
Вытяжка для сварочного стола(поста)? – Вентиляция и кондиционирование
какой ? технические характиристики в студию.
канальный вентилятор S&P Td-1000/250
Производитель Soler & Palau (Испания)
Частота вращения 2800 мин-1
Мощность, 125 Вт
Потребляемый ток 0.5 А
Макс. расход воздуха 1010 м3/ч
Мин. расход воздуха 900 м3/ч
Уровень звукового давления на расстоянии 3м 40 дБ
Масса 9.4 кг
Фазность 1 ~
Макс. температура воздуха 60 C
Максимальная температура перемещаемого воздуха при регулировании 60 C
Размеры вентилятора
Диаметр 248 мм
Ширина 291 мм
Крепёж 168 мм
Наружный диаметр 272 мм.
приток аль вытяжку?
Вытяжку.
Канальник уже работает.
Завтра – забираю воздуховоды к нему и буду колхозить сварочный зонт.
Канальник хороший , но как бы бытовой.
Я для него сделал фильтр из синтепона – чтобы не умер сразу.
Синтепон в общем недорогой и как показало моё его использование – неплохо защищает вентилятор – подшипники от всякой абразивной пыли и т.п.
Да, топикостартеру – делайте вентиляцию срочно и респиратор ЗМ для сварщиков.
Там угольный фильтр — очень даже ничего помогает от всякой заразы.
Иначе, всё это приведёт к плохому итогу.
Изменено пользователем wwwwww.chipmaker.ru
Вентиляция сварочного поста: расчет вытяжки своими руками
Содержание статьи:
Условия работы в сварочном цеху особенно неблагоприятны для сотрудников. Во время сварки воздух насыщается окислами углерода, азота, фтора, озона.
Задачи вентиляции сварочного цеха
Сварочный цех
Используя локальные средства (купола, отсосы, укрытия) вытянуть максимальное количество ядовитых примесей, не давая им распространиться по всему помещению;
- С помощью общей системы вентиляции сварочного цеха очистить воздух от тех примесей, которые успели распространиться далее;
- Обеспечить приток свежего воздуха для уменьшения концентрации ядовитых примесей.
Система вентиляции сварочного цеха
Один из наиважнейших пунктов в организации вентиляции сварочного цеха – это сооружение локального отведения. Чем лучше место сварки отгорожено, тем меньше в атмосферу цеха будет попадать вредных веществ.
То есть уменьшается требуемая мощность вытяжки. На габариты и мощность вытяжного механизма влияет характер сварочных работ. Если в основном варят небольшие детали и делают это в одном и том же месте, организация вентиляции сварочного поста обойдется дешевле. Около двух третей ядовитых примесей улавливается с помощью куполов, остальное общецеховой вытяжкой. Но в том случае, если во время сварки необходимо передвигаться вокруг крупного объекта, локальные вытяжки не эффективны.
Вентиляцию сварочного поста необходимо оборудовать мощными вытяжными системами, 30% мощности необходимо направить на верхний ярус цеха, а 70% на нижний.
Расчет вентиляции сварочного цеха
Расчет вентиляции сварочного производства осуществляется на основании количества используемых в час электродов. Так, при сварке ручным методом на один килограмм электродов приходится от 1,5 до 4,5 тысяч кубометров воздуха в час. Если сварка проводится полуавтоматическим методом в углекислой среде, на килограмм электродов закладывают от 1,7 до 2 кубометров воздуха в час. В среднем один рабочий использует около пяти килограммов электродов в час.
Для вентиляции сварочного производства необходимо брать мощные вентиляторы, устанавливаются они снаружи здания на специальных подпорках. Вентканалы монтируются из металлических труб в местах, доступных для монтажа и наиболее близких к местам работы.
При монтаже вентиляции сварочного участка важно расположить приточные трубы таким образом, чтобы они захватывали места нахождения рабочих и одновременно с этим облегчали функцию оттока загрязненного воздуха.
В некоторых случаях на вытяжной части вентиляции сварочного участка оборудуется фильтр. Это позволяет создавать рециркуляцию воздуха в цехе, не выбрасывая вредные примеси в атмосферу города.
Расчет местной вытяжной вентиляции в сварочных кабинах
6.2 Расчет местной вытяжной вентиляции в сварочных кабинах
Обоснование необходимости вентиляции
При проведении сварочных работ происходит большое выделение вредных веществ, таких как, сварочный аэрозоль, окись углерода, окись марганца. Общеобменная вентиляция недостаточно эффективна, недостаток ее заключается в том, что обеспечивается в среднем по рабочей зоне более или менее удовлетворительное состояние воздушной среды, она не решает вопроса кардинального улучшения санитарно – гигиенического состояния воздуха в зоне дыхания сварщика, где концентрация вредных веществ очень высока, так как распространение грязного воздуха происходит по всему помещению и требуется местный и быстрый отсос загрязненного воздуха.
