
Физические свойства нержавеющих сталей и совместимость с другими материалами
Совместимость с другими материалами
В практическом применении часто возникает необходимость комбинировать нержавеющую сталь с различными металлическими материалами в одном узле. В случае с токопроводящим соединением этих материалов друг с другом в условиях токопроводящей среды появляются коррозионные реакции, которые могут вызвать повреждения вследствие контактной коррозии.
Согласно DIN 50 900 часть 1 – „контактная коррозия является ускоренной коррозией металлической области, которая вызвана коррозионным элементом, состоящим из пары металл/металл или металл/проводящее электроны твердое тело. При этом ускоренно коррозирующая металлическая область является анодом коррозионного элемента“. Появляющееся при контактной коррозии явление коррозии является равномерным или неравномерным поверхностным удалением слоя. Поверхностное удаление слоя или потеря массы „неблагородного“ партнера в этой комбинации зависит от размера текучего тока элементов („потенциальный дифференциальный ток“) и степени собственной коррозии в устанавливающемся смешанном потенциале металлической комбинации. Ток элементов является комплексной величиной, которая зависит от геометрического расположения, размера вступающих в контакт со средой поверхностей электродов, потенциалов покоя и поляризационных сопротивлений партнеров, а также от сопротивления электролита среды.
Для оценки коррозионной опасности неблагородного партнера в комбинации материалов важной является не значение разности потенциалов (различие напряжения) между соединенными вместе материалами, а характеристика кривой потенциала парциальной плотности тока обоих материалов в корродированной среде. Коррозионная плотность тока (ток элементов) и, таким образом, воздействие контактной коррозии может при одинаковой разности потенциалов изменяться на несколько порядков в зависимости от характеристики анодной и катодной кривой потенциала парциальной плотности тока. Решающим является то, могут ли анодные или катодные парциальные реакции происходить без препятствий или с препятствиями, например, вследствие образования покровных слоев. Если при хорошей проводимости коррозионной среды имеются неблагоприятные относительные площади (большой катод/маленький анод), то контактная коррозия может вызвать коррозионные повреждения.
Поэтому использование теоретического ряда напряжений, но также и практического ряда напряжений, не подходит на практике для оценки риска для материалов при токопроводящем контакте. Для точной оценки опасности комбинации материалов необходимы исследования коррозии согласно DIN 50 919.
Физические свойства
Физические свойства некоторых выбранных сортов стали указаны для сравнения в следующей таблице. Следует учесть более высокое тепловое расширение и более низкую теплопроводимость аустенитной стали. Её электрическое сопротивление из-за содержания легирующих компонентов выше, чем в нелегированной стали.
Важным признаком различия между ферритной/мартензитной хромовой сталью и хромоникелевой сталью является магнитная восприимчивость. В отличие от намагничивающейся хромовой стали аустенитная сталь проявляет значительные свойства ненамагничиваемости в состоянии диффузионного отжига.
Холодная обработка под давлением может вызвать в аустенитной стали изменение структуры, так что после этого появляется ограниченная намагничиваемость. Содержание никеля значительно влияет на намагничиваемость аустенитной нержавеющей стали, так что при повышении содержания никеля можно значительно избегнуть склонности к намагничиванию также в состоянии холодной обработки давлением.

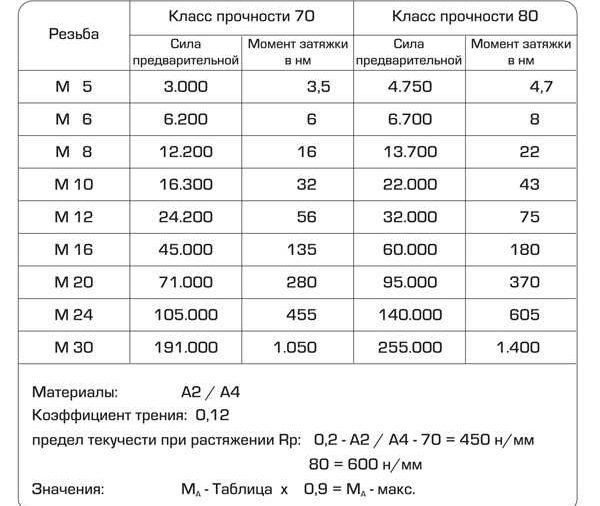
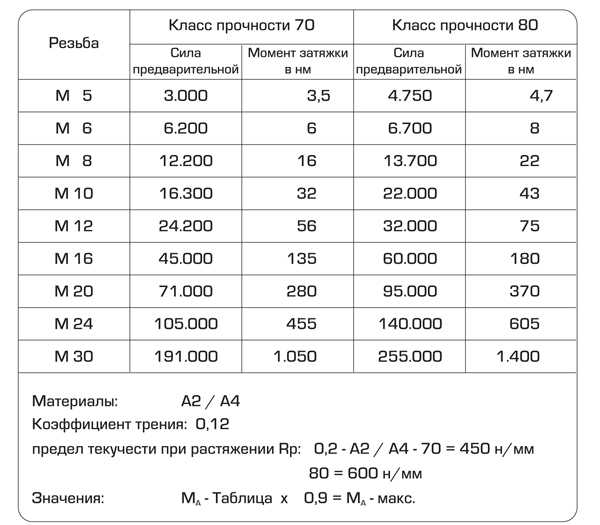
Ориентировочные значения натяжных моментов и сил предварительной натяжки для шурупов из стойкой к ржавлению и кислотам стали – A2/A4
Коррозия нержавеющей стали
Антикоррозионная стойкость
Принципиальной предпосылкой для достижения оптимальной антикоррозионной стойкости является металлически абсолютно чистая поверхность. Нержавеющая сталь характеризуется особой стойкостью к активным химическим, водяным средам. Они имеют в общем массовую долю элемента хрома (Cr) минимум 12% и массовую долю элемента углерода (C) максимум 1,2%.
Высокая антикоррозионная стойкость нержавеющей стали основывается на её способности образовывать на поверхности так называемый пассивный слой. При этом речь идет о слое из окиси или гидроокиси метала толщиной лишь несколько ангстремов, который отделяет металл от воздействующей среды. Пассивный слой нержавеющей стали не является чем-то постоянным, а со временем уравновешивается по своему составу и структуре с окружающей средой. После механического повреждения поверхности металла происходит образование нового пассивного слоя в общем самостоятельно.
Если в среде не может образоваться достаточный пассивный слой или существующий пассивный слой химически пробивается или полностью разрушается, могут появлиться повреждения от коррозии.
Решающим для способности образования пассивного слоя легирующим элементом является хром.
Благодаря повышению содержания хрома, а также молибдена (Mo) и также благодаря другим легирующим элементам повышается стойкость к значительно более агрессивным условиям применения.
Эффективным для пассивирования является только растворимое в металле содержание легирующих элементов. Поэтому максимальная антикоррозионная стойкость имеет свободную от сегрегации матрицу, которая обедняется не только осадками или образованием неметаллических фаз, например, хрома или молибдена.
Нержавеющая сталь может иметь снимающую слой металла коррозию поверхности и разные формы местной коррозии. Снимающая слой металла коррозия появляется в первую очередь при контакте с кислотами и сильной щелочью. Но для практики более важными являются преимущественно различные формы местной коррозии.
Межкристаллитная коррозия
Межкристаллитная коррозия является воздействием вдоль так называемых границ ядра, в то время, как сами зерна почти не разрушаются или чуть разрушаются.
