
соединения воздуховодов
соединения воздуховодовИнтересы | |||||
соединения воздуховодов
портал “строительный мир”: продукция для строительствабандаж для соединения воздуховодов д=160 м
Наверх
соединительные детали воздуховодов
бандаж для соединения воздуховодов круглого сеченияосновные технические характеристики бандажа для соединения воздуховодов
| круглого |
Наверх
соединительные детали воздуховодов.
воздуховодов прямоугольного сечения на фланцах из шины со зажимной
Наверх
зао евровент, г.тольятти
* ниппельное воздуховодо
Наверх
technote
техническая информация справочники соединение воздуховодо
Наверх
ниппельное соединение
| ниппельное |
Наверх
новоуральск : зао фирма евросфера : каталоги : ниппель для соединения . ..
..
Наверх
наша продукция – детали вентиляционных систем
детали соединения и крепления воздуховодовпредназначены для воздуховодов прямоугольного сечения на фланцах из шины
Наверх
соединения воздуховодов
аннотация сайтадалее соединения воздуховодо
Наверх
* соединение воздуховодов *
форумы установка и монтаж соединение воздуховодовтема “соединение воздуховодов”
Наверх
вентпрофиль вентиляция: ниппельное соединение воздуховодов – проектирование …
проектирование вентиляции, монтаж систем вентиляции, изготовление круглых и прямоугольных воздуховодов, а также элементов систем вентиляции
Наверх
расходные материалы и комплектующие для систем вентиляции
| уплотнительная |
| воздуховодов |
 .
.Наверх
исорс: сеть профессионалов. воздуховоды. вентиляционное оборудование и системы …
на сегодняшний день существует три основных способа соединения воздуховодов и фасонных изделий: реечный, фланцевый и, наконец, наиболее популярный – с … фланцевый способ соединения который доминировал во времена ссср, распространен достаточно широко, но неуклонно теряет свои позиции
Наверх
www.voztech.ru – детали соединения и крепления воздуховодов: бандаж
– бандажи штампованные стд 527а
| предназначены |
Наверх
венткомплект – воздуховоды, прямоугольные и круглые каналы и фасонные изделия …
| соединение |
| прямоугольного |
мм).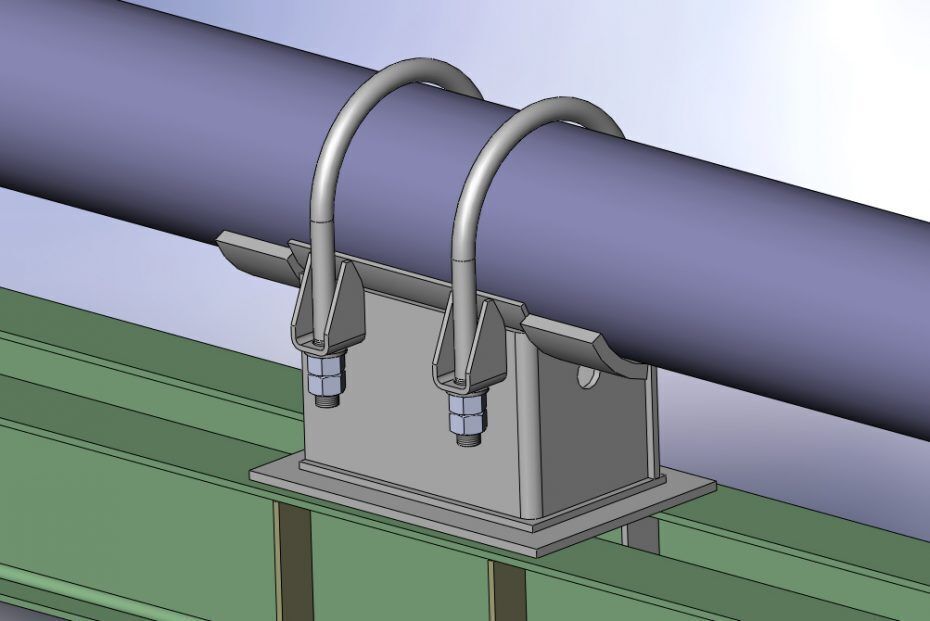 воздуховоды воздуховоды |
| частей |
Наверх
воздуховоды
на сегодняшний день существует три основных способа воздуховодов и фасонных изделий: реечный, фланцевый и, наиболее популярный – с … фланцевый способ соединения воздуховодов, который
| доминировал |
| позиции |
Наверх
www.sibpressa.ru
на сегодняшний день существуют три основных способа соединения воздуховодов и фасонных изделий: реечный, фланцевый и, наконец, популярный – с … фланцевый способ соединения воздуховодов, который доминировалво времена ссср, достаточно широко, но неуклонно теряет свои позиции
Наверх
монтаж воздуховодов систем кондиционирования и вентиляции
2.
| вентиляторомпри |
| воздуховодом, |
Наверх
воздуховод
по своей
| конструкции |
| способу |
Наверх
всн 279-85 инструкция по герметизации вентиляционных и санитарно-технических …
производство работ по герметизации реечных соединений воздуховодов прямоугольного сеченияпроизводство
Наверх
- воздуховоды
- гибкие воздуховоды
- производство воздуховодов
- изготовление воздуховодов
- расчет воздуховодов
- воздуховоды оборудование
- пластиковые воздуховоды
- воздуховоды вентиляция
- воздуховод оцинкованные
- восстановление воздуховодов
- воздуховоды станок
- прямоугольный воздуховод
- продажа воздуховодов
- огнезащита воздуховодов
- воздуховоды пвх
- оборудование производство воздуховодов
- воздуховод круглый
- крепления воздуховодов
- монтаж воздуховодов
- воздуховод гофрированный
- очистка воздуховодов
- станки производство воздуховодов
- воздуховод вытяжка
- воздуховоды куплю
- воздуховоды москва
- огнезащитные воздуховоды
- соединения воздуховодов
- воздуховоды спирально навивные
- воздуховоды цена
- воздуховоды оцинкованной стали
- уменьшение воздуховода
- прайс воздуховоды
- кухни воздуховод
- чистка воздуховодов
- элементы воздуховода
- воздуховоды сварные
- алюминиевые воздуховоды
- воздуховод portex
- воздуховоды жесткие
- текстильные воздуховоды
- системы воздуховодов
- схема воздуховода
- покрытие воздуховодов
- воздуховоды вентиляционные
- производители воздуховодов
- воздуховоды полужесткие
- технологии производства воздуховодов
- воздуховоды dec
- жестяные воздуховоды
- огнестойкость воздуховодов
- воздуховоды
- гибкие воздуховоды
- производство воздуховодов
- изготовление воздуховодов
- расчет воздуховодов
- воздуховоды оборудование
- пластиковые воздуховоды
- воздуховоды вентиляция
- воздуховод оцинкованные
- восстановление воздуховодов
- воздуховоды станок
- прямоугольный воздуховод
- продажа воздуховодов
- огнезащита воздуховодов
- воздуховоды пвх
- оборудование производство воздуховодов
- воздуховод круглый
- крепления воздуховодов
- монтаж воздуховодов
- воздуховод гофрированный
- станки производство воздуховодов
- воздуховод вытяжка
- воздуховоды куплю
- воздуховоды москва
- огнезащитные воздуховоды
- соединения воздуховодов
- воздуховоды спирально навивные
- воздуховоды цена
- воздуховоды оцинкованной стали
- уменьшение воздуховода
- прайс воздуховоды
- кухни воздуховод
- чистка воздуховодов
- элементы воздуховода
- воздуховоды сварные
- алюминиевые воздуховоды
- воздуховод portex
- воздуховоды жесткие
- текстильные воздуховоды
- системы воздуховодов
- схема воздуховода
- покрытие воздуховодов
- воздуховоды вентиляционные
- производители воздуховодов
- воздуховоды полужесткие
- технологии производства воздуховодов
- воздуховоды dec
- жестяные воздуховоды
- огнестойкость воздуховодов
Наверх
Copyright © 2005
|
Навигация: Соединение звеньев воздуховодов Соединение звеньев воздуховодов Отдельные звенья и детали воздуховодов соединяют различными способами. Соединение комбинированными заклепками. Соединение отдельных звеньев в воздуховоды и подсоединение к воздуховодам деталей систем может быть выполнено с помощью комбинированных заклепок односторонней клепки. Корпус заклепки изготовляют из алюминиевой проволоки диаметром 4 и 5 мм, а стержни — из стальной проволоки соответственно 2 и 2,5 мм. Комбинированными заклепками односторонней клепки соединяют детали, суммарная толщина которых не более 5 мм. При суммарной толщине деталей до 4 мм применяют заклепки диаметром 4 мм. Длина такой заклепки с головкой 8 мм, а цилиндрической части 6 мм. Если суммарная толщина склепываемых деталей больше 4 мм, используют заклепки диаметром 5 мм. Длина такой заклепки с головкой 10 мм, а цилиндрической части 8 мм. Технологический процесс соединения двух деталей комбинированными заклепками заключается в следующем. Склепываемые детали плотно соединяют, после чего в них просверливают сверлильной машиной отверстие нужного диаметра. Стержень комбинированной заклепки вставляют в отверстие рабочего органа ручного пистолета СТД-96 односторонней клепки до соприкосновения с упором. При работе с электроинструментом во время клепки необходимо соблюдать правила техники безопасности. Применение электроинструмента, работающего под напряжением 220 В, разрешается