавливается при разметке 2 – 3 мм, а для средних заготовок 4 – 5 мм. При разметке шовных труб необходимо следить за тем, чтобы шов одной детали не был продолжением шва другой. [25]
Дворовые газовые сети выполняются обычно подземными. Допускаются к применению также шовные трубы – электросварные. Минимально допускаемая толщина стенок труб для газопроводов, укладываемых в грунт, – 3 мм; между собой трубы соединяются сваркой, в связи с этим сварочные работы при монтаже газа имеют первостепенное значение. Применяются различные виды сварки – ручная электродуговая, полуавтоматическая, автоматическая под слоем флюса, сварка в среде углекислого газа, газопрессовая и др. Для соединения дворовых газовых сетей наибольшее распространение получили ручная электродуговая и газовая сварки. Применение газовой сварки допускается для труб диаметром до 100 мм с толщиной стенки до 4 мм. [26]
Трубы для магистральных трубопроводов выполняют дуговой сваркой под флюсом. Шов располагают либо по образующей, либо по спирали. Из-за ограниченной ширины листов прямо шовные трубы диаметром до 820 мм сваривают одним продольным швом, при большем диаметре – двумя. За рубежом используют листы большей ширины, что позволяет выпускать трубы диаметром 1420 мм с одним швом. [27]
Одним из слабых мест также являются стояки конденсатосборников и гидрозатворов. Их изготовляют из бесшовных горячекатаных или холоднокатаных труб, к которым снизу крепят корпус конденсатосборника или гидрозатвора. Хуже всего, когда стояки изготовляют из шовных труб. [29]
На пути широкого внедрения методов борьбы с коррозией: нефтепромыслового оборудования имеется ряд препятствий, трудностей, не зависящих от работников НГДУ. Например, не решен вопрос централизованного изготовления и обеспечения предприятий передвижными сборно-разборными металлическими лесами для нанесения покрытий внутренней поверхности резервуаров; камер, ершей, манжет, пробок для нанесения покрытий, на внутреннюю поверхность трубопроводов в полевых условиях. Не разработан метод и приспособления для нанесения покрытия на внутреннюю поверхность шовных труб в полевых условиях. Не разработаны и не обеспечены предприятия механизмами для очистки поверхности технологических аппаратов от продуктоа коррозии перед нанесением защитного покрытия. [30]
Страницы: 1 2 3
www.ngpedia.ru
Труба стальная электросварная прямошовная ГОСТ 10704-91
Что же собой представляет сварная прямошовная труба? Согласно государственным стандартам, это металлическое изделие, которое сварено из штрипсов из стали. В промышленных циклах, создание таких труб предполагает несколько этапов, таких, как придание формы заготовкам из прокатных листов и сварка таких заготовочных деталей в одно целое.
Особенности труб технического и эксплуатационного характера во многих моментах указывают на качественные характеристики материала, который используется, а также на технологию сварочного процесса. Необходимо подробнее ознакомиться с такими металлическими изделиями, которые изготавливаются со строгим соблюдением государственных нормативов.

