ГОСТ 14918-80. Сталь тонколистовая оцинкованная с непрерывных линий
Технические условия (извлечения).
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
1. Классификация
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
По назначению на группы
- Для холодной штамповки – ХШ,
- Для холодного профилирования -ХП,
- Под окраску (дрессирования) – ПК,
- Общего назначения – ОН;
По способности к вытяжке (сталь группы ХШ) на категории
- Нормальной вытяжки – Н,
- Глубокой вытяжки – Г,
- Весьма глубокой вытяжки – ВГ;
По равномерности толщины цинкового покрытия
- С нормальной разнотолщинностью – НР,
- С уменьшенной разнотолщинностью – УР.


1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
- с узором кристаллизации – КР,
- без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на 3 класса в соответствии с указанным в табл. 1.
Таблица 1
| Класс толщины | Масса 1 м2 слоя покрытия, нанесенного с двух сторон, г | Толщина покрытия, мкм |
| П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
| 1 | Св. 258 до 570 включ. | Св. 18 до 40 включ. |
| 2 | От 142,5 до 258 включ. | Св. 10 до 18 включ. |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне – классу П (для листов) или классу 1.
2. Сортамент.
2.1. Оцинкованную сталь изготавливают шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-74.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
| ОЦ | Б-ПН-НО-0,8х1000х2000 ГОСТ 19904-74 |
| ОН-КР-1 ГОСТ 14918-80 |
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80
| А-О-1,2х1000 ГОСТ 19904-74 | |
| 08кп ВГ-МТ-УР-2 ГОСТ 14918-80 |
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, высокой плоскостными ПВ, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
| ОЦ | А-О-1,5х710 ГОСТ 19904-74 |
| БСт3кп ПК-МТ-УР-1/2 ГОСТ 14918-80 |
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ)
Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ)
3. Технические требования
3.1. Оцинкованная сталь должна изготавливаться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготавливают из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-70. Марки стали должны соответствовать приведенным в таблице 1.
Таблица 1
| Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
| Группа | Категория вытяжки | Первой категории качества | Высшей категории качества |
| ХIII | Н, Г | Марки стали с хим. Составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-781 | Марки стали с химическим составом по ГОСТ 9045-80, а также ГОСТ 1050-74 с содержанием серы не более 0,035% и фосфора – не более 0,020% и ГОСТ 380-71 с массовой долей серы не более 0,035% и фосфора – не более 0,025% |
| ХIII | ВГ | О8пс,08кп, о8Ю по ГОСТ 9045-80 08ПС, 08КП, 10КП по ГОСТ 1050-74 | 08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08КП, 10кп по ГОСТ1050-74 с массовой долей серы не более 0,030% и фосфора – не более 0,020% |
| XII, ПК | – | 08пс по ГОСТ 9045-80 08,08пс по ГОСТ 1050-74 Бст0, Бст1, бст3 всех степеней раскисления по ГОСТ 380-71 | 08пс по ГОСТ 9045-80 08,08пс по ГОСТ 1050-74 БСТ0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 с массовой доле серы не более 0,04% и фосфора – не более 0,0035% |
| ОН | – | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 | Марка стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74, ГОСТ 380-71 с массовой долей серы не более 0,045% и фосфора – не более 0,04%. |
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-79 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой, со сплошным покрытием.
3.4.1. Не допускается нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-70.
3.4.2. На листах и полосах с необрезной кромкой не допускается рванины кромок глубиной, превышающей предельные отклонения по ширине.
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не разрушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок местной шероховатости покрытия (сыпь), матовый узор кристаллизации цинка, следы от перегибов, полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщности НР должна иметь толщину покрытия в пределах, указанных в табл.1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
- глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1б.
- Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в.
Таблица 1 б
|
Оцинкованная сталь |
Временное сопротивление | Предел текучести |
Относительное удлинение s 4, %, не менее, при L0=80 мм для стали толщиной, мм |
||||
| группы | категории вытяжки | разрыву s в, МПа | s т, Мпа, не менее | до 0,7 | св 0,7 до 1,5 | св 1,5 до 2,0 | св 2,0 |
| ХШ | Н Г ВГ |
300-490 275-430 255-410 |
– – – |
21 23 26 |
22 24 28 |
23 25 29 |
24 26 30 |
| ХП, ПК | – | – | 230 | 20 | 22 | – | – |
| ОН | – | – | – | – | – | – | – |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
Таблица 1в
|
Толщина оцинкованной стали |
Глубина сферической лунки для категорий вытяжки, не менее |
||
| ВГ | Г | Н | |
| 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 |
8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 |
8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 |
6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Примечания:
- Для оцинковой стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.

