
Производство любых вентиляционных решеток, решеток на заказ – Рэдвент
является авторитетным производителем, чьи проекты всегда отличаются безупречным внешним видом и точным соответствием требованиям заказчика.
Реквизиты компании
ООО «Рэдвент Инжиниринг»
ИНН: 6219008001
КПП: 621901001
ОГРН: 1176234016111
Тысячи объектов
на которых установлены изделия нашего производства
Бизнес центр “Матрешка” Сколково
Музей Московского Кремля
Московский областной суд г.
 Москва
МоскваЖК “Квартал 38А” г. Москва
ЖК “Калейдоскоп” в г. Старая Купавна
ЖК «Красково» г. Люберцы
Как составляющая системы вентиляции и кондиционирования, вытяжки и решетки становятся самым востребованным материалом при строительстве и обустройстве, как жилых, так и промышленных и коммерческих зданий.
Разновидности вентиляционных решеток для дома и промышленности
Различают такие виды изделий:
- По материалу – металлические алюминиевые, стальные и пластмассовые;
- По форме – круглые, квадратные, прямоугольные, линейные, с решетчатым перекрытием или жалюзи в один или два перпендикулярных ряда;
- По месту установки – фронтонная вентиляционная решетка, уличная, внутренняя, вытяжная, для каминов и воздушного центрального отопления, на стену, потолок, пол, в окно, в дверь, для цоколя;
- По функциональности – регулируемая или фиксированная, с обратным клапаном, накладная и врезная.
Решетка вентиляционная с фланцем обеспечивает надежное соединение в стене, на фасаде или в потолке. Поворотные элементы жалюзи позволяют регулировать воздушный поток.
Заказ вентиляционных решеток у производителя
Покупая товар у нас, вы не переплачиваете посредникам и можете заказать изделия индивидуальных параметров, чтобы удовлетворить техническим и эстетическим показателям. У нас есть выбор нескольких цветов решеток – белые, металлик, коричневые, цветные под заказ, в любом размере.
- Стандартные размеры шагом 25 мм
- Любой нестандарт с шагом 1 мм
- Из алюминия и оцинкованной стали
- Порошковая покраска в любой цвет
- Вентиляция и дымоудаление
- Для фасадов, дверей и вентиляционнных каналов
- Под заказ и в наличии
- Регулируемые и неподвижные
- Круглые, треугольные и прямоугольные
Если вы:
- хотите получить высококачественный продукт, изготовленный с помощью новейших технологий;
- стремитесь придать помещению ухоженный вид;
- беспокоитесь о своем здоровье и здоровье окружающих;
- желаете оправдать свои ожидания.
Компания REDVENT.RU готова работать с вами и для вас. Мы приветствуем частных и корпоративных заказчиков, рады смелым и интересным идеям, открыты для экспериментов
Смотреть каталог вентиляционных решеток
заказать
обратный звонок
Наши менеджеры перезвонят вам в кратчайшие сроки
Как происходит изготовление решеток вентиляции?
08/30/2018
Вентиляционные решетки – обязательный элемент работоспособной, мощной и привлекательной системы вентиляции, отопления и кондиционирования. Данные товары не являются редким дефицитом, однако найти действительно качественный товар будет крайне сложно. Стоит обратить внимание на отечественное
Быстрое изготовление жалюзийных решеток
Профессиональное изготовление жалюзийных решеток осуществляется с использованием современного оборудования и передовых технологий. Такая комбинация позволяет создать качественные товары по доступным ценам. Изготовление решеток вентиляции осуществляется с применением различных прочных и долговечных материалов:
Такая комбинация позволяет создать качественные товары по доступным ценам. Изготовление решеток вентиляции осуществляется с применением различных прочных и долговечных материалов:
- Нержавеющая сталь;
- Алюминиевые сплавы;
- Пластиковые материалы;
- Оцинкованная сталь.
Где выполняется изготовление вентиляционных решеток на заказ в Москве?
Заинтересовало быстрое и качественное изготовление вентиляционных решеток на заказ в Москве с доставкой по городу? “Производственная компания “ВТВ-Инжиниринг”” имеет многолетний опыт в сфере изготовления и разработки технологий для защиты и декорирования отверстий воздуховодов. Решили заказать вентиляционные решетки оптом или в розницу? Достаточно выполнить несколько простых шагов:
- Составление заявки с указанием количества изделий, основных декоративных и технических параметров.
- Выполнение предварительного расчета стоимости конструкции.

- Непосредственно производство вентиляционных решеток, для которого может потребоваться несколько рабочих дней.
- Быстрая доставка продукции под руководством престижных транспортных компаний в любые регионы и крупные города страны.
Для оптовых заказчиков компания предоставляет дополнительные выгодные скидки, а также бонусы. Производство обязательно радует клиентов длительными гарантийными обязательствами, в рамках которых доступен ремонт или замены товаров.
Подписаться на новости Подписаться на новости
Получите оптовые цены!
Здравствуйте!
Оставьте свой контакт,
мы Вам перезвоним.
Телефон
Отправляя данные вы соглашаетесь с политикой конфиденциальности этого сайта
Решетки, регистры и диффузоры (GRD)
Решетки, регистры и диффузоры (GRD) Перейти к основному содержанию.
Будь то дом, офисное здание или склад, ни один проект нового здания не будет полным без системы ОВКВ, а ни одна система ОВКВ не будет завершена без продуманно спроектированной системы вентиляции. В Hart & Cooley мы проектируем и производим решетки, регистры и диффузоры (GRD), которые направляют поток воздуха и позволяют системе HVAC поддерживать в здании равномерную комфортную температуру. Ознакомьтесь с нашими продуктами ниже и пообщайтесь с представителем службы поддержки клиентов, чтобы помочь с выбором.
Обзор
Почему Hart & Cooley?
Выбор
GRD компании Hart & Cooley выполняют следующие функции:
- Решетки – Удаление воздуха из помещения и возврат его в систему ОВК2 для восстановления2110
- Регистры – Подача кондиционированного воздуха в помещение
- Диффузоры – Подача кондиционированного воздуха в помещение по заданной схеме для оптимального распределения воздушного потока
GRD Hart & Cooley разработаны не только для максимального комфорта, но и для простоты установки. Наша продукция доступна в исполнении из стали, алюминия или пластика с электроосаждаемым лакокрасочным покрытием, обеспечивающим эстетичный внешний вид. Благодаря штампованным краям лицевой стороны не нужно беспокоиться о шероховатых краях или углах. Кроме того, вы можете выбирать из разнообразного ассортимента схем подачи воздуха, элементов управления заслонками и расстояния между ребрами, поэтому вы можете быть уверены, что получите именно тот продукт, который подходит для вашего применения.
Наша продукция доступна в исполнении из стали, алюминия или пластика с электроосаждаемым лакокрасочным покрытием, обеспечивающим эстетичный внешний вид. Благодаря штампованным краям лицевой стороны не нужно беспокоиться о шероховатых краях или углах. Кроме того, вы можете выбирать из разнообразного ассортимента схем подачи воздуха, элементов управления заслонками и расстояния между ребрами, поэтому вы можете быть уверены, что получите именно тот продукт, который подходит для вашего применения.