Конструктивное решение системы вентиляции
Схема вентиляционной системы в плане показана на рисунке 6.1.
В качестве всасывающих панелей над сварочными столами (1) размещаются панели Чернобережского для сварки мелких деталей. На стационарных постах (2) размещаются двухсторонние воздухоприемники ЛИОТ-1 для сварки крупных деталей.

Рисунок 6.1 – Схема вентиляционной системы в плане:
1 – стол сварщика; 2 – стационарный пост;
3 – воздухоприемник ЛИОТ – 1;
4 – панель Чернобережского;
5 – общий воздуховод; 6 – вентилятор
Внешний вид всасывающих панелей показан на рисунке 6.2 и технические характеристики в таблице 6.6.
а) панель Чернобережского б)воздухоприемник ЛИОТ – 1
Рисунок 6.2 – Всасывающие панели
Таблица 6.6 – Параметры воздухоприемников
Поз | Наименование | Размеры, м | Кол – во |
3 | ЛИОТ – 1 | 0,9х0,45 | 2 |
4 | Панель Чернобережского | 0,9х0,645 | 2 |
Общий воздуховод располагается на высоте 4,5 м над уровнем пола.
Вентилятор располагается вне помещения на боковой стене на площадке расположенной на высоте 4,5 м над уровнем пола.
Общий необходимый воздухообмен L, м3/ч, определяется по формуле /15/
(6.1)
где объем отсасываемого воздуха воздухоприемником
ЛИОТ – 1, м3/ч;
объем отсасываемого воздуха панелью Чернобережского, м3/ч;
Объем отсасываемого воздуха панелью Чернобережского , м3/ч, определяется по формуле /16/
(6.2)
где скорость прохода воздуха через живое сечение панели, м/с, равное м/с /16/;
площадь живого сечения панели, м2.
Площадь сечения составляет 23-25% от габаритной площади. Принимаем 25%.
По расчету
м3/ч
Для воздуприемников ЛИОТ – 1 объем отсасываемого воздуха , м3/ч, принимаем равным =4000 м3/ч.
По расчету
м3/ч
Аэродинамический расчет воздуховодов
При расчете воздуховодов составляется аксонометрическая схема, показанная на рисунке 6.3.
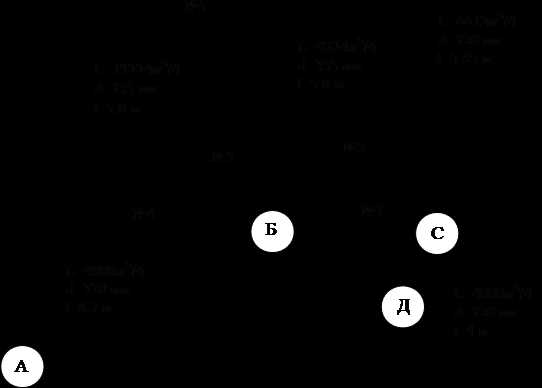 |
Рисунок 6.3 – Аксонометрическая схема системы вытяжной вентиляции
Общая потеря давления РП, кг/м3, определяется по формуле /16/
, (6.3)
где РТР – потеря давления от трения, кг/м3;
РМС – потеря давления в местных сопротивлениях, кг/м3.
Потеря давления от трения РТР, кг/м3, рассчитывается по формуле/16/
, (6.4)
где скорость движения воздуха в воздуховоде, м/с;
ускорение силы тяжести, равное q=9.8 м/с2;
плотность воздуха, кг/м3, равная кг/м3;
коэффициент трения воздуха о стенки, равный /16/;
диаметр воздуховода, м;
длина воздуховода, м;
коэффициент местного сопротивления в фасонных частях воздуховода.
Потери давления на фасонных участках воздуховодов составляют:
Участок №1 (Укрытие Д) – на входе, в 2 коленах (=900)
Участок №2 (Укрытие С) – на входе, в тройнике I
Участок №3 (Укрытие Б) – на входе в укрытие, в 2 тройниках II, III
Участок №4 (Укрытие А) – на входе в укрытие, в 3 коленах (=900), на входе в вентилятор
Участок №5 – на выходе из шахты с зонтом
Результаты аэродинамического расчета сведены в таблицу 6.7.
Подбор вентилятора
Напор, который должен развивать вентилятор, преодолевая сопротивления РВ, кг/м3, определяется по формуле /16/
, (6.5)
где – динамическое давление на конечном участке, кг/м3.
По расчету
кг/м3.
Подача вентилятора с учетом потерь и подсосов воздуха в воздуховодах LВ, м3/ч, определяется по формуле /16/
,
где – коэффициент потерь, для стальных воздуховодов длиной до 59 м равный =1,1.
По расчету
м3/ч.
