
Бандажи для воздуховодов
Бандаж соединительныйБыстросъемный бандаж, предназначенный для соединения отбортованных участков воздуховода круглого сечения, широко применяется в связи с уменьшением трудовых затрат по сравнению с фланцевым, а также значительной экономией металла.
Бандаж надевают на воздуховод с отбортованными торцами и стягивают стороны с помощью струбцины или фиксаторного ключа, в отверстия проушин вставляют болты и затягивают их гайками, после чего струбцину или ключ снимают.
Чтобы соединение было герметичным, внутренний канал бандажа обработан не засыхающей мастикой, а при монтаже рекомендуется заполнить оставшееся расстояние между проушинами силиконом или герметиком.
Диаметр изделия, мм | Оцинкованная сталь 1мм, руб | Нержавеющая сталь 430 1мм, руб | Нержавеющая сталь 304 1мм, руб |
100 | 160 | 1080 | 1390 |
125 | 160 | 1120 | 1450 |
140 | 170 | 1165 | 1500 |
160 | 180 | 1200 | 1550 |
180 | 190 | 1240 | 1600 |
200 | 360 | 1280 | 1650 |
220 | 370 | 1315 | 1695 |
225 | 375 | 1330 | 1710 |
250 | 385 | 1370 | 1765 |
280 | 400 | 1420 | 1830 |
300 | 415 | 1480 | 1905 |
315 | 425 | 1500 | 1940 |
350 | 435 | 1515 | 1950 |
355 | 445 | 1520 | 1965 |
400 | 475 | 1690 | 2180 |
450 | 540 | 1920 | 2480 |
500 | 590 | 2105 | 2715 |
560 | 630 | 2225 | 2870 |
630 | 640 | 2285 | 2950 |
710 | 735 | 2615 | 3375 |
800 | 840 | 2855 | 3685 |
900 | 1055 | 3585 | 4625 |
1000 | 1180 | 4020 | 5190 |
Монтаж бесфланцевых воздуховодов
Категория: Вентиляционные работы
Монтаж бесфланцевых воздуховодов
Монтаж воздуховодов круглого сечения на бандажах производят укрупненными блоками длиной 8—12 м.
Сборку воздуховодов в укрупненные блоки выполняют в следующем порядке:
1) на каждой детали воздуховода оставляют необходимое для сборки число бандажей. Остальные бандажи, использованные для предохранения отбортовок от повреждения при транспортировании воздуховодов, подлежат возврату на заготовительное предприятие;
3) не снимая бандажа с отбортовки первой детали, разводят свободные концы бандажа и в противоположную разъему часть ручья бандажа заводят отбортовку второй детали;
4) устанавливают бандаж таким образом, чтобы отбортовки обеих деталей вошли в ручей бандажа;
5) струбциной или фиксаторными клещами стягивают концы бандажа, соединяют их одним болтом, снимают струбцину или клещи и устанавливают второй болт;
6) аналогичным образом соединяют остальные стыки укрупненного блока.
При сборке укрупненного блока иногда необходимо обрезать компенсирующий участок системы. Обрезку воздуховода производят электрошлифовальной машинкой или ножницами. Обрезанные края детали отбортовывают (ширина отбортовки 8 — 10 мм) вручную с помощью молотка и оправки. Детали соединяют с помощью бандажа.
Обрезку воздуховода производят электрошлифовальной машинкой или ножницами. Обрезанные края детали отбортовывают (ширина отбортовки 8 — 10 мм) вручную с помощью молотка и оправки. Детали соединяют с помощью бандажа.
Подъем укрупненных блоков в проектное положение производят способами, применяемыми при монтаже фланцевых воздуховодов.
Монтаж прямоугольных воздуховодов с фасонными шинами и рейками производят укрупненными блоками длиной 6— 12 м. Сборку воздуховодов в укрупненные блоки выполняют в следующем порядке:
1) первые две детали устанавливают на подставках таким образом, чтобы фасонные шины обеих деталей совместились (выравнивание производят с помощью удлиненной оправки, вставляемой в отверстия угольников), и стягивают шины фиксаторными клещами;
2) устанавливают рейку так, чтобы верхние отбортовки фасонных шин обеих деталей вошли на 10— 15 мм в прорезь рейки, и легкими ударами молотка через деревянную прокладку забивают рейку на всю длину;
3) устанавливают соединительные рейки сначала на вертикальные шины, а затем на горизонтальные;

Аналогичным образом соединяют остальные стыки укрупненного блока.
При сборке укрупненного блока иногда необходимо обрезать компенсирующий участок системы. Обрезку воздуховода производят электрошлифовальной машинкой или ножницами. В этом случае к обрезанному краю воздуховода присоединяют на сварке, заклепках или самонарезающих винтах накладные фасонные шины, укладывают в ручей шин профилированную резиновую прокладку и соединяют детали воздуховода.
После обрезки детали компенсирующего участка можно также соединять способом. Обрезанные края детали отбортовывают (ширина отбортовки 6 — 7 мм) с помощью специального приспособления, между деталями устанавливают профилированную резиновую прокладку и соединяют рейками, забиваемыми легкими ударами молотка на отбортовки соединяемых деталей.
Подъем укрупненных блоков в проектное положение производят способами, применяемыми при монтаже фланцевых воздуховодов. На проектной отметке укрупненные блоки или отдельные детали соединяют описанным способом. Сначала устанавливают соединительные рейки на верхние шины соединяемых деталей, используя для сближения блоков фиксаторные клещи. В труднодоступных местах блоки можно соединять составными рейками.
Сначала устанавливают соединительные рейки на верхние шины соединяемых деталей, используя для сближения блоков фиксаторные клещи. В труднодоступных местах блоки можно соединять составными рейками.
Крепления воздуховодов к строительным конструкциям принимают в соответствии с требованиями СНиП Ш-28-75.
При монтаже воздуховодов с фасонными шинами особо тщательно следует выполнять разметку, установку и выверку креплений, так как конструкция соединения имеет значительную гибкость (шарнирность).
Вентиляционные работы – Монтаж бесфланцевых воздуховодов
Воздуховоды спиральновитые | Компания Евросфера в Новосибирске
До недавнего времени ООО «Компания Евросфера» специализировалась на изготовлении кровельных и фасадных материалов и накопила солидный опыт, а так же большое количество благодарных покупателей, которых мы очень ценим. Мы готовы предложить вам прямые участки спиральных воздуховодов круглого сечения самых ходовых диаметров 125, 140, 160, 180, 200, 225, 250, 280, 315, 350, 400мм, как с отбортовкой под бандаж или фланец, так и без, по единой цене за м2. Из фасонных изделий освоен выпуск ниппелей, переходов, заглушек, отводов на 45 и 90 градусов.
