
Технологии изготовления воздуховодов: описание, устройство
Воздуховоды из оцинкованного стального листа, предназначенные для эксплуатации в системах кондиционирования и вентиляции.
Применяемые при изготовлении воздуховодов материалы, основные технологические процессы и типы станков, необходимых для осуществления данного производственного цикла.
1. Зависимость толщины стенок воздуховода от площади его сечения.
2. Основные типы станков, необходимых для изготовления стальных оцинкованных воздуховодов.
· Гильотина.
· Гибочный станок.
· Фальцепрокатный станок.
· Фальцеосадочный станок.
· Станок ребра жесткости.
· Пуклевочный станок.
· ЗИГ-машина.
· Аппарат для производства работ по точечной сварке.
· Спирально-навивной станок.
· Станок для изготовления отводов круглого сечения Гарилокер (GORELOCKER).
· Вальцепрокатный станок.
1. Материалы, применяемые для изготовления оцинкованных стальных воздуховодов.
Воздуховоды из оцинкованной стали изготавливаются преимущественно из листа толщиной 0,5 – 1,2 мм, в зависимости от их типоразмеров, например:
воздуховод прямоугольного сечения, начиная от 100х100 мм, и до 500х200 мм изготавливается из оцинкованного стального листа толщиной 0,5 мм;
воздуховод прямоугольного сечения, начиная от 800х300 мм, и до 1000х1500 мм изготавливается из оцинкованного стального листа толщиной 1,2 мм.
Марка применяемой стали СТ-3, CТ-6.
2.Основные типы станков, необходимых для изготовления стальных оцинкованных воздуховодов:
Каждый станок предназначен для выполнения одной уникальной или нескольких родственных технологических операций по обработке стального оцинкованного листа, постепенно превращая его в заготовку-полуфабрикат, набор фасонных изделий и, в конце концов, готовую к эксплуатации воздушную магистраль, состоящую из системы воздуховодов и вентиляционного оборудования.
Гильотина.
Станок предназначен для отрезания стального листа по всей ширине рулона и ни для чего другого более. Конструктивно представляет собой верстак, на котором смонтирован нож с противовесом или электроприводом.
Гибочный станок.
Станок предназначается для изгибания стального листа на необходимый угол (от 00 до 3600). Конструктивно представляет собой станину с двумя направляющими подвижной и неподвижной. Подвижная направляющая осуществляет изгибание листа. Привод может быть ручным или электрическим.
Фальцепрокатный станок.
Предназначается для производства нескольких типов замков, соединяющих между собой края стального листа, и, соответственно, для соединения между собой разных секций прямошовных воздуховодов: одинарный замок, двойной замок. Конструктивно представляет собой станину с прокатным механизмом и электродвигателем.
Фальцеосадочный станок.
Данное устройство предназначается для поджимания (осадки) угла в месте соединения крайних кромок двух стальных листов, то есть для закрытия замка и получения герметичного соединения двух соседних секций прямошовного воздуховода между собой.
Станок ребра жесткости.
Предназначается для изготовления ребер жесткости, служащих уменьшению вибрации стенок воздуховода при прохождении воздуха и, соответственно, снижению шума. Воздуховоды, стенки которых снабжены ребрами жесткости, не гремят при эксплуатации и лучше “держат форму”.
Пуклевочный станок.
Служит для обработки мест соединения воздуховода с фланцем и придания им необходимой жесткости, прочности и герметичности. Фактически станок продавливает листы фланца и воздуховода, обеспечивая прочность и неподвижность их соединения между собой.
ЗИГ-машина.
Предназначается для изготовления на кромках листов правильных углов в местах присоединения к секциям воздуховодов следующих фасонных изделий, изготовленных из оцинкованного стального листа: отводов, полу-отводов, редукций и врезок. Фактически машина производит отбортовку и поджим кромок деталей, раскроенных ранее из оцинкованного стального листа на станках других типов, GORELOCKER, например.
Аппарат для производства работ по точечной сварке.
Осуществляет сварочные операции по соединению между собой листов стали методом точечной сварки. Применяется для изготовления переходов сечения стальных оцинкованных воздуховодов, смесительных и распределительных камер центральных и канальных кондиционеров, секций шумоглушителей и адаптеров.
Спирально-навивной станок.
Применяется при производстве воздуховодов исключительно круглого сечения. Толщина стального листа, применяемого для изготовления спирально-навивных воздуховодов, самым непосредственным образом зависит от площади поперечного сечения воздуховода – чем больше площадь, тем толще лист.
Воздуховод круглого сечения, начиная от диаметра 100 мм, и до диаметра 500 мм изготавливается из оцинкованного стального листа толщиной 0,5 мм;
воздуховод круглого сечения, начиная от диаметра 500 мм, и до диаметра 900 мм изготавливается из оцинкованного стального листа толщиной 0,7 мм;
Максимально допустимая площадь поперечного сечения воздуховода, которую способен переварить данный станок – 1,13 м2, при диаметре 1250 мм.
Гарилокер (GORЕLOCKER).
Станок данного типа предназначен для раскроя оцинкованного стального листа на сегменты, и дальнейшего изготовления отводов и полу-отводов диаметром от 100 мм до 1250 мм включительно.
Вальцепрокатный станок.
Данное устройство предназначено для производства круглых прямошовных воздуховодов. Позволяет изготавливать фасонные изделия и врезки длиной от 50 мм. до 1250 мм. включительно: адаптеры и переходы сечения (с прямоугольного на круглое, и наоборот). Возможно изготовление и прямого участка воздуховода, однако, длина его будет ограничена 1250 мм.
Перечисленный выше станочный парк применяется при производстве стальных оцинкованных воздуховодов и фасонных изделий следующих типов:
– Прямошовных стальных оцинкованных воздуховодов круглого сечения длиной от 5 см. до 1,25 м. включительно;
– Спирально-навивных стальных оцинкованных воздуховодов длиной от 50 см. до 5 м. включительно.
– Переходов сечения (предназначаются для соединения воздуховодов различного диаметра и формы сечения).
– Отводов (Предназначаются для поворота воздуховода на 900, могут быть как круглого, так и квадратного сечения).
– Полу-отводов (Предназначаются для поворота воздуховода на 450, могут быть как круглого, так и квадратного сечения).
– Тройников (Предназначаются для разделения магистрали воздуховода на две части одинакового сечения, в нестандартном исполнении возможно разделение на равные части c переходом на большее сечение, например {100х100/100х100}/200х100).
Редукция (Фасонная деталь, предназначенная для перехода с магистральной трубы на воздуховод меньшего диаметра. Применяются редукции как прямоугольного, так и круглого сечения. Конструктивно подразделяются на прямые врезки и седловые врезки. Длина врезки не может быть более 20 см).