С 1901 года имя Hart & Cooley известно своим стремлением поставлять инновационные высококачественные продукты HVAC. Вот почему многие оптовые дистрибьюторы и подрядчики остаются с нами на протяжении многих лет. Фактически, мы изобрели категорию GRD из штампованной стали. Мы разрабатываем решетки, регистры, диффузоры и аксессуары, которые позволяют домовладельцам и владельцам бизнеса жить и работать с максимальным комфортом.
Нашим клиентам также нравится наша приверженность исключительному обслуживанию клиентов. В некоторых случаях мы можем предложить нестандартные размеры. И, в отличие от большинства предприятий отрасли, мы не полагаемся на зарубежные производственные мощности. Наши собственные производственные мощности в Северной Америке гарантируют наличие на складе нужной продукции в нужное время.
Выбор GRD для жилых и коммерческих помещенийБлагодаря широкому выбору решеток, регистров и диффузоров Hart & Cooley вы обязательно найдете продукты, подходящие для вашего конкретного применения. Однако не всегда ясно, какие именно продукты следует выбирать. Одним из основных различий между жилыми и коммерческими GRD является просто свободная площадь и пропускная способность воздушного потока. Если вам нужна помощь в выборе подходящей продукции для вашего проекта, Hart & Cooley всегда готова помочь.
Если вы новый клиент, вы можете связаться с менеджером по работе с клиентами рядом с вами, используя наш инструмент поиска представителей. Hart & Cooley гордится своим обслуживанием клиентов, и наши клиенты обычно работают с одним контактным лицом в течение многих лет. Ваш представитель по обслуживанию клиентов поможет вам выбрать продукты, подходящие для вашего приложения или бизнеса, из нашего широкого ассортимента GRD для жилых и коммерческих помещений.
Hart & Cooley гордится своим обслуживанием клиентов, и наши клиенты обычно работают с одним контактным лицом в течение многих лет. Ваш представитель по обслуживанию клиентов поможет вам выбрать продукты, подходящие для вашего приложения или бизнеса, из нашего широкого ассортимента GRD для жилых и коммерческих помещений.
Жилые GRD
Коммерческие GRD
Воздушный диффузор, форма и способ его изготовления
Изобретение относится к воздушному диффузору, предназначенному для внутрипольных систем распределения воздуха, а также к форме и способу изготовления диффузора. Диффузор монтируется с помощью специально разработанной системы крепления в полу, отделяющем нагнетательную камеру системы распределения воздуха от помещения или другого помещения, которое необходимо обогревать, охлаждать или вентилировать.
ПРЕДПОСЫЛКИ
Распределение воздуха под полом приобрело популярность в рабочих условиях благодаря гибкости конструкции и возможностям реконфигурации. В то время как ранние системы распределения воздуха под полом были разработаны для помещений, в которых размещались большие компьютерные системы, более широкое использование локальных сетей и телекоммуникационных систем требует, чтобы целые здания были спроектированы с системами распределения воздуха под полом, которые обеспечивают большое количество охлаждающего воздуха. Кроме того, в связи с тенденцией к более частой реорганизации офисов повышенным спросом пользуются гибкие офисы с электрическими и механическими системами, которые можно легко переконфигурировать с минимальными затратами для удовлетворения требований к персоналу и оборудованию.
В то время как ранние системы распределения воздуха под полом были разработаны для помещений, в которых размещались большие компьютерные системы, более широкое использование локальных сетей и телекоммуникационных систем требует, чтобы целые здания были спроектированы с системами распределения воздуха под полом, которые обеспечивают большое количество охлаждающего воздуха. Кроме того, в связи с тенденцией к более частой реорганизации офисов повышенным спросом пользуются гибкие офисы с электрическими и механическими системами, которые можно легко переконфигурировать с минимальными затратами для удовлетворения требований к персоналу и оборудованию.
Системы распределения воздуха снизу или под полом обычно включают в себя несколько небольших диффузоров, которые можно перемещать в соответствии с частыми изменениями в использовании пространства и, как следствие, изменениями в требованиях к вентиляции. Диффузоры обычно устанавливаются на фальшполе, который определяет верхнюю поверхность напорной камеры. Другими словами, пространство под панелями пола представляет собой закрытую камеру нагнетания или воздушное пространство, в котором давление воздуха больше, чем в помещении или другом помещении, которое необходимо обогревать, охлаждать или вентилировать. Воздух поступает из приточной камеры через диффузоры в помещение или другое помещение. Для оптимальной работы диффузоры должны выпускать воздух в виде завихрений с небольшой турбулентностью или без нее и, во избежание сквозняков, с относительно низкой скоростью струи. Эта схема способствует высокой скорости всасывания или уноса, что смешивает некондиционированный воздух в помещении с воздухом, подаваемым через диффузоры, тем самым обеспечивая комфортное движение воздуха и устраняя или уменьшая застой воздуха и духоту.
Другими словами, пространство под панелями пола представляет собой закрытую камеру нагнетания или воздушное пространство, в котором давление воздуха больше, чем в помещении или другом помещении, которое необходимо обогревать, охлаждать или вентилировать. Воздух поступает из приточной камеры через диффузоры в помещение или другое помещение. Для оптимальной работы диффузоры должны выпускать воздух в виде завихрений с небольшой турбулентностью или без нее и, во избежание сквозняков, с относительно низкой скоростью струи. Эта схема способствует высокой скорости всасывания или уноса, что смешивает некондиционированный воздух в помещении с воздухом, подаваемым через диффузоры, тем самым обеспечивая комфортное движение воздуха и устраняя или уменьшая застой воздуха и духоту.
Одна известная система распределения воздуха под полом, производимая Krantz, представляет собой отлитое под давлением устройство, состоящее из диффузорной решетки, заслонки, корзины, декоративной рамы и удерживающей рамы. Демпфер помещается внутри корзины, а диффузор размещается сверху корзины. Корзина вставляется в обшивку, которая вставляется в удерживающую раму. Опорная рама, в свою очередь, может быть прикреплена к панелям пола для доступа к системе подачи воздуха под полом. Решетка имеет круглую форму и имеет воздушные прорези, которые проходят радиально от центра решетки к внешнему краю решетки. Прорези могут различаться по длине и ширине, но иметь равномерный наклон.
Демпфер помещается внутри корзины, а диффузор размещается сверху корзины. Корзина вставляется в обшивку, которая вставляется в удерживающую раму. Опорная рама, в свою очередь, может быть прикреплена к панелям пола для доступа к системе подачи воздуха под полом. Решетка имеет круглую форму и имеет воздушные прорези, которые проходят радиально от центра решетки к внешнему краю решетки. Прорези могут различаться по длине и ширине, но иметь равномерный наклон.