Мы готовы предложить вам прямые участки спиральных воздуховодов круглого сечения самых ходовых диаметров 125, 140, 160, 180, 200, 225, 250, 280, 315, 350, 400мм, как с отбортовкой под бандаж или фланец, так и без, по единой цене за м2. Из фасонных изделий освоен выпуск ниппелей, переходов, заглушек, отводов на 45 и 90 градусов.По ряду показателей спирально-навивные воздуховоды значительно превосходят традиционные прямоугольные. В первую очередь к ним можно отнести аэродинамические характеристики, которые дают круглым воздуховодам значительные технико-экономические преимущества. Снижается и уровень шума. Это объясняется тем, что в круглых воздуховодах воздух распределяется более равномерно, отсутствуют завихрения и турбулентные зоны.
Немаловажно и то, что расход металла при изготовлении круглых спирально-навивных воздуховодов меньше, чем при изготовлении прямоугольных, что в конечном итоге уменьшает конечную стоимость готового изделия.
Спирально-навивные воздуховоды отличает герметичность конструкций и соединений.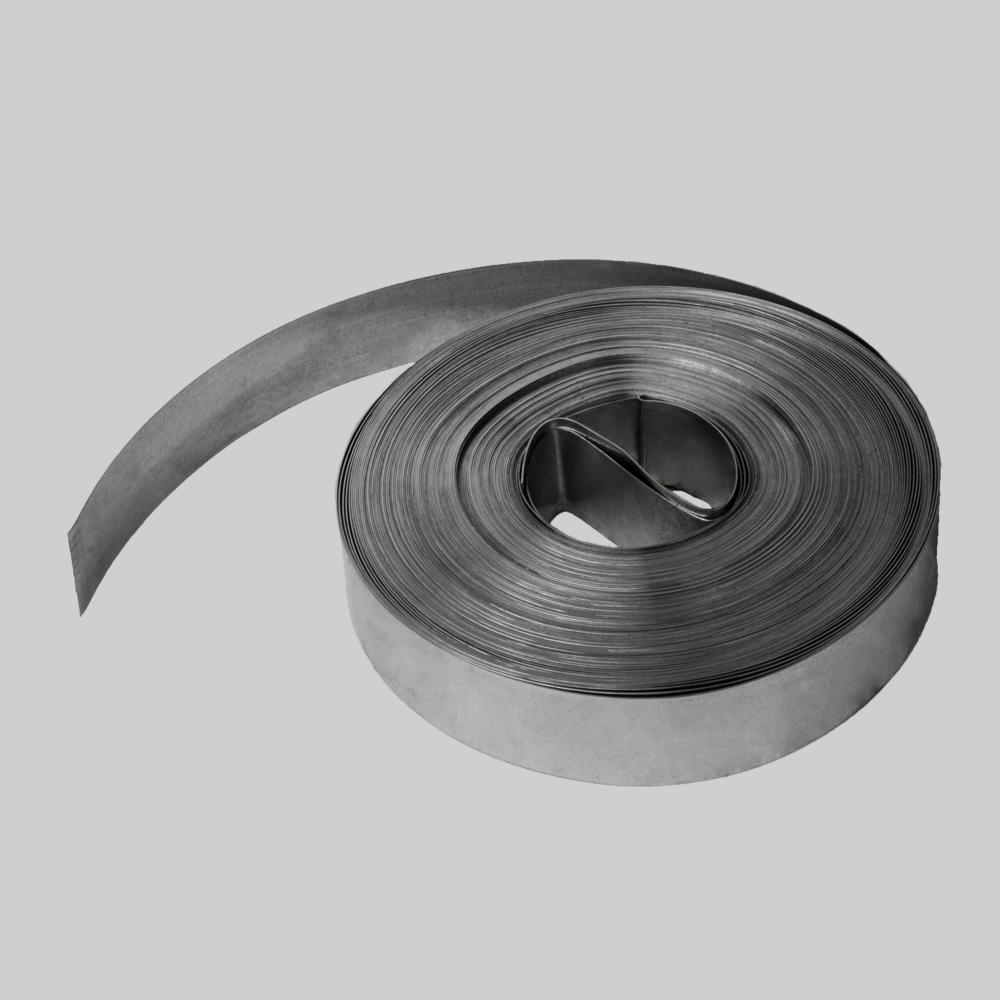 Это позволяет сохранять эффективность работы вентиляции, так как исключается потеря или подсос воздуха. При вытяжной вентиляции через спирально-навивной воздуховод исключается возможность попадания посторонних запахов в помещение, через которые воздуховод идет транзитом. А при притоке осуществляется подача в помещение точно рассчитанного количества воздуха.
Это позволяет сохранять эффективность работы вентиляции, так как исключается потеря или подсос воздуха. При вытяжной вентиляции через спирально-навивной воздуховод исключается возможность попадания посторонних запахов в помещение, через которые воздуховод идет транзитом. А при притоке осуществляется подача в помещение точно рассчитанного количества воздуха.Существенным достоинством спирально-навивных воздуховодов несомненно является их быстрый и простой монтаж, который осуществляется путем ниппельного соединения.
Таким образом спирально-навивные воздуховоды позволяют экономить не только на своей стоимости, но и на стоимости вентиляционного оборудования и монтажных работах.
Разумная ценовая политика, отменное качество, высокая скорость изготовления (1-2дня), доставка в пределах города, работа на склад покупателя, а также возможность отсрочки платежа – все эти плюсы сотрудничества с нами позволят вам сказать жесткое слово своим конкурентам.Виды соединении воздуховодов
Навигация:
Главная → Все категории → Изготовление вентиляционных систем
Отдельные звенья и детали вентиляционных систем (прямые участки, фасонные части, сетевое оборудование) соединяют между собой различными способами. Наиболее распространены фланцевые и бесфланцевые соединения воздуховодов.
Наиболее распространены фланцевые и бесфланцевые соединения воздуховодов.
Рис. 1. Бесфланцевые соединения круглых воздуховодов на бан~ даже
а — бандаж; б — узел соединения; 1 — бандаж; 2— воздуховод
При фланцевых соединениях воздуховодов между металлическими фланцами прокладывают уплотнительные прокладки из резины, жгутов различных типов, асбестового шнура и др. Затем в пробитые во фланцах отверстия вставляют болты и затягивают их до отказа.
Бесфланцевые соединения воздуховодов применяют наиболее широко. Это объясняется удобством монтажа и снижением трудовых затрат на одно соединение по сравнению с фланцевым, а также значительным сокращением расхода металла. Из бесфланцевых соединений наибольшее распространение получили соединения круглых воздуховодов на бандажах и вновь внедряемые соединения с помощью соединительных термоусаживающих-ся уплотняющих манжетов (СТУМ), а также соединения прямоугольных воздуховодов на рейках и шинах.
Бесфланцевые соединения круглых воздуховодов диаметром 100—1250 мм выполняют на бандажах из тонколистовой стали. Бандаж таврового сечения надевают на воздуховод с отбортованными торцами. На концах бандажа приварены ушки с отверстиями. Натянув бандаж с помощью струбцины или специальных фиксаторных клещей, в отверстия угольников вставляют болты и затягивают их, после чего струбцину или ключ снимают. Во избежание порчи отбортовки на торцах воздуховоды транспортируют с двумя бандажами, надетыми на концы воздуховодов.