при наличии устройства защитного отключения или надежного заземления корпуса электроинструмента с обязательным использованием защитных средств (диэлектрических перчаток, галош, ковриков). Рис. 1. Заклепка односторонней клепки: Рис. 2. Соединение двух деталей: Рис. Комбинированные заклепки односторонней клепки применяют: при сборке воздуховодов круглого сечения на бесфланцевых раструбных соединениях; при врезке отводов под углом 90° в магистральные воздуховоды круглого сечения; при соединении патрубков ответвления к магистральным участкам воздуховодов прямоугольного сечения; для закрепления фланцев на воздуховодах прямоугольного сечения. Бесфланцевые соединения. Такое соединение воздуховодов, позволяющее производить монтаж в непосредственной близости от стен, перекрытий, полов, колонн, сокращает расход дефицитных болтов, профильного металла, а также значительно облегчает массу воздуховодов. Прямоугольные воздуховоды с бесфланцевым соединением изготовляют на автоматизированной линии СТД-352. На этой линии делают прямоугольные воздуховоды с размерами сторон от 250 до 1600 мм из рулонной стали; при этом получается значительно меньше отходов, чем при изготовлении таких же воздуховодов из листовой стали. На автоматизированной линии СТД-352 технологические операции осуществляются в следующем порядке. Рулонная сталь с разматы-вателя поступает в кромкообрезной механизм, откуда через правильный механизм подается в петлевой компенсатор. Механизм шаговой подачи отмеряет заготовки, равные по длине развернутому периметру сечения, и подает его к механизму высечки уголков и отрезному механизму. Отрезная мерная заготовка по роликовому конвейеру передается в механизм прокатки жесткостей, откуда роликовый конвейер-распреде-литель передает по две заготовки, расположенные параллельно, в блок прокатки бесфланцевого соединения. Рис. 4. Последовательность (а…в) подготовки воздуховода к бесфланцевому соединению: После блока прокатки обе заготовки сшиваются продольным швом на блоке сшивки, после чего на листогибочном механизме происходит гибка воздуховода. Согнутый воздуховод поступает на блок сшивки замыкающего шва и оттуда на роликовый конвейер, на котором воздуховод укомплектовывается всем необходимым до монтажного положения, т. Такой способ изготовления прямоугольных воздуховодов резко сокращает трудоемкость монтажа воздуховодов, уменьшает расход металла на соединения (уголки, полосы, болты и др.) и обеспечивает качественное бесфланцевое соединение. Производительность автоматизированной линии СТД-352 600 тыс. м2 воздуховодов в год. Линию обслуживают 10 слесарей. На рис. 4, а показан торец прямоугольного воздуховода с прокатанным профилем замка бесфланцевого соединения на каждой стороне воздуховода, изготовленного на автоматизированной линии СТД-352. Прокатанный профиль на углах воздуховода имеет разрыв. Чтобы замкнуть этот разрыв, в углы воздуховода вставляют капроновые уголки, выполненные по профилю проката борта воздуховода. Затем к торцу воздуховода приваривают уголки жесткости и в профиль замка вставляют резиновый уплотнитель. Перед транспортированием такого воздуховода с бесфланцевым соединением в отверстия уголков помещают пластмассовые бобышки, которые предотвращают повреждения профилированного торца воздуховода. При монтаже прямоугольных воздуховодов с бесфланцевым соединением совмещают торцы воздуховодов, используя отверстия в уголках жесткости, и надвигают соединительные рейки. На углы соединения устанавливают декоративные уголки. Автомат СТД-516 для профилирования деталей бесфланцевого соединения прямоугольных воздуховодов предназначен для прокатки и мерной отрезки реек специальных профилей, размеры которых соответствуют технической характеристике автомата. К станине автомата, изготовленной из швеллеров, приварены две стальные плиты, на которые установлены два электродвигателя. На среднем поясе станины на приваренных электроплитах закреплены два редуктора, которые приводят в движение через клиноременную передачу электродвигатели. В верхней части станины помещен привод нижних роликов, к корпусу которых приварены планки. На планках шарнирно закреплены приводы двадцати верхних роликов 2 и зафиксированы гайками на штанге. Привод верхних роликов представляет собой сварной корпус, на котором смонтирован на подшипниках вал с зубчатым колесом. На свободном конце вала находится верхний формирующий ролик. Выравнивающее устройство 5 служит для устранения кривизны реек. Механизм отрезает готовые рейки. В задней части станины на специальном кронштейне находится пневмоцилиндр прижима, который фиксирует рейку перед ее отрезкой. Механизм снабжен рулонницей, в которой находится рулон стальной ленты. Рулонница состоит из стального диска, стакана, станины и тормоза. В диске рулонницы имеются четыре прорези, в которых перемещают четыре прижима, центрирующих рулон и фиксирующих его. Рис. 5. Бесфланцевое соединение воздуховода прямоугольного сечения: Рис. 6. Автомат СТД-516 для профилирования деталей бесфланцевого соединения прямоугольных воздуховодов: Рис. На станине автомата размещено пневмооборудование, которым управляют с пульта кнопками. Перед формующими роликами на станине смонтирована направляющая для ленты в виде сварной стойки. Вся электрическая аппаратура находится в силовом шкафу. Управляют автоматом с панели управления. Конструкция автомата предусматривает возможность перехода на ручной наладочный режим работы. До начала работы на автомате оператор обязан ознакомиться с его паспортными данными; проверить электрооборудование и проводку и исправность основных сборочных единиц, наличие ограждений у подвижных частей и исправность заземления автомата; получить инструктаж по технике безопасности при работе на автомате. Раструбное соединение. Один из простейших видов соединения — раструбное. Воздуховоды прямоугольного сечения под раструбное соединение изготовляют на полуавтомате СТД-361, который последовательно выполняет три операции: изгибает лист, прокатывает фальц и уплотняет фальцевый продольный шов. Бандажное соединение звеньев. Такое соединение используют для круглых воздуховодов диаметром до 630 мм, толщиной стенок до 1 мм. Бандаж 1 (рис. 139, а) изготовляют из листовой стали шириной 100.. 