Воздействие на границы зерен может доходить до того, что отдельные зерна будут выделяться из структеры зерен, вследствие чего структура потеряет свое сцепление. Причиной межкристаллитной коррозии в нержавеющей стали являются осадки богатых на хром карбидов на границах зерен, которые вызывают обеднение хрома в приграничных зонах. Образованные таким образом бедные на хром зоны не имеют антикоррозионной стойкости к большинству воздействующих средств и поэтому могут быстро растворяться.
Предпосылкой осадков карбидов хрома является определенное содержание углерода и они происходят в диапазоне температур между прибл. 500° C и 800° C, например, при тепловой обработке или сварных процессах.
Чтобы не допустить осадков карбидов хрома, можно понизить содержание углерода в нержавеющей стали до ниже 0,03% или привязать имеющийся углерод с помощью так называемых стабилизирующих элементов, например, титана (Ti) или ниобия (Nb), которые имеют большее химическое сродство с углеродом, чем хром.
Если появились осадки карбидов хрома, то их можно снова растворить при температурах диффузионного отжига выше 1050° C. В нестабилизированной ферритной стали существующая склонность к межкристаллитной коррозии может быть устранена с помощью отжига при 800° C – 885° C. При этом благодаря дополнительной диффузии хрома из зерна устраняется обеднение хрома в граничащих к зерну зонах.
Сквозная и щелевая коррозия
Сквозная и щелевая коррозия вызывается на практике в большинстве случаев ионами хрома. Наряду с этим причиной могут быть появляющиеся реже галогениды бромид и йодиди.
Сквозная коррозия вызывается взаимодействием между ионами галогенида и пассивного слоя, при чем пробивается локально. Создаются ситовидные углубления и вследствие их расширения места сквозной коррозии, которые могут иметь различную форму. Опасность сквозной коррозии повышается при повышении концентрации ионов галогенидов, повышении температуры и увеличении электрохимического потенциала стали.
Щелевая коррозия появляется в щелях, в которых ограничен обмен жидкостью с окружающей средой. Такие щели зависят от конструкции и эксплуатации и находятся, например, на фланцах, в местах завальцовки труб, под прокладками, головками шурупов или также под коркой.
Этот механизм коррозии соответствует по существу механизму сквозной коррозии. В качестве дополнительных факторов влияния выступают также геометрия щели и вид щелеобразующих материалов. Поскольку щелевая коррозия появляется уже при значительно более слабой коррозионной нагрузке, чем сквозная коррозия, путем конструктивных мер следует максимально не допускать появления щелей в содержащих хлорид средах.
При гомогенном распределении легирующих элементов относительная стойкость к сквозной и щелевой коррозии нержавеющей стали может быть определена активной суммой „W“ W = % Cr + 3,3 x % Mo + 30 x % N oder W = % CR + 3,3 x % Mo.
Влияние легирующего элемента азот выражено более комплексно, чем это соотношение. Выраженная в сомножителе 30 высокая эффективность может проявляться полностью только в высоколегированной стали с повышенным содержанием молибдена. Неметаллические загрязнения, прежде всего сульфидные осадки, способствуют сквозной и щелевой коррозии, если они выходят на поверхность.
Преимущества имеет максимально гладкая поверхность, которая затрудняет сцепление осадков, которые могут вызвать щелевую коррозию.
Высокая стойкость к сквозной и щелевой коррозии достигается только при безукоризненной характеристике поверхности, т. е. при металлически блестящей поверхности. Поэтому следует основательно удалять цвета побежалости и остатки окалин после сварочных работ, посторонней ржавчины, остатков от шлифования и т.д.
Посторонняя ржавчина
Под посторонней ржавчиной понимаем отложения частиц ржавчины, которые возникают не в соответственном месте, а переносятся откуда-то извне. Постороння ржавчина возникает преимущественно при нераздельном хранении и обработке „черной“ и „белой“ стали. Но также истирание инструмента может вызвать постороннюю ржавчину. Вследствие отложения посторонней ржавчины могут быть выполнены условия для щелевой коррозии.
Коррозионное растрескивание
Cреды со специфически действующими компонентами – особенно ионы хлоридов – могут при одновременном воздействии напряжения растяжения вызвать коррозионное воздействие при образовании трещины в нержавеющей стали, также если сталь без механической нагрузки в среде достаточно стойкая. Это явление, которое называют коррозионным растрескиванием, может быть вызвано не только привнесенными извне обусловленными эксплуатацией напряжениями растяжения.
Часто причина большей частью состоит также в собственном напряжении, которое появляется при обработке, например, при сварке, шлифовании или холодной обработке давлением.
Опасность индуцированного хлоридом коррозионного растрескивания повышается, как при сквозной и щелевой коррозии, так и при увеличении температуры и концентрации хлорида. Со стороны материала действуют, кроме этого, другие факторы. Так, например, аустенитная сталь типа 18/10 – CrNi и 18/10/2 – CrNi- Mo подвергается опасности индуцированного хлоридом коррозионного растрескивания при температурах выше прибл. 50°C. Но путем повышения содержания молибдена и особенно никеля можно значительно увеличить стойкость.
Также ферритная и ферритно – аустенитная, нержавеющая сталь сравнительно меньше чувствительна.
Коррозионное растрескивание при вибрации
Стойкость к вибрации всех видов нержавеющей стали уменьшается вследствие дополнительного химического воздействия более или менее сильно. Уменьшение стойкости к вибрации зависит от средства воздействия и многоосности появляющихся переменных нагрузок.
Контактная коррозия
Возможность контактной коррозии существует тогда, когда в коррозионной среде соединены друг с другом проводкой два металла с различным свободным коррозионным потенциалом. Металл с более низким свободным коррозионным потенциалом может быть поляризован до более высоких потенциалов и вследствие этого подвергаться усиленному воздействию.
Также при большом различии между свободными коррозионными потенциалами участвующих металлов коррозия не появляется обязательно. Это зависит от электрохимической характеристики обоих металлов.
Значение имеет также проводимость среды и характеристика участвующих металлов. Если „менее благородный“ металл занимает значительно большую поверхность, чем „более благородный“, и коррозионная среда имеет высокую проводимость, опасность коррозионного ущерба меньше. Но следует все-таки избегать контакта между „неблагородным“ металлом с небольшой поверхностью и „более длагородным“ металлом с большой поверхностью.
Нержавеющая сталь занимает в общем высокие свободные коррозионные потенциалы и поэтому не подвергается опасности усиленного воздействия со стороны контактной коррозии. Значительно более частым является случай, когда появляется контактная коррозия в других металлах с более низким свободным коррозионным потенциалом вследствие контакта с нержавеющей сталью.
www.cki-com.ru
Взаимодействие оцинкованных покрытий с другими металлами
Когда два разнородных металла вступают в контакт, и присутствует электролит, такой как влага, то возникает вероятность биметаллической коррозии у более электроотрицательного или анодного металла, как определено в электрохимическом ряду, который корродирует в первую очередь, предотвращая коррозию другого металла.