Бандаж таврового сечения надевают на воздуховод с отбортованными торцами. На концах бандажа приварены ушки с отверстиями. Натянув бандаж с помощью струбцины или специальных фиксаторных клещей, в отверстия угольников вставляют болты и затягивают их, после чего струбцину или ключ снимают. Во избежание порчи отбортовки на торцах воздуховоды транспортируют с двумя бандажами, надетыми на концы воздуховодов.
Рис. 2. Бесфланцевые соединения прямоугольных воздуховодов
а — на рейках; б — на шинах; а — скоба для соединения на шинах; 1 — шина для резиновой прокладки; 2 — резиновая прокладка; 3 — соединительная рейка; 4 — фланец из металлической шины; 5 — скоба; 6 — рукоятка зажима
Для воздуховодов диаметром 100—180 мм бандажи делают из двух половин методом штампования с ушками и отверстиями под болты.
Для герметичности соединения верхнюю часть заполоняют мастикой бутепрол.
Соединения круглых воздухово до в с помощью термоусаживающихся манжет СТУМ выполняется следующим образом. На гладкие концы соединяемых воздуховодов надевают манжету соответствующего диаметра и затем нагревают ее паяльной лампой или другим способом. При нагревании манжета усаживается и, плотно сжимая концы соединяемых воздуховодов, создает надежное герметичное соединение.
На гладкие концы соединяемых воздуховодов надевают манжету соответствующего диаметра и затем нагревают ее паяльной лампой или другим способом. При нагревании манжета усаживается и, плотно сжимая концы соединяемых воздуховодов, создает надежное герметичное соединение.
Соединение прямоугбльных воздуховодов на рейках осуществляют в следующем порядке: к торцам воздуховодов на зашелочном соединении или сварке прикрепляют специальный фланец, изготовленный из фасонных шин, в пазы которых вставляется Т-образная резина. Приставив и стянув фиксаторными клещами торцы воздуховодов, в пазы вставляют рейку и с помощью молотка ее надвигают на весь торец воздуховода, вначале сверху, потом внизу, а затем по бокам.
В последнее время широкое применение при изготовлении и монтаже воздуховодов прямоугольного сечения находят фланцы, сделанные из металлических шин. В нарубленные мерные заготовки шин вставляют четыре металлических угольника с отверстиями под болты. Эти угольники в трех-четырех местах закрепляют точечной сваркой. Затем в пазы фланца вставляют резиновые Т-образные прокладки. Фланцы из шин изготовляют из металла толщиной: при длине стороны воздуховода до 600 мм — 0,8 мм и при длине более 600 мм — 1 мм. Изготовленные фланцы насаживают на торцы воздуховода и закрепляют их на нем точечной сваркой.
Затем в пазы фланца вставляют резиновые Т-образные прокладки. Фланцы из шин изготовляют из металла толщиной: при длине стороны воздуховода до 600 мм — 0,8 мм и при длине более 600 мм — 1 мм. Изготовленные фланцы насаживают на торцы воздуховода и закрепляют их на нем точечной сваркой.
При монтаже воздуховодов прямоугольного сечения с фланцами из металлических шин их соединяют: при сечении до 500X500 мм — на четырех болтах, вставляемых в отверстия, имеющиеся в угольниках; при больших сечениях посредине фланца просверливают отверстие и устанавливают дополнительный болт.
Для соединения воздуховодов с металлическими шинами применяют соединение на зажимах. Зажим надевают так, чтобы захватить им оба фланца, затем поворачивают рукоятку (закрепленную в пазах зажима) и прочно соединяют оба фланца на воздуховодах, создавая прочное разъемное соединение.
Похожие статьи:
Монтаж систем вентиляции и кондиционирования воздуха
Навигация:
Главная → Все категории → Изготовление вентиляционных систем
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
Изоляция » Применение » Рекомендации по установке изоляции на воздуховоды
Подготовка
Все компоненты воздуховодной системы, на которую устанавливается изоляция, не должны содержать дефектов и течей.
Поверхности всех соединяющих компонент должны быть очищены от пыли и загрязнений и обезжирены.
Установка
- Установите элементы бандажа по всем четырем углам воздуховода.
- Расстояние между элементами бандажа должно быть 20-60 см.
- Оберните изоляцией воздуховод по элементам бандажа.
- Проклейте все швы самоклеящейся лентой ЛАМС.
- Изолируйте места крепления воздуховода, используя также элементы бандажа или другие материалы.
Рис.1 Вариант крепления изоляции в один слой
Системы отражающей изоляции содержат замкнутую воздушную прослойку, чтобы
обеспечить необходимую величину термического сопротивления. Они включают в себя элементы бандажа, чтобы создать замкнутую воздушную прослойку между поверхностью воздуховода и изоляцией, установленной вокруг воздуховода. Толщина воздушной прослойки обычно 10-15мм. Элементы бандажа могут быть в виде продольных полос или радиальных колец (рис. 1-3).Важно, чтобы они обеспечивали необходимую толщину замкнутой воздушной прослойки и, следовательно, требуемую величину термосопротивления.
Толщина воздушной прослойки обычно 10-15мм. Элементы бандажа могут быть в виде продольных полос или радиальных колец (рис. 1-3).Важно, чтобы они обеспечивали необходимую толщину замкнутой воздушной прослойки и, следовательно, требуемую величину термосопротивления.
Рис.2 Вариант крепления изоляции с воздушной прослойкой
Изоляция на воздуховод устанавливается с целью уменьшения потерь тепла (или холода), и предотвращения выпадения конденсата на поверхности воздуховода. Чтобы обеспечить правильную установку, необходимо выполнить инструкцию по установке производителя изоляции и местные строительные нормативы. Термическое сопротивление зависит от положения и размеров элементов бандажа, толщины замкнутой воздушной прослойки и, следовательно, от того, насколько точно вы следует инструкции по установке изоляции: изолируйте соединения швов и места крепления воздуховодов.
Рис.3 Вариант крепления изоляции с двумя воздушными прослойками
Монтаж технической изоляции воздуховода
Система ТН-ТЕХИЗОЛЯЦИЯ Воздуховод
Состав системы:
- Воздуховод
- Мат ТЕХНО/Мат Ламельный ТЕХНО /Мат Прошивной ТЕХНО*/Цилиндр ТЕХНО**
- Приварные штифты
- Прижимные шайбы
- Покровный слой
*Для огнезащиты воздуховода
**Для воздуховодов круглого сечения
Рекомендации по выбору теплоизоляционного материала
Необходимые инструменты и средства индивидуальной защиты
Устройство теплоизоляционного слоя
Для изоляции воздуховодов и газоходов рекомендуется применять фольгированные материалы. Такой тип изоляции обеспечивает надежную тепло– и пароизоляцию и имеет законченный внешний вид.
Такой тип изоляции обеспечивает надежную тепло– и пароизоляцию и имеет законченный внешний вид.