- Значения глубины сферической лунки для оцинковой стали толщиной свше 1,5 мм являются факультативными до 01.07.89.
- При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категорий вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 3 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3,13 Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
1г.
Таблица 1г
| Толщина оцинкованной стали, мм | Количество перегибов |
| до 0,8 мм св. 0,8 до 1,2 мм св. 1,2 до 2,0 мм св. 2,0 |
8 5 3 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являются факультативными до 01.07.89.
3.14. (Исключен, Изм. №2).
4. Правила приемки
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса, толщины покрытия, вида, консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-81 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
4.3. Для контроля размеров и качества поверхности отбирают 6% листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей, повторную попытку проводят по ГОСТ 7566-81.
6. Маркировка, упаковка, транспортировка и хранение.
6.1. Маркировка, упаковка, транспортировка и хранение – по ГОСТ 7566-81 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервация обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 8486-86 и ГОСТ 2695-83 сечением не менее 80х80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференцированным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок – по ГОСТ 7566-81.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-77 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям Ж3 по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами
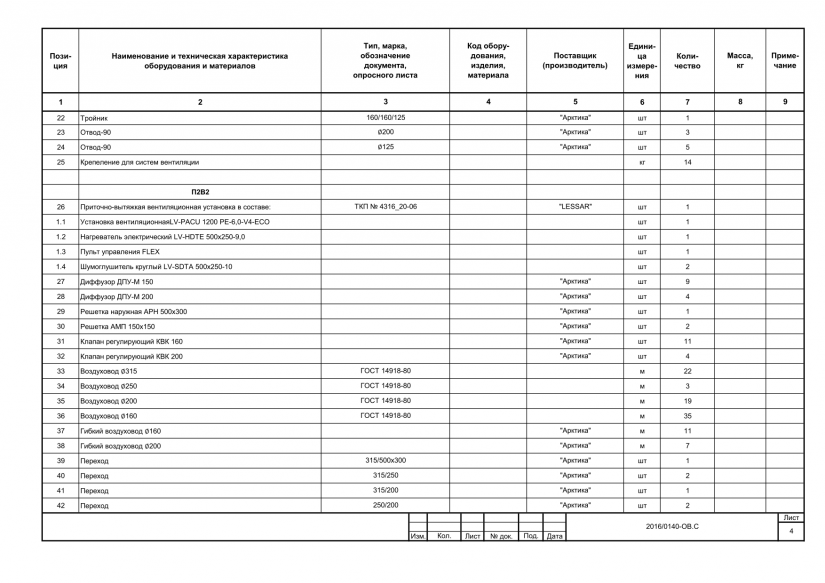
Воздуховод оцинкованный цена в Екатеринбурге
| Продукция: | Ед. измерения: | Кол-во: | Цена, от: | Наличие: | Купить |
Воздуховод оцинкованный 100х0,5 мм ГОСТ 14918-80 | т | 65400 ₽ 6540065400 ₽ / т | В наличии | ||
Воздуховод оцинкованный 125х0,7 мм ГОСТ 14918-80 | т | 65400 ₽ 6540065400 ₽ / т | В наличии | ||
Воздуховод оцинкованный 250х0,7 мм ГОСТ 14918-80 | т | 65400 ₽ 6540065400 ₽ / т | В наличии | ||
Воздуховод оцинкованный 200х0,5 мм ГОСТ 19904-90 | т | 65400 ₽ 6540065400 ₽ / т | В наличии | ||
Воздуховод оцинкованный 160х1 мм ГОСТ 14918-80 | т | 65400 ₽ 6540065400 ₽ / т | В наличии | ||
Воздуховод оцинкованный 150х0,5 мм ГОСТ 19904-90 | т | 65400 ₽ 6540065400 ₽ / т | В наличии | ||
Воздуховод оцинкованный 400х0,8 мм ГОСТ 14918-80 | т | 65400 ₽ 6540065400 ₽ / т | В наличии | ||
Воздуховод оцинкованный 315х2 мм ГОСТ 14918-80 | т | 65400 ₽ 6540065400 ₽ / т | В наличии | ||
Воздуховод оцинкованный 80х0,5 мм ГОСТ 19904-90 | т | 65400 ₽ 6540065400 ₽ / т | В наличии | ||
Воздуховод оцинкованный 200х3 мм ГОСТ 19904-90 | т | 65400 ₽ 6540065400 ₽ / т | В наличии | ||
Воздуховод оцинкованный 315х1 мм ГОСТ 19904-90 | т | 65400 ₽ 6540065400 ₽ / т | В наличии | ||
Воздуховод оцинкованный 315х5 мм ГОСТ 19904-90 | т | 65400 ₽ 6540065400 ₽ / т | В наличии |
Системы кондиционирования и вентиляции являются одной из важных составных частей комфортного, а зачастую – нормального функционирования для многих промышленных предприятий. Особо это касается тех производств, где в процессе работы выделяются вредные или опасные для человеческого организма вещества, пыль, мелкая стружка и другие элементы.