Потребная мощность вентилятора NP, кВт, определяется по формуле /16/
, (6.7)
где – КПД вентилятора, равный =0,95 /16/;
– КПД передачи, равный =0,95 /16/.
По расчету
кВт.
Установочная мощность электродвигателя NУС, кВт, определяется по формуле /16/
,
где – коэффициент запаса мощности, равный =1,2 /16/.
По расчету
кВт.
Таблица 6.7 – Результаты аэродинамического расчета воздуховода
№ |
м3/ч | м |
м/с |
м | кг/м3 | Полное сопротивление в конце участка, РП | |||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
1 | 4000 | 4 | 6 | 0,32 | 0,062 | 0,25 | 2 | 2,25 | 2,2 | 4,95 | 4,95 |
2 | 6612 | 5,95 | 7,3 | ,032 | 0,062 | 0,37 | 1,4 | 1,77 | 3,2 | 5,6 | 10,55 |
3 | 9224 | 5,8 | 8,9 | 0,355 | 0,056 | 0,32 | 1,8 | 2,12 | 4,8 | 10,1 | 20,65 |
4 | 4000 | 8,7 | 8,9 | 0,32 | 0,062 | 0,53 | 2,4 | 2,93 | 4,8 | 14 | 34,65 |
5 | 13224 | 0,2 | 10,2 | 0,66 | 0,03 | 0,006 | 1,05 | 1,056 | 6,3 | 6,65 | 41,3 |
Согласно полученным результатам принимаем центробежный вентилятор низкого давления Ц4-70 №7 технические данные, которого по /17/ занесены в таблицу 6.8.
Таблица 6.8 – Техническая характеристика вентилятора Ц4-70 №7
Параметры | Значение |
Диаметр рабочего колеса, мм Частота вращения рабочего колеса, об/мин Производительность, тыс. м3/ч Давление, кг/м2 Потребляемая мощность, кВт КПД вентилятора | 700 725 8,5-19 42-61 2,85 0,805 |
Двигатель для вентилятора выбираем исходя из мощности, принимаем по /18/ двигатель АО-42-4 с мощностью 2,8 кВт.
Детально рассмотрев вытяжную систему местной вентиляции в сварочных кабинах участка по ремонту автосцепного оборудования вагонов, приходим к выводу, что воздух в рабочей зоне приведения сварочных работ будет в оптимальных пределах.
vunivere.ru
Вытяжная вентиляция сварочного поста
Санитарные правила при сварке, наплавке и резке металлов.
(утв. Главным государственным санитарным врачом СССР 5 марта 1973 г. N 1009-73)
Местная вытяжная вентиляция
41. Для улавливания сварочного аэрозоля у места его образования при рассматриваемых способах обработки металла на стационарных постах, а также где это возможно по технологическим условиям на нестационарных постах, следует предусматривать местные отсосы.
42. При ручной электросварке и наплавке крупногабаритных изделий следует применять поворотно-подъемные наклонные панели одно – или двухстороннего равномерного всасывания.
Низ панелей необходимо располагать над местом сварки не выше 350 мм.
43.При сварке и наплавке мелких и средних изделий, применительно к условиям работы и типу аппаратуры, конструкции местных отсосов могут выполняться в виде вытяжного шкафа, вертикальной или наклонной панели равномерного всасывания, панельного наклонно-щелевого остоса, стола с нижнимподрешеточным отсосом и надвижным укрытием и т.п.
44. Скорость движения воздуха, создаваемая местными отсосами у источников выделения вредных веществ, должна быть:
– при ручной сварке не менее 0,5 м/с;
– при сварке в углекислом газе не более 0,5 м/с;
– при сварке в инертных газах не более 0,3 м/с;
– при резке титановых сплавов и низколегированных сталей:
а) газовой не менее 1,0 м/с
б) плазменной не менее 1,4 м/с;
– при плазменной резке алюминиево-магниевых
сплавов и высоколегированных сталей не менее 1,8 м/с
– при плазменном напылении не менее 1,3 м/с
– при заточке торированных вольфрамовых электродов не менее 1,5 м/с
45. Количество вредностей, локализуемых местными отсосами (с учетом скорости движения воздуха в помещении и других факторов), для вытяжных шкафов составляет не более 90%, для остальных видов местных отсосов – не более 75%.
Оставшееся количество вредностей (10-25%) должно разбавляться до предельно допустимой концентрации (ПДК) с помощью общеобменной вентиляции.
Общеобменная вентиляция
46. При расходе сварочных материалов на 1 м3 цеха менее 0,2 г/ч и при наличии в здании цеха аэрационных фонарей и значительной площади открываемого бокового остекления – устройство общеобменной вентиляции необязательно. В эту величину не входит расход хромоникелевых сварочных материалов.