Крепление матов к корпусу воздуховода возможно на приварные штифты с прижимными шайбами или при помощи бандажей.
Крепление на приварные штифты
Перед началом работ необходимо подготовить корпус воздуховода для импульсной конденсаторной сварки.
Для этого следует очистить корпус от грязи и при необходимости обезжирить. Покрашенные или грунтованные воздуховоды необходимо зачистить в местах установки приварных штифтов.
ВАЖНО! Перед началом сварочных работ ознакомьтесь с инструкцией по использованию сварочного аппарата. Необходимо правильно подобрать сварочную головку в зависимости от типа приварных штифтов и напряжение на аппарате, в зависимости от толщины корпуса воздуховода.
Возможны два способа крепления теплоизоляционного покрытия при помощи приварных штифтов: штифты привариваются к корпусу воздуховода, после на них навешивается теплоизоляционный мат и фиксируется прижимными шайбами, или воздуховод оборачивается матом и производится крепление путем приваривания штифтов с шляпкой непосредственно через теплоизоляционное покрытие.
1 способ
При помощи аппарата контактной импульсной конденсаторной сварки штифты привариваются к воздуховоду с шагом не более 350 мм по длине и периметру и отступом от края не более 100 мм.
ВАЖНО! Для сварки используются только ровные прямые штифты. При необходимости их необходимо выпрямить, чтобы они беспрепятственно вставлялись в сварочный аппарат.
Для подготовки теплоизоляционного мата к монтажу его необходимо выкроить при помощи ножа таким образом, чтобы мат перекрывал весь воздуховод по периметру целиком.
Навешиваем маты так, чтобы не погнуть приварные штифты. При этом следует располагать маты таким образом, чтобы траверса и фланцевые соединения воздуховодов находились под плоскостью мата, а не в стыках. Маты должны плотно прилегать к поверхности воздуховода.
Фиксируем теплоизоляционный слой прижимными шайбами. Надеваем шайбу на штифт и срезаем оставшуюся часть, оставив 2–3 мм, или закрываем защитным колпачком. При применении фольгированных матов место прокола и все стыки матов проклеиваются самоклеящейся алюминизированной лентой. В случае применения многослойной теплоизоляционной системы каждый слой фиксируется прижимными шайбами отдельно. При использовании Матов Прошивных ТЕХНО следует сшить стыки матов стальной проволокой.
Надеваем шайбу на штифт и срезаем оставшуюся часть, оставив 2–3 мм, или закрываем защитным колпачком. При применении фольгированных матов место прокола и все стыки матов проклеиваются самоклеящейся алюминизированной лентой. В случае применения многослойной теплоизоляционной системы каждый слой фиксируется прижимными шайбами отдельно. При использовании Матов Прошивных ТЕХНО следует сшить стыки матов стальной проволокой.
2 способ
Производим выкройку теплоизоляционного мата таким образом, чтобы мат перекрывал весь воздуховод по периметру, и оборачиваем им воздуховод.
Приварные элементы, состоящие из стальной шпильки и шайбы, привариваем через толщу изоляционного материала к корпусу воздуховода при помощи импульсного конденсаторного сварочного аппарата, с шагом не более 350 мм и отступом от кромки воздуховода не более 10 мм.
После крепления матов необходимо проклеить поперечные и продольные швы матов алюминиевым скотчем. А также загерметизировать места прокола крепежными элементами. При использовании Матов Прошивных ТЕХНО следует сшить стыки матов стальной проволокой.
А также загерметизировать места прокола крепежными элементами. При использовании Матов Прошивных ТЕХНО следует сшить стыки матов стальной проволокой.
Крепление бандажами
Если не допускается приварка штифтов к воздуховодам, то в качестве крепления возможно использовать бандажи из стальной ленты 0,8–2,0 мм и шириной 15–30 мм или проволоку диаметром 1,0–2,0 мм. Производим раскрой мата таким образом, чтобы мат перекрывал весь воздуховод по периметру и оборачиваем им воздуховод.
Производим фиксацию теплоизоляции при помощи ленты или вязальной проволоки. Рекомендуется устраивать прокладки под бандажи с целью предотвращения повреждения пароизоляционного слоя. В качестве прокладки возможно применение алюминиевого скотча.
ВАЖНО! При применении Цилиндров ТЕХНО для изоляции воздуховодов и газоходов круглого сечения возможно крепление только бандажами. Технология монтажа аналогична установке на трубопровод.
Устройство защитного покрытия
В случае, если воздуховод пролегает на открытом воздухе, необходимо защитить теплоизоляционный слой от воздействия окружающей среды, устроив поверх теплоизоляции покровный слой из металлических листов, закреплённых при помощи фланцевого соединения (самый эффективный вариант) или самонарезающих винтов 4,2×13 мм, или заклепок, соединяющих края листов покровного слоя.
Устройство узлов примыкания
Места прохода транзитных воздуховодов через стены, перегородки и перекрытия здания следует уплотнить тем же теплоизоляционным материалом, которым производится теплоизоляция воздуховода и заделать цементно-песчаным раствором.
При технологическом изменении профиля воздуховода и/или изменении площади его сечения теплоизоляция должна плотно прилегать к переходнику, защитный кожух должен повторять форму изменения воздуховода.
Была ли статья полезна?
Воздуховоды – ООО «Зенит-Нова»
Воздуховоды СТБ 1915-2008
Распределение воздуха в системах вентиляции и кондиционирования осуществляется по сети воздуховодов. Различают воздуховоды прямоугольного и круглого сечения.
Прямоугольные воздуховоды подходят для помещений небольшой высоты, обеспечивая выполнение требований дизайна. Соединения прямоугольных воздуховодов – фланцевые на шинах с герметизирующими прокладками. Воздуховоды круглого сечения имеют меньшее аэродинамическое сопротивление и экономически выгоднее. Соединение круглых воздуховодов – фланцевое и безфланцевое (бандаж, ниппель, раструб).
Соединения прямоугольных воздуховодов – фланцевые на шинах с герметизирующими прокладками. Воздуховоды круглого сечения имеют меньшее аэродинамическое сопротивление и экономически выгоднее. Соединение круглых воздуховодов – фланцевое и безфланцевое (бандаж, ниппель, раструб).
Завод «Зенит-М» изготавливает воздуховоды для систем вентиляции, кондиционирования и аспирации классов Н (нормальные) и П (плотные). Для систем дымоудаления изготавливаются воздуховоды сварные, покрытые грунтовкой. По отдельной заявке возможно изготовление воздуховодов нестандартных размеров и порошковая окраска деталей систем вентиляции в любой цвет по каталогу RAL.
В зависимости от условий эксплуатации систем вентиляции воздуховоды могут быть изготовлены из различных материалов. Для транспортировки воздуха с температурой до 80°С и относительной влажностью до 60% воздуховоды изготавливаются из тонколистовой холоднокатаной оцинкованной стали толщиной 0,5 – 1,0 мм и тонколистовой горячекатаной стали толщиной 0,5 – 1,0 мм. При транспортировке воздуха с температурой выше указанных пределов и повышенной запыленностью используют черную сталь толщиной 1,2 – 2,0 мм, при этом воздуховод изготавливается методом сварки. Для перемещения особо агрессивных сред воздуховоды изготавливаются из тонколистовой коррозионностойкой, жаростойкой и жаропрочной сталей.