150 мм. Длина полосы должна быть равна ширине развертки соединяемых звеньев. К концам бандажа на ширине расстояния между валиками приваривают обрезки угловой стали размером 25 X 25 X 4 мм. В отверстия уголка вставляют болты, которые стягивают бандаж и делают соединение прочным и герметичным. Для большей плотности зиг уплотняют резиновым уплотнителем 2—шнуром. Бандажное соединение воздуховодов круглого сечения с бутопроловым уплотнителем монтажные организации широко применяют. При соединении воздуховодов на них надевается бандаж, предварительно заполненный уплотнителем. Затем бандаж стягивается струбцинами и натяжные петли затягиваются болтами. Металлоемкость бандажных соединений сокращается по сравнению с фланцевыми в шесть раз. Для одного соединения требуется всего лишь два болта. Место стыковки и затяжки бандажа может находиться в любом месте, что дает возможность соединить воздуховоды, проложенные в непосредственной близости у стены или оборудования. Трудозатраты при производстве бандажных соединений резко сокращаются. В настоящее время промышленность выпускает бандажи штампованные для воздуховодов диаметром 100… 180 мм и прокатные для воздуховодов диаметром 200…900 мм. Телескопическое соединение. Телескопическое соединение на самонарезающих шурупах и упрочненное заклепками применяют для круглых воздуховодов Диаметром до 630 мм и прямоугольных со сторонами до 600 мм. Планочное и реечное соединения. С помощью планочных или реечных соединений можно собирать отдельные звенья воздуховодов прямоугольного сечения в участки различной длины. Существует несколько типов планочных соединений. Для воздуховодов с размером большей стороны до 400 мм рекомендуются соединения, показанные на рис. 9, а. Планками типа соединяют короткие стороны воздуховода, а планками типа II—длинные. Планки изготовляют из той же листовой стали, что и воздуховоды. Рис. 8. Телескопическое соединение воздуховодов: Рис. 9. Планочное соединение стальных воздуховодов: Рис. 10. Звено прямоугольного воздуховода с высечками: Рис. 11. Воздуховод прямоугольного сечения, соединенный на рейках: Рис. Для прочности и герметичности шов соединения прокатывают на приводной или ручной зиг-машине косыми гофрированными роликами. Дополнительный отгиб во внутрь на планках типа II удерживает соседнее звено воздуховодов за счет того, что на каждой его стороне делают по две высечки, в которые и упираются отогнутые кромки края планки. При соединении воздуховодов со сторонами более 400 мм используют Т-образные планки, которые обеспечивают не только надежное соединение, но и создают дополнительную жесткость. Т-образные планки типа I применяют для воздуховодов со сторонами размером от 400 до 800 мм, типа II—от 800 до 1000 мм, типа III— при стороне размером более 1000 мм. Как видно из рисунка, планка типа III усилена полосовой сталью размером 35 X 3 мм. Воздуховоды прямоугольного сечения можно соединять с помощью планок и реек. Рейки типа I применяют, если сторона воздуховода не более 500 мм, рейки типа II и III, создающие повышенную жесткость, используют, если сторона более 500 мм. Клеевые соединения. В настоящее время находят применение клеевые и клеешурупные соединения воздуховодов. Для клеевых соединений используют эпоксидные составы, к которым добавляют пластификатор, отвердитель и наполнители. При клеешурупных соединениях дополнительно применяют самонарезающие шурупы. Чтобы обеспечить жесткость, прочность и плотность стыка, воздуховоды должны иметь телескопическое соединение. Фланцевые соединения. Фланцы для воздуховодов изготовляют из полосовой, угловой и тонколистовой сталей. Фланцы для фальцевых круглых воздуховодов диаметром до 315 мм изготовляют из полосовой стали 25X4 мм, для воздуховодов большего размера — из угловой стали. Рис. 13. Фланцы для воздуховодов: Для соединения звеньев стальных воздуховодов диаметром 100…160 мм выпускают фланцы из тонколистовой стали толщиной 3 мм с бортиками. Для удобства монтажа отверстия под болты делают овальными размерами по осям от 7 X 10 до 12,5 X 18 мм. Фланцы круглого сечения из угловой и полосовой сталей изгибают на приводном фланцегибочном механизме СТД-42 или СТД-747. Фланцы прямоугольного сечения изготовляют на механизме СТД-45 или посредством сварки. Фланцы прямоугольного сечения из угловой стали размером 36X36X4 и 40X40X4 мм изготовляют из четырех частей на сварке. Механизм СТД-42, предназначенный для гибки круглых фланцев из полосовой и угловой стали, состоит из тумбы, к которой крепится корпус с плитой. На плите установлен кронштейн блока роликов, опора шаблона, перемещающегося в направляющих с помощью винта с рукояткой, подвижный гибочный ролик в поворотном рычаге, который регулируется винтом, и неподвижные ролики. Механизм снабжен отжимом, позволяющим гнуть спиральную заготовку для фланцев. Гибочный ролик 8 приводится в действие от электродвигателя мощностью 3 кВт через систему передач. Система управления механизмом кнопочная. Рис. 14. Механизм СТД42 для гибки круглых фланцев: Механизм укомплектован сменными шаблонами, с помощью которых можно гнуть фланцы диаметром от 180 до 1120 мм. Механизм фланцегибочный СТД-747 предназначен для изготовления заготовок фланцев к воздуховодам круглого сечения. Механизм представляет собой роликовую профилегибочную машину, изгибающую заготовки из угловой и полосовой стали на свободно вращающемся шаблоне с горизонтальной осью вращения. На станине 6 закреплена сварная стойка, в направляющих которой вертикально перемещается ползун с опорой шаблонов посредством винта, расположенного позади стойки. На опоре укреплены сменные шаблоны. Ступицы опоры шаблонов выполнены на двух роликовых конических подшипниках. Винт приводится в движение электродвигателем через ременную передачу и червячный редуктор. Кроме того, винт может вращаться вручную с помощью штурвала ручного привода через кулачковую муфту и редуктор. В нижней части стойки установлен блок роликов. Второй опорой оси роликов служит кронштейн 5. Принцип работы механизма состоит в том, что изгибаемый материал направляется в паз вращающихся подающих роликов, которые захватывают его и подают в зону гибки, где три гибочных ролика обкатывают по наружному диаметру шаблона материал, формуя его в заготовку фланца. Начинают работу с установки шаблона требуемого размера и, перемещая его приводом ползуна до зажатия заготовки, фиксируют требуемый зазор между шаблоном и нижним формующим роликом. Для обеспечения нормальной работы механизма необходимо: ежедневно производить технический осмотр; ежемесячно проверять натяжение клиновых ремней; перед наладкой смазывать направляющие ползуна и винта солидолом; ролики и опоры шаблонов смазывать один раз в 3 месяца путем набивки солидола. Механизм должен быть заземлен в соответствии с правилами техники безопасности. Работать на механизме разрешается только при наличии ограждений. Рис. 15. Механизм СТД-747: Фланцы, насаженные на готовые звенья воздуховодов, должны плотно прилегать к ним по всему периметру. Концы (стыки) фланцев скрепляют между собой. Угловые фланцы соединяют с воздуховодом заклепками (не менее четырех) диаметром 4…5 мм, которые размещаются на расстоянии 200…250 мм. Иногда вместо заклепок фланцы крепят к воздуховодам электроприхваткой. Фланцы насаживают на звено так, чтобы остался свободный край (обычно шириной 10… 15 мм) воздуховода, который отбортовывают на фланец. Край не должен перекрывать отверстия для болтов на фланце. Надрезы и надрывы при отбортовке допустимы размером не более 5 мм. На воздуховоды, изготовленные из листовой стали толщиной более 1 мм, фланцы можно насаживать без отбортовки. В этом случае приваривают фланец сплошным швом по окружности или периметру воздуховода снаружи. Механизм