Типичные системы распределения воздуха под полом, такие как производимые Krantz, сложны в изготовлении из-за сложной конструкции решеток. В настоящее время решетки из композиционного материала изготавливаются в пресс-формах литьевого типа с выдвижными штифтами сердечника, образующими сложный узор из пазов в решетке. После формования каждый штифт сердечника должен быть извлечен из решетки, чтобы решетку можно было извлечь из формы. Это добавляет значительное увеличение времени, возможно, от 50 до 100%, ко времени, которое потребовалось бы для изготовления решетки, если бы ее можно было изготовить в твердой форме с фиксированными штифтами. Выдвижные штифты сердечника также увеличивают затраты на производство и обслуживание оборудования. Стоимость пресс-форм для предыдущих решеток диффузора с выдвижными штифтами сердечника оценивается как минимум в 500 000 долларов, тогда как твердая форма для изготовления такой же решетки, если бы это можно было сделать, могла бы стоить менее 100 000 долларов. Выдвижные штифты сердечника также существенно увеличивают затраты на техническое обслуживание. При всех этих затратах и недостатках формы с выдвижными штифтами сердечника обычно считаются непомерно дорогостоящими для этого типа диффузора. Таким образом, для снижения стоимости оборудования, времени изготовления и стоимости формованных решеток существует потребность в конструкциях решеток, а также в производственном оборудовании и способах, посредством которых решетка легко и просто извлекается из твердой формы с фиксированными штифтами.
Выдвижные штифты сердечника также увеличивают затраты на производство и обслуживание оборудования. Стоимость пресс-форм для предыдущих решеток диффузора с выдвижными штифтами сердечника оценивается как минимум в 500 000 долларов, тогда как твердая форма для изготовления такой же решетки, если бы это можно было сделать, могла бы стоить менее 100 000 долларов. Выдвижные штифты сердечника также существенно увеличивают затраты на техническое обслуживание. При всех этих затратах и недостатках формы с выдвижными штифтами сердечника обычно считаются непомерно дорогостоящими для этого типа диффузора. Таким образом, для снижения стоимости оборудования, времени изготовления и стоимости формованных решеток существует потребность в конструкциях решеток, а также в производственном оборудовании и способах, посредством которых решетка легко и просто извлекается из твердой формы с фиксированными штифтами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает диффузор для распределения воздуха под полом с решеткой, имеющей, как правило, спиральные прорези с по существу прямыми сторонами вдоль дугообразных участков, проходящих через указанные прорези. Эти прорези создают закрученный воздушный поток с высокой индукцией. Однако, в отличие от предыдущих диффузоров для этого типа схемы потока, спиральные воздушные прорези по данному изобретению позволяют вращать решетку или откручивать ее от твердого стержня формы. Возможность быстрого удаления решетки из сердцевины литейной формы является существенным улучшением по сравнению с современными технологиями производства, при которых каждая отдельная вставка формы должна отдельно выдвигаться из соответствующей воздушной прорези, чтобы снять решетку. Поскольку решетка по настоящему изобретению может быть изготовлена с помощью сплошной формы, стоимость формы и время формования значительно ниже, чем с формами предшествующего уровня техники с выдвижными штифтами.
Эти прорези создают закрученный воздушный поток с высокой индукцией. Однако, в отличие от предыдущих диффузоров для этого типа схемы потока, спиральные воздушные прорези по данному изобретению позволяют вращать решетку или откручивать ее от твердого стержня формы. Возможность быстрого удаления решетки из сердцевины литейной формы является существенным улучшением по сравнению с современными технологиями производства, при которых каждая отдельная вставка формы должна отдельно выдвигаться из соответствующей воздушной прорези, чтобы снять решетку. Поскольку решетка по настоящему изобретению может быть изготовлена с помощью сплошной формы, стоимость формы и время формования значительно ниже, чем с формами предшествующего уровня техники с выдвижными штифтами.
В предпочтительном варианте решетка диффузора устанавливается на пылесборник или корпус в форме корзины, который поддерживается монтажным узлом в полу. Регулятор расхода или заслонка расположены внутри корпуса. Как корпус, так и регулятор расхода имеют вертикально проходящие воздушные щели, проходящие через их боковые стенки. Воздух из подпольной воздушной камеры проходит через эти щели в диффузор и нагнетается через спиральные щели в решетке в помещение над диффузором. Скорость потока воздуха можно отрегулировать, повернув регулятор потока внутри корпуса так, чтобы прорези в регуляторе потока совпадали или не совпадали с прорезями в корпусе.
Воздух из подпольной воздушной камеры проходит через эти щели в диффузор и нагнетается через спиральные щели в решетке в помещение над диффузором. Скорость потока воздуха можно отрегулировать, повернув регулятор потока внутри корпуса так, чтобы прорези в регуляторе потока совпадали или не совпадали с прорезями в корпусе.
Решетка, предпочтительная для этого диффузора, расположена на верхней части края корпуса, а регулятор потока имеет ряд штифтов, которые входят в прорези решетки. Обод корпуса и наружная поверхность решетки имеют ответные кольца с неглубокими, как правило, V-образными зубьями. Наклоны боковых сторон этих зубьев позволяют поворачивать решетку, тем самым регулируя скорость потока воздуха при легком ручном нажатии. Однако решетки не будут вращаться, если на диффузоре находится более тяжелый груз, например, человек или предмет мебели.
Изобретение также обеспечивает систему крепления диффузоров в полах над подпольными системами распределения воздуха. Система крепления включает накладное кольцо, проходящее через отверстие в полу, и стопорное кольцо. Накладное кольцо имеет обод, который опирается на пол. Стопорное кольцо имеет такую форму, что его можно опустить через отверстие в полу, а затем натянуть на накладное кольцо, при этом пол будет зажат между стопорным кольцом и краем накладного кольца. Предпочтительное стопорное кольцо подвижно прикреплено к накладному кольцу с помощью храпового защелкивающего механизма, который позволяет вращать стопорное кольцо вокруг накладного кольца и на него. Это приспосабливает различные толщины панелей пола. Как только накладное кольцо будет правильно установлено, стопорное кольцо защелкивается на накладном кольце, чтобы надежно прикрепить диффузор к полу.
Накладное кольцо имеет обод, который опирается на пол. Стопорное кольцо имеет такую форму, что его можно опустить через отверстие в полу, а затем натянуть на накладное кольцо, при этом пол будет зажат между стопорным кольцом и краем накладного кольца. Предпочтительное стопорное кольцо подвижно прикреплено к накладному кольцу с помощью храпового защелкивающего механизма, который позволяет вращать стопорное кольцо вокруг накладного кольца и на него. Это приспосабливает различные толщины панелей пола. Как только накладное кольцо будет правильно установлено, стопорное кольцо защелкивается на накладном кольце, чтобы надежно прикрепить диффузор к полу.
Диффузор можно быстро преобразовать в порт питания/данных, сняв решетку, регулятор потока и корпус и заменив их крышкой порта питания/данных с одним или несколькими отверстиями для электрических кабелей. Крышка порта питания/данных поддерживается декоративным кольцом, которое также поддерживает корпус, регулятор потока и решетку воздушного диффузора. Это дополнительно повышает гибкость системы, позволяя быстро преобразовать приспособление, которое раньше было воздушным диффузором, в порт питания/данных или наоборот. Другие особенности и преимущества этого изобретения станут очевидными из следующего описания.