Особо это касается тех производств, где в процессе работы выделяются вредные или опасные для человеческого организма вещества, пыль, мелкая стружка и другие элементы.
Исходя из таких условий, обустройство правильной вентиляционной системы является важной задачей для производственных цехов всех направлений деятельности. Как правило, воздуховоды оцинкованные, цена приобретения которых у нашего предприятия доступна, являются наиболее доступным и эффективным выбором для промышленных предприятий.
В качестве материала для изготовления чаще всего используется сталь углеродистая или низколегированная тонколистовая – она обладает достаточной прочностью в готовом изделии, хорошо обрабатывается (в данном случае – изгибается и вальцуется), а также имеет низкую стоимость. В качестве защиты от коррозии на поверхность наносится горячим методом тонкий слой цинка (обычно до 120-150 г/м2), который предотвращает возникновение коррозионных очагов при активном использовании короба в различных условиях.
Толщина оцинкованных воздуховодов, цена приобретения которых у нашего предприятия невысока, обычно составляет 0,8 – 1 мм – этого вполне достаточно для длительной эксплуатации и жесткости всей конструкции при любой форме воздуховода (круглой, прямоугольной, квадратной). Если же воздуховод планируется размещать в условиях жесткой и активной эксплуатации, для изготовления применяется оцинковка толщиной до 1,5 мм с нанесенным на нее слоем цинка до 250 г/м2 – такой формат увеличивает общую массу системы вентиляции, однако существенно увеличивает срок ее эксплуатации.
Цена воздуховодов оцинкованных у нашего предприятия максимально доступна и зависит от толщины использованного металла, а также их конфигурации – выпускаются нашей компанией три основные разновидности: круглые, прямоугольные и квадратные воздуховоды, что позволяет заказчикам подобрать оптимальные решения для конкретного производственного цеха. Производство оцинкованных воздуховодов, стоимость которых невысока у нашей компании, подчинено действующим стандартам и полностью им соответствует. В качестве полуфабриката применяется рулонная или листовая оцинкованная сталь: она изгибается требуемым образом, а затем шов вальцуется – таки образом производятся прямошовные воздуховоды любого сечения. Для изготовления воздуховодов с круглым сечением часто применяется спирально-навивной метод – оцинкованная полоса небольшой толщины (штрипс) свивается по спирали до придания нужного диаметра и вальцуется по шву. Такой вариант изготовления является предпочтительным для воздуховодов, которые будут использоваться в жестких условиях – например, при вибрационных воздействиях. Кроме собственно воздуховодных элементов, длина которых составляет от 1,5 до 3 метров, обязательно следует предусматривать приобретение фурнитуры (например, тройников или изгибов), а также разнообразно крепежа для монтажа к стенам или потолку помещения.
В качестве полуфабриката применяется рулонная или листовая оцинкованная сталь: она изгибается требуемым образом, а затем шов вальцуется – таки образом производятся прямошовные воздуховоды любого сечения. Для изготовления воздуховодов с круглым сечением часто применяется спирально-навивной метод – оцинкованная полоса небольшой толщины (штрипс) свивается по спирали до придания нужного диаметра и вальцуется по шву. Такой вариант изготовления является предпочтительным для воздуховодов, которые будут использоваться в жестких условиях – например, при вибрационных воздействиях. Кроме собственно воздуховодных элементов, длина которых составляет от 1,5 до 3 метров, обязательно следует предусматривать приобретение фурнитуры (например, тройников или изгибов), а также разнообразно крепежа для монтажа к стенам или потолку помещения.
Лист оцинкованный ГОСТ 14918-80 » Металлургпром
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Постановлением Госстандарта СССР от 31 марта 1980 г. № 1465 установлена дата введения
№ 1465 установлена дата введения
8 01/01
Ограничение срока действия снято согласно протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовой и рулонный холоднокатаный прокат, горячеоцинкованная в агрегатах непрерывного цинкования, предназначенная для холодной прокатки, для окраски, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категорий качества.