Напоминаем: У нас вы можете купить оптом комплектующие и запчасти к системам промышленной вентиляции: крепление воздуховодов, кондиционеров, прямоугольные и круглые воздуховоды, траверсу, шину монтажную, уголки оцинкованные, скобу для соединения фланцев, ленту монтажную, перфорированную, ленточный хомут, алюминевый скотч, кронштейны, решетки и анемостаты, листовую и рулонную изоляцию, листы оцинкованный металлические. А также нами производится оптовая продажа элементов крепежа: шпилька резьбовая, саморезы, шурупы, болты, винты, гайки, шайбы, заклепки, забивные анкера. Поставки идут по всей России, со склада в Москве.
www.snabvent.ru
Обзор фальцепрокатных станков для производства воздуховодов
На сегодняшний день существует несколько типов фальцепрокатных станков для производства воздуховодов – они различаются по видам производимого фальцевого шва и способу соединения. Ознакомится с различными видами фальцепрокатных станков можно в разделе Фальцепрокатные станки
Самые известные производители фальцепрокатных станков – Китай, Турция, Германия, Россия.
Основные виды фальца (шва), изготавливаемые на фальцепрокатных станках:
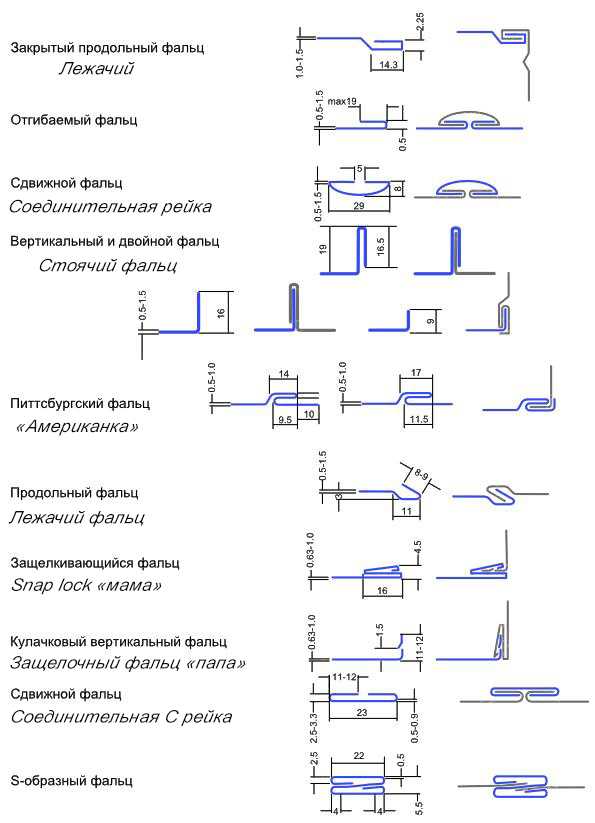
Snap lock замок, снэп фальц, защёлочный фальц…
Данный замок отличается простотой сборки. В отличии от обычного лежачего фальца для круглых труб и питсбургского фальца (американки) для квадратных, для сборки защелочного фальца достаточно осадить его клещами и киянкой «до щелчка». Благодаря такой простоте сборки существенно облегчается и транспортировка несобранных изделий для места их монтажа и быстрая сборка непосредственно на месте.
Можно отметить три основных вида защелочного фальца:
Прямой, Г – образный (наиболее распростаненный), подходит и для круглой трубы.

Например, десяток готовых труб с защелочным фальцем в транспортировке выглядит следующим образом:


В свою очередь, в зависимости от способа сборки прямоугольных воздуховодов с применением защёлочного фальца, возможно получить не только удобство при транспортировке, но так же быстро собирать из отдельных листовых заготовок различной ширины, необходимый вам размер труб на месте монтажа.


К недостатком данного вида соединения можно отнести слабую герметичность относительно питсбургского фальца. Эту проблему можно решить, применяя герметики в процессе сборки.
Посмотрите, пожалуйста, видео работы фальцепрокатного станка для производства защелкивающегося фальца.
Способ соединения прямоугольных воздуховодов на рейке
Для производства прямоугольных воздуховодов длиной сторон до 400 мм может быть использовано соединение на С-рейку. На торцах сочленяемых частей прокатывается лежачий фальц. Далее части смыкаются, иногда пазы покрывают герметиком или ставят уплотнительную прокладку и закрепляют С-рейкой начиная с края продвигая рейку вдоль шва с помощью молотка.
Радиусная отбортовка для изготовления прямоугольных отводов, тройников и т.д.


Для радиусной (угловой) отбортовки стоячего фальца существуют как специальные отдельные станки так и надстройки для многофункциональных фальцепрокатных станков – так называемая “отбортовочная головка”.


Результатом работы является один и тот же продукт – стоячий фальц высотой до 9мм

stangroup.ru
Отводы для вентиляции: назначение, виды, особенности, материалы.
Назначение отводов для вентиляции
Отвод или колено – это элемент системы воздуховодов, позволяющий не просто соединять, а менять направление трассы в любую сторону и под различными углами. Изготавливают данные элементы вентиляционной системы как из стали (чёрная, оцинкованная, нержавеющая), так и из пластика. Применяются подобные отводы не только для простых случаев при подсоединении кухонных вытяжек к вентиляционной шахте, но и при монтаже сложных систем промышленной вентиляции.
Виды отводов
Рассмотрим основные виды отводов для вентиляции, используемых для перенаправления воздуховодов.
Ввиду конструктивных особенностей выделяют разновидность колен, применяемых не в качестве соединительных частей, а ввиде внешних боковых выбросов в промышленности. В подобных элементах присутствуют специальные перфорированные листы либо оградительные сетки, предназначенные для воспрепятствования попадания в вентиляционную систему различного мусора и прочих инородных тел.
Модификации отводов для вентиляции, применяемые в процессе монтаже вентиляционной системы, зависят от применяемого на производстве материала и представляют собой следующий перечень:
- Оцинкованные отводы – производятся из чёрной стали, покрытие состоит из тонкого слоя цинка. Подобные воздуховоды используются как на промышленных предприятиях, так и в быту. Кроме довольно высокой устойчивости к воздействию коррозии существенным плюсом является и приемлемая цена.
- Отводы из нержавеющей стали – используются, как правило, в бытовых вентиляциях малого диаметра, так как при воздуховодах большого диаметра общая конструкция становится тяжеловесной, увеличивая давление на конструктив здания и дорогостоящей.
- Отводы из чёрной стали – тип колена, пользующийся наибольшей популярностью в сфере промышленности. Высокий спрос связан прежде всего с низкой стоимость изделия. Подойду правда такие отводы не всем. Их не рекомендуется использовать в системах отвода воздуха повышенной влажности.
- Отводы из пластика – изделие из полимеров, обладающих устойчивостью к деформации и прочим механическим воздействиям и предназначенных исключительно для бытовой вентиляции.
Особенности отводов
Кроме выбора материалов, применяемых для производства отводов, существуют и некоторые конструктивные особенности.