Биметаллический эффект является основой для защиты, которую цинковое покрытие (горячее цинкование) обеспечивает для малых зон незащищённой стали, если покрытие повреждено. Цинковые покрытия корродируют в первую очередь, защищая металл, который ниже его в электрохимическом ряду. Степень биметаллической коррозии будет зависеть от числа таких факторов, как контактируют металлы, соотношение площадей контактирующих металлов и условий эксплуатации. Как правило уровень биметаллической коррозии будет увеличиваться с увеличением разницы потенциалов между двумя металлами, например, как далеко расположены друг от друга два металла в гальваническом ряду напряжений. Однако потенциал может изменяться вследствие образования оксидного слоя и не может быть использован для определения степени возникновения биметаллической коррозии, так как другие факторы, которые приведены ниже, также важны. Соотношение площадей контактирующих металлов имеет существенное значение, и в идеале соотношение металлов анод-катод должно быть высоким. Если соотношение уменьшается, то могут возникнуть проблемы вследствие высокого уровня восстановления кислорода, которое может привести к увеличению коррозии анодного металла. Воздействующие условия имеют большое значение, т.к. для биметаллической коррозии электролит должен связать два имеющихся металла. В результате, в сухой окружающей среде (внутри помещения) вероятность биметаллической коррозии очень низкая, в то время как во внешних атмосферных условиях вероятность увеличивается, вследствие наличия влаги в виде дождя и конденсации. Наиболее худшими условиями является погружение в раствор, где электролит постоянно соединяет два металла. Обычно любая возможность биметаллической коррозии может быть ослаблена электрической изоляцией двух металлов друг от друга. Для болтовых соединения могут быть обеспечены при использовании неопреновых или пластиковых шайб, в то время как для перекрытых поверхностей это может быть достигнуто использованием пластиковых прокладок или окрашиванием одной из поверхностей подходящей системы лакокрасочного покрытия. Обычно горячеоцинованная сталь хорошо функционирует в контакте с наиболее распространенными конструкционными металлами, когда в атмосферных условиях, обеспечивается высокое отношение площадей оцинкованной стали к другому металлу. И наоборот, в условиях погружения эффект биметаллической коррозии существенно увеличивается, и обычно требуется изоляция.
Медь и латунь
Если установка требует, чтобы контакт между гальванизированными материалами и медью или латунью в сырой или влажной окружающей среде, может произойти быстрая коррозия цинка. Даже сточные воды могут содержать достаточное количество растворенной меди, чтобы вызвать быструю коррозию.
Если использование меди или латуни в контакте с гальванизированными покрытиями неизбежно, должны быть приняты меры предосторожности, чтобы предотвратить электрический контакт между этими двумя металлами. Поверхность разъема должна быть изолирована непроводящими прокладками; соединения должны быть выполнены с изолирующим крепежом и уплотняющей втулкой. Это должно гарантировать, что вода повторно не распространиться и потоки воды от гальванизированной поверхности к медной или латунной не реверсирует.
Алюминиевая и нержавеющая сталь
В умеренных атмосферных условиях умеренной влажности, контакт между оцинкованной поверхностью и алюминия или нержавеющей стали, вряд ли вызовет существенную инкрементную коррозию. Тем не менее, при очень влажных условиях, оцинкованной поверхности может потребоваться электрическая изоляция от алюминия или нержавеющей стали.
Нержавеющая сталь
Когда гальванизированные болты используются на нержавеющей стали, цинк первоначально жертвует собой, пока защитный слой ржавчины не разовьется на нержавеющей стали. Как только этот слой ржавчины разовьется, он формирует слой изоляции, который предотвращает дальнейшую защиту цинка. Цинковое покрытие должно быть достаточно толстым, чтобы продлить защиту от ржавчины в течение несколько лет. У гальванизированных болтов выполненных горячим методом хватает цинкового покрытия, чтобы продлить защиту с минимальной потерей в эксплуатации покрытия.
Металл Воздействие атмосферы Погруженное состояние
Сельская местность Промышленные/городские районы Прибрежная зона Пресная вода Морская вода
Аллюминий а а-б а-б б б-в
Латунь б б а-в б-в в-г
Бронза б б б-в б-в в-г
Литейный чугун б б б-в б-в в-г
Медь б б-в б-в б-в в-г
Свинец а а-в а-б а-в а-в
Нержавеющая сталь а-б а-б а-б б б-в
a — Цинковое покрытие будет испытывать или дополнительную коррозию, или только незначительную. дополни- тельную коррозию, которая обычно допускается при эксплуатации.
Б — Цинковое покрытие будет испытывать незначительную или умеренную дополнительную коррозию, которая может быть допустимой в некоторых случаях эксплуатации.
В — Цинковое покрытие будет испытывать сильную дополнительную коррозию, необходимы защитные меры.
Г — Цинковое покрытие будет испытывать сильную дополнительную коррозию, контакта рекомендуется избегать.
Руководство, связанное с конкретным применением, касающимся оцинкованных стальных изделий в контакте с указанным металлом или сплавом.
а) Алюминий – Вероятность увеличения биметаллической коррозии вследствие атмосферного кон- такта с алюминием относительно низкая. Применение оцинкованной стали и алюминия, используемые в сочетании друг с другом, является плакирование алюминием. В этом случае рекомендуется изоляция вследствие большой площади поверхности алюминиевых пластин.
б) Медь – Вследствие большого потенциала, установившегося при контакте между сталью с цинковым покрытием, и медью и медьсодержащими сплавами, рекомендуется применение электроизоляции (даже в атмосферных условиях). При конструировании рекомендуется избегать стока воды с меди на оцинкованные изделия, так как малые количества меди, растворенной в воде, могут откладываться на изделии, что приведет к биметаллической коррозии.
в) Свинец – Вероятность биметаллической коррозии со свинцом в атмосферной среде низкая и нет информации о проблемах, касающихся, например, применения свинцовой гидроизоляции оцинкованных изделий и использование свинца в опорах с цинковым покрытием.
г) Нержавеющая сталь – Применение нержавеющей стали с оцинкованной сталью используется в виде гаек и болтов в атмосферных условиях. Учитывая низкий потенциал для биметаллической коррозии и малую площадь поверхности крепежных изделий из нержавеющей стали, биметаллическая коррозия обычно отсутствует, практика показывает необходимость сохранения изоляции, используя изолирующие шайбы. Практический опыт показывает, что там, где отношение площади поверхности цинка к площади другого металла большое, и указана категория «а» или «а – б», дополнительная коррозия как результат контакта будет незначительной или будет отсутствовать. Если соотношение площадей поверхностей уменьшено или выше, может потребоваться изоляция.