1. КЛАССИФИКАЦИЯ
1.1. Сталь листовая оцинкованная (ЛС) подразделяется на:
по отнесению к группам
- для холодной штамповки – ХШ,
- для холодного профилирования – HP,
- для окраски (обучаемый) – ПК,
- общего назначения – ОН;
по способности к вытяжке (сталь группы ХШ) по 9 категории0005
- нормальная тяга – H,
- глубокая вытяжка – G,
- очень глубокая вытяжка – ВГ;
по однородности толщины цинкового покрытия
- с нормальным допуском по толщине – HP,
- с уменьшенной разностью толщин – UR.

(Измененная редакция, Дополнение №1).
1.2. По согласованию между потребителем и изготовителем оцинкованная сталь может изготавливаться:
- с рисунком кристаллизации – КР,
- без картины кристаллизации – MT.
1.3. В зависимости от толщины покрытия оцинкованная сталь подразделяется на три класса в соответствии с указанными в табл. 1.
Таблица 1
При изготовлении стали с дифференцированным покрытием ее толщина с одной стороны листа должна соответствовать 2 классу, а с другой стороны – классу П (для листов) или 1 классу.
2. РАЗНООБРАЗИЕ
2.1. Оцинкованная сталь изготавливается шириной от 710 до 1500 мм включительно, толщиной от 0,5 до 3,0 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-74.
Прокат оцинкованный, которому в установленном порядке присвоен Государственный Знак качества, изготовляют:
- серповидный прокат не более 6 мм на 3 м длины;
- с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
- с телескопическими роликами шириной стали до 1000 мм не более 30 мм.

Примеры условных обозначений
Сталь оцинкованная толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки В, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с рисунком кристаллизации КР, первый класс цинкового покрытия по ГОСТ 14918-80:
Прокат стальной оцинкованный толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, очень глубокой вытяжки ВГ, без картина кристаллизации МТ, с уменьшенным перепадом толщины УР, второй класс покрытия по ГОСТ 14918-80:
Сталь рулонная оцинкованная с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, высокопланарная ПВ, с обрезной кромкой О, марки БСТ3кп, под покраску ПК, без рисунка кристаллизации МТ с уменьшенной разнотолщинностью УР , с покрытием с одной стороны первого, а с другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, но в условных обозначениях указывается индекс способности к растяжению (Н, Г или ВГ).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготавливаться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованная сталь изготавливается из холоднокатаной рулонной углеродистой стали с качеством поверхности по ГОСТ 16523-70. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1а
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-79.с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой и полностью покрытой.
3.4.1. Недопускаются несплошности покрытия в виде трещин на мелких валиках, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-70
3.4.2. На листах и полосах с необрезными кромками не допускаются дефекты кромок глубиной, превышающей предельные отклонения по ширине.
3.5. Для оцинкованной стали групп ХШ и ХП мелкие наплывы (наплывы, расслоения), зерна и неравномерная кристаллизация цинка, следы изгибов полосы и регулирующих роликов, локальная шероховатость покрытия (сыпь), светлая
ГОСТ 14918-80 / Ауремо
ГОСТ Р 54301-2011 ГОСТ 5521-93 ГОСТ 4728-96 ГОСТ 22366-93 ГОСТ 17066-94 ГОСТ 16523-89 ГОСТ 8787-68 ГОСТ 8786-68 ГОСТ 82-70 ГОСТ 19851-74 ГОСТ 21427.1-83 ГОСТ 28870-90 ГОСТ 12766.5-90 ГОСТ 19904-90 ГОСТ 15891-70 ГОСТ 3560-73 ГОСТ 19903-2015 ГОСТ 8559-75 ГОСТ 6765-75 ГОСТ 3559-75 ГОСТ 9235-76 ГОСТ 10234-77 ГОСТ 21427.4-78 ГОСТ 5497-80 ГОСТ 12169-82 ГОСТ 21427.2-83 ГОСТ 14117-85 ГОСТ 2590-88 ГОСТ 14637-89 ГОСТ 30246-2016 ГОСТ 15146-69 ГОСТ 808-70 ГОСТ 1133-71 ГОСТ 103-76 ГОСТ 21996-76 ГОСТ 24244-80 ГОСТ 13345-85 ГОСТ 10533-86 ГОСТ 12766.2-90 ГОСТ 6009-74 ГОСТ 8851-75 ГОСТ 21997-76 ГОСТ 21937-76 ГОСТ 14080-78 ГОСТ 23522-79 ГОСТ 2284-79 ГОСТ 14792-80 ГОСТ 2591-88 ГОСТ 2879-88 ГОСТ 19281-89 ГОСТ 12766.4-90 ГОСТ 28831-90 ГОСТ 7419-90 ГОСТ 6713-91 ГОСТ 8568-77 ГОСТ 503-81 ГОСТ 535-2005 ГОСТ Р 52146-2003 ГОСТ Р 52246-2016 ГОСТ 8560-78 ГОСТ 27772-88 ГОСТ 14918-80
- гост-14918-80.