Общие данные
Прямошовные электросварные трубы ГОСТ 10704-91 это изделие из цельного металла, имеющее круглое или прямоугольное поперечное сечение и которое производится на заводах в необходимых для этого условиях. Для производства такого вида труб используется только специальное прокатное оборудование. Сам процесс изготовления выполняется таким образом, что листовая сталь скатывается в заготовочную деталь, а она уже сваривается посредством специального способа такого, как прямой стык.
В зависимости от метода придания формы заготовочному элементу прямошовная продукция делится на такие виды:
1. Холоднодеформированная продукция.
2. Горячедеформированная труба.
3. Холоднокатаные изделия.
4. Холоднотянутый материал.
Сварные швы производятся в продольном направлении, что приводит к оптимальным показателям прочности продукции.
Важно понимать, что изделия, которые были сварены таким способом, не имеют возможности сгибаться механическим методом, поскольку это чревато их расколу или вмятинам, кроме того, можно утратить первоначальную конфигурацию и прочность.
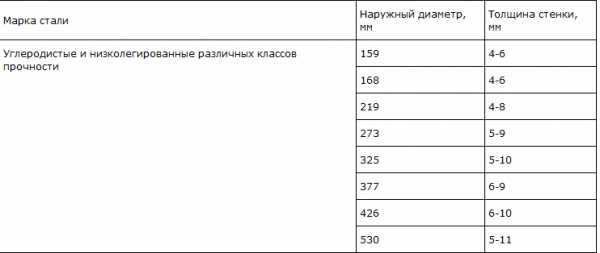
При производстве электросварной трубы используется стальной материал углеродистого типа и низкоуглеродистого вида спокойной, полуспокойной и кипящей маркировки, например, СТ1-СТ4, 08ю и 22гю.
Стальные электросварные трубы в свою очередь делятся на категории (А, Б, В, Д) в зависимости от химического состава стали. Трубы могут быть термически обработанными, необработанными или горячередуцированными. Также классифицируются по толщине стенок – определяется соотношением внешнего диаметра к толщине стенок (от 6 до 40). Ознакомьтесь с ценами на электросварные стальные трубы.
Оптимальный вариант прочности изделий будет, достигнут при таком соотношении в основном металле:
1. Углерод должен составлять не больше чем 0,25%.
2. Сера 0,058%.
3. Фосфор 0,047%.
Зависимо от типа и марки стального материала, из которого выполнены трубы, прямошовная металлопродукция разделяется на такие виды:
1. СП спокойная сталь.
2. ПС полуспокойная сталь.
3. КП кипящая сталь.

Если изделие принадлежит к одному из перечисленных видов, тогда его тип должен указываться в маркировочной информации, которая наносится поверх трубы или указана в сопроводительных документах.
Прямошовные электросварные изделия, сделанные из стали низколегированного или углеродистого вида, и которые имеют диаметральный параметр до 53 см, имеют разновидности групп где:
1. Нормирован состав химикатов.
2. Нормированы механические свойства.
3. Нормированы механические качества и состав.
4. Нормировано испытательное гидравлическое давление.
Использование указанных видов стали не в полной мере сможет обеспечить созданной трубе необходимую стойкость к коррозии. Поэтому готовую продукцию на любом этапе установочного процесса необходимо подвергнуть специальным обработкам, которые заключаются в использовании специальных веществ, обеспечивающих надежную защиту или покрытие традиционными лаками и красками.
Еще одна группа изделий это сварная продукция из оцинкованной стали, для изготовления которой используется углеродистый материал под маркировками 10, 20, 45. Такие металлические трубы могут применяться абсолютно для любых целей, при этом минимальная антикоррозийная обработка совсем необязательна.
Готовые трубы, вне зависимости от марки, используемой в производстве материала, выдерживают показатели рабочего давления не больше чем 16 МПа. Эти качественные характеристики напрямую указывают на сферы использования сварной прямошовной продукции.
 Технические характеристики трубы стальной прямошовной
Технические характеристики трубы стальной прямошовнойОбласти использования
Ассортимент электросварной прямошовной продукции, который предлагают рыночные предложения, находит широкое использование в нефтеперерабатывающем процессе, газоперерабатывающей сфере и добывающем деле. Это предусмотрено нормами, заложенными в государственных стандартах. С применением таких труб создаются большие трубопроводные конструкции как внешние, так и заглубленные в землю.
Важно знать, что показатель толщины стен подземной трубопроводной конструкции должен быть не менее 3 мм. Наземный трубопровод производится из изделий, имеющих толщину стен не более чем 2 мм.