ВМС-60 применяют для одновременной двусторонней офланцовки цилиндрических прямых участков круглых воздуховодов. Рама механизма, выполненная из стального проката в виде сварной конструкции, служит основанием для всех сборочных единиц механизма. Слева на раме укреплен привод, который состоит из электродвигателя и редуктора, связанных между собой клино-ременной передачей. Выходной вал редуктора через соединительную муфту передает вращательное движение ходовому валу механизма. Рядом с приводом находится неподвижная рабочая головка механизма, а на противоположной стороне рамы — подвижная рабочая головка, которая установлена на ней на роликах и может перемещаться при вращении вручную штурвала. Положение подвижной головки на- раме во время работы станка определяется длиной воздуховода, подлежащего офланцовке. Рис. 16. Механизм ВМС-60 для двусторонней офланцовки воздуховодов: Подвижная и неподвижная рабочие головки состоят из корпусов, в которых находятся блоки шестерен, передающие крутящий момент на верхние и нижние шпиндели головок. На шпинделях подвижной и неподвижной головок крепятся рабочие ролики. Для поддерживания офланцовываемых воздуховодов под рабочими роликами укреплены поддерживающие ролики, которые могут быть установлены при различных углах обхвата в соответствии с диаметром офланцовываемого воздуховода. Подготовленная к офланцовке царга с фланцами, скатываясь с наклонного настила, устанавливается на поддерживающие ролики заранее зафиксированной в определенном положении по длине воздуховода подвижной головки. Поворотом рукоятки пневмокрана выдвигаются и опускаются рабочие ролики, в результате чего воздуховод оказывается зажатым. Нажимая кнопку «Вперед» кнопочной системы, включают электродвигатель, который приводит во вращение все рабочие ролики, в результате чего оба фланца забортовываются одновременно. С внешней стороны воздуховода отгибается бортик на фланец, а изнутри выдавливается выпуклость, которая не дает перемещаться фланцу вдоль по воздуховоду. Сделав несколько больше одного оборота, офланцовка воздуховода заканчивается. После этого нажимают кнопку «Стоп» и поворотом рукоятки поднимают и отводят верхние шпиндели в нерабочее положение. При повороте рукоятки срабатывает механизм сброса готовой офланцованной царги. Забортовку прямоугольных воздуховодов производят в той же последовательности, только в четыре приема, так как каждая сторона воздуховода забортовывается отдельно. Перед забортовкой углы в царгах должны быть рассечены на 15…20 мм. На механизме ВМС-60 можно обрабатывать круглые воздуховоды диаметром от 200 до 1600 мм и прямоугольные воздуховоды диаметром описанной окружности от 200 до 1600 мм, длиной от 300 до 2100 мм. Максимальная толщина металла обрабатываемого воздуховода составляет 2 мм. Скорость забортовки 6,9 м/мин. Механизм СТД-588 предназначен для двусторонней от-бортовки и офланцовки круглых воздуховодов диаметром от 100 мм, длиной от 500 до 2500 мм. Механизм состоит из неподвижной головки У, которая крепится болтами к сварной раме. В корпусе головки смонтирован вал с формующим роликом, который вращается от электродвигателя. На раме крепятся также прямоугольные направляющие для установки подвижной головки. Прижимные валы, установленные в неподвижной и подвижной головках, состоят из двух валов, один из которых закреплен в опорах головки, а другой вал с консольным прижимным роликом крепится на поворотном рычаге. Ползун с роликами служит для перемещения вверх и вниз отбортовочного ролика, закрепленного Рис. 17. Механизм СТД-588 для двусторонней отбортовки круглых воздуховодов: на валу головки. Приводы ползуна подвижной головки б и привод ползуна неподвижной головки 2 состоят из электродвигателя, клино-ременной передачи, редуктора и винтовой пары. Перед началом работы механизм проверяют на холостом режиме. Для этого механизм осматривают и убеждаются в исправности всех его сборочных единиц. Затем механизм очищают от пыли, грязи, затвердевшего смазочного материала. На холостом ходу проверяют работу всех сборочных единиц на каждой головке. При включении кнопок «Вращение», «Вперед» или «Назад» ролики вращаются; кнопкой «Стоп» их отключают. При включении кнопок «Зажим» и «Отжим» опускаются и поднимаются прижимные ролики. Кнопками «Вниз» и «Вверх» управляют движением ползунов. При включении кнопок «Вперед» и «Назад» должна перемещаться подвижная головка. При проверке механизма в рабочем режиме воздуховод устанавливают на поддерживающие ролики и нажимают кнопку «Каретка» вперед. Воздуховод должен упереться торцами в упорные плиты. После нажатия кнопок «Головка 1», «Головка 2» и «Зажим» прижимные ролики поднимаются и зажимают воздуховод. При нажатии кнопки «Вращение» воздуховод начинает вращаться. При отбортовке воздуховодов длиной до 750 мм поддержку, установленную на подвижной головке, следует снять. В процессе эксплуатации периодически проверяют натяжение клиновых ремней, крепление роликов, смазочный материал. При работе на станках и механизмах для изготовления фланцев и офланцовки царг до начала работы проверяют наличие и надежность крепления ограждений подвижных частей, а также исправность заземляющих устройств. Для герметичности соединения между фланцами устанавливают прокладки, которые должны плотно прилегать ко всей плоскости каждого фланца. Толщина прокладок 3…5 мм, а ширина должна быть такой, чтобы она не перекрывала даже части отверстия для болтов и не выступала внутрь воздуховода. Для прокладок можно применять профилированную резину, которую ставят на прокол болтом во фланцах. В зависимости от назначения воздуховодов прокладки изготовляются из следующих материалов: В последнее время в качестве прокладок используют жгуты ПМЖ-2, ЕРЖ-2 и некоторые мастики. Похожие статьи: Навигация:
Главная → Справочник → Статьи → Блог → Форум |

 Пистолет СТД-96 приводится в действие ручным или каким-либо другим (электрическим, пневматическим) способом, в результате чего цанга начинает затягивать стержень заклепки. Корпус заклепки под давлением головки стержня начинает развальцовываться. При достижении определенных усилий стержень обрывается в ослабленном сечении (концентраторе напряжения). Обрыв стержня происходит в тот момент, когда детали достаточно плотно соединены между собой.
Пистолет СТД-96 приводится в действие ручным или каким-либо другим (электрическим, пневматическим) способом, в результате чего цанга начинает затягивать стержень заклепки. Корпус заклепки под давлением головки стержня начинает развальцовываться. При достижении определенных усилий стержень обрывается в ослабленном сечении (концентраторе напряжения). Обрыв стержня происходит в тот момент, когда детали достаточно плотно соединены между собой.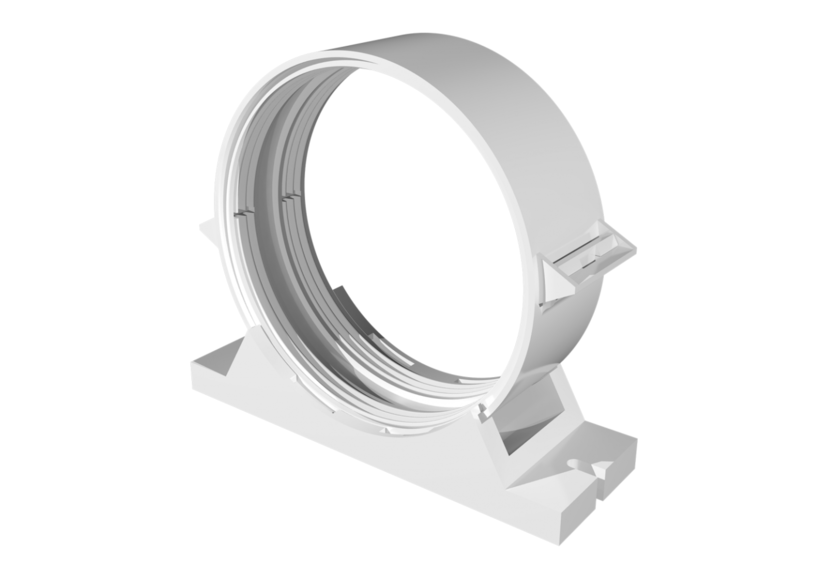 3. Клепка различных соединений воздуховодов:
3. Клепка различных соединений воздуховодов: 
 е. привариваются уголки жесткости, устанавливаются капроновые уголки и пластмассовые бобышки, закладываются резиновые уплотнители.