gorjachee-cinkovanie.ru
Контакт – нержавеющая сталь – Большая Энциклопедия Нефти и Газа, статья, страница 1
Контакт – нержавеющая сталь
Cтраница 1
Контакт нержавеющих сталей с углеродистой в атмосферных условиях может оказаться опасным, так как разность потенциалов между нержавеющей сталью и железом значительна, а анодная поляризация железа в пленках электролита, возникающих на металлах при атмосферной коррозии, мала. [1]
Контакт нержавеющих сталей с железом является в любой атмосфере нежелательным, поскольку разность потенциалов между нержавеющей сталью и железом значительна, а анодная поляризация железа в пленках электролитов, возникающих на металлах в промышленной и морской атмосферах, мала. Нержавеющая сталь в качестве катода работает относительно эффективно, особенно в промышленном районе, в воздухе которого имеется высокая концентрация сернистого газа, являющегося, как было показано в работе [15], сильным катодным деполяризатором. Контактирование между собой любых видов низколегированных и углеродистых сталей допустимо. [2]
Контакт нержавеющих сталей с углеродистой сталью в атмосферных условиях может оказаться опасным, так как разность потенциалов между нержавеющей сталью и железом значительна, а анодная поляризация железа в пленках электролитов, возникающих на металлах в промышленной или морской атмосферах, мала. [3]
Контакт нержавеющей стали 1Х18Н9 с платиной, поверхность которой в 5 раз больше поверхности стали, позволяет расширить область пассивности в серной кислоте. Штерн и Виссенберг [14] показали, что для защиты титана в растворе 5 % – ной h3S04 – f – 5 % – ного Na2S04 необходима в 4 раза большая площадь платины. При меньшей площади протектора скорость коррозии сильно возрастает. [4]
Контакт нержавеющих сталей с железом является в любой атмосфере нежелательным, поскольку разность потенциалов между нержавеющей сталью и железом значительна, а анодная поляризация железа в пленках электролитов, возникающих на металлах в промышленной и морской атмосферах, мала. Нержавеющая сталь в качестве катода работает относительно эффективно, особенно в промышленном районе, в воздухе которого имеется высокая концентрация сернистого газа, являющегося, как было показано в работе [15], сильным катодным деполяризатором. Контактирование между собой любых видов низколегированных и углеродистых сталей допустимо. [5]
Контакт нержавеющих сталей с такими электроотрицательными металлами, как сталь, алюминий, цинк, полностью защищает нержавеющую сталь от коррозии. Однако при этом необходимо иметь в виду, что коррозия более отрицательных металлов будет усиливаться. В общем случае следует помнить, что чем больше поверхность катодного контакта, тем сильнее в морской воде подвергается коррозии более отрицательный металл. [6]
При контакте нержавеющей стали, хромированных, а также никелированных деталей с дуралюмином целесообразно с целью усиления защиты после оксидирования нанести на сплав плотный слой пассивирующей грунтовки горячей сушки, например, ФЛ-086 или ФЛ-ОЗ-Ж. [7]
В концентрированных растворах азотной кислоты контакт нержавеющей стали с алюминием приводит к электрохимической защите стали. [9]
Гатфилд и Мэин сообщают, что контакт нержавеющей стали с обыкновенной сталью в мо. Контакт с чугуном также защищает нержавеющую сталь. [10]
Наряду с другими факторами, вызывающими и интенсифицирующими различные виды коррозии ( существование пар дифференциальной аэрации, производственные дефекты металла, наличие зазоров и щелей в негерметичных механических соединениях, влияние микроорганизмов, биологическое обрастание организмами растительного и животного происхождения) контакт нержавеющей стали и металлов с различными потенциалами может вызывать локальные формы коррозии оборудования из нержавеющей стали, например питтинговую или подповерхностную. [12]
В некоторых случаях металлы, которые в обычных условиях находятся в пассивном состоянии, например нержавеющая сталь или титан, при их контакте с более электроотрицательным металлом, например алюминием, могут подвергаться сильной коррозии вследствие катодной поляризации. В концентрированных растворах азотной кислоты контакт нержавеющей стали е алюминием приводит к электрохимической защите стали. [13]
Скорость развития МКК зависит от потенциала металла. Первая область соответствует потенциалам, возникающим при контакте нержавеющих сталей со слабоокислительными средами, вторая – с сильноокислительными. Механизмы развития МКК в указанных областях могут принципиально различаться. [14]
Усиленная коррозия нержавеющих сталей под влиянием контакта с менее благородным металлом зависит от состава электролита. По данным Фонтана с сотрудниками [69], тот же контакт нержавеющих сталей с алюминием, который вызывает усиленную коррозию нержавеющих сталей в разбавленных растворах азотной кислоты, приводил в концентрированных растворах к электрохимической защите нержавеющих сталей. [15]
Страницы: 1 2
www.ngpedia.ru
Нержавейка – это цветной металл или черный?
Очень часто, когда наши клиенты сталкиваются с необходимостью сдать нержавеющую сталь, они задаются вопросом: нержавейка – это цветной металл или все-таки черный? Нержавеющая сталь – материал, состав которого варьируется и зависит от его вида, марки, предназначения. Сплав содержит 12-20% хрома, однако также может содержать никель, углерод, кремний, марганец, серу, фосфор, кобальт, молибден. Разногласия относительно причастности нержавейки к цветному металлу или черному возникают из-за того, что в составе присутствует как железо, так и различные цветные металлы.
Прежде чем мы подробно расскажем, каким именно металлом является нержавейка, обращаем ваше внимание, что компания Металл-Снаб осуществляет прием нержавейки на выгодных условиях в Москве и Московской области.
Наши цены на прием нержавейки
| Вид нержавейки | Цена за кг, руб |
|---|---|
| Кусковой лом нержавейки с содержанием никеля от 9,3 % до 11% (нс 10%) | 65 |
| Кусковой лом нержавейки с содержанием никеля от 9.00 % до 9.2 % (нс 9%) | 60 |
| Кусковой лом нержавейки с содержанием никеля от 8 %до 9% (нс 8%) | 52 |
| Кусковой лом нержавейки с содержанием никеля от 7 %до 8% (нс 7%) | 40 |
Различия между цветными и черными металлами
 Черные металлы – это железо, а также различные сплавы на основе железа, например, чугун или сталь. Обладают высокой прочностью на разрыв, им нашли широкое применение в строительстве. Изделия из черного металла используются:
Черные металлы – это железо, а также различные сплавы на основе железа, например, чугун или сталь. Обладают высокой прочностью на разрыв, им нашли широкое применение в строительстве. Изделия из черного металла используются:
- в автомобилестроении;
- для изготовления железобетонных конструкций;
- изготовление различных труб;
- выполнения армирования.
Самый простой способ понять, что металл черный – поднести к нему магнит. Притяжение свидетельствует о содержании в составе железа.
Цветные металлы отличаются меньшей прочностью и более высокой ценой. Их главное и ключевое отличие от черных – отсутствие в составе железа. Они податливы и универсальны, к ним относятся:
- медь и никель;
- алюминий и латунь;
- цинк и олово.
Существует также класс драгоценного цветмета – это золото, серебро, хром, кобальт.
Таким образом, можно сказать, что главное различие между цветным металлом и черным – наличие или отсутствие в составе железа.
Нержавейка – это сплав черного и цветного металлов
Так что же представляет нержавеющая сталь? Нержавейка – это цветной металл или черный? Наш ответ: ни то, ни другое.
Нержавейка – это сплав черного и цветного металла. Из-за почти равного процентного содержания железа и различных цветных металлов, этот сплав невозможно отнести к какому-то конкретному виду.
В пунктах приема металлолома, нержавеющую сталь, как правило, принимают как лом цветмета. Из-за высокого процентного содержания хрома и никеля, других цветметов, лом нержавейки попросту нельзя отнести к черному лому, пусть даже в нем и содержится железо.
Цены на черный металл и нержавейку отличаются в первую очередь тем, что цена черного металла рассчитывается за 1 тонну, а цена нержавейки за 1 килограмм. Цветные металлы имеют более высокую стоимость, поэтому лом нержавеющей стали приблизительно вполовину дороже, чем лом черного металла.
Невозможно однозначно сравнивать спрос на нержавейку и черные металлы, так как они имеют различные сферы применения. Нержавеющую сталь используют в случаях, когда конструкция должна обладать высокой устойчивостью к коррозии, различным агрессивным средам.
metallolom-msk.ru
Электрохимическая и щелевая коррозия. Справочник ROSTFREI. Петербург +7(812)297-73-38 ПРОТЕХ
Нержавеющая сталь
Одна из лучших статей о электрохимических реакциях с нержавеющией сталью и о коррозии нержавейки была опубликована в 2004 году в журнале КАТЕРА И ЯХТЫ по материалам фирмы Quicksilver Marine Parts & Accessories. Приведем здесь частично текст и изображения из этой статьи…
Спустя некоторое время мы наткнулись на тренд обсуждение этого материала на форуме о подводной охоте. Статья не претендует на “глубину” познания процессов, а скорее отвечает на вопрос: что же делать, и как не наступить на грабли? Истина где-то рядом с кислородом 🙂 и по теме топика там есть много здравых мыслей. Еще ветка есть тут.