Главная область использования прямошовной продукции определена неслучайным образом, поскольку такие трубы имеют следующие отличительные качества:
1. Простой сварочный процесс, соединение производится при помощи соединительных разветвлений, угловых элементов и торцевых деталей, при установке запорных арматурных конструкций.
2. Достаточно небольшой удельный вес, если сравнивать с другими видами труб из черного металла. А соответственно и простая транспортировка с удешевленными установочными работами.
3. Демократичная себестоимость, что хорошим образом влияет на цену трубопроводного сооружения целиком.
4. Высокий уровень стойкости к дождям, снегу, граду и прочее. Кроме того, проявляют стойкость и к другому негативному воздействию окружающей среды (в условиях предварительно проведенных антикоррозийных мероприятий).
5. Такие трубы имеют возможность эксплуатироваться абсолютно во всех климатических условиях, при этом без вреда и потерь целостных качеств стыков и трубопроводных линий вообще.
Конечно же, область использования сварной прямошовной продукции не ограничена только постройками нефтепроводов и газопроводов, так как такие трубы известны своей универсальностью.
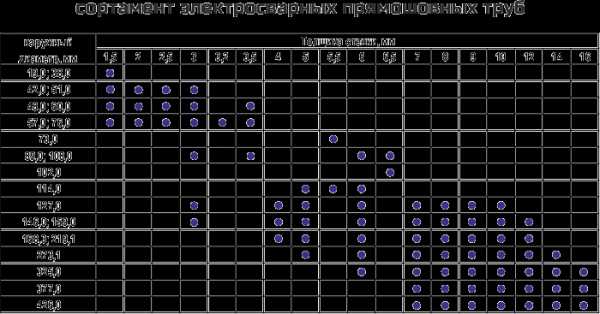 труба стальная электросварная прямошовная гост 10704-91 сортамент
труба стальная электросварная прямошовная гост 10704-91 сортаментВ зависимости от сферы использования, такие изделия делятся на такие классы:
1. Класс 1 изделия, которые предназначены для перемещения жидких и газообразных веществ в условиях небольшого давления. Кроме этого, таки изделия широко применяются при обустройстве лесных конструкций и сооружений из металла, которые не подвержены высокой механической нагрузке.
2. Класс 2 используется в большинстве случаев при создании нефтепроводов, газопроводов и водопроводов. Помимо этого, изделия такого класса используются для оснащения производственных цехов предприятий химической отрасли.
3. Класс 3 используется в промышленности пищевого назначения. Отличительными качествами таких труб является стойкость к высокой температуре и к краткосрочным показателям излишнего давления.
4. Класс 4 продукция применима в целях разведения газового месторождения.
5. Класс 5 оптимальный выбор для сборочного процесса металлических сооружений, которые востребованы в машиностроении и вагоностроении. Иногда такие трубы находят свое применение в строительстве при самостоятельной сборке строительного леса или каркаса для строительного объекта.
6. Класс 6 применим только в машиностроении.
Изделие прямошовное из стали
Минимальным диаметром для такого вида труб является 3 см, а максимальным 142 см. Изделия с большими диаметральными параметрами производятся с помощью спиралешовного технологического процесса. Прямошовные стальные трубы это электросварная продукция, которая производится сварным способом под названием прямой стык. Такие трубы производят из стали углеродистого вида и применяют при прокладывании газопроводных конструкций в условиях рабочего давления, которое не превышает 16 МПа.
Для производства таких изделий используют сталь трех типов: спокойную, полуспокойную и кипящую. Также имеются нормативы, предусматривающие допустимое количество стыков. Например, для изделий с диаметром около 6 см разрешено иметь один поперечный шов. А труба, диаметр которой около 82 см может иметь один шов поперек и два шва вдоль. Внешний грат необходимо удалять.
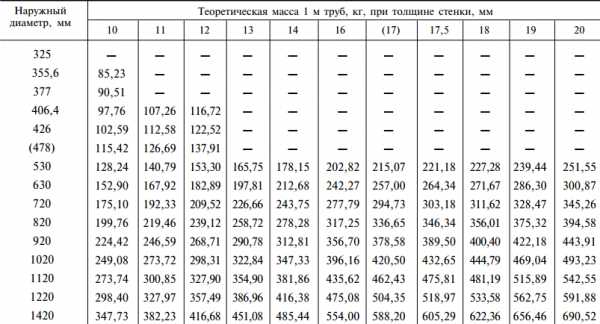 Размеры стальных электросварных прямошовных труб 325-1420мм
Размеры стальных электросварных прямошовных труб 325-1420ммСоотношение длин и диаметров
Конечно же, зависимость этих двух показателей должна быть, поскольку труба с большим диаметром не может быть короткая, а изделие с маленьким диаметром длинным.
Для мерной длины существуют такие границы диаметрального размера:
1. До 7 см 59 метров;
2. До 22 см 69 метров;
3. До 43 см 1012 метров.
Для немерной длины имеются такие ограничения:
1. До 3 см 2 и более метра;
2. До 7 см 3 и более метра;
3. До 15 см 4 метра;
4. От 15 см 5 метров.
Кратная длина это длина изделия, кратность шага которой не меньше 25 см.