е. привариваются уголки жесткости, устанавливаются капроновые уголки и пластмассовые бобышки, закладываются резиновые уплотнители. В таком виде воздуховод прямоугольного сечения поступает на объект к месту монтажа.
В таком виде воздуховод прямоугольного сечения поступает на объект к месту монтажа.
 7. Бандажное соединение звеньев воздуховодов:
7. Бандажное соединение звеньев воздуховодов:  На механизме из листовой стали размером 1,25 X 2,5 м, толщиной 0,8 мм можно изготовить царги прямоугольного сечения с фальцевым продольным швом. При использовании полуавтомата СТД-361 ручные операции полностью исключаются. На полуавтомате СТД-361 изготовляют воздуховоды длиной 2,5 м, сечениями 150X100, 150X150; 200X100; 200X150; 200X200; 250X150, 250 X 200, 250 X 250, 300 X 200, 300 X 250, 400 X 200, 400 X 250 мм. Электродвигатель, установленный на механизме, потребляет мощность 1,7 кВт.
На механизме из листовой стали размером 1,25 X 2,5 м, толщиной 0,8 мм можно изготовить царги прямоугольного сечения с фальцевым продольным швом. При использовании полуавтомата СТД-361 ручные операции полностью исключаются. На полуавтомате СТД-361 изготовляют воздуховоды длиной 2,5 м, сечениями 150X100, 150X150; 200X100; 200X150; 200X200; 250X150, 250 X 200, 250 X 250, 300 X 200, 300 X 250, 400 X 200, 400 X 250 мм. Электродвигатель, установленный на механизме, потребляет мощность 1,7 кВт.

 12. Последовательность изготовления планок и реек
12. Последовательность изготовления планок и реек На рис. 12 показана последовательность изготовления планок и реек.
На рис. 12 показана последовательность изготовления планок и реек.
 На механизме прокатывается полосовая сталь 25X4 мм и угловая размером от 25X25X3 до 36X36X4 мм. Габаритные размеры, мм: длина 1520, ширина 630, высота 1130.
На механизме прокатывается полосовая сталь 25X4 мм и угловая размером от 25X25X3 до 36X36X4 мм. Габаритные размеры, мм: длина 1520, ширина 630, высота 1130. Ролики приводятся в движение от электродвигателя через клиноременную передачу, цилиндрический двухступенчатый редуктор, муфту и шестерню промежуточного вала.
Ролики приводятся в движение от электродвигателя через клиноременную передачу, цилиндрический двухступенчатый редуктор, муфту и шестерню промежуточного вала. Различные неисправности устраняют только при отключенном механизме.
Различные неисправности устраняют только при отключенном механизме.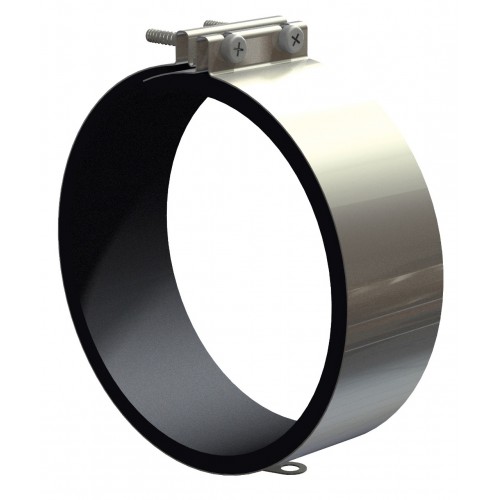 Закрепленные на воздуховодах фланцы должны быть перпендикулярны оси воздуховода, а плоскости двух соединенных фланцев — параллельны.
Закрепленные на воздуховодах фланцы должны быть перпендикулярны оси воздуховода, а плоскости двух соединенных фланцев — параллельны. Верхние шпиндели могут подниматься вверх и сближаться с нижними и одновременно совершать возвратно-поступательное движение, что позволяет быстро устанавливать и снимать воздуховоды со станка.
Верхние шпиндели могут подниматься вверх и сближаться с нижними и одновременно совершать возвратно-поступательное движение, что позволяет быстро устанавливать и снимать воздуховоды со станка.
 Максимальная толщина обрабатываемого стального листа 1,5 мм.
Максимальная толщина обрабатываемого стального листа 1,5 мм. Ролики 4, установленные на головках, поддерживают воздуховод в начале и в конце цикла.
Ролики 4, установленные на головках, поддерживают воздуховод в начале и в конце цикла.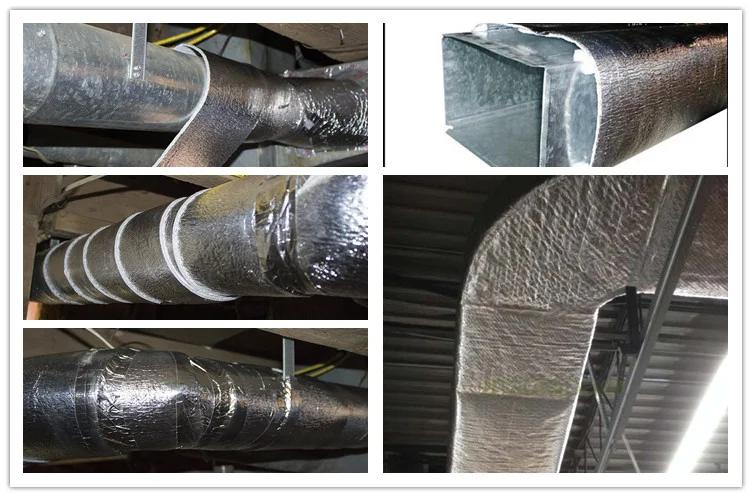 После нажатия кнопок «Ползун» и «Вниз» ползуны опускаются и начинается отбортовка воздуховода. Нажатием кнопки «Стоп» прекращают вращение воздуховода. Нажатием кнопок «Ползун» и «Вверх» ползуны поднимаются. Для того чтобы на головке прижимный ролик опустился, нажимают кнопку «Отжим», освобождая тем самым сторону воздуховода у головки 1. Чтобы переместить подвижную головку в среднее положение, нажимают кнопки «Каретка» и «Назад». При нажатии на кнопку «Отжим» подвижной головки подвижный ролик опустится и другой конец воздуховода освобождается. После этого нажимают на кнопку «Назад» подвижной головки, которая перемещается в исходное положение.
После нажатия кнопок «Ползун» и «Вниз» ползуны опускаются и начинается отбортовка воздуховода. Нажатием кнопки «Стоп» прекращают вращение воздуховода. Нажатием кнопок «Ползун» и «Вверх» ползуны поднимаются. Для того чтобы на головке прижимный ролик опустился, нажимают кнопку «Отжим», освобождая тем самым сторону воздуховода у головки 1. Чтобы переместить подвижную головку в среднее положение, нажимают кнопки «Каретка» и «Назад». При нажатии на кнопку «Отжим» подвижной головки подвижный ролик опустится и другой конец воздуховода освобождается. После этого нажимают на кнопку «Назад» подвижной головки, которая перемещается в исходное положение. Прокатываемый металл закладывают двумя руками, защищенными рукавицами, и внимательно следят за правильным положением офланцовываемого воздуховода. Работать возле ведущих роликов можно только на безопасном расстоянии. Во время работы станка нельзя вставлять и вынимать обрабатываемую царгу.
Прокатываемый металл закладывают двумя руками, защищенными рукавицами, и внимательно следят за правильным положением офланцовываемого воздуховода. Работать возле ведущих роликов можно только на безопасном расстоянии. Во время работы станка нельзя вставлять и вынимать обрабатываемую царгу.
Соединители для воздуховодов и гибкие соединители для воздуховодов
Как использовались асбестовые соединители для воздуховодов?