Конфигурация поперечного сечения отвода – прямоугольные и круглые. Выбор формы сечения не оказывает влияния на производительность вентиляционной системы в целом и подбирается непосредственно под имеющееся вентиляционное оборудование.
Толщина металла отвода – для производства колен, используемых в промышленных вентиляционных системах, применяются более толстые листы металла в целях повышения жесткости и недопущения деформации.
При сборке же бытовой системы вентиляции наоборот используют наиболее тонкие листы метала для облегчения общего веса конструкции и снижения нагрузки на крепления.
Ориентируясь в особенностях конструкции и специфике применения отводов, не трудно подобрать компоненты вентиляционной системы.
vs-vent.ru
Гибкие воздуховоды для вентиляции подземных горных выработок
В.Ф.Крюков, Генеральный директор ООО «Кола Констракшн»
Сегодня во всем мире для вентиляции шахт и забоев при проходке туннелей и штолен преимущественно используются гибкие воздуховоды из ПВХ. На мировых рынках значительная доля продукции такого назначения представлена изделиями норвежской компании Protan Ventiflex.
Образованная в 1939 г. компания к настоящему времени стала крупнейшим в мире изготовителем систем гибких воздуховодов, продукция которой признана повсеместно благодаря превосходному качеству изделий. Российские специалисты впервые могли ознакомиться с продукцией фирмы Protan Ventiflex на выставке MiningWorld Russia’ 2005. Фирма является не только мировым поставщиком своей продукции, но и предоставляет услуги по расчетам и проектированию гибких вентиляционных систем применительно к местным условиям заказчика и в соответствии с местными стандартами, в частности SiA и BC среди прочих. Производство текстильного каркаса организовано на собственной фабрике и сертифицировано по стандартам ISO 9001 и ISO 14001. Покрытие вентиляционных рукавов также производится на специализированной фабрике в соответствии с сертификатами ISO 9001 и ISO 14001. Все компоненты производятся из сырья, специально созданного для условий подземной вентиляции с высокой разрывной прочностью.
На сегодняшний день Protan Ventiflex – единственный поставщик в мире, выпускающий всю продукцию на своей собственной базе, состоящей из трех фабрик, производящих основной текстиль, рукава и их обшивку. Вся продукция фирмы Protan – огнеустойчива.
Конструктивные и эксплуатационные характеристики рукавов Protan
К важнейшей особенности конструкции рукавов фирмы Protan относится использование каркаса из вязанного трикотажного текстиля вместо тканого. Вязаный каркас имеет большую поперечную прочность, и даже в случае разрыва рукава нити такого каркаса не распускаются последовательно одна за другой, а перед разрывом объединяются и сплетаются в 5-6 рядов, что и придает рукаву большую прочность. Изучение накопленного богатого опыта использования вентиляционных рукавов в различных условиях и всесторонние научные исследования позволили специалистам фирмы Protan создать оригинальную каркасную нить. Благодаря новой нити, вся продукция Protan отличается высокой механической прочностью, низким коэффициентом растяжения и высокой прочностью на разрыв. Все это позволяет рукавам воспринимать без повреждений дополнительную нагрузку. Гибкие вентиляционные рукава Protan эффективно и одинаково надежно работают как в горизонтальных, так и в вертикальных подземных горных выработках.
Для подвески в подземных выработках вентиляционные рукава изготавливаются с полностью проваренным подвесным швом с вваренными проушинами, с шагом 50 см. Проушины, в зависимости от предпочтения потребителя, армируются кольцом из материала, из которого изготавливаются рукава (т.е. ПВХ), либо из меди. Как показала 55-летняя практика эксплуатации рукавов, проушины, армированные ПВХ, служат дольше, чем медные.
Ассортиментный ряд продукции Protan Ventiflex состоит из шести различных видов, включая два вида антистатических вентиляционных рукавов (табл. 1). Стандартный ряд продукции охватывает диапазон диаметров от 200 до 3000 мм.
Специалистами Protan Ventiflex выстроена расчетная номограмма для выбора параметров гибких вентиляционных систем, которая связывает диаметр рукава, расход воздуха в единицу времени и требуемый напор воздуха. Номограмма позволяет высчитать количество транспортируемого вентиляционного потока при остальных известных параметрах, а также по известному расходу воздуха определить диаметр рукава и требуемый напор воздушной струи.
Учитывая стоимость энергии и вентиляционных рукавов, можно предположить, что самыми экономичными будут рукава небольшого диаметра при более высоком напоре воздуха. Данные, рассчитанные по номограмме, соответствуют ровно подвешенным и герметично состыкованным рукавам. Несоблюдение этих требований приводит к увеличению потерь воздуха и повышенному расходу энергии на его передачу в сети.
Технология стыковки и монтажа гибких вентиляционных систем
В целях предотвращения потерь расхода воздуха и повышенного расхода энергии в гибкой вентиляционной сети конструкторами разработаны надежные способы стыковки отрезков рукавов и их горизонтирования (ровного подвешивания), а также набор комплектующих элементов, необходимых для формирования разветвленной гибкой сети.
В зависимости от степени загрязненности и запыленности воздуха в подземных выработках, по которым прокладывается вентиляционная сеть из гибких рукавов, их соединение осуществляется с помощью стыковочных устройств трех типов: VF; Velcro; Zip (табл. 2).
Применение многих тысяч соединений гибких воздуховодов в шахтах и подземных сооружениях во всем мире подтвердило простоту их установки, минимальные потери воздуха при его высоком давлении, долговечность и износоустойчивость системы.
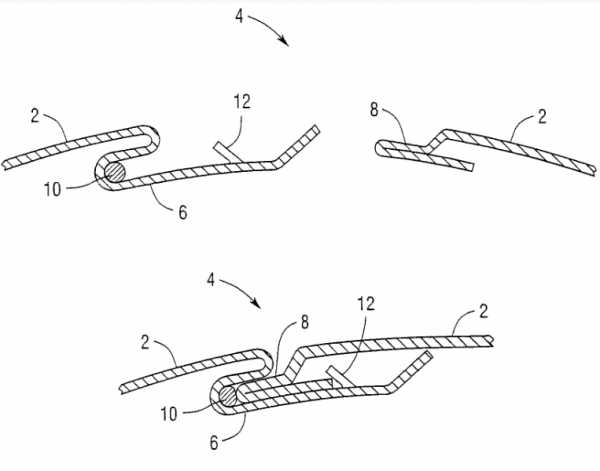
Соединение типа VF проверено более чем 50-летней эксплуатацией, которая показала легкость установки и высокую герметичность соединения. Конструктивно соединение VF состоит из стального или проволочного кольца, вваренного на выпускном конце каждой секции воздуховода Protan Ventiflex, и соответствующего стального стяжного обруча (рис. 1, 2). Соотношение размеров кольца и стыковочного обруча обеспечивает требуемую плотность соединения, которая увеличивается по мере возрастания давления воздуха в сети. Стыковочный обруч VF оснащен стяжным болтом, который обеспечивает надежность и прочность соединения, что не позволяет секциям самопроизвольно разъединиться. Кольца для соединения типа VF выпускаются диаметром 200-1700 мм (стальные) и диаметром 1800-2400 мм (проволочные). Соединение VF позволяет без затруднений собрать вентиляционный трубопровод любой протяженности. Они необходимы в тех случаях, когда новые элементы, такие как колена и отводы, необходимо вставить в существующий воздуховод. Эта особенность также важна в случае, когда необходимо сократить секцию при корректировке вентиляционной сети и, например, для ремонта нескольких поврежденных секций. Повсеместно стыковочные соединения типа VF используются для присоединения гибких рукавов к вентиляторам.