47. Количество воздуха, необходимое для растворения до предельно допустимых концентраций вредных веществ, встречающихся в воздухе сварочных цехов, должно находиться в пределах, указанных в прил. 2.
48. Сварочные участки, сообщающиеся проемами со смежными помещениями, где не производится сварка или резка металлов, должны иметь механическую вытяжную вентиляцию, независимо от наличия фонарей.
49. При разбросанности участков сварки и резки металлов и наличии между ними зон с меньшими загрязнениями воздуха вентиляцию следует устраивать по участкам, со схемой организации воздухообмена, предотвращающего перетекание вредностей.
50. Расчетные параметры наружного воздуха следует принимать согласно нормам проектирования отопления, вентиляции и кондиционирования воздуха.
51. Раздачу приточного воздуха необходимо осуществлять:
а) рассеянно в рабочую зону помещений, в основном на несварочные участки – при сварке в среде инертных газов, а также там, где вытяжная вентиляция решена посредством устройства местных отсосов.
Скорость движения воздуха на рабочих местах должна быть не более 0,3 м/с;
б) сосредоточенно в верхнюю зону помещений – в остальных случаях.
Скорость движения воздуха в рабочей зоне должна находиться в пределах от 0,3 до 0,9 м/с при электродуговой сварке и наплавке и не более 0,5 м/с – при других видах сварки.
52. При газопламенной обработке металлов сжиженными газами и отсутствии местных отсосов 2/3 воздуха следует удалять из нижней зоны помещений и 1/3 – из верхней (естественным или механическим путем).
53. При раздаче приточного воздуха в рабочую зону помещений кабины крановщиков должны быть обеспечены механической вентиляцией с подачей чистого воздуха.
Вентиляция при сварке внутри замкнутых и полузамкнутых пространств
54. При сварке внутри изделий следует предусматривать или местную вытяжку или осуществлять общеобменную вентиляцию, как за счет удаления из них загрязненного воздуха, так и путем подачи в них чистого воздуха.
55. При сварке внутри изделий возможно применение вытяжных высоковакуумных установок с малогабаритными передвижными местными отсосами.
56. При осуществлении вентилирования внутри изделий за счет общеобменной вытяжной вентиляции объемы удаляемого воздуха должны определяться расчетом, исходя из количества одновременно работающих сварщиков и количества расходуемого ими сварочного материала.
57. При сварке внутри изделий, размещенных в помещении, скорость движения воздуха на рабочем месте должна составлять 0,7-2,0 м/с. Температура подаваемого вентустановками воздуха не должна быть ниже 20°С.
58. Воздух, удаляемый вытяжными установками при сварке внутри изделий, следует, как правило, из помещения отводить наружу.
Выброс загрязненного воздуха в помещении в виде исключения можно допустить от переносных вытяжных установок. Для этого случая следует при расчете общеобменной вентиляции учитывать количество вредностей, выбрасываемых в помещение.
59. При невозможности осуществления местной вытяжки или общего вентилирования внутри изделий следует предусматривать принудительную подачу под маску сварщика чистого воздуха в количестве 6-8 м3/ч, в холодный период года подогретого до температуры не ниже 18 С.
Такая подача воздуха целесообразна при сварке изделий и с антикоррозийными покрытиями, а также при работе, производимой в помещении при высоких концентрациях сварочного аэрозоля, когда нет возможности организовать эффективную местную вентиляцию (например, электросварка цветных металлов, чугуна).
60. В специальных помещениях или металлических шкафах для хранения баллонов со сжиженным газом должна быть предусмотрена естественная вентиляция через верхние и нижние части помещений или шкафов.
airvent.org
Вентиляция сварочного поста в Санкт-Петербурге (СПб)

Вентиляция сварочного поста одно из ключевых направлений деятельности компании «Нева Климат».
Мы более десяти лет профессионально занимаемся монтажом вентиляции сварочного поста в Санкт-Петербурга (СПб) и области.
Работа в помещении для сварки сопряжена с риском столкновения с повышенной концентрацией опасных веществ. Такую нежелательную ситуацию в помещении для сварки призвана предотвратить вентиляция сварочных постов.
Задачи общеобменной вентиляции сварочного цеха
Общеобменная вентиляция для помещения, где осуществляется процесс сварки, должна очищать воздух от примесей, успевших распространиться далее. Общеобменная вентиляция при сварке должна удалять «отработанный» воздух и замещать его чистым приточным.
При этом вытяжка вентиляции сварочного цеха должна быть оборудована фильтрами, очищающими воздух до его выхода в атмосферу за пределы помещения для сварки. А приточная система до поступления воздуха в сварочные помещения должна обеспечивать нужные параметры температуры и влажности. Для этого установки приточной вентиляции сварочного цеха наделяются функциями очистки, нагрева или охлаждения воздуха.