Воздуховоды, по которым циркулирует воздух для обогрева и охлаждения, обычно соединяются с оборудованием HVAC с помощью гибких соединителей воздуховодов, изготовленных из прочной ткани. В течение многих десятилетий текстиль, сотканный из асбестовых волокон, был основным материалом для этого применения.
В течение многих десятилетий текстиль, сотканный из асбестовых волокон, был основным материалом для этого применения.
Металлические воздуховоды соединяют все помещения дома или здания с оборудованием HVAC. При прямом присоединении воздуховодов к обогревателям, приточно-вытяжным устройствам и кондиционерам шум и вибрации, создаваемые оборудованием, могут распространяться по всей вентиляционной системе.
Эту проблему можно предотвратить путем установки гибкого соединителя воздуховода между оборудованием и воздуховодом. Эти соединители должны поглощать постоянные вибрации и противостоять горячему и холодному воздуху, циркулирующему в системах ОВКВ, и в идеале служить столько же, сколько и сама система ОВКВ.
В течение нескольких десятилетий в середине 20-го века производители использовали асбест для изготовления термостойких гибких соединителей воздуховодов. Волокна асбеста прочны и огнеупорны, но при этом достаточно гибки, чтобы их можно было вплетать в ткань. В течение 19В 80-х годах производители стали использовать другие термостойкие материалы для изготовления соединителей воздуховодов.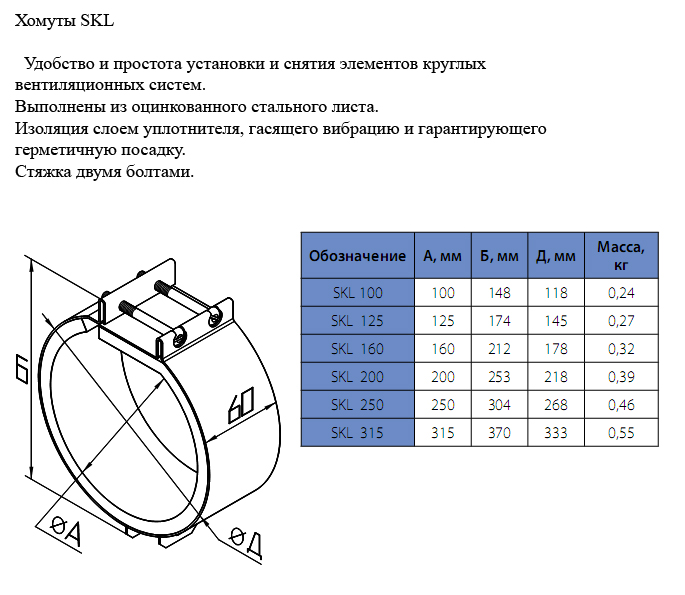 Международные компании все еще могут использовать асбест в соединителях воздуховодов, и нет никаких правил, запрещающих им ввоз в США.
Международные компании все еще могут использовать асбест в соединителях воздуховодов, и нет никаких правил, запрещающих им ввоз в США.
К сожалению, многие старые здания все еще содержат разлагающиеся асбестовые материалы в системах ОВКВ, и торговцы, работающие с этими материалами, подвергаются риску развитие мезотелиомы или других заболеваний, связанных с асбестом.
Типы асбестовых соединителей воздуховодов
Соединитель воздуховодов из грубой ткани
Соединители воздуховодов изначально изготавливались в виде простых полос грубой ткани, сотканных из почти чистого асбестового волокна, которые крепились к металлическим соединениям воздуховодов с помощью зажимов или заклепок.
Ленточный соединитель для воздуховодов
Гибкая асбестовая лента различной ширины использовалась для герметизации и соединения воздуховодов.
Соединитель воздуховодов с виниловым или резиновым покрытием
Более сложные соединители воздуховодов из асбеста были покрыты резиной или винилом для обеспечения более герметичного уплотнения.
Бумажный соединитель воздуховода
Асбестовая бумага использовалась в качестве изоляции воздуховодов в системах ОВКВ вокруг воздуховодов в подвалах и чердаках старых домов и зданий. Этот материал часто содержал около 15% хризотилового асбеста.
Другие асбестосодержащие материалы использовались в системах отопления, вентиляции и кондиционирования воздуха, включая асбестоцемент, картон и изоляцию. Транзитная труба из асбоцемента обычно использовалась в качестве воздуховода, а не соединителя. Асбестовый картон использовался в качестве теплозащитного экрана на стенах и потолках вокруг систем отопления, вентиляции и кондиционирования воздуха. Изоляция из асбестовой пленки иногда использовалась внутри воздуховодов для повышения эффективности нагрева или охлаждения.
Изоляция из асбестовой пленки иногда использовалась внутри воздуховодов для повышения эффективности нагрева или охлаждения.
Компании, подключенные к асбестовым соединителям воздуховодов
Бесплатное юридическое руководство по мезотелиоме
Получите юридическую консультацию на ночь. Узнайте, как выбрать адвоката и претендовать на компенсацию.
Получите бесплатное руководство
Заболевания, вызываемые асбестом в соединителях воздуховодов
В разгар использования асбеста в Америке гибкие соединители воздуховодов обычно содержали значительное количество хризотилового асбеста. Заводские рабочие, производившие эти соединители, больше всех пострадали от асбеста, за ними следовали строители, которые регулярно устанавливали, ремонтировали или демонтировали асбестовые соединители воздуховодов.
Профессиональное воздействие асбеста является основной причиной смертности на производстве в мире. Согласно отчету Европейской комиссии за 2022 год, более 70 000 рабочих умерли в 2019 году от воздействия асбеста в прошлом.
Согласно отчету Европейской комиссии за 2022 год, более 70 000 рабочих умерли в 2019 году от воздействия асбеста в прошлом.
Известно, что воздействие асбеста в воздуховодах вызывает следующие заболевания:
- Мезотелиома
- Рак легкого
- Рак яичников
- Рак гортани
- Асбестоз
Кроме того, старение и постоянное воздействие экстремальных температур приводит к тому, что материал соединителя воздуховода становится рыхлым или легко рассыпается в вдыхаемую пыль. Со временем даже прорезиненные или покрытые винилом соединители воздуховодов из асбеста могут испортиться до такой степени, что в воздух попадут волокна асбеста.
Микроскопическая асбестовая пыль не имеет запаха, и ее воздействие обычно не вызывает симптомов до тех пор, пока спустя десятилетия. Поскольку соединители воздуховодов идеально расположены для воздействия на весь воздух в здании, разлагающиеся асбестовые соединители воздуховодов представляют серьезный риск воздействия асбеста.
Если у вас диагностировано заболевание, связанное с асбестом, важно обратиться за медицинской помощью к специалисту. Раннее лечение этих заболеваний повышает шансы на долгосрочное выживание.
Компенсация за воздействие асбеста на соединители воздуховодов
Производители изделий из асбеста несут ответственность через судебную систему США за заболевания, вызываемые их изделиями. Десятилетия судебных исков о телесных повреждениях и неправомерных смертных случаях показали, что эти компании знали об опасности асбеста и решили использовать этот материал, несмотря на его известное воздействие на здоровье. Многие люди, у которых после многих лет работы с токсичными соединителями воздуховодов развились заболевания, связанные с асбестом, получили компенсацию, подав в суд на производителей.
- Суд присяжных в Сан-Франциско присудил 2 миллиона долларов вышедшему на пенсию рабочему по обработке листового металла Хенаро Гарсии в судебном иске против мезотелиомы, поданном против Дуро Дайна в 2005 году.
 Гарсия подвергался воздействию асбестовых гибких воздуховодов Дюро Дайна на протяжении всей своей 48-летней карьеры.
Гарсия подвергался воздействию асбестовых гибких воздуховодов Дюро Дайна на протяжении всей своей 48-летней карьеры.
Юрист по мезотелиоме рассмотрит ваше дело и подскажет, какие виды юридических требований вы можете подать. Вы можете иметь право подать судебный иск и несколько исков в трастовые фонды по асбесту.