Для стыковки воздуховодов большого диаметра и высокого давления воздуха выпускаются двухсекционные обручи типа LP (см. рис. 1, 2).
Соединение типа Velcro представляет собой липучую ленту, наклеенную на торцах стыкуемых рукавов, в виде двух элементов: входящего и охватывающего. Внутри воздуховода располагается перекрывающий клапан из такого же материала, что и рукав воздуховода, который снижает сопротивление прохождению воздушного потока и потери энергии на преодоление стыка. Соединение Velcro выполнено из наиболее износостойкой промышленной липучки, которая выдерживает высокое и продолжительное осевое давление. При загрязнении липучки она легко очищается струей воды при нормальном давлении. Поэтому соединение может использоваться многократно без ущерба для эффективности. Соединения Velcro поставляются с комплектом инструмента для их установки. Соединение этого типа целесообразно использовать при необходимости выполнения периодических проверок и очисток, а также, когда требуется простота установки и демонтажа лент. Оно рекомендуется к использованию в тесных пространствах, поскольку механические воздействия не наносят ущерба промышленному качеству липучки. Предназначено для использования в стандартных секциях длиной 10-20 м, а также в более длинных (50 и 100 м) секциях. Главное достоинство соединения Velcro – практическая невозможность его повреждения.
Соединение типа Zip (молния) лучше всего подходит для применения в малозапыленной атмосфере, что имеет место, как, правило, при проведении тоннелей с помощью тоннелепроходческих комбайнов, к которым воздух подается по длинным воздуховодам. Соединение Zip устроено также как и Velcro и из такого же материала. Поэтому эксплуатационно-технологические характеристики Zip аналогичны соединению Velcro. Главное дополнительное достоинство соединения Zip – способность выдерживать более высокие продольные (осевые) нагрузки в течение более продолжительного времени, чем Velcro.
Для построения сложных разветвленных воздухопрово-дящих систем фирма Protan Ventiflex выпускает стандартный набор соединительных колен и изгибов различной конфигурации (рис. 3).
Вместе с тем, колена и изгибы могут быть изготовлены и поставлены с другими точными размерами углов и диаметров, соответствующими конкретным условиям потребителя.
Приспособления для подвески гибких воздуховодов
Гибкие вентиляционные воздуховоды подвешиваются в подземных горных выработках на стальных канатах-растяжках с помощью крючьев, закрепленных в проушинах рукавов. В зависимости от конкретных горнотехнических условий для этого могут применяться стальные крючья четырех видов (рис. 4).
Стандартный VF крюк выполнен на проволочной скрутке длиной 380 мм, благодаря которой воздуховод подвешивается строго на нужном уровне в выработке, имеющей неровную кровлю.
Крюки всех типов закрепляются обычно на расстоянии одного метра друг от друга по длине воздуховода. В отличие от крюков VF, крюки с карабином и крюки LP, S обеспечивают подвижную, скользящую вдоль троса, подвеску воздуховода, что особенно важно для надежного его функционирования в условиях возникновения продольных смещающих сил. Крюки всех типов выпускаются с защитным покрытием (оцинкованными), размер крюков рассчитан на большую нагрузку, создаваемую наземным шквалистым ветром или внутренним турбулентным движением воздуха в воздуховоде.
Ремонт воздуховодов
Как показывает многолетняя практика использования гибких воздуховодов, они могут быть повреждены только механическим воздействием работающего оборудования или неосторожными действиями рабочего персонала предприятия. Во всех случаях механические повреждения ликвидируются двумя способами: холодным (клеевым) и горячим (сварка). Для этого фирма предлагает ремонтные комплекты, с их помощью ремонт может быть выполнен на работающем воздуховоде или на демонтированном, приготовленном к хранению или перевозке на новый объект.
Комплект для ремонта повреждений клеевым способом поставляется в деревянном футляре и содержит аксессуары и инструменты для выполнения работ (рис. 5). Клеи и очищающие средства поставляются по дополнительному соглашению. Холодный способ рекомендуется для ремонтных работ в выработках, не оснащенных электросетью или имеющих рудничную атмосферу опасную по взрыву газа и пыли. Комплект для горячего способа ремонта включает ручной сварочный пистолет (рис. 6), работающий от электросети, и ручной прижимной ролик. Сварочный пистолет с помощью разогретого до температуры 400°С воздуха разогревает материал разорванного рукава до однородного состояния с заплатой, после чего разогретый материал прикатывается ручным роликом, чтобы образовалось плотное, без попадания пузырьков воздуха, соединение.
О действующих гибких воздуховодах
Только за период с 1999 г. по 2005 г. фирма Protan Ventiflex поставила и смонтировала гибкие воздуховоды общей протяженностью более 218000 м в странах Европы (в Норвегии, Исландии, Италии, Нидерландах, Англии, Боснии, Испании, Греции Германии, Португалии, Швейцарии), в Америке (в Панаме, США, Перу) в Африке (в Бутане) и в Австралии. Среди 34-х заказчиков 27 были представлены компаниями, осуществляющими строительство и эксплуатацию автотранспортных тоннелей. Самые протяженные воздуховоды (от 5500 до 24000 м) монтировались в гидростроительных тоннелях и в автотранспортных тоннелях – от 3000 до 15000 м.
В России впервые рукава Ventiflex начали применять с 2005 г. в горнопромышленном комплексе на Кольском полуострове. Отзывы об эксплуатационных качествах многокилометровых ставов в шахтах – только положительные.
Ограниченный объем статьи не представляет возможности всесторонне осветить особенности технологии производства и эксплуатации гибких вентиляционных трубопроводов фирмы Protan Ventiflex. Поэтому автор приглашает заинтересованных читателей обращаться к официальному дистрибьютору фирмы Protan Ventiflex в России: Компания Canadian Process Technologies (CPT) Inc. – известна как ведущая в мире проектная организация и поставщик систем колонной флотации. Список установок насчитывает более 300 колонн по всему миру. Компания признана во всем мире благодаря целой серии установок, применяющихся при обогащении фосфатов, железных руд, угля и цветных металлов.