Размерная сетка
Инструктаж при принятии решения о приобретении электросварной продукции, как и другого металлического проката, зависит от размерных параметров. Необходимо знать стандарты соединений длины изделия и его диаметра, которые используются отечественным производителем.
Немерная длина изделия:
1. 2 и более метра диаметр сечения не больше 3 см.
2. 4 и более метра до 7 см.
3. 5 и более метров не меньше чем 15 см.
Мерная длина труб:
1. От 5 до 9 метров диаметр до 7 см.
2. От 6 до 9 метров 22 см.
3. От 10 до 12 метров до 43 см.
Помимо этого, изготавливаются электросварные стальные трубы кратных параметров, они должны быть кратны больше 25 см.
Заключение
Ознакомившись с данной информацией о том, что такое прямошовная труба, как она производится, для чего и где применяется, можно с легкостью приобрести именно ту продукцию, которая необходимо в конкретно взятом случае.
o-trubah.com
ТРУБЫ стальные электросварные прямошовные
Из статьи вы узнаете о предназначениях данного изделия, обсудим нюансы различных швов. Коснемся секретов производства и других интересных моментов. Вопрос покупки — в другой статье.
Предназначение и цели
Труба универсальна, применяется во всех сферах: при установке магистрали, в быту и даже в качестве промежуточного сырья. Некоторые строят с её помощью заборы , тренажеры, возводят ограждения.

Много говорится о качестве ППУ труб, и прочих современных “альтернативах”, но поверьте, старая добрая труба из стали — она не подведёт никогда.
Различаем трубы по типу шва: виды, стоимость и т.п.
Стальные трубы бывают множества вариантов исполнения. Знать основные различия нужно не только при прокладке трубопровода, но и при строительстве обычного дома.

Типы шва:
1. выполнен винтовой сваркой (или спиралешовные). Для труб большого диаметра.
2. Прямошовные трубы. Надежны, универсальны, ещё они встанут вам дешевле. Сварка при их изготовлении проводится параллельно оси — это ускоряет процесс.. Иногда обозначаются как труба СЭП — но такая аббревиатура не верна, не используйте её (перевод: “силикатно-эмалевое покрытие”). В нашем случае это просто труба стальная электросварная прямошовная, никаких сокращений нет.
3. трубы, шва не имеющие.
Бывают, в свою очередь:
а) холоднодеформированными (
б) горячедеформированными (из-за особенностей технологии, себестоимость их изготовления неоправданно высока. Задуматься об их применении следует в одном единственном случае: когда толщина стенки требуется максимально большой.
Пара слов о производстве и сроках изготовления
Обычно фирмы, продающие электросварные трубы, устанавливают строк в 15-30 дней. Почему так долго? Ответ: это сложный и длительный процесс.
Для её изготовления используется полоса легированной стали (легированная -т.е. в ней специально подмешены определенные элементы из хим. таблицы Менделеева, с целью придать ей определенные свойства. Хром — это доп. твердость, никель — жаростойкость и т.д.)
Как соединяют 1 край трубы с другим?
Путем высокого напряжения. Сила тока плавит кромки листа, после чего изделию придают необходимую округлость. Но окончательные пропорции труба получает после “обжатия”.
Что лучше: бесшовная труба или с наличием шва?
Какой бы качественной не была сварка, практика показывает, что бесшовные элементы более надежны. Но в конечном счете, всё зависит от задач.
Обычно, бесшовные трубы стоит использовать в агрессивной среде, при прокладке канализации и в условиях, когда трубам необходимо выдержать сильное давление изнутри. К тому же, они дольше служат.
С другой стороны, если труба необходима для транспортировки веществ, в строительстве (для укрепления чего-либо) то наличие видимого шва не является критичным. Более того, квадратная форма невозможна без использования электросварки. А именно она показала лучшие результаты.
Однако не стоит зацикливаться на использовании чего-то одного. Комбинируйте. Например, конструкция водопроводных систем усиливается за счет квадратных труб, тогда как для самого водопровода — применены бесшовные круглые.
Информация по теме:
the-pipe.ru
Чем отличается труба вгп от электросварной
Ассортимент производимых в настоящее время труб весьма обширен. Их изготавливают из специальных трубных заготовок или слитков методами проката и прессования, из полосовой и листовой стали, но есть и такие, которые выливаются специальными машинами.
Имеются трубы круглые, среди которых выделяются электросварные и трубы ВГП, то есть водогазопроводные. Чем они отличается друг от друга мы и попробуем сейчас разобраться.