Это дополнительно повышает гибкость системы, позволяя быстро преобразовать приспособление, которое раньше было воздушным диффузором, в порт питания/данных или наоборот. Другие особенности и преимущества этого изобретения станут очевидными из следующего описания.
ЧЕРТЕЖИ
РИС. 1 представляет собой вид в перспективе в разобранном виде подпольного воздухораспределителя, воплощающего это изобретение.
РИС. 2 представляет собой вид сверху с частичным разрезом диффузора на фиг. 1, установленный в панели пола подпольной системы распределения воздуха.
РИС. 3 представляет собой увеличенный детальный вид по линиям 3-3 на фиг. 4 краев решетки и корпуса, на котором она опирается, с зубьями между решеткой и корпусом.
РИС. 4 представляет собой увеличенный вид в разрезе по линиям 4-4 на фиг. 3, показывающий соединение между решеткой и регулятором расхода в диффузоре на ФИГ. 1 и 2.
РИС. 5 и 6 – вид сверху и снизу решетки.
РИС. 7 представляет собой покомпонентный вид в перспективе решетки, литейного стержня, на котором она изготовлена, и стыковочного кольцевого буртика, используемого для удаления решетки из стержня литейной формы.
РИС. 8 представляет собой фрагмент поперечного сечения решетки, литейного стержня, ответного кольцевого буртика и крышки литейной формы, определяющей основную форму решетки в процессе формования, по линиям 8-8 на фиг. 9.
РИС. 9 представляет собой фрагмент поперечного сечения по линии 9.–9 на фиг. 8.
РИС. 10 представляет собой вид сверху стержня пресс-формы.
РИС. 11 представляет собой увеличенный вид сверху фрагмента пресс-формы на фиг. 10, показывающий геометрическую конфигурацию штифтов сердечника.
РИС. 12 и 13 представляют собой увеличенные виды поперечного сечения по линиям 12-12 и 13-13 на фиг. 11.
РИС. 14 представляет собой вид в перспективе накладного кольца и стопорного кольца на ФИГ. 1, иллюстрирующий храповой механизм, который удерживает их вместе, так что диффузор закрепляется в отверстии в панели пола, как показано на ФИГ. 2, но позволяет их разделить, чтобы можно было перемещать диффузор.
РИС. 15а и 15b представляют собой схематические виды в перспективе, показывающие установку накладного кольца и стопорного кольца в полу подпольной системы распределения воздуха.
РИС. 16 представляет собой вид сбоку в разобранном виде с частичным разрезом накладного кольца и стопорного кольца.
РИС. 17 представляет собой вид снизу на декоративное кольцо и стопорное кольцо.
РИС. 18 представляет собой увеличенный детальный вид храпового механизма на ФИГ. 14 и 16.
РИС. 19 представляет собой еще более увеличенный вид храпового механизма, показывающий, как перемещается стопорный зуб для удаления стопорного кольца.
РИС. 20а, 20b и 20с представляют собой частичные виды сбоку накладного кольца и стопорного кольца, иллюстрирующие сборку этих компонентов.
РИС. 21 представляет собой вид в перспективе порта электропитания/данных, который может использоваться с той же монтажной конструкцией, что и диффузор, показанный на предшествующих фигурах.
РИС. 22 представляет собой вид сбоку в разрезе порта питания/данных на ФИГ. 21.
ПОДРОБНОЕ ОПИСАНИЕ
РИС. 1 представляет собой вид в перспективе в разобранном виде подпольного воздухораспределителя, воплощающего это изобретение. Диффузор, обычно обозначаемый номером 24, имеет решетку 30, поддерживаемую пылесборником или корпусом 60 в форме корзины. Как показано на фиг. 2, корпус 60 монтируется в полу 25 над камерой 28 воздухораспределительной системы с помощью накладного кольца 80 и стопорного кольца 100, более подробно описанных ниже. В предпочтительном диффузоре 24 регулятор расхода или заслонка 70 размещается внутри корзинообразного корпуса 60. Боковые стенки 72 регулятора расхода 70 и боковые стенки 62 корпуса 60 представляют собой комплементарные поверхности вращения, такие как ступенчатые, слегка скошенные цилиндры. или усеченные конусы, которые позволяют боковым стенкам 72 регулятора потока соприкасаться и поворачиваться относительно боковых стенок 62 корпуса. Показанный регулятор расхода 70 имеет верхний наклонный выступ 75 и нижний наклонный выступ 77, которые опираются на наклонные выступы 65 и 67 в корпусе 60. Верхняя и нижняя пары наклонных выступов 75, 65 и 77, 67 образуют сопрягаемые поверхности, которые уменьшают соприкасайтесь и дайте регулятору потока легко вращаться внутри корпуса.
Диффузор, обычно обозначаемый номером 24, имеет решетку 30, поддерживаемую пылесборником или корпусом 60 в форме корзины. Как показано на фиг. 2, корпус 60 монтируется в полу 25 над камерой 28 воздухораспределительной системы с помощью накладного кольца 80 и стопорного кольца 100, более подробно описанных ниже. В предпочтительном диффузоре 24 регулятор расхода или заслонка 70 размещается внутри корзинообразного корпуса 60. Боковые стенки 72 регулятора расхода 70 и боковые стенки 62 корпуса 60 представляют собой комплементарные поверхности вращения, такие как ступенчатые, слегка скошенные цилиндры. или усеченные конусы, которые позволяют боковым стенкам 72 регулятора потока соприкасаться и поворачиваться относительно боковых стенок 62 корпуса. Показанный регулятор расхода 70 имеет верхний наклонный выступ 75 и нижний наклонный выступ 77, которые опираются на наклонные выступы 65 и 67 в корпусе 60. Верхняя и нижняя пары наклонных выступов 75, 65 и 77, 67 образуют сопрягаемые поверхности, которые уменьшают соприкасайтесь и дайте регулятору потока легко вращаться внутри корпуса.
Боковые стенки 62 корпуса 60 и боковые стенки 72 регулятора расхода 70 имеют сопрягающиеся проходящие в продольном направлении воздушные прорези 64, 74, разделенные сплошными участками 66, 76 соответствующих боковых стенок 62, 72. При вращении регулятора расхода так что прорези 74 в регуляторе потока совмещены с прорезями 64 в корпусе 60, воздух может поступать из подпольной воздушной камеры 28 в диффузор. Этот поток может быть уменьшен или остановлен путем поворота регулятора 70 потока так, чтобы твердые участки 76 боковых стенок 72 регулятора потока частично или полностью закрывали воздушные прорези 64 в корпусе.