В 2004-2005 году российским представительством СРТ – компанией СЕТСО был выполнен технологический проект и рабочая документация отделения дообо-гащения железорудного концентрата Михайловского ГОКа. В 2006 году поставляется все оборудование отделения флотации, подготовки и дозирования реагентов и систе” мы автоматизации этого оГ деления.
В 2006 году планируется также запуск отделения колонной флотации на АНОФ-2 ОАО «АПАТИТ» на основе колонных флотомашин CPT.
Колонная флотация применена компанией СЕТСО и на строящейся в настоящее время углеобогатительной фабрике ЦОФ «Северная» (Кемеровская область). Здесь будут установлены 6 колонных флотомашин СРТ.
Системы диспергации воздуха CPT
Основой флотационных камер является система диспергации газов. Самонастраивающаяся система диспергации CPT SlamJet является сегодня стандартом для промышленности, более 3500 дисперга-торов работают сегодня на самых различных применениях по всему миру. CPT постоянно совершенствует системы диспергации и в последние годы предложила систему кавитационной диспергации CPT. Благодаря этой системе, в пульпе создаются миллионы ультратонких пузырьков, что в отдельных применениях многократно увеличивает эффективность сепарации и повышает извлечение ценных компонентов. И все это при низких капитальных и эксплуатационных затратах.
Выбор размера и типа системы диспер-гации воздуха определяется характером перерабатываемого сырья. В то время как система кавитационной диспергации CPT может быть оптимальной для флотации ультратонких продуктов, она может оказаться менее эффективной, чем диспер-гаторы CPT SlamJet при флотации более грубых частиц. Инженеры канадского, бразильского и российских офисов CPT на основании своего многолетнего опыта тщательно проанализируют Ваше сырье и предложат наиболее эффективную технологию диспергации газа для применения в Ваших условиях.
Пилотные установки
Для подтверждения технологических показателей колонн в российском представительстве CPT имеются пилотные установки.
Журнал “Горная Промышленность” №1 2006
mining-media.ru
Выбираем трубы и воздуховоды для устройства вентиляции
Организация вентиляционной системы, поставляющей в дом свежий воздух и выводящей наружу отработанную массу, необходимость, продиктованная обеспечением стандартных санитарно-гигиенических норм. Устройство приточно-вытяжной вентиляции – неукоснительное требование при наличии газового отопления. Систему с естественной циркуляцией воздуха сооружают в небольших одноэтажных домах. Приспособления для осуществления отвода воздуха обязательно устанавливают в санузлах, саунах, кухнях, каминных залах, если они есть. Независимо от способа воздухообмена сооружают в основном системы канального типа, используя воздуховоды для вентиляции, с характеристиками которых стоит ознакомиться.
Специфика сооружения воздуховодов
Если устройство вентиляционной системы производится в процессе строительства здания, их обычно прокладывают в стене для того, чтобы не портить интерьеров не слишком привлекательными коммуникациями. Лучше всего, если воздуховоды располагают вертикально рядом с дымоходами (не ближе 10 см), что будет способствовать усилению тяги. Оптимально, если в каждом помещении устроен отдельный воздуховод, и все они объединены в один отводящий канал.
Если устройство системы воздухообмена производится в процессе строительства, вентиляционные каналы прокладывают в стенах или в сооруженных для их установки шахтах
Внимание. Пересечение воздуховодов с канализационными, газопроводными, водопроводными коммуникациями строительными нормативами запрещено. В вентиляционных шахтах нельзя прокладывать канализационный трубопровод.
Каналы можно выложить кирпичом или смонтировать, применяя готовые трубы для вентиляции. Последний способ менее трудоемок, его проще осуществить собственноручно. Чаще всего для организации воздуховодов использовали оцинкованный стальной или алюминиевый трубопрокат. Металлические изделия и теперь устанавливают в офисах, общественных зданиях, в производственных помещениях, характеризующихся высокой степенью взрывоопасности. Однако с внедрением полимерной продукции в различные сферы строительства пластиковые трубы для вентиляции стали активно вытеснять металлические аналоги.
Два варианта устройства воздуховодов: слева — все воздуховоды объединяются в общую систему с одной отводящей трубой, справа для каждого помещения установлен свой воздуховод
Что лучше пластик или металл?
Прежде чем приступить к сравнению изделий из материалов с разными техническими характеристиками, изучим список требований к воздуховодам. Ведь функцию металлические оцинкованные изделия и пвх трубы для вентиляции должны выполнять одну.
Сравнение по техническим характеристикам
Общие требования к вентиляционным каналам:
•Обеспечение безукоризненной герметичности.
•Создание условий для свободного прохождения потока конкретного объема с заданной проектом скоростью.
•Соответствие санитарно-гигиеническим нормам по составу изделий и по уровню создаваемого шума.
•Сопротивляемость горению.
•Максимальное совмещение с дизайном помещений.
•Высокие изоляционные характеристики.
Для формирования герметичных соединений, как воздуховоды пластиковые для вентиляции, так и металлические изделия оснащаются специальными фланцевыми элементами. То есть, соорудить из обоих вариантов можно систему любой сложности. ПВХ изделия и металлический трубопрокат выпускается с разной формой и объемом сечения. Значит, осложнений с выбором подходящих труб не будет в обоих случаях. Но по изоляционным характеристикам новаторский материал существенно опережает металл, требующий обязательного утепления в зоне прохода через кровлю.
В зоне прохода через кровельную конструкцию оцинкованные воздуховоды необходимо утеплять для исключения образования конденсата, разъедающего металл, пластику не страшны скопления влаги
Негорючие оцинкованные трубы для вентиляции незаменимы для сооружения системы воздухообмена в цехах опасного производства с угрозой возгораний. Однако для обустройства жилья со стандартными эксплуатационными условиями они не требуются, а вот испортить интерьерную картину громоздкие жестяные воздуховоды могут вполне. К тому же в металлическом канале в случае турбулентности шумовой негатив усиливается, отражаясь от стенок, чего не случается в пластиковых воздуховодах.
Совет. Для исключения «завихрений» с характерным звуковым негативом гофрированные трубы для вентиляции и жесткие каналы желательно проложить с минимальным количеством поворотов. Избегать необходимо углов в 90º и резких переходов с одного диаметра трубы на другой.
Сварные фланцы для жестяных оцинкованных труб необходимы для выполнения герметичных соединений, для выполнения поворотов с определенным моделью фланца градусом, для разводки и перехода на другой диаметр
По сумме эксплуатационных преимуществ пластик опережает металл, единственным недостатком ПВХ является недостаточная огнестойкость. В случае если вытяжная труба для вентиляции устанавливается рядом с дымоходом, от полимерных изделий лучше отказаться.