Трубы электросварные
Такие изделия бывают разных диаметров. Они прямошовные, а их сортамент соблюдается определенными ГОСТами.
Производят их из стали повышенной твердости, которые плохо вытягиваются и раскатываются, методом электросварки. Кромки заготовок соединяют параллельно оси.
Данные изделия нашли применение в строительстве:
- трубопроводов;
- теплосетей;
- газопроводов малого давления;
- иных видов коммуникаций.
Сварная труба отличается усиленным продольным швом, который выполняется сначала с внешней стороны, а потом – с внутренней. Благодаря этому приему продукция выходит очень надежной и способной служить долгое время.

Трубы водогазопроводные
В принципе, такие изделия являются видом электросварных, но шов у них еще больше усилен. Поэтому труба ВГП может похвастаться еще большей прочностью, а антикоррозийную стойкость ей придает редуцирование.
Эти трубы получили популярность у потребителей благодаря таким характеристикам:
- множеством вариантов обработки – сварки или изгиба;
- низкой ценой.
Их нормируют по внутреннему диаметру условного прохода и толщине стенки. Эти параметры и определяют выбор труб ВГП для разных видов работ. Выпускают такие трубы в обычном виде и оцинкованными. Первый вариант хорош тем, что нанесенный на поверхность изделия цинковый слой отлично предотвращает коррозийный процесс. Однако он же делает трубу тяжелее почти на четверть.
Классифицируют трубы и по длинам: имеются мерные, кратные мерным, но с отклонениями и разными припусками, немерные. Обычно такая продукция не имеет резьбы, однако ее можно сделать: цилиндрическую, накатанную, короткую и длинную.
Кроме того, различают трубы и по толщине стенок: они могут быть обыкновенными, усиленными и легкими. Что касается точности, то и в этом параметре есть различия: существуют трубы ВГЛ обычной точности и повышенной, согласно существующим ГОСТам. Используется данный вид труб для отопительных систем, газо- и водопроводов.
Смотрите также:

Как проверить якорь на болгарке мультиметром http://euroelectrica.ru/kak-proverit-yakor-na-bolgarke-multimetrom/.
Интересное по теме: На каком оборудовании производят поликарбонат
Советы в статье “Как отремонтировать светодиодный прожектор” здесь.
Трубы электросварные:
По материалам: http://www.metallomarket-m.ru/truby-vgp-vodogazoprovodnye
euroelectrica.ru
Стальные электросварные прямошовные трубы: ГОСТ 10704-91, характеристики
Труба круглого сечения – идеальный метод транспортировки жидкостей или газа на любые расстояния. Дело заключается именно в форме изделия: круглый трубопровод рассчитан на одинаковое противодействие давлению в любом направлении. Передаваемая жидкость даже с высокой скоростью практически не создает турбулентных потоков.