ЩЕЛЕВАЯ КОРРОЗИЯ
Нержавеющая сталь — это сложнолегированный сплав, в который входят хром и никель. Не ржавеет она благодаря образующейся на поверхности изделия тонкой пленке оксида хрома. Этот окисел хрома на самом деле идеально прозрачний и прочный как броня. Именно он защищает поверхность от ржавчины. При отсутствии кислорода оксидный слой разрушается, и нержавеющая сталь покрывается ржавчиной не хуже обычной. Иными словами, “нержавейка” не ржавеет только до тех пор, пока имеется доступ кислорода и покрывающие ее окисел хрома не разрушен. Вот именно понимание этого процесса позволит ответить на много вопросов о применяемости нержавейки.
Самый простой способ предотвратить данную разновидность коррозии (щелевой) — ограничить доступ влаги в “щели” с использованием герметика, вовремя удалять образующиеся отложения и обеспечить хорошую вентиляцию “сомнительных” мест. Краткие рекомендации по работе с нержавеющим крепежом также описаны на сайте интернет-магазина deel.ru дельных вещей и такелажа их нержавейки.
ВИДЫ МОРСКОЙ КОРРОЗИИ
Гальваническая коррозия представляет собой электрохимическую реакцию между двумя и более различными (или разнородными) металлами. Различными, потому что для того, чтобы началась реакция, один должен быть более химически активным (или менее стабильным), чем другой или другие. Когда мы говорим про гальваническую коррозию, то имеем в виду электрообмен. Все металлы обладают электрическим потенциалом, поскольку у всех атомов есть электроны, движение которых и есть электричество.
Гальваническая коррозия более активного металла начинается в тот момент, когда две или более детали из разнородных металлов, имеющие взаимный контакт (благодаря обычному соприкосновению, или же посредством проводника) помещаются в электролит (любую жидкость, проводящую электричество). Электролитом может быть что угодно, за исключением химически чистой воды. Не только соленая морская, но и обычная вода из-под крана благодаря наличию минеральных веществ является превосходным электролитом, и с ростом температуры электропроводность ее только растет (по этой причине корпуса судов, эксплуатирующихся в жарком климате, заметно больше подвержены коррозии, чем на Севере).
Процесс гальванической коррозии можно наиболее наглядно проиллюстрировать на примере алюминиевой подводной части подвесного мотора и гребного винта из нержавеющей стали. Алюминий — более химически активный металл — является в данном случае анодом, а менее активная нержавеющая сталь — катодом.
 Вот что происходит, когда эта пара помещается в воду, играющую роль электролита (рис. 1):
Вот что происходит, когда эта пара помещается в воду, играющую роль электролита (рис. 1): 1. На аноде:
a. Через место контакта (в нашем случае — через гребной вал) электроны перетекают с анода, металла более химически активного на катод — гребной винт. Происходит следующая реакция: Al ® Al+++ +3e.
b. При этом атомы более химически активного металла превращаются в ионы (этим термином обозначаются атомы с “недостатком“ или “избытком” электронов), которые устремляются в воду и связываются с ионами кислорода, обмениваясь с ними электронами и образуя оксид алюминия. (Процесс этот ничем не отличается от того, что происходит с ионами железа при образовании оксида железа).
c. Образовавшиеся молекулы оксида алюминия либо уносятся потоком воды, либо оседают на алюминиевой поверхности. Таким образом, подводная часть вашего подвесника в результате гальванической коррозии буквально растворяется в воде.
2. На катоде:
a. С анода поступают электроны, причем они не просто накапливаются, а вступают в реакцию с ионами электролита.
b. Реакция обычно происходит такая:
11/2 О2 + 3 Н2О + 6 е ® 6 ОН—.
c. Ион гидроокиси ОН— — щелочной, поэтому в районе катода образуется щелочная среда. (Следует отметить, что это обстоятельство надо обязательно иметь в виду владельцам деревянных корпусов — щелочь разрушает целлюлозу).
Очень важно понять, что следствием освобождения каждого позитивного иона металла на аноде обязательно является формирование негативного иона электролита, образующегося вследствие реакции электронов катода. Электрически анодные и катодные реакции должны быть эквивалентны. Рост или снижение уровня катодной реакции вызывает ответные рост или снижение уровня анодной реакции. Это ключевой факт для понимания процесса коррозии и управления им. Его можно проиллюстрировать эффектом влияния размеров анода и катода. Если к очень большому аноду подключить маленький катод, процесс коррозии анода пойдет медленно. А если поступить наоборот, то анод очень быстро разрушится.
Алюминиевых деталей на катере или мотолодке полным-полно. И если не контролировать процесс гальванической коррозии, все они быстро выйдут из строя.
Гальваническая коррозия может протекать даже в том случае, если на вашей лодке нет ни одной детали из нержавеющей стали. Предположим, что и подводная часть мотора, и винт алюминиевые, но лодку вы обычно ставите у пирса со стальной стенкой и подключаетесь при этом к береговой системе электроснабжения. Провод заземления (так называемый “третий” — дань безопасности) соединяет при этом алюминиевые детали лодки с погруженной в воду стальной стенкой (рис. 2). Если учесть внушительную массу стальной стенки, то и подводной части мотора, и винту грозят серьезные повреждения. Предотвратить их можно при помощи гальванического изолятора — своеобразного фильтра, отсекающего токи низкого напряжения и позволяющего при этом заземляющему проводу в случае пробоя изоляции или короткого замыкания выполнить свою функцию — отвести ток в землю и спасти вам жизнь.
НА ЧТО ОБРАЩАТЬ ВНИМАНИЕ

Гальваническую коррозию подводных частей подвесных моторов и угловых колонок — или любых алюминиевых частей лодки — значительно ускоряет наличие деталей из нержавеющей стали, таких, как гребные винты, триммеры (особенно если они “заземлены” на двигатель), узлы дистанционного управления. Именно на них и уходят электроны алюминиевых деталей.
 Другая причина, способная ускорить процесс гальванической коррозии — это уменьшение полезной площади анодных протекторов (о них тоже будет рассказано позже). Но и без наличия нержавеющей стали расположенные под водой алюминиевые детали все равно подвергаются воздействию гальванической коррозии — хотя и не столь интенсивной, как при контакте с иным металлом. При наличии электролита на большинстве однородных, вроде бы, металлических поверхностей все равно образуются крошечные аноды и катоды — в тех местах, где состав сплава неоднороден или имеются посторонние вкрапления или примеси — например, частицы металла с форм или штампов.
Другая причина, способная ускорить процесс гальванической коррозии — это уменьшение полезной площади анодных протекторов (о них тоже будет рассказано позже). Но и без наличия нержавеющей стали расположенные под водой алюминиевые детали все равно подвергаются воздействию гальванической коррозии — хотя и не столь интенсивной, как при контакте с иным металлом. При наличии электролита на большинстве однородных, вроде бы, металлических поверхностей все равно образуются крошечные аноды и катоды — в тех местах, где состав сплава неоднороден или имеются посторонние вкрапления или примеси — например, частицы металла с форм или штампов.