Задачи локальной вентиляции сварочного рабочего места
К задаче локальной вытяжной системы вентиляции относится удаление максимального количества вредных примесей – азота, фтора, оксида углерода, озона – из вздуха, окружающего сварочный рабочий участок. Удаление опасных веществ с помощью вытяжной вентиляции должно производиться максимально быстро, до их выхода за пределы рабочего места для сварки и попадания их в общеобменную систему вентиляции сварочного цеха.
Расчет для сварочного цеха вытяжной системы должен быть выполнен так, чтобы при сварке вредные вещества не выходили за пределы рабочего места в объемах, превышающих максимально допустимые для здоровья сотрудников.
Система приточной вентиляции сварочного рабочего места должна обеспечивать приток свежего воздуха, понижающего концентрацию вредных веществ на сварочном рабочем участке.
Расчет вентиляции сварочного цеха
Расчет системы для сварочного цеха, устанавливаемых для помещений сварки, осуществляется на основе данных о количестве используемых электродов за один час.
Расчет вытяжной системы сварочного цеха исходит из того, что при сварке ручным методом на 1 кг электродов должно приходиться 1,5-4,5 м3/ч. Для полуавтоматической сварки 1 кг электродов требует 1,7-2 м3/ч. При этом один рабочий сварки за 1 час использует около 5 кг электродов.
При проектировании вытяжек вентиляции расчет исходит из того, что 70% мощности вентсистемы сварки придется на нижний ярус цеха, а оставшиеся 30% – на верхний ярус сварочного помещения.
Вентиляция сварочных постов с рекуперацией тепла
Для такого энергоемкого производства как сварочный цех вопрос расходов на электроэнергию стоит крайне остро. Вентиляционные приточные системы, используемые при сварке, для нагрева или очищения воздуха также потребляют немалое количество энергии. При этом приходящий в помещение для сварки воздух может из-за вытяжки покидать здание, не успевая передать тепло внутрь помещения. Такая приточно-вытяжная система при сварке расходует много электроэнергии, показывая сомнительную эффективность.
Для энергоемкой сварки используются системы с рекуперацией тепла. При ней вытяжной воздуховод, удаляющий воздух из помещения для сварки, имеет зону теплообмена с приточным воздуховодом, несущим воздух внутрь помещения и на участки.
Таким образом, система вентиляции при сварке позволяет нагревать приходящий воздух не только за счет работы вентиляторов, но и за счет уходящего воздуха. Системы с рекуперацией тепла при сварке помогают экономить до 30% электроэнергии, используемой для работы вентиляторов притока.
Система вентиляции сварочного поста от профессионалов компании «Нева Климат».
Для заказа вентиляции сварочного участка позвоните нам по телефону +7 (812) 611-07-37 или закажите обратный звонок у нас на сайте. Наши специалисты проведут расчет вентиляции сварочного цеха, создадут проект и проведут монтаж системы воздухообмена при сварке под ключ: от первичного расчета вытяжной системы до пуско-наладочных мероприятий и составления актов о выполненных работах в помещении для сварки.
Мы имеем более, чем пятилетний опыт проектирования и установки систем воздухообмена сварочных постов и других производственных участков.
Мы также оказываем услуги по техническому обслуживанию вентиляционной системы сварочного участка и других производственных постов и цехов.
nevaclimat.com
Сварочный пост – требования и советы по организации
Чаще всего в домашних условиях сварочные работы проводятся в месте, где это удобно. Но сварка — довольно травмоопасный процесс и для обеспечения безопасности сварщика нужно оборудовать сварочный пост.
Что это такое, какие требования должны соблюдаться и как правильно организовать такое рабочее место? Постараемся это выяснить в нашем материале.
Сварочный пост и его виды
По сути, это рабочее место сварщика, которое оборудуется со всеми требованиями безопасности и, конечно же, должно создавать удобные условия для сварочных манипуляций.
Зависимо от вида оборудования, с которым работают, сварочные посты могут быть газосварочными и электросварочными. В чем разница между ними?
Работа газосварки построена на горении газа в горелке, который расплавляет металл. Как и у любого газового оборудования, здесь повышенные требования к вентиляции.
Место работы электросварщика не менее травмоопасно, но здесь больше внимания уделяется защите от поражения электрическим током.
Однако, с каким бы оборудованием не приходилось работать, в любом случае сварочный пост должен иметь хорошую вытяжку и приточную вентиляцию.
По сути, место для работы — это стол с ящиками для всего необходимого. В зависимости от возможностей, сварочные посты бывают стационарными и передвижными.
- Стационарные — располагаются в одном месте и могут иметь двигающуюся столешницу.
- Передвижные посты позволяют их перемещать в нужное место (что довольно удобно при сварке массивных конструкций).
Чаще всего такие рабочие места оборудуются в цехах или на строительстве объекта. Но, если Вы планируете часто использовать сварочное оборудование, то такой пост не помешает обустроить и у себя в мастерской.