Выбираем стальные трубы
Классификация металлопроката
Трубы разных размеров и технических характеристик являются самой востребованной категорией металлопроката. Свойства их зависят от исходного сырья и способа производства. Последнее имеет даже большее значение, так как обеспечивает те или иные механические характеристики.
По наличию или отсутствию шва изделия разделяются на две группы:
- электросварные – готовое изделие имеет сварной шов. Такой способ производства легче и требует меньших затрат, соответственно, продукция отличается более доступной стоимостью;
- бесшовные – холоднокатаные и горячедеформированные, изготавливаются из цельной металлической заготовки. Процесс этот сложнее и занимает больше времени. Бесшовные изделия характеризуются высокой стоимостью, но отличаются повышенной механической прочностью и высокой точностью формы.

В свою очередь электросварные также делятся на два вида:
- электросварная прямошовная труба – шов на заготовке продольный. Таким способом производят практически все водоводы общего назначения. Параметры продукции регулируется ГОСТ 10704-91;
- спиральношовная – шов на заготовке имеет вид спирали. Метод обеспечивает высокую прочность на разрыв.
Исходным сырьем для трубопровода выступают углеродистые и легированные стали.
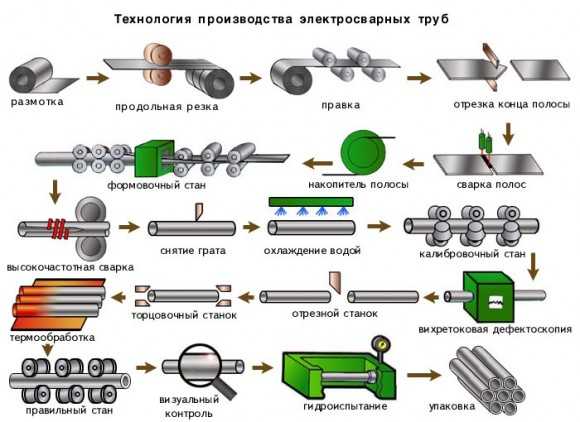
Производство электросварных прямошовных труб
Материалом изготовления являются листы стали соответствующей толщины – штрипс. Поставляется он в виде рулонов.
- Штрипс разворачивается и нарезается на полосы.
- Полосы свариваются в ленту. Технология процесса подразумевает непрерывность, поэтому такая лента изготавливается постоянно и называется бесконечной.
- На вальцовочных станах лента формируется в заготовку с круглым сечением и открытым швом.
- Шов заваривается. На сегодня применяется не менее 4 способов сварки, каждый из которых имеет свои достоинства и недостатки. Приоритетом при выборе выступает прочность и надежность полученного шва, так как от этого зависит класс изделия.
- Прямошовная труба калибруется для достижения точного размера диаметра и толщины стенок.
- Шов подвергается контролю: используется ультразвук или вихревые токи, так как они не разрушают структуру.
- Готовый трубопровод нарезается фрагментами нужной длины и отгружается в склад.

Гост на трубы стальные электросварные прямошовные контролирует механические характеристики изделия, так как для водоводов общего назначения они имеют наибольшее значение. Контроль химического состава изделий не проводится. На фото – готовая продукция.
Если продукция предназначена для устройства водоснабжения и отопления, то проводится цинкование. Изделие погружается в ванну с расплавом цинка. Последний формирует на внутренней и внешней поверхности тонкий слой. Таким образом создается эффективная защита от коррозии.
Труба прямошовная ГОСТ 10704-91: параметры
ГОСТ 10704-91 определяет точные размерные параметры изделия и допустимые отклонения по параметрам и массе.
- Внешний диаметр – составляет диапазон от 10 до 1620 мм.
- Толщина стенок – от 1 до 20 мм, в соответствии с размером диаметра.
- Длина – параметр определяется диаметром изделия.
- Немерная длина при диаметре до 30 мм составляет не менее 2 м, от 30 до 70 мм – не менее 3. Для размера от 70 до 152 допускается длина от 4 м, а больше 152 – от 5 м.
- Мерная длина при диаметре до 70 мм может быть от 5 до 9м, до 219 – колебаться от 6 до 9м. До 426 мм диапазон составляет 10–12 м. Изделия с большим диаметром выпускаются только немерные.