При транспортировке воздуха с температурой выше указанных пределов и повышенной запыленностью используют черную сталь толщиной 1,2 – 2,0 мм, при этом воздуховод изготавливается методом сварки. Для перемещения особо агрессивных сред воздуховоды изготавливаются из тонколистовой коррозионностойкой, жаростойкой и жаропрочной сталей.
КЛАССИФИКАЦИЯ ВОЗДУХОВОДОВ И ПРИМЕР МАРКИРОВКИ
Условное обозначение воздуховодов должно включать тип воздуховода, класс плотности, материал, из которого он изготовлен, с указанием толщины в миллиметрах, способ изготовления и вид продольного шва, способ соединения воздуховодов между собой и фасонными частями, номинальные размеры и длину в миллиметрах.
Примеры условного обозначения:
-
Воздуховод для системы аспирации (ВА) класса плотный (П) из черной стали (Ч) толщиной 1,5 мм, сварной (С) с продольным швом (п), для фланцевого соединения (фл) наружным диаметром 250 мм, длиной 2000 мм:
ВАП Ч 1,5 – С. п – фл Ø 250 – 2000
п – фл Ø 250 – 2000 -
Воздуховод для системы вентиляции (ВВ) класса нормальный (Н) из стали тонколистовой оцинкованной (ОЦ) толщиной 0,7 мм, фальцевый (Ф) с продольным швом (п), ниппельным способом соединения (н), размером поперечного сечения 400×500 мм, длиной 2000 мм:
ВВН ОЦ 0,7 – Ф.п – н (400×500) – 2000
Таблица для круглых воздуховодов
| Диаметр D, мм | Толщина металла, мм | Площадь поперечного сечения, м² | Площадь поверхности 1м, м² |
|---|---|---|---|
| 100 | 0,5 | 0,008 | 0,314 |
| 125 | 0,012 | 0,393 | |
| 140 | 0,015 | 0,440 | |
| 160 | 0,020 | 0,502 | |
| 180 | 0,025 | 0,565 | |
| 200 | 0,031 | 0,628 | |
| 225 | 0,040 | 0,707 | |
| 250 | 0,049 | 0,785 | |
| 280 | 0,062 | 0,879 | |
| 315 | 0,078 | 0,989 | |
| 355 | 0,099 | 1,115 | |
| 400 | 0,7 | 0,126 | 1,256 |
| 450 | 0,159 | 1,413 | |
| 500 | 0,196 | 1,570 | |
| 560 | 0,246 | 1,758 | |
| 630 | 0,312 | 1,978 | |
| 710 | 0,396 | 2,229 | |
| 800 | 0,502 | 2,512 | |
| 900 | 1,0 | 0,636 | 2,826 |
| 1000 | 0,785 | 3,140 | |
| 1120 | 0,985 | 3,517 | |
| 1250 | 1,227 | 3,925 | |
| 1400 | 1,2 | 1,539 | 4,396 |
| 1600 | 2,010 | 5,024 | |
| 1800 | 2,543 | 5,652 | |
| 2000 | 3,140 | 6,280 |
Таблица размеров для прямоугольных воздуховодов
| Размеры, мм | Площадь поверхности 1м, м² | Толщина металла, мм | |
|---|---|---|---|
| А | Б | ||
| 100 | 150 | 0,5 | 0,5 |
| 200 | 0,6 | ||
| 250 | 0,7 | ||
| 150 | 150 | 0,6 | |
| 200 | 0,7 | ||
| 250 | 0,8 | ||
| 200 | 200 | 0,8 | |
| 250 | 0,9 | ||
| 300 | 1,0 | ||
| 400 | 1,2 | ||
| 500 | 1,4 | ||
| 250 | 250 | 1,0 | |
| 300 | 1,1 | ||
| 400 | 1,3 | ||
| 500 | 1,5 | ||
| 600 | 1,7 | ||
| 300 | 300 | 1,2 | 0,7 |
| 400 | 1,4 | ||
| 500 | 1,6 | ||
| 600 | 1,8 | ||
| 800 | 2,2 | ||
| 1000 | 2,6 | ||
| 400 | 400 | 1,6 | |
| 500 | 1,8 | ||
| 600 | 2,0 | ||
| 800 | 2,4 | ||
| 1000 | 2,8 | ||
| 1200 | 3,2 | 1,0 | |
| 500 | 500 | 2,0 | 0,7 |
| 600 | 2,2 | ||
| 800 | 2,6 | ||
| 1000 | 3,0 | ||
| 1200 | 3,4 | 1,0 | |
| 1600 | 4,2 | ||
| 2000 | 5,0 | ||
| 600 | 600 | 2,4 | 0,7 |
| 800 | 2,8 | ||
| 1000 | 3,2 | ||
| 1200 | 3,6 | 1,0 | |
| 1600 | 4,4 | ||
| 2000 | 5,2 | ||
| 800 | 800 | 3,2 | 0,7 |
| 1000 | 3,6 | ||
| 1200 | 4,0 | 1,0 | |
| 1600 | 4,8 | ||
| 2000 | 5,6 | ||
| 1000 | 1000 | 4,0 | 0,7 |
| 1200 | 4,4 | 1,0 | |
| 1600 | 5,2 | ||
| 2000 | 6,0 | ||
| 1200 | 1200 | 4,8 | |
| 1600 | 5,6 | ||
| 2000 | 6,4 | ||
| 1600 | 1600 | 6,4 | |
| 2000 | 7,2 | ||
B2416 Хомут (2 шт.