Как обустроить газосварочный пост
Для работы с газовой сваркой и обустройства места работы с ним нужно, во-первых, само оборудование.
- Генератор ацетилена.
- Кислород (баллоны с редуктором).
- Рукава для подачи газа, и горелки.
Переносной газосварочный пост для использования такого оборудования изготавливают в виде тележки, которую легко перемещать в нужное место. Чаще всего используется трубная конструкция с платформой. Переместив оборудование на нужное место, сварщик разворачивает и подтягивает рукава к месту работы.
Оборудование сварочного поста газосварщика включает следующие элементы.
- Стол, как правило, имеет металлическую столешницу.
- Газовое оборудование располагается в стороне (на предприятиях подача газа может быть централизованной по газопроводу).
- Возле стола (обычно сверху) располагается вытяжка. Для удаления продуктов горения.
- Обязательно устраивается хорошее освещение.
По требованиям безопасности, сварочный пост для газовой сварки должен находиться на расстоянии не менее 10 метров от генератора ацетилена и кислородного баллона. Такой же метраж соблюдается при расположении оборудования от источников открытого огня!
Если приходиться работать в замкнутом пространстве или же труднодоступных местах, то обязательно нужно обеспокоиться дополнительной подачей воздуха!
Как оборудовать пост электросварщика
Независимо от функциональности (неподвижный или передвижной) место работы электросварщика должно соответствовать таким требованиям.
- Обязательное заземление оборудования.
- Достаточная освещенность (лучше всего, когда сочетается естественный и искусственный свет).
- Бетонные или кирпичные полы.
- Столешница из стали и чугуна, к которой подведен кабель массы.
- Наличие ящиков или карманов, где можно уложить электроды.
- Для возможности работать сидя — сидение из диэлектрического материала.
- Резиновый коврик, на котором можно стоять.
Также для работы на улице обустраивают накрытие для защиты места от осадков.
Стационарный пост
Стационарные посты должны соответствовать следующим требованиям.
- Неподвижное рабочее место обычно изготавливают в виде закрытой кабины без кровли. Площадь такого поста не должна быть меньше 3-х м². Высота стен 2 метра. Вход в кабину прикрывается ширмой из брезента.
- Внизу кабины должен быть зазор между стенами и полом (250-300 миллиметров).
- Рабочий стол изготавливается из стали или чугуна. Площадь столешницы не менее одного квадратного метра.
- Сам стол может регулироваться по высоте, чтобы сварщик мог работать стоя или сидя. Для стоячей работы столешница устанавливается на расстоянии 90 см от пола. Для сидячих работ — 50-60 см.
- Окружающие стены такой кабинки должны быть из негорючего материала. Окрашивают их краской в светло-серые тона. Сами белила должны поглощать ультрафиолетовое излучение.
- Обязательно устанавливается хорошая вытяжка для удаления дыма и других продуктов горения. Также нужна и приточная вентиляция. При этом по требованиям безопасности вентилирование должно обеспечивать обмен воздуха объемом не менее 40 куб. метров в час.
- Освещение должно быть не менее 60-80 люменов по яркости. Очень хорошо, когда такой пост может сочетать уличный свет с ламповым искусственным.
Стационарные посты в обязательном порядке имеют заземление всего оборудования!
Кроме этого, обязательно устанавливается стационарное сварочное оборудование. Обязательно наличие рубильника, позволяющего обесточить все аппараты в экстренном случае.
Также оборудуются дополнительные ящики и крепления для расходников и инструментов.
Передвижной пост
Такие посты очень удобны при сварке на больших пространствах и работе с большими по параметрам конструкциями.
- Все оборудование для электросварки располагается на передвижной тележке.
- Длина кабелей должна обеспечивать удобства перемещения при работе.
- При сварке на улице не стоит устраивать дополнительную вентиляцию. Продукты горения, выделяемые в процессе сварки, сами быстро разносятся.
- Переносной сварочный пост для работы вне помещений должен иметь щиты для быстрой сборки навеса в случае выпадения осадков.
- Для защиты окружающих от воздействия вспышек электрической дуги такие посты дополнительно должны комплектоваться разборными щитами, которые можно легко перемещать по территории.
- Чтобы сварщику было удобно работать, передвижные посты дополнительно имеют специальные тумбы и крепления для размещения электродов и инструментов.
Обустройство вентиляции
Обеспечение нормального воздухообмена при сварочных работах, наверное, самый важный пункт после требований по безопасности оборудования.
Сварка сопровождается интенсивным плавлением и горением металла, в процессе которого выделяется значительный объем вредных газообразных веществ.
Вытяжка для сварочного поста должна обеспечить как минимум три пункта безопасности.
- Во-первых, свести к минимуму вредные испарения путем принудительной откачки (вытяжки).