Нержавеющую сталь в качестве катода и алюминий в качестве анода мы использовали лишь в качестве одного из примеров; образовать “батарею” для запуска гальванической коррозии в паре с алюминием способен любой другой металл. К примеру, такая пара образуется и при контакте алюминия с цинком, только на сей раз катодом становится алюминий, а подвергается коррозии цинк — металл более химически активный. Один из худших врагов алюминия при образовании гальванической пары — это медь или медные сплавы (бронза).
Резюмируя сказанное, рекомендуется всегда обращать внимание при монтаже на ряд активности металлов: золото, нержавейка, бронза, медь, латунь, сталь, чугун, алюминий, цинк, магний. Чем дальше друг от друга стоят металлы в этом ряду активности, тем больше вероятность возникновения между ними электрохимической коррозии.
Например, категорически не рекомендуется использовать нержавеющий крепеж в контакте с алюминием, если этот узел подвергается интенсивному влиянию влаги. Вот тут нужно сделать оговорку. Именно нельзя, если нержавейка с алюминием будет в воде постоянно. Скажем ниже ватерлинии. Как раз наоборот, при монтаже деталей на корпусе лодки или на фасадных конструкциях, надо применять нержавейку по алюминию. Только использовать герметик для борьбы с щелями и затеканием. Оцинкованные детали для этого не годны совсем.
Еще один пример на основе таблицы активности металлов – соединение электрических алюминиевых и медных проводов между собой. Для соединения всегда рекомендуется использовать переходные клеммные колодки, которые есть в продаже в любом электротехническом магазине.
Другая причина гальванической коррозии — подключение к береговой электросети. При этом алюминиевая подводная часть вашего мотора или колонки посредством заземляющего вывода подключается к подводным частям других лодок и становится частью огромной гальванической батареи, связанной с погруженным в воду береговым металлом. При этом не только на вашей лодке, но и на соседних коррозия значительно ускоряется.
КОРРОЗИЯ ОТ БЛУЖДАЮЩИХ ТОКОВ
Данная разновидность коррозии отличается от гальванической, хотя природа у них одна. Гальваническая коррозия вызывается соединением двух разнородных металлов и происходит за счет их электрических потенциалов. Один металл выступает в роли анода, другой — в роли катода. Здесь же электрический ток попадает на подводную часть лодки из внешнего источника и через воду уходит в землю.
 К примеру, ваша лодка расположена между лодкой с утечкой постоянного тока и местом, являющимся хорошим заземлением для этого тока. Хотя ток могут уходить в землю и через воду, ваша лодка может явиться проводником со значительно меньшим сопротивлением. Таким образом, ток будет уходить в землю и с нее. Наиболее интенсивно коррозия будет развиваться в том месте лодки, откуда ток уходит в воду.
К примеру, ваша лодка расположена между лодкой с утечкой постоянного тока и местом, являющимся хорошим заземлением для этого тока. Хотя ток могут уходить в землю и через воду, ваша лодка может явиться проводником со значительно меньшим сопротивлением. Таким образом, ток будет уходить в землю и с нее. Наиболее интенсивно коррозия будет развиваться в том месте лодки, откуда ток уходит в воду.Блуждающие токи могут вызываться не только внешними, но и внутренними источниками — коротким замыканием в сети лодки, плохой изоляцией проводки, подмокшим контактом или неправильным подключением какого-либо элемента электрооборудования.
Наиболее распространенный внешний источник блуждающих токов — береговая сеть электроснабжения. Лодка с внутренним источником блуждающих токов (например, по причине повреждения изоляции одного из проводов) может стать причиной усиленной коррозии множества соседних лодок, подключенных к той же береговой электросети, если они обеспечивают лучшее заземление. Ток при этом передается на другие лодки посредством все того же “третьего” заземляющего провода.
Гораздо более неуловимый — но потенциально более опасный — случай коррозии блуждающих токов может происходить безо всяких проблем с электрооборудованием (и вашей лодки, и соседних). Предположим, что вы возвращаетесь на стоянку после выходных на воде, подсоединяетесь к береговому источнику, чтобы подзарядить аккумулятор, и спокойно уходите домой — автоматическое зарядное устройство само отключит зарядившуюся батарею. В понедельник по соседству с вашей лодкой причаливает большой стальной катер (с ободранной и поцарапанной краской). Владелец его тоже подключается к береговой сети и тоже оставляет свою посудину на несколько дней. Электрическая батарея готова — большой стальной корпус и небольшая подводная часть вашего мотора, соединенные заземляющим проводом. В зависимости от разделяющего их расстояния, разницы размеров и времени, которое ваш сосед решил провести на берегу, в следующие выходные вы можете обнаружить, что подводная часть вашего мотора либо просто покрыта белесым налетом, либо разрушилась чуть ли не полностью.
Ветка обсуждения тут и тут.
rostfrei.ru
Сварка нержавейки и черного металла
Сварка нержавейки и чёрного металла – Страница 3 – Ручная дуговая сварка — ММA
Отправлено 17 Август 2014 01:07
Вот что говорит пособие для морских сварщиков фирмы UNITOR для случая сварки легированного и нелегированного металлов.
Unitor 23/14-322 N – это электрод из высоколегированной стали с рутиловым покрытием для сварки нержавеющей и кислостойкой стали. Этот электрод специально предназначен я сварки нержавеющей многослойной стали и, как показано на схеме, сначала формируется валик на нелегированной стали с помощью электрода из нелигированной стали, а затем электродом 23/14-322 N валик на нержавеющей стали. Неизбежно в этом случае смешивание с нелегерованной сталью, поэтому электрод должен быть из более нелегированного материала, чтобы сам шов был из нержавеющей стали. По этой причине можно использовать электрод 23/14-322 N для приварки нелегированной стали к нержавеющей. Такого сочетания видов стали по возможности следует избегать, но при условии применения более легированного электрода сварной шов будет из нержавеющей стали. Электрод 23/14-322 N позволяет сделать шов с хорошими механическими свойствами и высокой устойчивостью к растрескиванию. Он пригоден для сварки во всех положениях и может работать как на переменном, так и на постоянном токе положительной полярности. Электрод можно также использовать для наплавления нержавеющей стали на поверхность обычной стали. Для лучшего результата используйте Pickling Gel, чтобы удалить пожелтение и окись после сварки.
Вот по этой таблице можно подобрать аналог этого электрода: http://www.welding-a…a-309lmo-e.html
Как учит нас АВН: если не знаешь чем варить, вари аустенитом.
Вдохновлён сталью, бетоном и золотым сечением.
Отправлено 17 Август 2014 02:23
Как вариант. ОК 68.81
Тип покрытия – кисло-рутиловое.Высокопроизводительный электрод двойного назначения. Первое – сварка сталей с ограниченной свариваемостью, таких как закаливающиеся, броневые, пружинные, инструментальные и другие стали с высоким углерод-эквивалентом, а также сталей с неизвестным химическим составом. Изделие после сварки не требует последующей термической обработки, а для небольших толщин (~ до10 мм) и предварительного подогрева. Он также применяется для наплавки буферных слоев под последующую упрочняющую наплавку износостойкого слоя и восстановительную наплавку на стали с ограниченной свариваемостью. Сварные швы характеризуются крайне низкой долей участия в них основного металла и высокой стойкостью к образованию трещин. Наплавленный металл имеет аустенитно-ферритную структуру, хорошо упрочняется холодным деформированием, обладает очень высокими прочностными свойствами, хорошей стойкостью к коррозионному растрескиванию и стойкостью к образованию окалины при нагреве до 1150°С. Однако стоит помнить, что данный наплавленный металл склонен к охрупчиванию при нагревании выше 300°С. Сварку рекомендуется выполнять без поперечных колебаний с минимальным удельным тепловложением и отдавать предпочтение электродам меньшего диаметра. Межпроходная температура не должна превышать 150°С. Содержание ферритной фазы в наплавленном металле в исходном после сварки состоянии составляет 25…50% (FN 35-65).http://esab.ru/ru/ru…ucts/OK6881.cfm
Вдохновлён сталью, бетоном и золотым сечением.