 ) – HAKKO UK
) – HAKKO UK Все категорииМагазин по брендам QUALITEK ELECTROLUBE Флюс для ремонта Морозильные спреи Очиститель флюса Оплетка для удаления припоя HAKKOКаталог продукции Вытяжные устройства Вытяжные устройства Фильтры Чистящее обслуживание Прочее Сверла / штифты Чистящие проволоки Чистящие губки Станции для очистки / полировки FS-100 FT-700 FT-710 FT-720 Обработка проволоки Наконечники Станции Инструменты Сопла горячего воздуха Серия N4 Серия N51 Адаптеры Серия N70 Оборудование для пайки FT-802 FT-710 FT-700 Морозильные спреи Переделка флюса Очиститель флюса Оплетка для припоя Проволока для припоя Диплайнер Термометры / тестирование Принадлежности Устройства Сопла для распайки серии SPPON / DS01 Серия N61 ( FR-301 / FR-410) SS тип S тип Стандартный тип Длинный тип Овальный тип N60 серия N51 серия N50 серия N3 серия Серия горячего воздуха (обычный тип) Серия 950 Серия 481 FR-810B Сопла паяльной станции горячим воздухом T38 Пинцет-горячий пинцет Ванны для пайки Запасные части Запасные чистящие / расходные материалы Губки / полировщики Термостойкие подушечки Сверла / булавки Станции очистки FT-710 FT-700 / щетки Другое Замены для блоков Замены для паяльных станций FX-801 FR-701 FR-702 FX-888 / FX-888D FN-1010 FM-206 FX-951 FX-952 FM-203 FM-204 FX-889 470 – 475 FX-100 903929 939 936 937 938 FM-202 FX-838 FM-205 926 928 FX-950 927 701 Замены для ремонтных станций FR-702 FR-701 FR-802 FR-801 FR-810B FR-810 FM-206 FR-803B FX-889 FR-410 FR-851 FR-803 FR-702B FM-202 851470 – 475 FR-811 703B 702 / 702B 701484 FR-400 FM-203 852 850B 850 703 850D 939 Замены для демонтажных станций FR-702 FR-701 FM-206 FM-2024 FM-203 FM-204 FR-803B 701 FR-400 FR-410 484 702B FR- 801941 700D 707 800M 703B FR-400D FM-202 FX-952 FM-205 470 – 475 481 483 700702703 851 FX-889 850 850B 850D 852939 Замены для других блоков / станций FT-801 FV-310 FT-802 FT-800 FG-460 FR-820 FG-101 192 373 FX-301B Замены для поглотителей / вытяжек FA-400 C1568 FA-430 494 Замены для принадлежностей Горшки для припоя FX-301 / FX-301B FX-300 Термометры FG-102 FG-101 FG-100B 192 Другие детали FT-401373375374 FT-700 FT-710 FT-711 853 FT -200 Подставка под паяльник Fh310 Fh300 FH800 серия C1437 C5034 Fh510 631 (Держатели) C1313 C5012 Подвесные обогреватели FR-830 FR-820 FR-872 853 FR-870B / FR-870 Замены для рукояток / инструментов Замены для инструментов для демонтажа FM-2024 FR-301 FR-4101 FR-300 FR-4103 802 809816 815 FX -8804817807 FM-206 FM-205 FM-204 C1492 808 800M 707 700D FR-310 FR-4102 808CE 484 483481851 Запасные части для паяльников и инструментов FX-8805 FX-8803 FX-8801 908 907 958/959 FR -4001 FN-1101 FX-8802 FN-1102 FM-2029 FM-2026 FX-1001 FX-1002 FX-800 3 FX-8002 FM-2031 FM-2030 912 FX-9501 FM-2028 FM-2027 FM-2025 FM-2024 FM-2021 900M 900L 917 FR-4003 FX-901 FX-650 FX-8302939 FX-600 / FX -601 Пистолет MG Замены для других инструментов / рукояток FM-2023 FM-2022 FX-8804 394 393 392950 FR-4101 FR-4001 Паяльное оборудование Инструмент для распайки Аккумулятор / питание от сети Удаление припоя для станций Горячий пинцет для станций Подборщики и насосы Морозильные брызги Очиститель флюса Оплетка для удаления припоя 1. 5 мм 2,0 мм 2,5 мм 4,0 мм 1,9 мм 3,3 мм 0,6 мм 0,9 мм 0,3 мм 0,7 мм 1,0 мм 3,0 мм Станции для удаления припоя Лезвия для снятия изоляции Нет FT-8004 Нет FT-8003 Нет FT-8002 Жала паяльника T36 series T35 series 400 ° C Форма K Форма J Форма I Форма D 350 ° C Форма D Форма I Форма J Форма K Серия T34 Серия T31 450 ° C Форма BC / C Форма B Форма D Форма I Форма J Форма K 400 ° C Форма BC / C Форма B Форма D Форма I Форма J Форма K 350 ° C Форма BC / C Форма B Форма D Форма I Форма J Серия T30 Форма D Форма I Форма J Форма K T22 se ries Форма BC / C Форма B Форма D Форма J Форма K Серия T20 Форма B Форма D Форма BC / C Форма BCM / CM Форма J Форма K Серия T19 Серия T18 Форма B Форма J Форма C Форма D Форма I Форма K Форсунки серии T17 Форма B Форма BC / C Форма BCM / CM Форма D Форма J Форма K Серия T16 Серия T15 Тип SMD: прямоугольная форма Тип SMD: форма шпателя Специальные применения Форма B Форма BC / C Форма D Форма I Форма J Форма K Форма SB Тип SMD : форма туннеля Форма R Серия T11 Серия T10 Серия T9 950 / FX8804 серия 903 серия 902 серия 900 серия L Серия T33 Серия T38 Принадлежности FX-952 FX-951 FX-301B FX-300 FT-8 003 FT-710 FT-700 FR-830 FR-810 FM-2032 FM-2024 FM-204 FM-203 FG-101 FG-100B FG-100 FA-400 494 490 375 373 Оплетка для отпайки FX-888D FV-310 Морозильная камера спреи Паяльный флюс Очиститель флюса Кусачки для поверхностного монтажа Ремонтные работы Принадлежности для ремонта Держатели / стойки для печатных плат FX-801 FN-1010 Паяльники Для паяльных станций Совместимость с микроазотом Полные комплекты для переоборудования Heavy Duty Standard Сетевое питание и питание от батарей Подача припоя Проволока припоя / флюс Морозильные спреи Переделка льна Очиститель флюса Проволока для припоя Оплетка для удаления припоя 1.