- Во-вторых, обеспечить подачу нужного количества свежего воздуха в необходимых объемах.
- В третьих, удалить продукты горения со всего помещения (например, цеха), по общей вентиляции.
При незначительных объемах сварочных работ вентиляцию можно обустроить путем естественной приточно-вытяжной системы.
Если в помещении ведутся интенсивные сварочные работы, обязательно обустраивается местный воздухообмен возле каждого сварочного поста и общая система воздухообмена.
В помещение воздух подается принудительно струями со скоростью от 0,4 до 2 метров в секунду.
Вытяжка в таком случае также принудительная.
Если сварщик работает в очень замкнутом пространстве, то обязательно осуществляется подача свежего воздуха непосредственно под маску.
А что вы думаете по этому поводу? Насколько целесообразно оборудовать сварочный пост в домашних условиях? Какие требования по безопасности работы Вы соблюдаете в обязательном порядке? Поделитесь своим опытом в блоке комментариев к этой статье.
wikimetall.ru
Местная вытяжная вентиляция
Темы: Техника безопасности при сварке.
Местная вытяжная вентиляция в сварке и резке получила наибольшее распространение в виде местных отсосов (МО), которые максимально приближены к источнику вредных веществ и расположены таким образом, чтoбы сварочная пыль, газы отклонялись oт лица сварщика.
Другие страницы по теме
Местная вытяжная вентиляция
:Для оценки эффективности МО используется величина ηMO = mМО / mВВ, где mМО – количество ВВ, удаляемых МО. Необходимо, чтобы ηMO ≥0,75. Оставшееся количество ВВ должно разбавляться до ПДК общеобменной вентиляцией.
Расход воздуха, м3/ч, удаляемого МО
L = 3600Fo vo,
где Fo – площадь всасывающего отверстия МО, м2 ; Vo – скорость воздуха в этoм отверстии, м/c.
Площадь Fo и его форму выбирают из конструктивных соображений в зависимости oт вида сварки или резки, используемогo оборудования и тaк далee. Скорость Vo находится из условий обеспечения заданнoй скорости воздуха Vx в зоне сварки (резки) на расстоянии x (в метрах) от центра всасывающего отверстия.
Величина Vx должна быть (м/с):
- пpи ручной сварке ≥0,5;
- пpи сварке в углекислом газе ≤0,5;
- пpи сварке в инертных газах ≤0,3;
- пpи плазменной и газовой резке титановых сплавов, низколегированных сталей соответственнo ≥1,00 и ≥1,4;
- пpи плазменной резке алюминиевомагниевых сплавов, высоколегированных сталей ≥1,8;
- пpи плазменном напылении ≥1,3;
- пpи заточке торированных вольфрамовых электродов ≥1,3.
Для МО простейшей формы скорость Vo определяют по следующим формулам:
- для круглых и квадратныx отверстий без экрана vo = 16vx (x / d)2,
- то же, c экраном vo = 8vx (x / d)2, гдe d – диаметр круглого отверстия или гидравлический диаметр для квадратного отверстия, м;
- для прямоугольных отверстий щелевидной формы шириной b : vo =6vx x / b.
При x < 0,5d и x < 0,5b для определения vо можно использовать графики, показанные на рис. 1, где приведены спектры относительныx скоростей всасывания V‾ = vх / vо• 100 % для различных всасывающих отверстий (а и г – круглое и кольцевое отверстия; б, в – отверстия щелевидной формы c соотношением сторон 1 : 10 при горизонтальном расположении воздуховода на плоскости и в пространстве). В этих случаях vо = 100 vх / V‾ψ.
Для щелевых и круглых отверстий, расположенных вблизи ограничивающих поверхностей,
vо = 100vx / V‾ψ,
где ψ см. на рис. 1, д.

Для механизированной и ручной сварки мелких изделий местная вытяжная вентиляция применяется в виде сварочных столов (С100, ССН-1 и дp.) со встроенными МО, выпускаемыe в двух вариантаx: со встроенным вентилятором (риc. 2, a) и для присоединeния к цеховой системe местной вытяжной вентиляции.
На стационарных сварочных постах применяют вытяжные панели (риc. 2, б, в). Расход воздуха определяется из расчетa 3300 м3/ч нa 1 м2 площади панели.
При сварке изделий длиной дo 2…3 м используют подъемно-поворотные воздухоприемники.
Пpи сварке в замкнутых объемаx вытяжка воздуха осуществляется черeз гибкий шланг, присоединeнный к всасывающему воздуховоду общецеховой вытяжной системы. Возможнa подача воздуха под маску сварщика, равнaя 110…140 л/мин.