Вертикальные выступы или штифты 78 выступают из верхнего края 79 регулятора расхода воздуха 70 и проходят над верхней частью корпуса 60 в воздушные прорези 42, 44 или 46 в решетке 30. Штифты 78 расположены на расстоянии, соответствующем расстоянию между прорези в решетке, так что каждый штифт входит в зацепление с одной из прорезей для воздуха всякий раз, когда решетка размещается на корпусе 60 и регуляторе потока 70.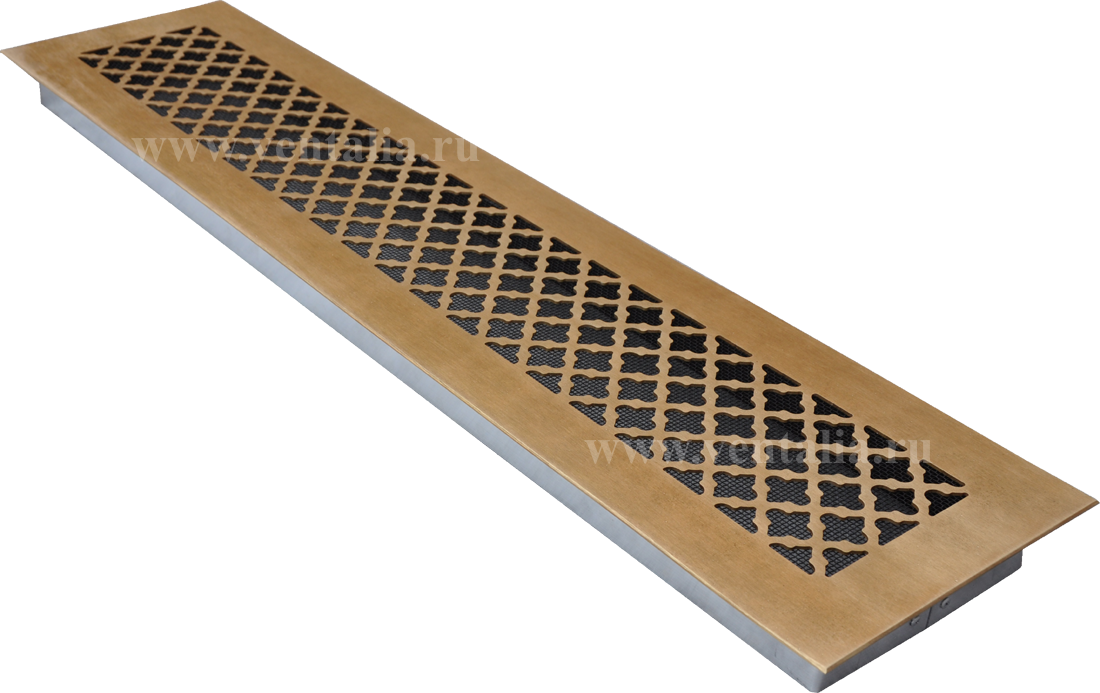 Когда решетка вращается, внутренняя стенка прорези для воздуха входит в зацепление с каждым из штифтов, а регулятор расхода вращается вместе с решеткой. Когда регулятор потока вращается внутри корпуса 60, воздушные прорези 74 в боковых стенках регулятора потока и твердые части 76 боковых стенок регулятора потока открывают и закрывают воздушные прорези 64 в боковых стенках корпуса. Таким образом, потоком воздуха из камеры статического давления через диффузор можно управлять, просто вращая решетку вручную.
Когда решетка вращается, внутренняя стенка прорези для воздуха входит в зацепление с каждым из штифтов, а регулятор расхода вращается вместе с решеткой. Когда регулятор потока вращается внутри корпуса 60, воздушные прорези 74 в боковых стенках регулятора потока и твердые части 76 боковых стенок регулятора потока открывают и закрывают воздушные прорези 64 в боковых стенках корпуса. Таким образом, потоком воздуха из камеры статического давления через диффузор можно управлять, просто вращая решетку вручную.
Как видно на ФИГ. 3 и 6, имеется кольцо неглубоких V-образных зубцов 48 вокруг внешнего края нижней части решетки 30. Имеется ответное кольцо зубцов 68, показанное на фиг. 1 и 3, вокруг фланца 61, который проходит в боковом направлении от верхней части корпуса 60. Решетка 30 опирается на фланец 61, и зубья 48 в нижней части решетки входят в зацепление с зубьями 68 на верхней части фланца. Стороны 52 показанных зубьев 48, 68 образуют углы около 150° на концах 54 и основаниях 56 зубьев 48, 68. Этот малый угол позволяет поворачивать решетку при легком нажатии на верхнюю часть решетки, тем самым вращая регулятор потока 70 и открывая или закрывая воздушные прорези 64 в корпусе 60. Таким образом, скорость потока можно быстро отрегулировать, не снимая решетку. Однако, когда на решетку воздействует большая сила, такая как вес предмета мебели или человека, зубцы 48, 68 блокируют решетку и предотвращают непреднамеренное движение.
Этот малый угол позволяет поворачивать решетку при легком нажатии на верхнюю часть решетки, тем самым вращая регулятор потока 70 и открывая или закрывая воздушные прорези 64 в корпусе 60. Таким образом, скорость потока можно быстро отрегулировать, не снимая решетку. Однако, когда на решетку воздействует большая сила, такая как вес предмета мебели или человека, зубцы 48, 68 блокируют решетку и предотвращают непреднамеренное движение.
Воздух выпускается из диффузора через прорези 42, 44 и 46 в решетке 30. В отличие от обычных решеток для напольного диффузора этого типа, которые из-за производственных ограничений обычно имеют прямые прорези, решетки по данному изобретению имеют рисунок изогнутых спиральных прорезей с по существу прямой стороной вдоль дугообразных участков, проходящих через указанные прорези. Эти прорези обычно проходят внутрь от внешнего края решетки 30, при этом самые длинные прорези 42 заканчиваются на центральной ступице 36 решетки. Эти длинные прорези 42 отделены друг от друга прорезями 44 средней длины и короткими прорезями 46.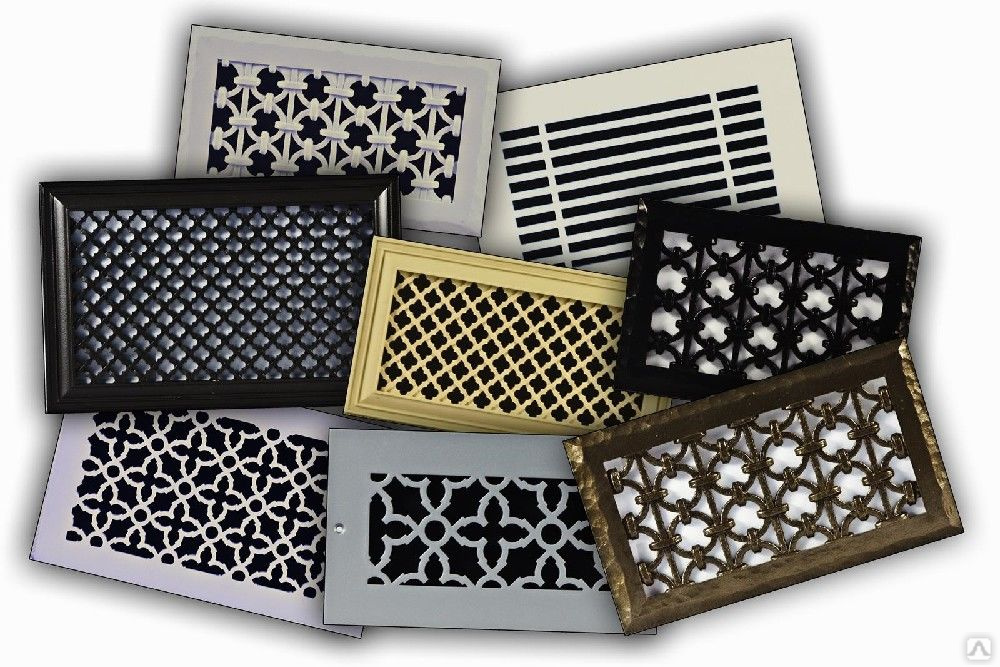 Такая схема облегчает изготовление решетки с прорезями, занимающими относительно большую часть поверхности, при сохранении желаемой структурной целостности. Будучи изготовленной из специального пластика, показанная решетка с прорезями, покрывающими более 20 % поверхности решетки, способна выдерживать нагрузки, превышающие 1400 фунтов, что делает ее полностью подходящей для напольных диффузоров.