 pdf (385,01 КиБ)
pdf (385,01 КиБ) ГОСТ 14918-80
ГОСТ 14918-80
Лента Q23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ЛИСТОВАЯ ОЦИНКОВАННАЯ ИЗ НЕПРЕРЫВНЫХ ЛИНИЙ
Технические условия
Сталь листовая непрерывно оцинкованная. Технические характеристики
ИВС 77.140.50
ГСТ 11 1110
Дата введения 1981−07−01
Постановление Госстандарта СССР от 31 марта 1980 г. N 1465 Дата введения установлена 01.07.81
2 Ограничения приняты по Протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ВЗАМЕН ГОСТ 14918-69
Редакция (август 2007 г.) с Изменениями № 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81, 9−86).
Настоящий стандарт распространяется на листы и рулоны из холоднокатаной стали, горячеоцинкованные в непрерывном цинковании, предназначенные для холодной штамповки, для окраски, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категорий качества.
(Измененная редакция, Ред. N 2).
1. КЛАССИФИКАЦИЯ
1.1. Лист стальной оцинкованный (ОТС) подразделяется:
по назначению для групп
для холодной штамповки — XIII,
для холодной штамповки — ХП,
для окраски (обученной) — ПК
Общего назначения — ОН;
по способности к вытяжке (группа сталей XIII) по категории
нормальная вытяжка — Н,
глубокая вытяжка — Г,
очень глубокая вытяжка — ВГ;
на однородность толщины цинкового покрытия
с нормальным разбросом толщины — НР
с уменьшенным разбросом толщины — УР.
(Измененная редакция, ред. N 1).
1.2. По согласованию между потребителем и изготовителем оцинкованная сталь может изготавливаться:
с рисунком кристаллизации — ТС,
без рисунка кристаллизации — МП.
1.3. В зависимости от толщины покрытия оцинкованная сталь подразделяется на три класса в соответствии с указанными в табл.1.
Таблица 1
| Класс толщины | Масса 1 м слоя покрытия с обеих сторон, г | Толщина покрытия, мкм |
| П (высокая) | СВ. от 570 до 855 вкл. | СВ. от 40 до 60 вкл. |
| 1 | «258» 570 « | «18» 40 « |
| 2 | От 142,5 «258» | 10 «18 « |
При изготовлении стали различной толщины покрытия лист с одной стороны должен соответствовать 2-му классу, а с другой стороны классу П (для листов) или классу 1.
(Измененная редакция, ред. N 2).
2. НАБОР
2.1. Сталь оцинкованная изготавливается шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к маркам должны соответствовать требованиям ГОСТ 19904-90.
Сталь оцинкованная высшего качества производства:
с выпуклостью проката не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам высокоточной прокатки;
с телескопической опорой из рулонной стали шириной до 1000 мм 30 мм.
Примеры условных обозначений
Сталь оцинкованная толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, фрезерная кромка А НЕ, с узором кристаллизации CU, первый сорт цинка покрытие по ГОСТ 14918-80:
Сталь оцинкованная рулонная толщиной 1,2 м, шириной 1000 мм, высокой точности прокатки А, с обрезной кромкой О, марки 08КП, очень глубокой вытяжки ВГ, без рисунка кристаллизации МТ , с уменьшенным разбросом по толщине УР, второго класса покрытия по ГОСТ 14918-80:
Прокат стальной оцинкованный различной толщины покрытия 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, для окраски ПК без рисунка кристаллизации МТ с пониженным разнотолщинность УР, покрытых с одной стороны первого, а с другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали XIII указывается в заказе, а в легенде указывается индекс способности к вытяжке (Н, Г или ВГ).
Категория стали XIII указывается в заказе, а в легенде указывается индекс способности к вытяжке (Н, Г или ВГ).
Раздел 2. (Измененная редакция, ред. N 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь изготавливается в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованная сталь изготавливается из углеродистой холоднокатаной стали с качеством поверхности по ГОСТ 16523-97. Марка стали должна соответствовать таблице 1А.