Беседа с адвокатом по делам пациентов
У нас есть более чем 50-летний опыт помощи пациентам с мезотелиомой.
Удаление асбеста и история соединителей воздуховодов и гибких соединителей
Удаление асбеста на соединителях воздуховодов должно выполняться только лицензированными специалистами по борьбе с асбестом. Не пытайтесь утилизировать этот тип асбестового продукта самостоятельно. Материалы асбестовых соединителей воздуховодов со временем становятся рыхлыми и могут выделять значительное количество асбеста в воздух.
Если вы считаете, что асбестовые соединители воздуховодов находятся в вашем доме или на работе, наймите лицензированного специалиста для выполнения этой работы, чтобы избежать ненужного воздействия асбеста на вашу семью или коллег.
Американские производители воздуховодов постепенно отказались от использования асбеста в 1980-х годах и перешли на хлопковое полотно или стекловолоконную сетку для изготовления гибких соединителей воздуховодов.
Производители начали тестировать асбестовые соединители воздуховодов еще в 1938 году, когда корпорация Johns Manville написала об их преимуществах в журнале Американского общества инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE). В 1951, когда системы кондиционирования воздуха стали популярными и доступными для дома, Национальное агентство противопожарной защиты официально рекомендовало асбест для гибких соединителей воздуховодов.
Как обернутая изоляция на воздуховодах на крышах выходит из строя
Наружные воздуховоды HVAC можно найти в большинстве крупных промышленных или коммерческих зданий, отходящие от кондиционеров вдоль крыш. Эти воздуховоды могут простираться на сотни футов, чтобы доставлять воздух, необходимый для различных частей зданий, которые они обслуживают. Из-за воздействия элементов изоляция, покрывающая эти воздуховоды, является определяющим фактором общей эффективности и безопасности здания. Если изоляция выходит из строя, устройства обработки воздуха должны работать значительно интенсивнее (сжигая при этом больше энергии), чтобы доставлять кондиционированный воздух в помещения, которые они обслуживают, и при этом может поступать воздух более низкого качества.
Из-за воздействия элементов изоляция, покрывающая эти воздуховоды, является определяющим фактором общей эффективности и безопасности здания. Если изоляция выходит из строя, устройства обработки воздуха должны работать значительно интенсивнее (сжигая при этом больше энергии), чтобы доставлять кондиционированный воздух в помещения, которые они обслуживают, и при этом может поступать воздух более низкого качества.
В этом блоге мы рассмотрим различные причины выхода из строя внешней изоляции воздуховодов, а затем дадим несколько советов, которые можно использовать для определения того, что изоляция воздуховодов выходит из строя или движется в этом направлении.
Конструкция воздуховодов и изоляции – основы
Большинство наружных воздуховодов обернуты листами изоляции из стекловолокна с внешней оболочкой из алюминиевой пленки, венчурной плакировкой или каким-либо другим погодным барьером. Затем швы герметизируются с помощью ленты, состоящей из алюминия и клея.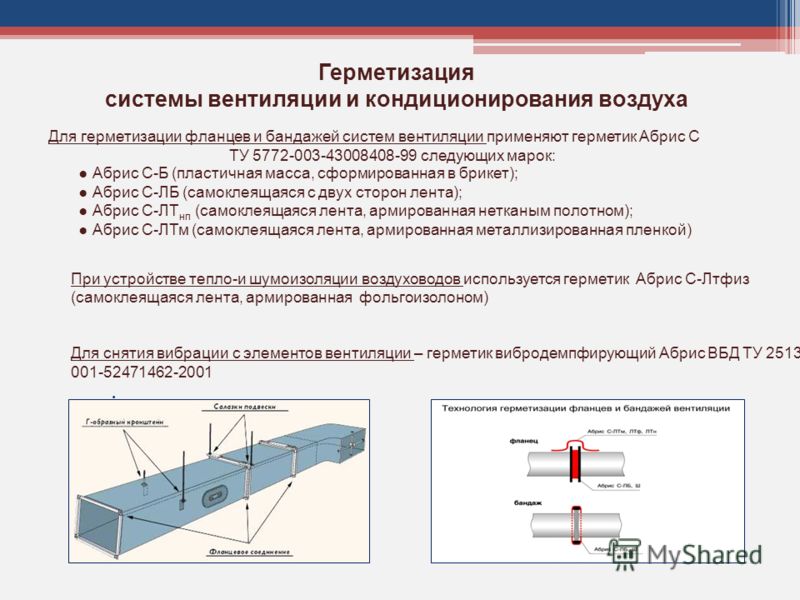 Эта система обертывания размещается вокруг каналов из листового металла, которые служат каналом для кондиционированного воздуха из кондиционера.
Эта система обертывания размещается вокруг каналов из листового металла, которые служат каналом для кондиционированного воздуха из кондиционера.
Эти воздуховоды из листового металла состоят из секций и обычно имеют прямоугольную форму. Конец каждой секции воздуховода фланцевый, и каждая секция упирается в другую, а затем соединяются вместе для соединения воздуховодов. Фланцевое соединение образует «соединение ВМТ» — сокращение от поперечного соединителя воздуховода. Этот фланец выступает на 1-5/8 дюйма над базовым воздуховодом.
Рис. 1 Крышные воздуховоды из листового металла соединяются, а их фланцевые соединения ВМТ имеют клейкую ленту на каждом стыке.
Первая точка отказа – наступать там, где нельзя
Изоляция состоит из изоляционного материала и воздушных зазоров. Эти воздушные зазоры должны поддерживаться, чтобы поддерживать «значение R» изоляции (линейная мера того, насколько хорошо изоляция предотвращает передачу энергии) на уровне, близком к указанному стандарту. Эти зазоры задерживают воздух и предотвращают передачу тепла или холода. Первая точка отказа для упакованных систем возникает с первого дня установки – 90 134 человеческих воздействий 90 135 . Монтажники с благими намерениями могут сжимать устанавливаемую ими изоляцию, идя пешком или кладя инструменты или другие материалы поверх готовой изоляции. Ни одна установка не идеальна.
Эти зазоры задерживают воздух и предотвращают передачу тепла или холода. Первая точка отказа для упакованных систем возникает с первого дня установки – 90 134 человеческих воздействий 90 135 . Монтажники с благими намерениями могут сжимать устанавливаемую ими изоляцию, идя пешком или кладя инструменты или другие материалы поверх готовой изоляции. Ни одна установка не идеальна.
Сжатие может также произойти позже из-за снеговых нагрузок, которые отягощают верхнюю часть воздуховодов. Хуже того, люди, проходящие через вашу крышу, склонны выбирать более короткие пути, чтобы сэкономить время. Плохо спроектированные крыши не обеспечивают безопасных переходов через безопасные лестницы или стремянки. Рабочие в таких ситуациях забираются на ваши существующие трубы, воздуховоды или что-либо еще на их пути, создавая угрозу безопасности и разрушая ваши инвестиции в процесс.
Вода — главный враг изоляции
Ранее мы обсуждали соединение ВМТ в системе воздуховодов. Ни одно соединение в этих соединениях ВМТ не может быть полностью герметизировано. Они естественным образом пропускают воздух, когда воздух проходит через воздуховод. Количество утечек зависит от качества материалов и монтажа, но может составлять 3-5% от общего объема. Эта утечка заставляет ваш кондиционер работать усерднее и дольше, чтобы соответствовать требованиям к кондиционированию вашего здания.
Ни одно соединение в этих соединениях ВМТ не может быть полностью герметизировано. Они естественным образом пропускают воздух, когда воздух проходит через воздуховод. Количество утечек зависит от качества материалов и монтажа, но может составлять 3-5% от общего объема. Эта утечка заставляет ваш кондиционер работать усерднее и дольше, чтобы соответствовать требованиям к кондиционированию вашего здания.