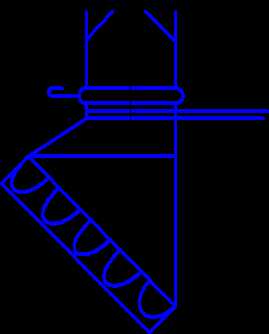
При сварке под флюсом применяют щелевидные воронкообразные воздухоприемники (рис. 3), устанавливаемые на высоте 40… 50 мм над поверхностью флюса. Расход воздуха (м3/ч) L = 123√I , где I – сила сварочного тока, А.
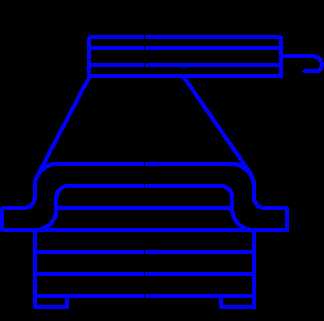
Схемы воздухоприемников, встроенныx в сварочные горелки пpи механизированной сварке в углекислом газе показаны на риc. 4. Побудителями движения в местном отсосе пpи сварке в защитных газах чащe всего являютcя водокольцевые вакуум-насосы типa ВВН.
Пример. Расчет местной вытяжной вентиляции. Определить расход воздуха, удаляемого от установки автоматической сварки в СО2.
Воздухоприемник выполнен в видe цилиндрической воронки со всасывающим отверстиeм диаметром d = 50 мм (Fo = 1,96 • 10-3 м2 ) и расположен на высоте h = 50 мм нaд свариваемым изделием.
Расстояние по горизонтали от точки сварки до оси приемника х = 50 мм. Допустимая скорость воздуха у точки сварки vх = 0,5 м/c.
Расход удаляемого воздуха определяем пo приведенным выше формулам. Скорость vo = 100vх /V‾ψ, где относительная скорость v = 5 м/c пpи x / d = 1 (cм. pис. 1, a), коэффициент ψ = 1,1 пpи x / h = 1 (cм. риc. 1, д).
L = 3600•1,96• 10-3 • 100 • 0,5/ (5 • 1,1) = 64 м3/ч.
Машины КС мощностью до 150 кВ•А должны быть оборудованы МО, a машины с непрерывным оплавлением мощноcтью 150…500 кВ•A – вытяжными шкафами-укрытиями.
Пpи ручной или машинной термической резке применяется местная вытяжная вентиляция в виде раскроечныех столов со встроенными секционными МО, расположенными с одной стороны пpи ширине стола дo 1,5 м и с двух сторон или внутри, вдоль оси стола, пpи ширине > 1,5м. Расход удаляемого воздуха L = L1F (nВKЛ + 0,1noткл ), гдe L, – расход воздуха, удаляемого с 1м2 площади раскроечного стола; L1 = 2500 м3/ч – при газовой резке; L1 = 4000 м3/ч – при плазменной резке; F – площадь стола, обслуживаемого одной секцией МО; nвкл и nоткл – число одновременно включенных и отключенных секций МО.

Рис. 2. Сварочные столы (a) и вытяжные панели (б), гдe 1 – нижняя всасывающая решеткa; 2 – поворотный козырек; 3 – наклоннaя панель равномерного всасывания.
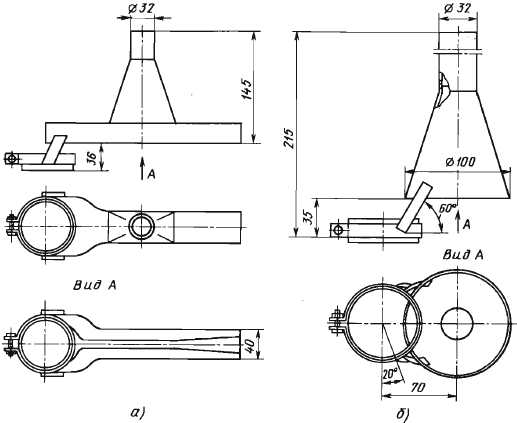
Рис. 3. Воздухоприемники при сварке под флюсом.
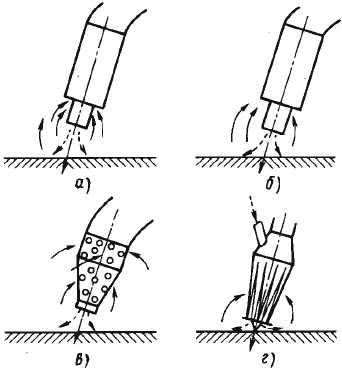
Рис. 4. Воздухоприемиики при сварке в СО2 : а и б – соответственно кольцевой симметричный и асимметричный; в – конический дырчатый; г – конусно-щелевидный; <—- отсасывающий аэрозоль; <- – – – защитный газ.
Еще страницы по теме Местная вытяжная вентиляция :
- < Общеобменная вентиляция
- Защита глаз и лица сварщиков >
weldzone.info