Такая схема облегчает изготовление решетки с прорезями, занимающими относительно большую часть поверхности, при сохранении желаемой структурной целостности. Будучи изготовленной из специального пластика, показанная решетка с прорезями, покрывающими более 20 % поверхности решетки, способна выдерживать нагрузки, превышающие 1400 фунтов, что делает ее полностью подходящей для напольных диффузоров.
Прорези в решетке имеют наклон, так что стороны 45 прорезей функционируют как дефлекторы воздуха, которые помогают обеспечить желаемую схему потока. Кривизна и наклон щелей обеспечивают закрученный воздушный поток с низкими скоростями струи, малым импульсом, минимальной турбулентностью и высокой индукцией. Как показано на фиг. 7-13, прорези изготавливаются в пресс-форме для литья под давлением со стержнем 140 формы со сложной структурой штифтов 142, 144, 146 сердечника, отходящих от основания 141. Форма также имеет крышку 132 (показана на фиг. 8). с цилиндрической полостью, определяющей общую форму решетки.
Расплавленная смола впрыскивается в форму вокруг штифтов сердечника, образующих прорези 42, 44, 46 в решетке. Как лучше всего видно на фиг. 8, основание 141 литейного стержня также имеет внешнее кольцо зубьев 148, которые образуют внутренние части 481 зубьев 48 вокруг внешней стороны нижней части решетки 30. Внешние части 482 зубьев 48 на решетке образованы кольцом 136 сопрягаемой буртиком с кольцом зубьев 138, которые выровнены с зубьями 148 на основании 141 литейного стержня 140.
По завершении процесса формования крышка 132 снимается, а формованная решетка 30 поворачивается и извлекается из литейного стержня 140, поднимая и вращая сопрягающееся кольцевое кольцо 136, как показано на ФИГ. 7. Зубья 138 на кольце с буртиком, сцепленные с зубьями 48 в нижней части решетки, обеспечивают вращение решетки с кольцом с буртиком с требуемой скоростью. Вращение ответного буртикового кольца согласовано с его вертикальным перемещением так, чтобы дугообразное движение решетки соответствовало наклону пазов. Это позволяет вращать решетку или «скручивать» ее с неподвижных штифтов 142, 144, 146 сердечника литейной формы 140. Выталкивающие штифты (не показаны) в основании 141 сердечника также способствуют извлечению решетки.
Это позволяет вращать решетку или «скручивать» ее с неподвижных штифтов 142, 144, 146 сердечника литейной формы 140. Выталкивающие штифты (не показаны) в основании 141 сердечника также способствуют извлечению решетки.
Сердечники 142, 144 и 146 предпочтительно изготавливаются с помощью электростатической обработки. Углеродный электрод, который соответствует прорезям в решетке, обрабатывает материал из блока инструментальной стали с помощью электростатического разряда, чтобы сформировать штифты. Этот процесс позволяет получить литейный стержень, который по сравнению с другими формовочными процессами, используемыми для формирования аналогичной геометрии, например, с формами с выдвижными штифтами стержня, намного дешевле при первоначальном изготовлении литейной формы, требованиях к техническому обслуживанию и эксплуатационных расходах.
В показанном стержне формы и решетке левая сторона каждого штифта образует острый угол с верхней частью формы, угол которого варьируется от примерно 27° до примерно 5° по длине штифта и по длине штифта. соответствующий слот решетки. Правая сторона показанных штифтов 142, 144, 146 сердечника и прорези 42, 44 и 46 решетки соприкасаются с верхней частью литейной формы или поверхностью решетки под тупыми углами в пределах от примерно 147° до примерно 101°. Разница между углами на двух сторонах штифтов и пазов сердечника обеспечивает угол наклона около 3° (с каждой стороны), который может составлять от около 3° до около 5° в других вариантах осуществления. Это облегчает извлечение решетки из формы.
соответствующий слот решетки. Правая сторона показанных штифтов 142, 144, 146 сердечника и прорези 42, 44 и 46 решетки соприкасаются с верхней частью литейной формы или поверхностью решетки под тупыми углами в пределах от примерно 147° до примерно 101°. Разница между углами на двух сторонах штифтов и пазов сердечника обеспечивает угол наклона около 3° (с каждой стороны), который может составлять от около 3° до около 5° в других вариантах осуществления. Это облегчает извлечение решетки из формы.
Как показано на ФИГ. 9-11, каждый паз и штифт стержня показанной решетки и стержня формы спроектированы таким образом, что боковое смещение от точки вдоль верхнего края любого паза или штифта сердечника до нижнего края той же стороны паза или штифта сердечника на том же радиальном расстоянии от центра решетки или стержня формы или, другими словами, на ширине основания прямоугольного треугольника, лежащего по существу в дугообразном сечении через точки, с правым углом треугольника непосредственно под точкой на верхнем крае, является функцией расстояния от центра. Как видно на фиг. 10 и 11, ширина W основания прямоугольного треугольника, образованного первым дугообразным участком, проходящим через любую прорезь или штифт, и ширина W 2 основания прямоугольного треугольника, образованного вторым дугообразным участком, проходящим через прорезь или сердечник в другой точке или через другую прорезь или штифт, удовлетворяют уравнению W 1 / W 2 ≅R 1 / R 2
Как видно на фиг. 10 и 11, ширина W основания прямоугольного треугольника, образованного первым дугообразным участком, проходящим через любую прорезь или штифт, и ширина W 2 основания прямоугольного треугольника, образованного вторым дугообразным участком, проходящим через прорезь или сердечник в другой точке или через другую прорезь или штифт, удовлетворяют уравнению W 1 / W 2 ≅R 1 / R 2
, где R 1 и R 2 равны расстоянию от центральной точки решетки до первой и второй дугообразных секций. В результате угол .меняется. образованный между первой радиальной линией, пересекающей верхнюю часть прорези или стержня, и второй радиальной линией, проходящей через выступ дна прорези или стержня, по существу эквивалентен углу между двумя сравнимыми выступами в верхней и нижней части прорези. в любой другой точке.