Таблица 1A
| Оцинкованная сталь | Марка холоднокатаной стали для производства оцинкованной стали | ||
| Группа | Капот категории | первая категория качества | высшее качество |
| XIII | Н, Г | Марка стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93, ГОСТ 1050-88 | Марка стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88 также с содержанием серы не более 0,035% и фосфора не более 0,020% и ГОСТ 380-2005 с массовой долей серы не более 0,035% и фосфора не более 0,025% |
| XIII | ВГ | 08пс, 08КП, 08Ю по ГОСТ 9045-93 08пс, 08КП, 10кп погост 1050-88 | 08пс, 08КП, 08Ю по ГОСТ 9045-93 08пс, 08КП, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030% и фосфора не более 0,020% |
| ПК HP | – | 08пс по ГОСТ 9045-93 08, 08пс по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления погост 380-2005 | 08пс по ГОСТ 9045-93 08, 08па по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы не более 0,04% фосфора — не более 0,035% |
| ИТ | – | Марка стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93, ГОСТ 1050-88 | Марка стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-2005 с массовой долей серы не более 0,045% и фосфора не более 0,040% |
(Изменен издание, ред. N 2).
N 2).
3.3. Для цинкования применяют цинк марок С0 и С1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки С2.
3.4. Поверхность из оцинкованной стали должна быть чистой с твердыми полами.
3.4.1. Не допускается несплошность покрытия в виде трещин в виде мелких конкреций, расположенных на дефектах металлокаркаса, классификацию и размеры которых предусматривают ГОСТ 16523-97.
3.4.2. На листах и полосах с фрезерованной кромкой не допускаются дефекты глубины кромки, превышающие предельные отклонения по ширине.
3.4−3.4.2. (Измененная редакция, ред. N 2).
3.5. Для оцинкованной стали групп XIII, ХП и ОН допускаются небольшие наплывы (наплывы, расслоения), зерна и неравномерная кристаллизация цинка, следы перегибов, полос и регулируемых валиков, локальная шероховатость покрытия (сыпь), легкие царапины и выцветание , не нарушать сплошность цинкового покрытия, яркие и матовые пятна, неравномерность окрашивания пассивной пленки.
3.6. Для стальной оцинкованной ленты ПК допустил темную точку и след (след) деформированных мелких конкреций (наплывы, расслоения), зерна и локальные шероховатости (высыпания), матовость и размытость рисунка кристаллизации цинка, следы изломов, полосы, легкие царапины и потертости, не нарушающие сплошности цинкового покрытия, яркие и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна быть однородной по цвету.
(Измененная редакция, ред. N 2).
3.8. Уменьшенная переменная толщина цинкового покрытия СД должна быть для класса П — 16, класса 1 — 10, класса 2 — не более 4 мкм. Оцинкованная сталь нормальной толщины НР должна иметь толщину покрытия в пределах, указанных в табл.1.
Сталь оцинкованная высшего качества изготовления переменной толщины цинкового покрытия для сталей группы XIII, ХП и ПК класса Р — не более 12, класса 1 — 8 и класса 2 — не более 3 мкм.
(Измененная редакция, ред. № 1, 2).
№ 1, 2).
3.9. В изгибе оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслаивания цинкового покрытия, оголяющего стальную поверхность. Допускается сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл.1Б.
Таблица 1B
| Оцинкованная сталь | Прочность на разрыв, МПа | Предел текучести, МПа, не менее | Удлинение, %, не менее | ||||
| группа | категория капот | отдо 0,7 | Св. 0,7 до 1,5 | Ст 1,5 до 2,0 | Ст 2,0 | ||
| XIII | Н | 300−490 | – | 21 | 22 | 23 | 24 |
| Г | 275−430 | – | 23 | 24 | 25 | 26 | |
| ВГ | 255−410 | – | 26 | 28 | 29 | 30 | |
| ПК HP | – | – | 230 | 20 | 22 | – | – |
| ИТ | – | – | – | – | – | – | – |
При расчете прочности и предела текучести толщину цинкового покрытия не учитывают. | |||||||
 Значения временной прочности на разрыв и относительного удлинения для полосы из оцинкованной стали XIII категорий вытяжки Н и Г, относительного удлинения для стали групп СР и ПК до 01.07.89 г. были произвольными.
Значения временной прочности на разрыв и относительного удлинения для полосы из оцинкованной стали XIII категорий вытяжки Н и Г, относительного удлинения для стали групп СР и ПК до 01.07.89 г. были произвольными. 3.10.1. Глубина сферических лунок стальной оцинкованной ленты XIII должна соответствовать нормам, приведенным в табл.1Б.