Трубы стальные электросварные прямошовные выпускаются в двух классах точности:
- – с обрезкой концов, заусенцы удаляются.
- – без обрезки, снятие заусенцев не проводится.
Согласно ГОСТ 10704-91 возможные отклонения по длине зависит от класса точности: +15 мм для 1 класса и +100 мм для 2.
Область применения
- Водоснабжение – стальные прямошовные трубы одинаково эффективны и для горячего, и для холодного водоснабжения, так как металл к таким перепадам температур и давления малочувствителен.

- Системы отопления – как городские, так и локальные. В случае, если теплоноситель имеет рабочую температуру выше 95 С, а в тепловую магистраль от котельной передается перегретая жидкость, применять можно только стальные водоводы.

Поделиться полезной статьей:
Похожие статьи
trubygid.ru
Спирально-шовная труба – Большая Энциклопедия Нефти и Газа, статья, страница 1
Спирально-шовная труба
Cтраница 1
Спирально-шовные трубы могут изготавливаться из стали любой марки ( см. табл. 6.1 – 2) за исключением марки А-25. [1]
Применять спирально-шовные трубы для изготовления секторных колен у тепловых сетей не разрешается. [3]
Для спирально-шовных труб по данным Сайбела значение е следует разделить на ааМр, где аа – касательное напряжение, перпендикулярное шву; аф – касательное напряжение по сечению, перпендикулярному оси трубы. [4]
Врезка отводов в спирально-шовные трубы должна предусматриваться не ближе 100 мм от спирального шва. При невозможности выполнения этого требования участок врезки следует заменить прямошовной или бесшовной трубой. [5]
Напряженные деформированные состояния спирально-шовных труб при повторно-статических нагрузках / / Нефтепромысловое дело и транспорт нефти. [6]
Технологический процесс производства спирально-шовных труб автоматической дуговой сваркой под слоем флюса состоит из следующих операций: разматывание рулона, правка полосы, обрезка концов рулонов, стыковка концов рулонов, образование петли для обеспечения непрерывности процесса, обрезка кромок, очистка кромок, снятие фасок на кромках полосы, формов-да трубной заготовки, сварка наружного и внутреннего швов, разрезка бесконечной трубы на заданные длины с последующей отделкой. [8]
Технологический процесс производства спирально-шовных труб может осуществляться по двум схемам: по непрерывной схеме, когда передний конец последующей полосы приваривают к заднему концу предыдущей полосы без остановок процесса сварки, и по прерывистой схеме, когда стыковку концов двух полос производят при остановке стана. [9]
Газопроводы монтируют из стальных бесшовных, сварных прямошовных и спирально-шовных труб, изготовленных из хорошо сваривающихся сталей. Шовные стальные трубы не рекомендуется прокладывать в земле, поскольку могут разойтись швы и появиться утечка газа. [10]
Для строительства газопроводов применяют стальные бесшовные, сварные прямошовные и спирально-шовные трубы. Трубы изготовляют из хорошо сваривающихся стал ей, содержащих е более 0 27 % углерода, не более 0 05 % серы у ( не более 0 04 % фосфора. Сварные шва стальных труб должны быть равнопрочны основному металлу трубы. Трубы подвергают гидравлическим испытаниям на заводах-изготовителях. [11]
Кроме того, металл спирально-шовных труб работает в более благоприятных условиях, чем металл прямошовных труб, так как волокна его катаной структуры направлены под углом навивки к продольной оси трубы. Недостатком спирально-шовных труб считают большую протяженность сварных швов по сравнению с прямошовными трубами, спиральношовные трубы нельзя гнуть, они плохо копируют местность. [12]
Экономическая эффективность термически упрочненных спирально-шовных труб диаметром 820 – 1220 мм достигается за счет снижения толщины стенки на 12 – 15 % и использования наиболее дешевой рулонной стали. [13]
Выбор угла формовки при производстве спирально-шовных труб оказывает существенное влияние на прочностные свойства трубы и технико-экономические показатели. [14]
Если необходимо произвести врезку в спирально-шовную трубу, минимальное расстояние от спирального шва до врезаемого отвода должно быть не менее 200 мм. [15]
Страницы: 1 2 3
www.ngpedia.ru