В результате уникальной формы этих винтовых стержней 142, 144, 146 и винтовых пазов решетки 42, 44 и 46 готовую решетку можно просто повернуть или «скрутить» с формы после завершения процесса формования. Это радикальный отход от предыдущих процессов формования решеток для этого типа диффузора, в которых использовалось сложное, громоздкое и дорогое формовочное оборудование и методы с отдельными выдвижными штифтами стержня формы для каждой прорези. Эти основные штифты должны были быть втянуты по отдельности в конце процесса формования, прежде чем решетку можно было извлечь из формы. Простота формы и процесса в соответствии с настоящим изобретением, в котором решетка просто откручивается от существенно менее дорогого твердого сердечника формы, тем самым значительно сокращая процесс формования и обеспечивая еще большую экономию, резко контрастирует со сложностью и неэффективностью способа. оборудование и методы предшествующего уровня техники.
Это радикальный отход от предыдущих процессов формования решеток для этого типа диффузора, в которых использовалось сложное, громоздкое и дорогое формовочное оборудование и методы с отдельными выдвижными штифтами стержня формы для каждой прорези. Эти основные штифты должны были быть втянуты по отдельности в конце процесса формования, прежде чем решетку можно было извлечь из формы. Простота формы и процесса в соответствии с настоящим изобретением, в котором решетка просто откручивается от существенно менее дорогого твердого сердечника формы, тем самым значительно сокращая процесс формования и обеспечивая еще большую экономию, резко контрастирует со сложностью и неэффективностью способа. оборудование и методы предшествующего уровня техники.
Как показано на фиг. 2, диффузор 20 предназначен для монтажа с накладным кольцом 80 и стопорным кольцом 100, показанными на ФИГ. 14-19, в отверстии 26 в полу 25 над воздухораспределительной камерой 28. Накладное кольцо и стопорное кольцо сконструированы таким образом, что весь процесс установки может выполняться сверху пола, что значительно сокращает время установки и перемещения диффузоров. . Этот диффузор может быть установлен менее чем за 1 минуту, в то время как установка диффузоров предшествующего уровня техники, которые требовали, чтобы части установки выполнялись из-под пола, обычно требовала по меньшей мере 5 минут. В офисном здании с большим количеством диффузоров экономия времени значительна.
. Этот диффузор может быть установлен менее чем за 1 минуту, в то время как установка диффузоров предшествующего уровня техники, которые требовали, чтобы части установки выполнялись из-под пола, обычно требовала по меньшей мере 5 минут. В офисном здании с большим количеством диффузоров экономия времени значительна.
Ссылаясь на ФИГ. 2 и 14-17, накладное кольцо 80 имеет цилиндрическую часть 82, проходящую через отверстие 26 в полу, и сужающийся фланец 84, выступающий сбоку от верхней части цилиндрической части 82, который больше отверстия в полу. Поверхность цилиндрической части 82 накладного кольца имеет три ряда стопорных зубьев 94 и три кулачковых канавки 88, которые удерживают накладное кольцо и стопорное кольцо вместе в установленном положении. Стопорное кольцо 100 имеет цилиндрическую часть 102, внутренний диаметр которой несколько больше внешнего диаметра цилиндрической части 82 накладного кольца. Фланец 104 проходит от верхнего конца цилиндрической части 102 стопорного кольца и, как видно на фиг. 2, прижимается к днищу пола 25 в установленном положении. Фланец 104 отличается от фланца 84 на накладном кольце тем, что он не имеет одинакового диаметра или ширины. В одном направлении фланец 104 длиннее ширины отверстия 26, в котором он должен быть установлен. Таким образом, фланец перекрывает отверстие и удерживает диффузор на месте. В другом направлении, как лучше всего видно на фиг. 17, ширина фланца 104 лишь немного больше наружного диаметра цилиндрической части 102 стопорного кольца и меньше ширины отверстия 26. Это означает, что стопорное кольцо можно продеть через отверстие в процессе установки , и весь процесс может быть выполнен сверху пола.
2, прижимается к днищу пола 25 в установленном положении. Фланец 104 отличается от фланца 84 на накладном кольце тем, что он не имеет одинакового диаметра или ширины. В одном направлении фланец 104 длиннее ширины отверстия 26, в котором он должен быть установлен. Таким образом, фланец перекрывает отверстие и удерживает диффузор на месте. В другом направлении, как лучше всего видно на фиг. 17, ширина фланца 104 лишь немного больше наружного диаметра цилиндрической части 102 стопорного кольца и меньше ширины отверстия 26. Это означает, что стопорное кольцо можно продеть через отверстие в процессе установки , и весь процесс может быть выполнен сверху пола.
Три штифта 108, которые можно увидеть на ФИГ. 14, 16-18, 20а, 20b и 20с, отходят от внутренней поверхности стопорного кольца 100. Как лучше всего видно на ФИГ. 20а, 20b и 20с, эти штифты 108 расположены так, чтобы входить в проходящие вертикально отверстия 89 кулачковых канавок 88 на накладном кольце, когда стопорное кольцо расположено на нижней части накладного кольца. Когда штифты достигают верхней части вертикально проходящих устьев кулачковых канавок, стопорное кольцо может поворачиваться относительно накладного кольца, и штифты 108 поднимаются по наклонным спиральным участкам 9.1 кулачковых канавок 88, натягивая стопорное кольцо на накладное кольцо до тех пор, пока оно не достигнет установленного положения, показанного на ФИГ. 2.
Когда штифты достигают верхней части вертикально проходящих устьев кулачковых канавок, стопорное кольцо может поворачиваться относительно накладного кольца, и штифты 108 поднимаются по наклонным спиральным участкам 9.1 кулачковых канавок 88, натягивая стопорное кольцо на накладное кольцо до тех пор, пока оно не достигнет установленного положения, показанного на ФИГ. 2.
Стопорное кольцо 100 имеет запорный механизм 112, который входит в зацепление с одним из ряда запорных зубьев 94 на накладном кольце. Фиксирующий механизм 112 содержит стопорный зуб 114, который входит в зацепление с зубьями 94 на накладном кольце, расцепляющий язычок 116, используемый для расцепления стопорного зуба 114 с зубьями 94, и упругий рычаг 118, отходящий от цилиндрической части 102 стопорного кольца, на котором крепятся зуб защелки и язычок расцепления. Во фланце стопорного кольца 104 на фиксирующем механизме имеется отверстие для облегчения доступа.
Когда стопорное кольцо вращается на накладном кольце, запорный зуб входит в зацепление с зубьями на накладном кольце и фиксирует стопорное кольцо на месте. Как лучше всего видно на фиг. 18 и 19, передние стороны 95 зубьев 94 накладного кольца, т.е. стороны, с которыми первым соприкасается стопорный зуб 114, когда стопорное кольцо вращается на накладном кольце, и передняя сторона 115 фиксирующего зуба 114, имеют наклон или скошенный, чтобы зуб защелки проходил над зубьями накладного кольца в процессе установки. Задние стороны 97 зубьев накладного кольца и задняя сторона 117 зубца защелки расположены по существу под прямым углом к направлению движения зубца защелки, чтобы снизить риск непреднамеренного высвобождения.