5 мм 2,0 мм 2,5 мм 4,0 мм 1,9 мм 3,3 мм 0,6 мм 0,9 мм 0,3 мм 0,7 мм 1,0 мм 3,0 мм Станции для удаления припоя Лезвия для снятия изоляции Нет FT-8004 Нет FT-8003 Нет FT-8002 Жала паяльника T36 series T35 series 400 ° C Форма K Форма J Форма I Форма D 350 ° C Форма D Форма I Форма J Форма K Серия T34 Серия T31 450 ° C Форма BC / C Форма B Форма D Форма I Форма J Форма K 400 ° C Форма BC / C Форма B Форма D Форма I Форма J Форма K 350 ° C Форма BC / C Форма B Форма D Форма I Форма J Серия T30 Форма D Форма I Форма J Форма K T22 se ries Форма BC / C Форма B Форма D Форма J Форма K Серия T20 Форма B Форма D Форма BC / C Форма BCM / CM Форма J Форма K Серия T19 Серия T18 Форма B Форма J Форма C Форма D Форма I Форма K Форсунки серии T17 Форма B Форма BC / C Форма BCM / CM Форма D Форма J Форма K Серия T16 Серия T15 Тип SMD: прямоугольная форма Тип SMD: форма шпателя Специальные применения Форма B Форма BC / C Форма D Форма I Форма J Форма K Форма SB Тип SMD : форма туннеля Форма R Серия T11 Серия T10 Серия T9 950 / FX8804 серия 903 серия 902 серия 900 серия L Серия T33 Серия T38 Принадлежности FX-952 FX-951 FX-301B FX-300 FT-8 003 FT-710 FT-700 FR-830 FR-810 FM-2032 FM-2024 FM-204 FM-203 FG-101 FG-100B FG-100 FA-400 494 490 375 373 Оплетка для отпайки FX-888D FV-310 Морозильная камера спреи Паяльный флюс Очиститель флюса Кусачки для поверхностного монтажа Ремонтные работы Принадлежности для ремонта Держатели / стойки для печатных плат FX-801 FN-1010 Паяльники Для паяльных станций Совместимость с микроазотом Полные комплекты для переоборудования Heavy Duty Standard Сетевое питание и питание от батарей Подача припоя Проволока припоя / флюс Морозильные спреи Переделка льна Очиститель флюса Проволока для припоя Оплетка для удаления припоя 1. 5 мм 2,0 мм 2,5 мм 4,0 мм 1,9 мм 3,3 мм 0,6 мм 0,9 мм 0,7 мм 1,0 мм 0,3 мм 3,0 мм Последняя возможность заказать FR-801 FR-802 FR-803B 470-475 703 703B 809807815816631 (держатели) 701 702B 802 808908 (C1145) 90392993941 C1492 FM-204 FM-205 FM-206936 FT-800 937 912 Оплетка для удаления припоя 700D 707 800M Принадлежности 481484 900M 900L 601 609926702917938 Серия T10 817373853 FX-901 FR-300 FR-803494 MG583 – MG589 851907 (C1143) FR-410 FR-701 FR-702 FR-4101 FT-801 700706928 808CE 850 / 850B FR-820 472D 4838521927 FX-601
5 мм 2,0 мм 2,5 мм 4,0 мм 1,9 мм 3,3 мм 0,6 мм 0,9 мм 0,7 мм 1,0 мм 0,3 мм 3,0 мм Последняя возможность заказать FR-801 FR-802 FR-803B 470-475 703 703B 809807815816631 (держатели) 701 702B 802 808908 (C1145) 90392993941 C1492 FM-204 FM-205 FM-206936 FT-800 937 912 Оплетка для удаления припоя 700D 707 800M Принадлежности 481484 900M 900L 601 609926702917938 Серия T10 817373853 FX-901 FR-300 FR-803494 MG583 – MG589 851907 (C1143) FR-410 FR-701 FR-702 FR-4101 FT-801 700706928 808CE 850 / 850B FR-820 472D 4838521927 FX-601
Произошла ошибка при настройке вашего пользовательского файла cookie
Произошла ошибка при настройке вашего пользовательского файла cookieЭтот сайт использует файлы cookie для повышения производительности.Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, используйте кнопку “Назад” и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с вашим системным администратором.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файлах cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.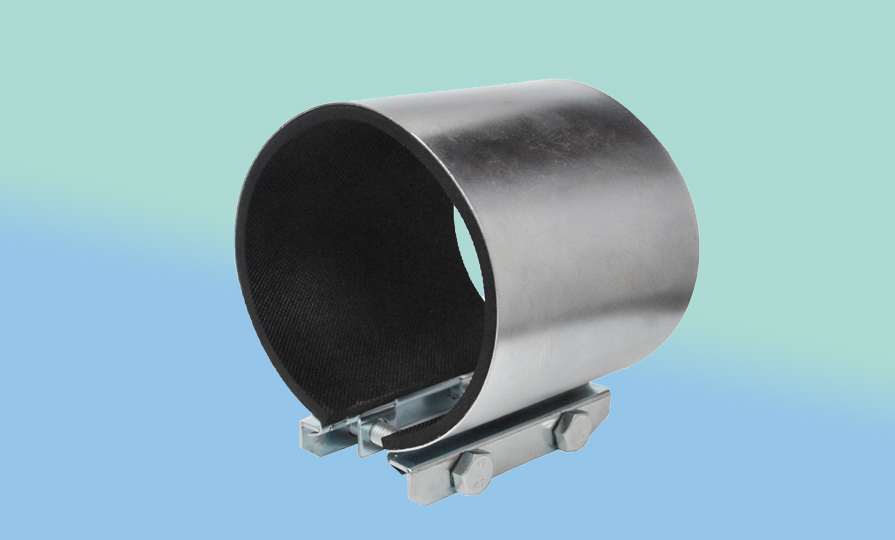
GI Round Band Duct, GI Duct, आयरन डक्ट, जस्ती लोहे की नली – Swifgoo Corporation, Nashik
О компании
Год основания 2014
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот1-2 крор
Участник IndiaMART с июня 2013 г.
GST27BHYPP5171R1Z0
Основанная в 2014, мы Swifgoo Corporation является одним из ведущих производителей и продавцов M и торговца широкого ассортимента гибких муфт , резервуаров и пакетов подачи под давлением, кухонных систем для окраски, оборудования для жидких покрытий, Пневматические двигатели и др. . Предлагаемая нами продукция высоко ценится за качество, высокую прочность на разрыв, коррозионную стойкость и долговечность.Эти предлагаемые продукты используются в различных промышленных приложениях и имеют возможность выполнить полное требование клиентов. Наши клиенты могут помочь этим предлагаемым продуктам по лучшим ценам на рынке. Мы также предоставляем услуги по монтажу оборудования и трубопроводов. У нас есть команда талантливых и ловких профессионалов, которые работают в тесном сотрудничестве с клиентами, чтобы понять их требования и предложить продукты соответственно. Мы также выполняем оптовые заказы и доставляем их в указанные сроки, чтобы удовлетворить огромные потребности рынка.Под умелым руководством нашего г-на Нитина Патила (владелец) , имеющего огромный опыт в этой отрасли, мы заняли свою нишу в этой области. Он обладает опытом в этой области и восхищается его этичной деловой политикой.
Миграция эластичной резинки в общий желчный проток после дренирования через С-трубку
В нашей рукописи мы показали эффективность интраоперационной холангиографии в реальном времени и использования С-трубки для предотвращения осложнений со стороны желчевыводящих путей.Эти методы определенно способствуют уменьшению осложнений со стороны желчевыводящих путей не только у живых доноров, перенесших трансплантацию печени, но и у пациентов, перенесших гепатэктомию, особенно центральную гепатэктомию, то есть переднюю сегментэктомию, медиальную сегментэктомию и центральную бисегментэктомию. Мы всегда используем две эластичные резинки, чтобы прикрепить С-образную трубку к пузырному протоку. Однако мы столкнулись с четырьмя случаями миграции эластичной резинки в общем желчном протоке после дренажа через С-трубку у пациентов, недавно перенесших центральную гепатэктомию.
С декабря 2007 г. по февраль 2012 г. мы выполнили дренаж через С-образную трубку в 58 случаях. Все пациенты перенесли гепатэктомию в связи со злокачественными новообразованиями или донорской трансплантацией печени от живого донора. Во время последующего наблюдения каждые 3–6 месяцев выполняли компьютерную томографию или магнитно-резонансную томографию для выявления рецидива злокачественного новообразования или регенерации печени. Из них холедохолитиаз выявлен в четырех случаях (6,9%). Хотя у них не было симптомов, эндоскопическая ретроградная холангиография и литотомия были выполнены из сосочка Фатера.Как показали результаты, миграция эластичной резинки была идентифицирована. Средний интервал от операции до миграции эластичной резинки составил 244 дня.