Отправлено 16 Декабрь 2014 10:53
Некоторые, с большим авторитетом, утверждают, что нельзя сваривать черные стали с использованием нержавеющей присадочной проволоки. А так хорошо получается! Почему нельзя? И в каких случаях – ну например, водяной бак, где может появиться коррозия?
Спасибо за аргументированный ответ.
Отправлено 16 Декабрь 2014 12:31
DMZ, В присадке для нержавеющей стали много хрома. При воздействии высоких температур (т. е. при сварке) образуются карбиды хрома, то есть соединения хрома с углеродом. Соответственно в зоне сплавления металла шва с основным металлом, основной металл получается обеднён углеродом (он выпал в виде карбидов). Углерод в стали связывает железо и не даёт ему окисляться, то есть ржаветь. Вот и получается, что если сварить простую сталь нержавеющей проволокой, то сталь в этом месте заржавеет даже быстрее, чем при применении обычной проволоки. В тех соединениях, где соединение стали с нержавейкой необходимо, чтобы снизить этот эффект нужно применять специальные переходные проволоки, промежуточные по составу между нержавейкой и обычной сталью (иногда даже несколько переходных слоёв проволоками разного состава наплавляют).
Сообщение отредактировал MityMouse: 16 Декабрь 2014 12:32
Отправлено 16 Декабрь 2014 19:36
DMZ,Сварить можно,только нужно чтобы запас легирующих элементов был достаточным:примерно хрома 25% никеля 15% ,если будет меньше мало того что шов будет корродировать,так ещё и хрупкую прослойку получим и все прощай прочность хрупкое разрушение нам гарантировано.пункт 1.2.1
Прикрепленные файлы
- Сварка разнородных сталей и сплавов справочник.pdf 938,21К 290 скачиваний
Сообщение отредактировал ЛехаКолыма: 16 Декабрь 2014 19:45
Отправлено 04 Январь 2015 21:32
На всякий случай:никель медь -склоны к водородной болезни.Водород со временем рвет шов..
websvarka.ru
сварка нержавейки и черного металла
сварка нержавейки и черного металлаriddik64 (03 December 2015 – 13:31) писал:
Для 4 мм толщины материала разделка Y как-то не очень подходит. По норме EN ISO 9692-1 разделка кромок Y применима при толщине материала от 5 до 40 мм. При разделке V толщина допускается от 3 до 10 мм. При этом оставляют толщину кромки около 1,5-2 мм.
А теперь скажите какая буква получится если на толщине в 4 мм к V прибавить снизу 2 мм???riddik64 (03 December 2015 – 13:31) писал:
Для сварки нержавейки с нержавейкой мы используем газ Sagox 2K (97,7% Ar, 2,5%CO2, производитель Westfalen,
В обоих случаях можно использовать Sagox 2K, auf jeden Fall spricht nichts dagegen.Sagox 10 würde ich persönlich nicht empfehlen. сварка нержавейки и черного металлаМожно ли приварить? Разумеется можно. Чем? Да хоть электродом типа МР-3. И приварится, и проварится. А вот дальше, начинается самое интересное. Уже отмечено – отвалится! Конечно отвалится, не сразу, со временем. И приличным временем. Тем большим чем толще уголок черного металла. Сваркой вы организовали гальваническую пару, фактически – гальваническую батарею. Начинается электрохимическая коррозия, а это веселая штука. Во влажной среде, черный металл толщиной 6мм съедает за три месяца, нержавейка не страдает.
сварка нержавейки и черного металлаnikirk2, Покажите мне гофрированный компенсатор из обычной стали что бы не образовывалась пара.
сварка нержавейки и черного металла offline, Таки не понял вопроса. Делал гофрированные компенсаторы на торцовые уплотнения из 12Х18н10т так и приваривал их на фланцы из той же стали. Причем здесь черняшка? сварка нержавейки и черного металлачего не понятного?? Вы пишите образуется пара, вот я и прошу показать мне компенсаторы из обычной стали которые можно было бы приваривать к трубам из обычной стали
сварка нержавейки и черного металлаКакая проблема, черный с черным сваривать? Если вы читали сообщение, должны были обратить внимание – варят нержавеющий лист к черному уголку. И мой ответ о последствиях. Не хотелось бы верить, читая ваш девиз, что он как раз для этого случая.
сварка нержавейки и черного металлаПрошу прощения Господа мастеровые. может у меня и нет таких познаний в хим составах металлов и других. ну по роду своей деятельности. произвожу тестомесы. уже 8мь лет и обьвариваю полу автоматом 8ку. блин из черного к 16 мм из нерж. тоесть лопостя делаю. Проблем за это время именно с лопостями небыло. Сначало варил нерж проволкой. но практика и годы показала .что и простой провод держит так же. Не скем не хочу спорить и тем более доказывать .ну в моей практике небыло возврата на ремонт лопастей. Прошу прошения если не грамотно отписал свое мнение. С.У.
сварка нержавейки и черного металлаПравильно отписали. Конечно не корректно, черный к пищевым продуктам. Но есть один нюанс. Для развития электрохимической коррозии необходимо замкнуть цепь течения тока. Есть у вас замкнутая цепь? Вообще то есть, через продукт – тесто. Но оно в деже(баке), не задерживается. Так что ничего страшного.
сварка нержавейки и черного металла Ну да. Вы правы. Как токово хим корозии в сваренном месте не происходит. так как тесто косается только нерж. а то место где нерж с черным сваренно. только при очистке ломасти при окончании работы может и стродать как Вы написали электрохимической коррозии. Ну я не хотел своwww.samsvar.ru
Характеристики нержавейки, ее свойства, преимущества, таблица технических характеристик
Содержание статьи
В современном мире нержавейка является незаменимым материалом при производстве разных разновидностей изделий. Она применяется в пищевой, медицинской, металлургической и военной промышленности.
Свойства нержавейки

Сегодня такой материала, как нержавейка является достаточно популярным при производстве многих изделий промышленного и бытового назначения. Нержавеющая сталь представляет собой материал, который производится из стали с добавлением отдельных примесей, которые замедляют или делают процесс образования коррозии на металле невозможным.
Основным достоинством нержавеющей стали является то, что она обладает высоким уровнем устойчивости к появлению ржавчины.
В зависимости от добавленных к стали элементов нержавейка может обладать разными внешними качествами и свойствами. Если каких-либо примесей будет больше или меньше, то процесс коррозии либо будет вообще невозможен, либо он появится спустя длительное время использования предметов, созданных из данного материала.
Нержавеющая сталь применяется для производства промышленного и бытового оборудования, посуды и многих других вещей, которые сталкиваются с влиянием агрессивной среды.