Как лучше всего видно на фиг. 18 и 19, передние стороны 95 зубьев 94 накладного кольца, т.е. стороны, с которыми первым соприкасается стопорный зуб 114, когда стопорное кольцо вращается на накладном кольце, и передняя сторона 115 фиксирующего зуба 114, имеют наклон или скошенный, чтобы зуб защелки проходил над зубьями накладного кольца в процессе установки. Задние стороны 97 зубьев накладного кольца и задняя сторона 117 зубца защелки расположены по существу под прямым углом к направлению движения зубца защелки, чтобы снизить риск непреднамеренного высвобождения.
Накладное кольцо и стопорное кольцо можно быстро и легко установить над полом, что является заметным преимуществом по сравнению с процессами, которые требовались для более ранних подпольных диффузоров. Как показано на фиг. 15а, стопорное кольцо 100 вставляется через отверстие 26 в полу 25 и опускается на дно камеры 28. Затем накладное кольцо 80 помещается в отверстие 26, как показано на ФИГ. 17б. Установщик протягивает руку через центральное отверстие в накладном кольце, берет стопорное кольцо, вставляет штифты стопорного кольца 108 в вертикально выступающие отверстия 89. кулачковых канавок накладного кольца и поворачивает стопорное кольцо, чтобы переместить штифты 108 вверх по наклонным спиральным участкам 91 кулачковых канавок и тянуть стопорное кольцо вверх по накладному кольцу до тех пор, пока пол не будет надежно зажат между фланцем 84 накладного кольца и стопорным кольцом. кольцевой фланец 104. Когда накладное кольцо и стопорное кольцо закреплены на месте, корпус 60 помещается внутрь накладного кольца. Как показано на фиг. 2 и 4 фланец 67 в верхней части корпуса 60 опирается на кольцевой выступ 86, выступающий из внутренней стенки накладного кольца 80. Регулятор расхода 70 размещен внутри корпуса, решетка 30 размещена сверху, а агрегат готов к эксплуатации. Весь процесс установки может быть выполнен менее чем за одну минуту, что значительно меньше времени, необходимого для предыдущих напольных диффузоров.
кулачковых канавок накладного кольца и поворачивает стопорное кольцо, чтобы переместить штифты 108 вверх по наклонным спиральным участкам 91 кулачковых канавок и тянуть стопорное кольцо вверх по накладному кольцу до тех пор, пока пол не будет надежно зажат между фланцем 84 накладного кольца и стопорным кольцом. кольцевой фланец 104. Когда накладное кольцо и стопорное кольцо закреплены на месте, корпус 60 помещается внутрь накладного кольца. Как показано на фиг. 2 и 4 фланец 67 в верхней части корпуса 60 опирается на кольцевой выступ 86, выступающий из внутренней стенки накладного кольца 80. Регулятор расхода 70 размещен внутри корпуса, решетка 30 размещена сверху, а агрегат готов к эксплуатации. Весь процесс установки может быть выполнен менее чем за одну минуту, что значительно меньше времени, необходимого для предыдущих напольных диффузоров.
Рассеиватель легко снимается. Решетка, регулятор потока и пылесборник снимаются. Затем рабочий протягивает руку через центральное отверстие в накладном кольце и захватывает защелку 116 на стопорном механизме стопорного кольца. Как показано на фиг. 19, оттягивание фиксатора назад изгибает рычаг 118 и позволяет зубцу 114 защелки выйти за зубья 94 на накладном кольце 80, так что стопорное кольцо может быть повернуто назад от накладного кольца.
Как показано на фиг. 19, оттягивание фиксатора назад изгибает рычаг 118 и позволяет зубцу 114 защелки выйти за зубья 94 на накладном кольце 80, так что стопорное кольцо может быть повернуто назад от накладного кольца.
Показанный воздушный диффузор 20 можно быстро преобразовать в порт 160 электропитания/данных, показанный на РИС. 21 и 22, просто сняв решетку диффузора 30, регулятор потока 70 и пылесборник 60 и заменив их крышкой 162 порта электропитания/данных, поворотной крышкой 170 и, при желании, одним или несколькими уплотнения 180 порта данных, показанные на фиг. 19. Это преобразование в порт электропитания/данных может быть использовано при реконструкции офисного помещения или других изменениях, что делает желательным использование отверстия 26 в панели пола для электрических кабелей, волоконно-оптических кабелей и т.п. Как видно на фиг. 21, порт питания/данных имеет несколько отверстий 164, которые подходят для кабелей многих типов и размеров.
Крышка 160 порта электропитания/данных имеет несколько фиксирующих выступов 166 с канавками 167, которые защелкиваются на кольцевом выступе 86 внутри накладного кольца 80. Фиксирующие выступы 166 сконструированы таким образом, что крышку порта электропитания/данных можно снять, вставив инструмент в центральное отверстие 168 в крышке порта электропитания/данных и потянув вверх. Гибкость стопорных лепестков позволяет им отщелкиваться от выступа в стопорном кольце.
Фиксирующие выступы 166 сконструированы таким образом, что крышку порта электропитания/данных можно снять, вставив инструмент в центральное отверстие 168 в крышке порта электропитания/данных и потянув вверх. Гибкость стопорных лепестков позволяет им отщелкиваться от выступа в стопорном кольце.
При креплении к плечу 86 крышка порта электропитания/данных располагается немного ниже верхней части фланца 84 накладного кольца. Поворотная крышка 170 с центральным выступом 172, который входит в центральное отверстие 168 разъема электропитания/данных. Крышка порта затем размещается поверх крышки порта электропитания/данных и внутри накладного кольца 80 так, чтобы верхняя часть поворотной крышки была по существу заподлицо с верхней поверхностью накладного кольца. Поворотная крышка может поворачиваться вокруг своей центральной бобышки 172, закрывая одно или несколько отверстий в крышке порта электропитания/данных, в зависимости от количества и площади отверстий, необходимых для кабелей. Как показано на фиг. 19, дополнительные уплотнительные втулки 180 с клейкой основой могут использоваться для небольших кабелей, чтобы предотвратить или уменьшить потерю воздуха из камеры.
19, дополнительные уплотнительные втулки 180 с клейкой основой могут использоваться для небольших кабелей, чтобы предотвратить или уменьшить потерю воздуха из камеры.
Должно быть очевидно, что описанные выше воздухораспределитель и порт электропитания/данных обеспечивают существенные преимущества при оснащении, перепланировке и обновлении современных офисов и других коммерческих зданий с системами распределения воздуха и электричества под полом. Эти диффузоры и порт питания/данных могут быть установлены за долю времени, необходимого для предыдущих компонентов, и могут быть легко перемещены, модифицированы или заменены практически для любой мыслимой конфигурации. Диффузоры обеспечивают превосходную схему воздушного потока, а решетки со спиральными прорезями можно формовать быстрее и экономичнее, чем конструкции предшествующего уровня техники. Как понятно специалистам в данной области техники, диффузоры, формы и процессы формования, описанные здесь, могут быть адаптированы для широкого спектра применений.