Миграция клипсы после лапароскопической холецистэктомии была описана как крайне редкая2. Учитывая количество лапароскопических холецистэктомий, наш уровень миграции в 6,9% считается очень высоким. Кроме того, 244-дневный интервал также очень короткий. Сравнивая эластичную резиновую ленту с зажимом, форма и адгезия эластичной резинки к окружающим тканям могут облегчить миграцию в общий желчный проток.К счастью, ни один из четырех пациентов не страдал холангитом или панкреатитом, что может быть связано с формой пончика и адгезией к тканям эластичной резинки. Сообщалось о патогенезе миграции, когда клипса вызывала некроз пузырного протока и стенки общего желчного протока в результате сжатия и воспаления. материал или процедуру для фиксации С-образной трубки.
Тошия Очиай, Юсуке Ямамото и Эйго Оцудзи
Ссылки
- 1.
Ochiai T, Ikoma H, Inoue K, Murayama Y, Komatsu S, Shiozaki A et al. Интраоперационная холангиография в реальном времени и дренаж через С-трубку при донорской гепатэктомии уменьшают осложнения со стороны желчевыводящих путей. J Gastrointestinal Surg 2011; 15: 2159–2164
Статья Google Scholar
- 2.
Чонг В.Х., Чонг CF. Билиарные осложнения, вторичные по отношению к миграции клипсы после холецистэктомии: обзор 69 случаев. J Gastrointestinal Surg 2010; 14: 688–696
Статья Google Scholar
- 3.
Китамура К., Ямагути Т., Накатани Х., Итикава Д., Шимоцума М., Ямане Т. и др. Почему зажимы пузырного протока мигрируют в общий желчный проток? Ланцет 1995; 346: 965–966
PubMed Статья CAS Google Scholar
Скачать ссылки
Информация об авторе
Принадлежности
Отделение хирургии, Медицинский университет префектуры Киото, 465 Кадзи-чо, Каварамачи-Хирокодзи, Камигё-ку, Киото, 602-8566, Япония 9000hi3
Тосия Очиай, Юсуке Ямамото и Эйго Оцудзи
Автор, ответственный за переписку
Переписка на Тошия Очиаи.
Об этой статье
Цитируйте эту статью
Ochiai, T., Yamamoto, Y. & Otsuji, E. Миграция эластичной резинки в общий желчный проток после дренирования через С-образную трубку. J Gastrointest Surg 16, 2343 (2012). https://doi.org/10.1007/s11605-012-2026-z
Ссылка для скачивания
Ключевые слова
- Общий желчный проток
- Лапароскопическая холецистэктомия
- Холангит
- Кистозный проток
- Холедохолитиаз
9
Отправить отзыв и предложенияпослать Закрывать
Спасибо за отзыв!
В нашу команду было отправлено письмо с вашим отзывом.
Произошла ошибка при обработке вашей информации.
Приносим извинения за неудобства и уведомили члена команды.
ЗакрыватьRep Наши продукты
Вы заинтересованы в представлении CaptiveAire и продаже нашей продукции?
Заполните следующую форму, и мы свяжемся с вами в ближайшее время.
0/500
Какое у вас образование?
0/500
Какие территории продаж вас интересуют?
0/500
Какие продуктовые линейки вас интересуют?
0/1000
Есть ли у вас еще какие-нибудь комментарии?
послать Закрывать
Мы искали везде, но не смогли найти эту страницу.
Может быть, его поразил один из наших высокоэффективных вытяжных вентиляторов.
Возможно, вы хотите перейти на главную страницу?
Ремесло из клейкой ленты! Как сделать липучки на руку
Клейкая лента (или утиная лента) – это так весело крафтить! Вот забавная идея для детей – сделайте наручные ленты из липкой ленты.
Эта поделка идеально подходит для летнего лагеря или просто для дождливого дня! Они подходят для любого возраста, а благодаря липучке их легко надевать и снимать.
Так как у нас в основном мальчики, они называли эти нарукавные повязки. Но они тоже могут быть браслетами!
Изначально мы опубликовали эту идею поделки в мае 2013 года и обновили ее в июле 2019 года. Очень весело вернуться и поработать с моими младшими детьми над некоторыми проектами, которые я делал, когда старшие были маленькими!
Необходимые расходные материалы:
- Клейкая лента – мы действительно предпочитаем бренд Duck. Это лучшее! Мы обнаружили, что у Walmart лучшая цена.Или вы можете использовать купон на скидку 40% в Michael’s или Hobby Lobby.
- Ножницы
- Детские влажные салфетки (по желанию) – подробнее об этом через минуту!
- Липкая застежка-липучка
Для их изготовления мы склеили две полоски изоленты одна за другой. Затем обрежьте концы, чтобы они были прямыми. Склеенную изоленту действительно легко разрезать.
Мы решили использовать клейкую ленту разных цветов для каждой стороны браслета.
СОВЕТ. Для однослойной резки попробуйте сначала протереть лезвия ножниц детской салфеткой.Я видел этот совет на Pinterest, и он работает УДИВИТЕЛЬНО хорошо. Больше никаких заклеенных ножниц и испорченной клейкой ленты!
Мы сделали некоторые из наших повязок на руку из узкой клейкой ленты (эти маленькие рулоны такие милые!), А некоторые из клейкой ленты обычной ширины. Мы также сделали некоторые из ленты обычной ширины, а затем обрезали ее. Если вы собираетесь разрезать по длине, я действительно рекомендую сначала провести линию с помощью линейки.
Прикрепите липучку, как показано. Мы были приятно удивлены, обнаружив, что браслеты автоматически меняются! Так круто!
Забавно делать повязку с кнопками, чтобы дети могли притвориться, что активируют свои лазеры и выполняют другие супергеройские движения! Для пуговиц я просто вырезал круги и прямоугольники из клейкой ленты.Для этого вам обязательно понадобятся острые ножницы! Или детские салфетки, чтобы протереть лезвия ножниц! (Говорю вам, это волшебство!)
Одному из моих сыновей пришла в голову идея сделать нарукавную повязку с ракеткой, которая бы застегивалась на липучке.
Мы добавили липучку на нарукавную повязку и ракету. Я подумал, что это очень умная идея! (Для черных украшений мы использовали изоленту, оставшуюся от наших световых мечей.)
У нашей собаки также была крутая повязка на руку Texas Rangers, к его большому огорчению! Ха!
Удачи крафтинга с помощью клейкой ленты!
КОРЕЯ для покупателей – КАНАЛ И ЗАЖИМПо
| Цена | 툴팁 |
|---|---|
| Информация о доставке |
|
| Платежи | |
| Сертификация |
|
| История наград |
купить сейчас Купить через PayPal Свяжитесь с нами
.