На промышленных предприятиях нержавейку получают путем добавления к стали таких элементов, как:
- медь,
- никель,
- хром,
- марганец.
В зависимости от того, какие виды стали производятся, определяется количество тех или иных элементов в нержавейке. Благодаря данным веществам сталь меняет свои физические и химические свойства, что позволяет использовать этот, материал для изготовления разного рода продукции.
 Все добавляемые к стали элементы влияют на ее качества. Для того чтобы получить материал, устойчивый к появлению коррозии и обладающий высоким уровнем прочности, добавляется:
Все добавляемые к стали элементы влияют на ее качества. Для того чтобы получить материал, устойчивый к появлению коррозии и обладающий высоким уровнем прочности, добавляется:
- молибден,
- марганец,
- титан,
- никель.
В стали также не обойтись и без таких элементов, как
- марганец,
- фосфор,
- сера,
- кремний,
Нержавейка сама по себе является уникальным материалом. Она не только обладает рядом преимуществ, но и отличными внешними качествами. Ее сияющая поверхность позволяет использовать этот материал в качестве декоративной отделки зданий и ограждений. Нержавеющая сталь чаще всего становится основной для создания перил для лестниц.
Таблица. Технические характеристики нержавейки.
| Сталь хромоникелевая | Хромистая никелевая молибденовая | Жароупорная | Хромистая | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Тип ASTM (AISI) | 304 | 304L | 321 | 316 | 316L | 316 Ti | 310S | 430 | ||
| Удельный вес (гр/см) | 7,95 | 7,95 | 7,95 | 7,95 | 7,95 | 7,95 | 7,95 | 7,7 | ||
| Структура | Аустенитная | Ферритная | ||||||||
| Способность электрического сопротивления при 20 |
0,72 | 0,72 | 0,72 | 0,74 | 0,74 | 0,75 | 0,79 | 0,60 | ||
| Механические свойства при 20 градусов | ||||||||||
| Твердость по Бринеллю – НВ |
отжиг НВ | 130-150 | 125-145 | 130-185 | 130-185 | 120-170 | 130-190 | 145-210 | 135-180 | |
| с деформацией в холодном состоянии НВ | 180-330 | 180-230 | ||||||||
| Твердость По Роквеллу – HRB / HRC |
Отжиг НRВ | 70-88 | 70-85 | 70-88 | 70-85 | 70-85 | 70-85 | 70-85 | 75-88 | |
| с деформацией в холодном состоянии HRC | 10-35 | |||||||||
| Rm(N/mm2) – Сопротивление рястяжению c деформацией (Предел прочности) | Отжиг | 500-700 | 500-680 | 520-700 | 540-690 | 520-670 | 540-690 | 520-670 | 440-590 | |
| в холодном состоянии | 700-1180 | 610-900 | ||||||||
| Rp(0,2) (N/mm2) – Предел упругости | Отжиг | 195-340 | 175-300 | 205-340 | 205-410 | 195-370 | 215-380 | 205-370 | 250-400 | |
| с деформацией в холодном состоянии | 340-900 | 400-860 | ||||||||
| Отжиг Rp(1) (N/mm2) минимальный | 235 | 215 | 245 | 245 | 235 | 255 | 255 | 275 | ||
| Удлинение 50мм А(%) | 65-50 50-10 | 65-50 | 60-40 | 60-40 | 60-40 | 60-40 | 60-40 | 30-22 20-2 | ||
| Сжатие отжиг Z(%) | 75-60 | 75-60 | 65-50 | 75-60 | 75-65 | 75-60 | 70-55 | 70-60 | ||
| Ударная Вязкость | KCUL (Дж/см2) | 160 | 160 | 120 | 160 | 160 | 120 | 160 | 50 | |
| KVL (Дж/см2) | 180 | 180 | 130 | 180 | 180 | 130 | 180 | 65 | ||
| Механические свойства при нагревании | ||||||||||
| Упругость при различных температурах | Rp(0,2) (N/mm2) | при 300 С | 125 | 115 | 150 | 140 | 138 | 145 | 165 | 245 |
| при 400 С | 97 | 98 | 135 | 125 | 115 | 135 | 156 | 215 | ||
| при 500 С | 93 | 88 | 120 | 105 | 95 | 125 | 147 | 155 | ||
| Rp(1) (N/mm2) | при 300 С | 147 | 137 | 186 | 166 | 161 | 176 | 181 | ||
| при 400 С | 127 | 117 | 161 | 147 | 137 | 166 | 171 | |||
| при 500 С | 107 | 108 | 152 | 127 | 117 | 156 | 137 | |||
| Термическая обработка | ||||||||||
| температура образование окалины | непрерывное обслуживание | 925 | 925 | 900 | 925 | 925 | 925 | 1120 | 840 | |
| прерывистое обслуживание | 840 | 840 | 810 | 840 | 840 | 840 | 1030 | 890 | ||
| Другие свойства | ||||||||||
| Свариваемость | очень хорошая | очень хорошая | хорошая | очень хорошая | очень хорошая | хорошая | хорошая | достат. хорошее хрупкое соед. | ||
| Вытяжка | очень хорошая | очень хорошая | хорошая | хорошая | хорошая | хорошая | хорошая | достаточно хорошая | ||
Преимущества нержавейки
 Главные преимущества, которые дает использование нержавеющей стали:
Главные преимущества, которые дает использование нержавеющей стали:
- Изделия приобретают прочность. Они становятся более надежными и могут прослужить длительное время, которое составляет более десяти лет.
- Жаропрочность. Изделия могут выдерживать перепады температур и приобретают устойчивости к высоким температурам.
- Изделия становятся устойчивыми к любым условиям окружающей среды.
- Изделия производятся из экологически чистого материала.
- Изделия получаются привлекательными с точки зрения внешних характеристик.
- Изделия не подвергаются образованию ржавчины и налета.
В целом можно отметить, что применение нержавеющей стали при производстве разнообразных видов изделий является эффективным способом получения качественной продукции, которая способна прослужить долгие годы.
Виды нержавейки

На современных промышленных предприятиях производится большое многообразие вариантов нержавейки. Все они обладают различными физическими и химическими характеристиками, которые следует учитывать при выборе продукции для производства тех или иных изделий.
Практически в каждом аспекте человеческой жизнедеятельности невозможно обойтись без нержавеющей стали. Из нее производятся разные виды изделий, которые применяются не только на промышленных предприятиях или в медицине, но в быту. Электроника, посуда, медицинские инструменты, приборы для домашнего использования, оружие и многое другое производится из разных видов стали. Главным образом используются для таких целей аустенитные виды стали.
Все есть несколько видов стали, которые представлены следующими вариантами:
- Аустенитные стали. Они состоят из самой стали с добавлением примерно 20 процентов хрома, 4.5 процентов никеля.
- Дуплексные стали состоят из 25 процентов хрома, полутора процентов никеля и в некоторые марки добавляется азот в небольшом количестве.
- Ферритные стали характеризуются содержанием хрома до 29 процентов.
- Мартенситные стали содержат до 13 процентов хрома и до 4 процентов никеля.
- Иные виды сталей характеризуются тем, что в них добавляется меньшее количество хрома и никеля. Однако в них есть множество примесей разных элементов.
Внимание: При производстве нержавейки необходимо использовать согласно стандартам качества не менее 10.5 процентов хрома.
В нашей стране на производственных предприятиях используется преимущественно аустентичная сталь, которая представлена несколькими марками трехсотой и четырехсотой серий.
lkmprom.ru