Поскольку верхняя часть этих стыков не находится на одном уровне с поверхностью воздуховодов, количество изоляции на них зависит от остальной поверхности воздуховода. См. диаграмму ниже. Как правило, поверхность воздуховода может вместить больше изоляции, чем верхняя часть каждого соединения. Уменьшенное количество изоляции в верхней части каждого стыка плюс утечка воздуха в совокупности позволяют образовывать конденсат в стыке.
Рисунок 2 Недостаточная изоляция в области ВМТ: они потеют внутри.
Конденсат создает первое и наиболее важное условие выхода из строя изоляции наружных воздуховодов на крыше. Конденсат со временем приведет к тому, что обернутая изоляция впитает воду. Поскольку вода проводит тепловую энергию почти в 20 раз выше, чем средняя изоляция, вода смертельно опасна для изоляции. В конечном итоге вода может убить 80% или более изоляционного R-значения (R-значение измеряет способность тепла проводить через изоляцию).
Конденсат со временем приведет к тому, что обернутая изоляция впитает воду. Поскольку вода проводит тепловую энергию почти в 20 раз выше, чем средняя изоляция, вода смертельно опасна для изоляции. В конечном итоге вода может убить 80% или более изоляционного R-значения (R-значение измеряет способность тепла проводить через изоляцию).
Рис. 3 Потоотделение делает изоляцию влажной!
Эффекты воды накладываются друг на друга. Поскольку вода поглощается всей пленкой, гравитация фильтрует ее вниз, создавая провисание на дне воздуховода. Провисание создает воздушный зазор в нижней части воздуховода и в сочетании с уменьшенным коэффициентом сопротивления влажной изоляции ускоряет образование конденсата. Затем влажная изоляция становится очень тяжелой и натягивает существующие края и уплотнения на воздуховоде, создавая небольшие зазоры для проникновения внешней влаги от дождя и снега в изоляцию.
Рис. 4 Влажная изоляция провисает, нарушается уплотнение по краям, происходит проникновение влаги, образование плесени и грибка.
Рис. 5 Дополнительные потеки на дне воздуховода с поврежденной изоляцией.
Что скрывается внутри
Вся эта влага образует гигантское мокрое одеяло, не подвергающееся воздействию открытого воздуха или солнечного света. Влага + недостаток воздуха + отсутствие солнечного света приводит к росту плесени и коррозия . Этот нарост может легко проникнуть внутрь воздуховода через соединения ВМТ или другие отверстия, созданные в процессе установки. Теперь ваши протоки становятся каналом для плохих вещей. Если ваше учреждение (например, больница, пищевой или фармацевтический завод) зависит от идеального качества воздуха в помещении, это проникновение воды может создать высокий риск и неприемлемые условия труда.
Рис. 6 Коррозия и заплесневелая изоляция воздуховода под вышедшей из строя системой.
Мы видели, как обернутые системы выходят из строя уже через три месяца из-за конденсации или проникновения воды, разрушая установки, которые должны прослужить от десяти до пятнадцати лет. Недавно мы заменили всю систему в здании, которому всего семь лет (изображения ниже), с изоляцией, которая явно выходила из строя в течение нескольких лет.
Недавно мы заменили всю систему в здании, которому всего семь лет (изображения ниже), с изоляцией, которая явно выходила из строя в течение нескольких лет.
Как проверить?
Мы рассматриваем три параметра, чтобы оценить состояние изоляции вашего наружного воздуховода.
Очевидное . Во-первых, мы ищем контрольные признаки плесени, такие как:
Рис. 7 Рост плесени на шве обернутой изоляции.
На этой фотографии была сделана неисправная система, на внешних швах которой виден рост плесени. Если он выглядит таким заплесневелым снаружи, представьте, как он выглядит внутри!
Проверьте лес, затем деревья. Во-вторых, мы ищем признаки образования луж на ваших воздуховодах. Мы можем сделать это, очевидно, глядя вниз на верхнюю часть воздуховодов с другой точки зрения в здании. Издалека мы можем использовать коммерчески доступные (и бесплатные) службы спутниковых изображений (такие как Google Earth), чтобы искать темные пятна поверх чистого воздуховода. Наплывы показывают, что изоляция уже значительно сжата, а зазоры в швах более чем вероятно обнажены (что позволяет проникнуть влаге). Вот пример спутникового снимка и фотографии одного и того же воздуховода крупным планом. Видите «темные пятна» на верхней части воздуховода?
Наплывы показывают, что изоляция уже значительно сжата, а зазоры в швах более чем вероятно обнажены (что позволяет проникнуть влаге). Вот пример спутникового снимка и фотографии одного и того же воздуховода крупным планом. Видите «темные пятна» на верхней части воздуховода?
Рис. 8 Коммерческий спутниковый снимок внешней системы воздуховодов на крыше. Обратите внимание на темные пятна в верхней части правой стороны.
На фотографии спутникового снимка выше видны лужа (сжатие изоляции) и открытые швы.
Рис. 9. Фотографии темных пятен крупным планом на этом спутниковом снимке. Вес луж создает зазоры в шве изоляции, что способствует дальнейшему проникновению воды.
Проверьте, нет ли провисших подгузников. Любой из вас, у кого дети все еще в подгузниках, знает, что провисшие подгузники — это плохо. Изоляция ничем не отличается. Провисание дна воздуховода свидетельствует о том, что вода давит на изоляцию воздуховода.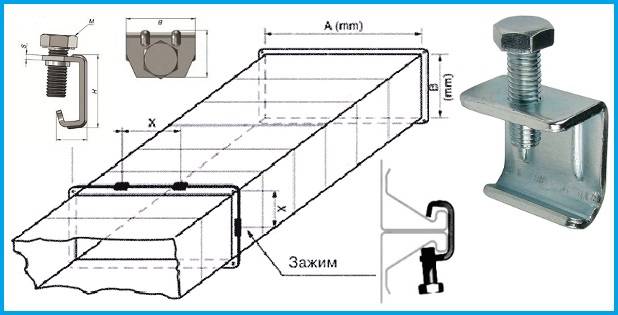 Вот еще фото дна того же воздуховода:
Вот еще фото дна того же воздуховода:
Рис. 10 Провисание изоляции под вышедшим из строя блоком.
Когда мы разрезали воздуховод, вот что мы нашли. Обратите внимание на утечку воды из изоляции, которая теперь стала коричневой из-за заражения плесенью (первоначально изоляция была ярко-желтой).
Рис. 11 Заплесневелая изоляция, просачивающаяся под неисправный блок.
Когда вы увидите провисание, вам не нужно будет отрезать всю нижнюю часть, чтобы проверить, что вы можете подозревать. Все, что вам нужно, это небольшая ручка, желательно прочная. Возьмите его и пробейте отверстие в нижней части утеплителя. Вода, скорее всего, хлынет из провисшей изоляции на неисправном блоке (совет: отойдите от места проникновения, прежде чем вытаскивать ручку, чтобы она оставалась сухой!).
Важный вывод:
В примере, который мы вам показали, зданию было всего семь лет, когда мы заменили изоляцию. Все, что потребовалось для инспекции, — это ручка и несколько глазных яблок с правильной точки обзора.
Все, что потребовалось для инспекции, — это ручка и несколько глазных яблок с правильной точки обзора.
Если вы ничего не вынесете из этой статьи, оставьте это:
- Влажная изоляция хуже, чем отсутствие изоляции
- Проникновение воды или конденсация являются причиной 90% отказов внешней изоляции воздуховодов
- Системы изоляции с обмоткой, если они не выполнены должным образом, могут начать свой путь к отказу с момента установки
- Проверка и выявление потенциальных сбоев — довольно простой процесс
Существуют более эффективные способы предотвращения таких отказов, повышения энергоэффективности воздуховодов и снижения общей стоимости владения. Такие компании, как наша, могут помочь вам избежать того, чтобы ваше предприятие выглядело так, как на фотографиях выше.
См. наш пост «Причины выхода воздуховодов из строя и как их избежать», чтобы понять механизмы повреждения воздуховодов из листового металла.