Жесткие и гофрированные каналы
В зависимости от сложности сооружаемой системы в процессе ее устройства применяют жесткие и гибкие воздуховоды. С жесткими элементами все ясно, они есть в обеих вариациях с круглым и квадратным сечением. Круглые красивей и компактней, их в основном и используют для сооружения вентиляции в загородном доме.
Гибкие трубы нужны, если на небольшом участке канал необходимо несколько раз повернуть для присоединения к основной магистрали.
•Металлические гибкие воздуховоды для системы вентиляции делают из многослойной алюминиевой фольги с гофрированной структурой. Изогнуть их можно под любым углом, но нужно помнить, что не отличающаяся гладкостью внутренняя поверхность создает дополнительное аэродинамическое сопротивление.
Применение металлического гибкого воздуховода позволяет быстрее устроить систему и использовать минимальное количество фланцев
•Пластиковая труба гибкая гофрированная для вентиляции выполняется из полиэфира и алюминиевой фольги. Многослойную структуру ее армируют стальной проволокой, прокладывая витки между слоями. Выпускают сейчас ПВХ изделия с повышенными теплоизоляционными и звукопоглощающими качествами. Именно их используют для прокладки вентиляционных каналов в жилье.
Пластиковые гофрированные трубы — наиболее распространенный вариант для устройства вентиляции в загородных коттеджах: минимум соединений и креплений, максимальные темпы сооружения
Гофрированные изделия подходят для прокладки каналов вентиляции с низким давлением (800-5000 Па) и небольшой скоростью движения воздушного потока (30 м/с).
Оценка с точки зрения монтажника
Обязательно включает любая вентиляция воздуховоды: монтаж их неизбежен и нелегок, но можно выбрать материал, способный сократить трудозатраты.
•Пластик легче. Это качество в приоритете и в процессе сооружения, и в период транспортировки, и во время эксплуатации.
•Для крепления каналов не потребуются приспособления, способные держать большую нагрузку. Провисания каналов не должны превышать 4 %.
•ПВХ воздуховоды для вентиляции своими руками можно свободно резать в размер, необходимый для прокладки сложной конфигурации. Работа с металлом значительно сложнее.
Пластиковый вентиляционный канал легче соорудить собственными руками, трубы легко режутся, благодаря чему можно сделать вентиляцию любой сложности, для выполнения углов и соединений есть специальные элементы, гладкая поверхность не создает препятствий для воздушного потока, их практически не нужно прочищать
Подойдут ли канализационные трубы?
Для прокладки воздуховодов выпускают специальные пластиковые изделия с диаметром 120 мм. По структуре и составу материала они аналогичны канализационным трубам, но стоимость выше в пятикратном почти размере и диаметр 110 мм. На форумах народных умельцев вопрос о том, может ли быть построена вентиляция из канализационных труб, активно обсуждают. Можно ли, например, гофру из пластика с диаметром 120 мм присоединить к вытяжной трубе, сделанной из канализационной трубы?
Схема принудительной вентиляции: 1) вентиляционные решетки на окнах для притока свежего воздуха, 2) вытяжные отверстия для отвода отработанной воздушной массы, 3) гибкие воздуховоды , 4) оборудование для управления, 5) выходное устройство с диаметром, превышающим размеры воздуховодов
По строительным правилам выходное устройство должно быть шире. Однако многие считают, что зауженный на 10 мм проход не повлияет на функционал системы. Главное, по их мнению, чтобы соединение было герметичным, для обеспечения чего стык затягивают двухсторонним скотчем и иными изоляционными материалами. Вообще переходить на другой диаметр, сооружая вентиляционную сеть, не рекомендовано. А в месте отвода воздуха зауженный проход будет затруднять движение. Но уж если иначе не получается, переход должен быть плавным без «ступенек».
Соединение труб в единый канал должно быть плавным без резких переходов с одного диаметра на другой и «ступенек»
Неспроста так активно потребители переходят на пластиковые изделия. Они легче, дешевле, по технологическим, эстетическим, и эксплуатационным параметрам опережают устаревшие металлические варианты. Веское дополнение к плюсам – редкий уход, ведь на гладкой поверхности пластика с антистатическими свойствами не скапливается засоряющий воздуховод осадок.
onioni.ru
Сделать ручной листогибочный станок просто.
При медленной загрузке рисунки этой страницы можно открыть и посмотреть в каталоге “Чертежи, схемы, рисунки сайта”.
Ручной листогибочный станок несложно сделать по принципу работы традиционной “мялки” жестянщиков-кровельщиков, в которой вместо двух поворотных досок применить два ровных, прямых уголка и две пары обыкновенных дверных петель большого размера. Такое несложное приспособление даёт возможность изготовления как длинномерных погонных, доборных деталей для кровли крыши, так и отдельных элементов различных изделий из тонколистового металла практически любых разнообразных профилей. Коньки, отливы, парапеты на забор, колпаки для столба, вентиляционные короба, трубы и др., сделанные с помощью станка, будут иметь высокоэстетичный внешний вид, сопоставимый с заводскими жестяными изделиями. Применяется как кромкогибочный при подготовке картин из тонколистовой стали для покрытия крыши оцинкованным железом. Изготовление картин рядового покрытия крыши, настенных желобов и карнизных свесов показано на странице “Стальная кровля”.
Профили и сечения изделий, которые можно выполнить на станке:
Коньки, уголки, планки ендовые и ветровые:
Отливы на окна, для цоколя фундамента, карнизные планки и свесы:
Парапеты, отливы на забор:
Трубы прямоугольного сечения, короба для вентиляции:
Водосточные желоба, детали кровли:
Оптимальная толщина металла 0,45 – 0,5 – 0,55 мм. Длина изделий до 2500 мм. Устанавливается на любом столе или верстаке соответствующей длины. Качество гибки волне конкурентноспособно с гибкой на заводских станках. Производительность самодельного листогиба зависит от сложности изделий, т. е. от количества последовательных гибов при их изготовлении. Например, время гибки отрезанной заготовки в уголок – всего 10 – 20 секунд, а парапета сложной конфигурации – 3 – 4 минуты.
Несмотря на ручное обслуживание, производительность такого самодельного листогибочного станка достаточна для выполнения объёмов работ индивидуального мастера или небольшой мобильной бригады.
Простота устройства, отсутствие дорогих компонентов, позволяют самому изготовить ручной листогиб, без расходов на приобретение заводского оборудования.
Отсутствие затрат при самостоятельном изготовлении станка и хорошее качество изделий компенсируют неудобство ручного харктера работы и необходимости последовательной переустановки заготовок в процессе гибки. Небольшие размеры и вес позволяют применить (или даже сделать заново) такой листогиб в любых условиях и на любом объекте. Простота конструкции и доступность деталей не вызовут сложностей при самостоятельном “проектировании” и изготовлении.