Таблица 1B
мм
| Толщина оцинкованной стали | Глубина сферических лунок для извлечения, не менее | ||
| ВГ | Г | Н | |
| 0,5 | 8,5 | 8,0 | 6,9 |
| 0,6 | 8,9 | 8,5 | 7,2 |
| 0,7 | 9,2 | 8,9 | 7,5 |
| 0,8 | 9,5 | 9,3 | 7,8 |
| 0,9 | 9,9 | 9,6 | 8,2 |
| 1,0 | 10. 1 1 | 9,9 | 8,6 |
| 1,1 | 10,3 | 10.1 | 8,7 |
| 1,2 | 10,5 | 10,3 | 8,8 |
| 1,3 | 10,7 | 10,5 | 8,9 |
| 1,4 | 10,8 | 10,6 | 9,0 |
| 1,5 | 11,0 | 10,8 | 9,1 |
| 1,6 | 11,3 | 11,0 | 9,5 |
| 1,7 | 11,4 | 11,1 В | 9,6 |
| 1,8 | 11,5 | 11,2 | 9,7 |
| 1,9 | 11,6 | 11,3 | 9,8 |
| 2,0 | 11,7 | 11,4 | 9,9 |
1. Для оцинкованной стали промежуточной толщины значения глубины сферических отверстий должны соответствовать нормам, установленным для ближайшей меньшей толщины. 2. Значения глубины сферических отверстий для оцинкованной стали толщиной более 1,5 мм не обязательны до 01.07.89. 3. При испытании на приборах типа МТЛ-10г нормы глубины сферических отверстий уменьшены на 0,3 мм. | |||

3.10.2. Для оцинкованной стали XIII группы высшего качества величина удлинения должна быть на 1 единицу больше нормы табл.1Б, а глубина сферических отверстий на 0,2 мм больше нормы табл.1Б.
3.10−3.10.2. (Измененная редакция, ред. N 2).
3.11. Сталь оцинкованная группы XIII изготавливается с зернистостью ферритных баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категории чертежа ВГ и не ниже балла 6 для категории чертежа Г.
Для стали оцинкованной профессиональная вытяжка Ш допускается при неравномерности зерна в двух смежных помещениях, категория Г — в пределах трех сообщающихся помещений.
3.12. Для стальной оцинкованной ленты XIII категории чертежа ВГ допускается структурно-свободный цементит в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для экстрактов категорий d и N присутствие структурно свободного цементита не нормируется.
Для экстрактов категорий d и N присутствие структурно свободного цементита не нормируется.
3.13. Количество гибов без разрушения оцинкованной стали групп ХП, ПК, ИТ должно соответствовать нормам, установленным в табл.1Г.
Таблица 1G
| Толщина оцинкованной стали мм | Количество перегибов |
| До 0,8 вкл. | 8 |
| СВ. 0,8 «1,2» | 5 |
| «До 1,2» до 2,0 « | 3 |
| «2.0 | 2 |
| |
(Измененная редакция, Ред. N 2).
3.14. (Исключено, ред. N 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованная сталь принята сторонами. Партия должна состоять из листов или рулонов из оцинкованной стали одной группы, одного типоразмера, одного вида и класса толщины покрытия, вида консервации, одной марки и выплавки (стали групп XIII, X и ПК) и категории вытяжки (сталь группы XIII). , должны быть заполнены и сопровождаться документом о качестве по ГОСТ 7566-94 с добавлением значений дополнительных показателей качества.
, должны быть заполнены и сопровождаться документом о качестве по ГОСТ 7566-94 с добавлением значений дополнительных показателей качества.
Вес партии не должен превышать замену единицы продукции.
(Измененная редакция, Ред. N 2).
4.2. В документе о качестве результаты испытаний и данные о химическом составе указываются потребителем.
На оцинкованный прокат, имеющий государственный Знак качества, в документе о качестве должно быть обозначение государственного Знака качества.
4.3. Для контроля размера и поверхности выберите 6% листов или один рулон из партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры от партии отбирают один лист или один рулон.
4.5. При неудовлетворительных результатах проверки хотя бы по одному из показателей проводится повторная проверка по ГОСТ 7566-94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют визуальным осмотром без применения увеличительных приборов.
5.2. Для испытаний от каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл.2.
Схема резки образцов для тестирования
Схема резки образцов для тестирования ( Ширина листа)
Таблица 2
| Размер образца, мм | Метод испытаний | ||
| ширина | длина | ||
| 1, 2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
| 3, 4, 5 | 50 | 50 | Для определения массы цинкового покрытия и изменения толщины |
| 6 | 20 | 150 | Перегиб |
| 7 | 90 | – | На крышке сферического отверстия (место испытаний) |
| 8 | 30 | 180−300 | Растяжение |
| 9, 10 | 30 | 40 | Оценка микроструктуры |
| Примечание.  Образцы нарезаны с предельной разницей в размерах ±3 мм. Образцы нарезаны с предельной разницей в размерах ±3 мм. | |||
(Измененное издание, ред. № 1).