Первое положение уголков (на схеме) применяется для гибки широких кромок, бортов более чем 50 мм: коньков, ветровых лобовых планок, коробов, трубы прямоугольного сечения, водосточного жёлоба и т. п. На время выполнения этих гибов в центральное отверстие нижнего уголка №45 устанавливается болт М10-12 (можно и 14). Но при гибке таких деталей длиной более 1,25 метра из “жёсткого” железа или из стали 0,55 мм и толще, есть некоторые особенности – дополнительные приёмы плотного стягивания уголков в середине поворотной балки. Некоторые из них показаны на отдельном рисунке: “Гибка широких деталей” в каталоге “Чертежи, схемы, рисунки сайта” в разделе про листогибочный станок.
Второе положение тех же самых уголков применяется для отгиба узких кромок, бортиков (и даже фальцев) размером от 10 до 45 мм, чаще всего 15-20 мм; и гибки следующего за ними (большого) гиба отлива или парапета капельника. Чтобы заправить заготовку между уголками для выполнения второго гиба, правый конец верхнего уголка №50 следует снять (сдвинуть “на себя”) на заранее выдвинутый поддерживающий его прут или штакетину. Гайка-“барашек” левого болта М8 при этом ослаблена, а правый болт М8 можно ставить резьбой вниз и без гайки. Прижимные струбцины с уголка снимать не надо – достаточно переместить их в любую сторону на момент переустановки детали. Если заготовка имеет большую длину или крупные габариты, на время её переустановки струбцины и верхний уголок приходится снимать (сдвигать с нижнего) полностью. В этом случае оба болта М8 устанавливаются в отверстия резьбами вниз и без гаек. Прежде чем снять верхний уголок, обязательно проверьте, выдвинуты ли для него правый и левый кронштейны.
Схема ручного листогибочного станка:
Внимание! Сквозные отверстия сверлить притянув уголки друг к другу струбцинами плотно, но не чрезмерно: чтобы можно было потом вставлять болты и гвозди-штифты в эти отверстия при свободном, нестянутом положении уголков. Зазор для отгибаемого края листа получится сам, за счёт лёгкого провиса нижнего уголка. Отверстия Ф3,5 мм для упорных гвоздей насверлить по всей длине станка примерно через 50 – 60 см, то есть для заготовок любой длины. Или разметьте расстояния между этими отверстиями с учётом стандартных размеров будущих заготовок, листа: меньше чем 1м, 1,25м, 2м, меньше 2,5 метра. Нижний уголок прикрутить к петлям короткими болтами М6, петли прикрепить к доске саморезами. Струбцины можно взять и другие, С-образной формы, но такая конструкция (на схеме) удобней, а в некоторых случаях необходима, так как позволяет гнуть кромку листа на угол более чем 90 градусов. Вместо прижимных струбцин можно изготовить и установить на станке прижимные механизмы кулачкового типа. Описание и размеры кулачкового прижима уголков будет дано позже.
Если требуется приспособление для выполнения большого количества простых и одинаковых операций, достаточно сделать самый простой вариант листогиба – кромкогиб. Край листа на определённую глубину заправляется в зазор между двумя уголками, и при их повороте вверх отгибается на нужный угол:
Схема ручного кромкогибочного станка, упрощённый вариант листогиба:
Длину уголков взять немного больше длины тех заготовок или листов, которые будете гнуть. Рукоятку для поворота уголков можно прикрепить постоянно или сделать съёмной.
asp-hpz.narod.ru
Оборудование и оснастка для изготовления и монтажа судовых трубопроводов
Артикул: 00-00007350
в желания В наличии
Автор: ред. Малеванов А.Г.
Место издания: Ленинград
Год: 1974
Формат: 60×90/16 (~145х215 мм)
Переплет: Мягкая обложка
Страниц: 196
Скачать/полистать/читать on-line
Информационный справочник обобщает опытно-конструкторские работы, выполненные ЦНИИТС, проектными организациями, заводами судостроительной и смежных отраслей промышленности, а также результаты опытного внедрения и эксплуатации средств механизации. Цель справочника — информация специалистов о наиболее эффективных видах оборудования, приспособлений и оснастки для изготовления и монтажа судовых трубопроводов.
Второй выпуск информационного справочника дополнен сведениями об оборудовании и оснастке для изготовления систем ВВД, гидравлики, трубопроводов из пластмасс и трубопроводов систем вентиляции.
Материал справочника систематизирован по видам работ, выполняемых при изготовлении и монтаже трубопроводов.
Предприятия-проектанты, заводы-изготовители и конструкторская документация на средства механизации указаны в Приложении к справочнику.
Справочник предназначен для специалистов, работающих в судостроении и судоремонте.
СОДЕРЖАНИЕ
1. СТАНКИ ОТРЕЗНЫЕ. ТРУБОРЕЗЫ
Станок для газовой резки труб «Буг-1»
Станок для резки труб абразивным диском СРТ-2
Станок для резки и зачистки концов труб СРЗТ-1М
Станок абразивно-отрезной 8А240
Отрезной круглопильный автомат 8В66А
Горизонтальный ленточнопильный станок СРТ
Отрезной ножовочный станок 872М
Навесные машины «Амур»
Приспособление для резки труб
Ножовка пневматическая
Труборез-пистолет ТРШ-26А
Труборезы ручные
2. ТРУБОГИБОЧНОЕ ОБОРУДОВАНИЕ И ОСНАСТКА
Трубогибочный станок СТГ-1М
Трубогибочный станок СТГ-2
Трубогибочный станок СТГ-3
Трубогибочный станок СТГП-2
Трубогибочный станок ТГСВ-1
Трубогибочный станок ТГСВ-2
Трубогибочные машины И-3428А, И-3432А
Трубогибочный пресс ПГ-400
Станок для гибки змеевиков
Приспособление трубогибочное
Переносный станок для гибки труб
Приспособление для подгибки труб
Приспособление к станку СТГ-2
Приставка к станку СТГМ-1М
Механизированное устройство к станку СТГП-2
Установка для смазки труб перед гибкой
3. ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ
Станок «Старт-450Ф»
Фланцепроточный станок ФП-450
Гидравлический горизонтальный пресс ПГ-100
Устройства для раздачи и обработки труб
Станок для обработки концов труб
Приспособление для обработки шайб
Патрон для снятия фасок на концах труб
Летучий суппорт для расточки концов труб
Приспособление для торцевания труб, снятия фасок и заусенцев
Навесные машины «Уссури»
Навесные машины «Волна»
Станок для вырезки отверстий в трубах и обработки патрубков
Приспособление для вырезки отверстий в трубах
Шпиндельная головка для вырезки отверстий в трубах
Механизм трубонарезной ВМС-2А
Полуавтомат резьбонарезной 5Д07
Станок для зачистки концов труб СЗКТ-2
Приспособление для зачистки концов труб под сварку
Установка для зачистки концов труб
Станок для очистки труб
Приспособление для полирования труб
Зачистные машины ПТ-33, ПТ-40, ПТ-61
Станок для зиговки труб
Приспособления для разгонки эллипса на трубах
Вальцовки
4. ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ СВАРКИ ТРУБ
Кантователь для труб
Сварочный пост для приварки фланцев
Манипулятор для сварки труб
Стол для аргоно-дуговой сварки
Стол газосварщика
Приспособление для прихватки нажимных шайб к трубам
Приспособление для приварки штуцерных соединений к трубам
Приспособления для сварки ниппелей с трубами
Фартуки для защиты сварного шва
Приспособления для сварки труб (камеры)
Приспособления для защиты сварного шва
Заглушки для сварки труб с поддувом аргона изнутри
Приспособления для сборки труб под сварку
Приспособления для сборки колен труб при сварке
5. ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ ИСПЫТАНИЙ И ПРОМЫВКИ ТРУБ
Стенд для гидравлических испытаний труб с фланцевыми соединениями СГФ
Стенд для гидравлических – испытаний труб СГШ
Стенд для испытания труб на прочность
Стенд гидравлический для испытания труб систем ВВД
Стенд для испытания, продувки и осушки трубопроводов воздухом
Стенд для испытания трубопроводов воздухом
Стенд для продувки систем азотом и воздухом
Стенд для испытаний резинотканевых рукавов
Стенд для гидравлических испытаний арматуры
Стенд для гидравлических испытаний стаканов и тройников
Стенд переносный для гелиевых испытаний
Стенд для промывки трубопроводов систем гидравлики
Участок обработки труб систем гидравлики
Камера для испытания изделий наружным давлением
Насосы гидравлические ПГН
Насос гидравлический ручной
Заглушки для гидравлических испытаний труб
Заглушка универсальная
Заглушки для гидравлических испытаний
Заглушки быстросъемные с резиновыми кольцами для глушения фланцев с выступом
Приспособления для гидравлических испытаний труб
Резино-металлические заглушки для гидравлических испытаний
Заглушки для испытания труб систем ВВД
6. ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ ОБРАБОТКИ ТРУБ ИЗ ПОЛИЭТИЛЕНА
Универсальный станок для обработки и сварки пластмассовых труб
Установка для подрезки торцов полиэтиленовых труб
Ванна электрическая
Пресс для отбортовки полиэтиленовых труб
Оправки для гибки полиэтиленовых труб
Печь для нагрева полиэтиленовых труб
Нагреватели для сварки труб внахлестку
Нагреватели для приварки отростков на трубу
7. ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ВЕНТИЛЯЦИИ ИЗ УДАРОПРОЧНОГО ВИНИПЛАСТА
Ленточнопильный станок 8532
Дисковые пневмоножницы
Термостат
Гибочный станок для изготовления труб прямоугольного сечения
Станок для формовки труб круглого сечения
Пресс-формы для изготовления круглых фланцев
Пресс-формы для изготовления прямоугольных фланцев
Штамп гибочный универсальный
Штампы для изготовления элементов отводов труб прямоугольного сечения
8. ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ВЕНТИЛЯЦИИ ИЗ СТАЛИ И СПЛАВОВ АМг
Машина листогибочная И-2114
Высечные ножницы Н-533
Комбинированный листогибочный станок
Ножницы кривошипные листовые с наклонным ножом Н-Б3316
Листогибочный кривошипно-шатунный пресс И-1330А
Оснастка к прессу для изготовления труб вентиляции
Пресс гидравлический П313
Комплект штамповочной оснастки для изготовления отводов круглого сечения
Приспособление для резки труб вентиляции
Станок для торцовки труб вентиляции
Приспособление для обрезки припусков отводов труб вентиляции
Приспособление для пробивки отверстий в манжетах и прокладках
Стенд для сборки и сварки прямоугольных фланцев вентиляции
Приспособление для зачистки кромок под сварку
Штамп для вырубки Г-образных заготовок прямоугольных фланцев
Штамп для обрубки концов Г-образных заготовок и скруглення внешних углов
Штамп для снятия усилений сварных швов на прямоугольных фланцах
Штамп для пробивки отверстий в прямоугольных фланцах
Штампы для вырубки круглых вентиляционных фланцев
Штампы для пробивки отверстий в круглых фланцах
9. ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ БАЛЛОНОВ
Стенд для завертывания и отвертывания головок баллонов
Устройство для очистки баллонов металлическим песком
Кантователь для химической очистки баллонов
Кантователь для баллонов
Кантователь для облицовки баллона
Контейнер для баллонов
Стенд для продувки и наполнения баллонов азотом
10. ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВЕСОК И ПРОКЛАДОК
Пресс для изготовления подвесок
Приспособление для изготовления подвесок
Станок для вырезки прокладок
Пресс пневматический с оснасткой
Штамп для клеймения бирок
Штамп для вырубки прокладок
Штамп для вырубки пригоночных прокладок
Приспособление для вырезки прокладок
Приспособление для прямолинейной и фигурной резки листовой резины
11. МОНТАЖНОЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Ключ специальный для штуцерных соединений
Гайковерт гидравлический
Ключи-звездочки
Ключ специальный
Ключи гаечные с регулируемым крутящим моментом
Гайковерт пневматический для фланцевых соединений трубопроводов
Пневматические реверсивные гайковерты ГПР-И
Ключ фрикционный
Ключ монтажный
Ключ малогабаритный с трещоткой
Приспособление для раздвижки фланцев
Механизм для навертывания фитингов ВМС-48
12. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ
Трубогибочный координатометр СТК
Радиусомер
Угломеры. Радиусомер
Угломеры
Шаблон универсальный
Штангенциркули для замера фасок
Штангенциркули для замера сварных швов
13. ОРГОСНАСТКА. ИНВЕНТАРЬ
Контейнер для транспортировки труб
Контейнер раскрывающийся
Подставка для труб
Бачки для растворителя
Тумбочка станочника
Стеллажи для проката и труб
Стеллаж для труб
14. РАЗНОЕ ОБОРУДОВАНИЕ
Ультразвуковой течеискатель ТУЗ-5М
Установка для окраски изделий в электрическом поле УЭРЦ-4
Станок для правки полос и шаблонной проволоки
Станок для маркировки фланцев
Раскройная ленточная машина РЛ-4
Машина для сшивки изоляции
Сушило
Электропечь с роликовым подом СЗП-295
Печь электрическая
Установка для отжига труб
Рольганг для транспортировки труб
Манипулятор
Стенд для осмотра нержавеющих труб
Стенд для осмотра труб
Стенд для макетирования труб
Стенд для механизированной пригонки забойных труб
Установка для очистки внутренней поверхности труб эжекционным методом
Тиски пневматические
Тиски пневматические самоцентрирующиеся
Пневмоприжим
Заготовительный участок расходного склада труб
Механизированный склад труб
Специализированный участок по изготовлению деталей штуцерно-торцовых соединений
Специализированный участок по изготовлению фланцев
Участок горячего цинкования
Литература
www.morkniga.ru