5.3. Для определения массы цинкового покрытия образец для испытаний обезжиривают, взвешивают, погружают в раствор оксида сурьмы () или хлорида сурьмы () в соляной кислоте и выдерживают до прекращения быстрого газовыделения, после чего образец извлекают из раствор, тщательно промывают холодной, а затем горячей водой, просушивают фильтровальной бумагой и взвешивают. Обезжиривание – технический синтетический этиловый спирт.
Раствор закиси сурьмы или хлорида сурьмы готовят по следующей методике: 20 г закиси сурьмы (или 32 г хлорида сурьмы) растворяют в 1000 мл кислоты соляной концентрированной (ГОСТ 3118-77) для первого и второго сорта или 50 г оксидов сурьмы класса Р.
Масса цинкового покрытия, нанесенного на две стороны листа в граммах (а) на 1 м рассчитывают по формуле
, (1)
где – масса три образца ( 3, 4 и 5 ) для растворения цинкового покрытия, с точностью до 0,01 г, г;
— масса трех образцов ( 3, 4 и 5 ) после растворения цинкового покрытия, с точностью до 0,01 г, г;
— фактическая площадь поверхности образца с точностью до 1·10 м, м. кв.
кв.
Для определения массы цинкового покрытия допускается использование других методов, обеспечивающих требуемую точность.
Метод, указанный в настоящем стандарте, применяется при возникновении спора в оценке.
(Измененная редакция, ред. № 1, 2).
5.4. Разброс толщины покрытия в поперечном направлении листа определяют как абсолютную разницу между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
, ( 2)
сначала рассчитать толщину цинкового покрытия на каждом из образцов по формуле
, (3)
где толщина покрытия соответствующего образца, мм;
— масса пробы до удаления цинка, г;
— масса образца после удаления цинка, г;
— плотность цинка, г/см;
— площадь поверхности цинкового покрытия, см.
(Измененная редакция, ред. № 1).
5.4.1. Определяют и рассчитывают среднюю толщину и переменную толщину цинкового покрытия поверхности листа с градуированным покрытием для каждой из сторон. Для этого после обезжиривания образца одну сторону покрывают плотным слоем резинового клея или воска, а с противоположной стороны удаляют цинк, как описано выше. После повторного взвешивания клей или воск удаляют механическим способом или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
Для этого после обезжиривания образца одну сторону покрывают плотным слоем резинового клея или воска, а с противоположной стороны удаляют цинк, как описано выше. После повторного взвешивания клей или воск удаляют механическим способом или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытательный изгиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферического отверстия проводят по ГОСТ 10510-80. Сделайте два измерения в тестовой зоне и определите среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение крупности феррита проводят по ГОСТ 5639-82, а цементита структурно-свободного — по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно под углом 180° проводят по ГОСТ 14019.−2003 г. Образец оцинкованной стали испытывают на оправке равной толщине проката.
Сталь оцинкованная высшей категории качества должна выдерживать испытание на изгиб на 180° без оправки до контакта.
По согласованию между потребителем и изготовителем испытание на изгиб может быть заменено испытанием на замковую двойную кровлю по ОСТ 1411-196-86, а для полос стальных оцинкованных ПК на испытание – прибором-1А по ГОСТ 4765-73.
Сталь оцинкованная толщиной более 1,0 мм испытывают по требованию заказчика в порядке, согласованном в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
(Измененная редакция, Ред. N 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566-94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии проводится консервация: пассивация, промасливание или пассивация и промасливание.
По требованию заказчика сталь оцинкованная неконсервированная.
При отправке в районы Крайнего Севера и приравненные к ним местности требуется консервация.
6.3. Оцинкованный стальной лист, сформированный в стопку, с укладкой один лист на другой. У листов с градуированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцевая сторона пучка драпированных каналов изготавливается из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
Кромки снизу должны крепиться к деревяшкам по ГОСТ 2695-83 и ГОСТ 8486-86 сечением 80х80 мм или металлические прутки по нормативно-технической документации. Количество брусьев деревянных и металлических шириной до 1200 мм в связке — 2 шт.; свыше 1200 мм соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием раскатывают таким образом, чтобы сторона со 2-м классом толщины цинкового покрытия находилась внутри рулона.
6.5. Пакеты и рулоны должны быть плотно связаны. Количество шпилек должно соответствовать требованиям ГОСТ 7566-9.4.
При отправке в районы Крайнего Севера и труднодоступные районы минимальное количество лямок должно быть на одну больше норм, установленных ГОСТ 7566-94.