
Сварные воздуховоды из нержавеющей стали и титана
НПО ПМП Вентиляция выпускает специальные сварные металлические воздуховоды, устройства управления потоками, узлы контроля и очистки рассчитанные на использование в различных технологических процессах, гибкие вставки высокотемпературные и абразивостойкие, тканевые термокомпенсаторы. Дополнительно к сварным воздуховодам НПО ПМП Вентиляция выпускает сборные воздуховоды панельного типа.
Особенности:
– модульная технология сборки, системы создаются по принципу конструктора;
– герметичные, надежные и быстро сборные/разборные соединения;
– удержание конденсата при образовании;
– для систем с пониженным/повышенным давлением, до 10 000 Па;
– легкая взаимозаменяемость узлов и быстрое дооснащение;
– широкий спектр выпускаемых изделий;
– возможность изготовления эксклюзивных элементов.
Воздуховоды металлические сварные
В таблице представлены варианты производимых сварных воздуховодов из металла.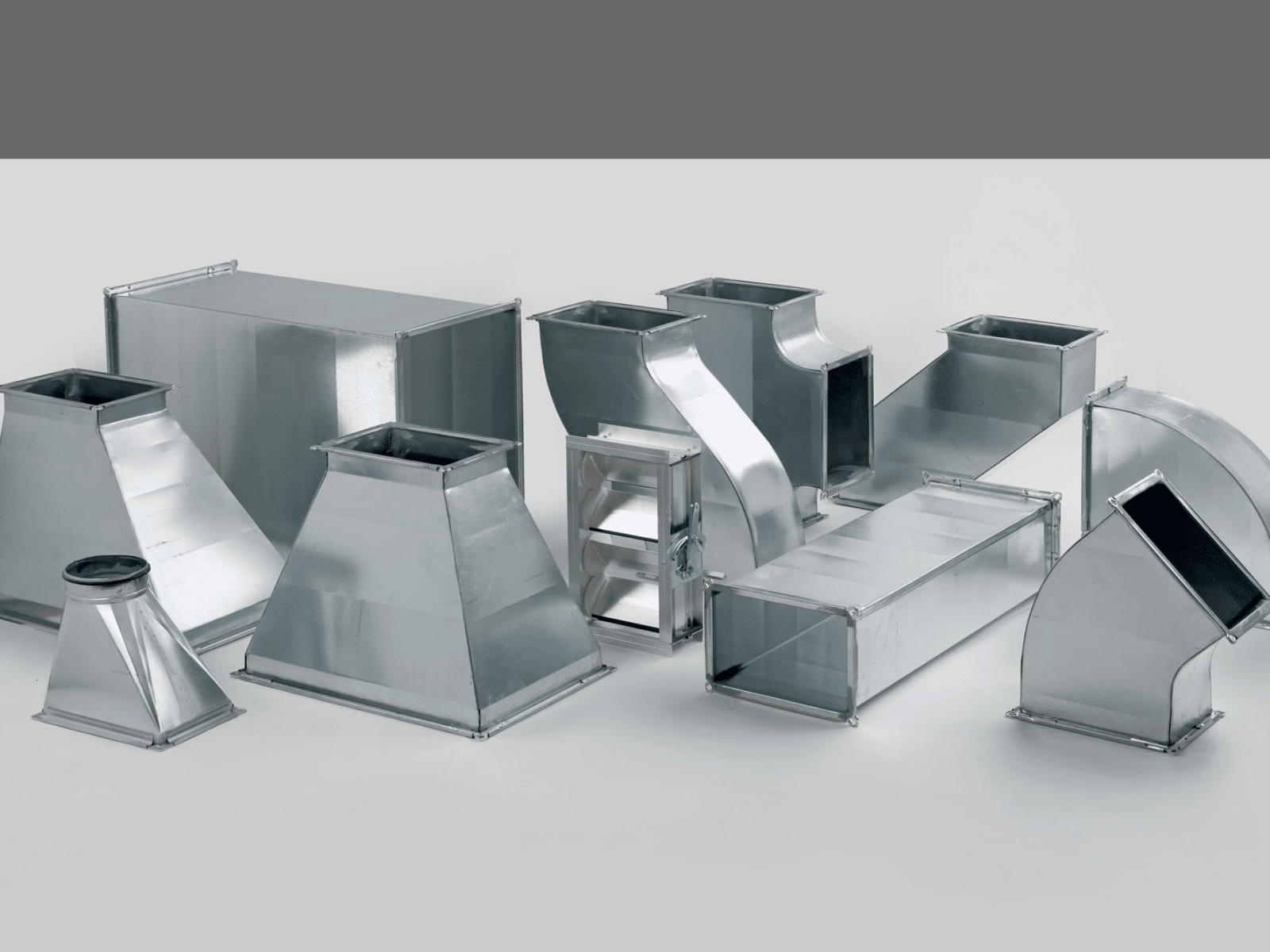
Толщина стенок воздуховодов
Сварные воздуховоды производятся из листового металла. Толщина стенок от 0,8 мм до 5 мм, в зависимости от назначения и геометрических размеров воздуховодов.
Металл и применяемые покрытия
Все воздуховоды изготавливаются из трех типов металла – обычная углеродистая сталь (или черная), нержавеющая сталь, титан. В зависимости от металла и сферы применения, воздуховоды после сборки проходят химическую обработку, очистку и покрываются определенным покрытием (краска, грунт, полимерное покрытие).
Углеродистая (черная) сталь
После сварки воздуховоды, изготовленные из черной стали, очищаются и окрашиваются краской порошкового типа, обычной жидкой краской или грунтом с внешней стороны. Цвет по таблице RAL.
Внутренняя сторона может быть также окрашена или отшлифована.
Сварка воздуховодов производится аргонно-дуговым методом с поддержкой корня шва, что дает хороший, на все толщину стали, провар без окисления поверхности.
|
|
|
|
|
|
| Воздуховод с ревизионным люком. Выполнен из обычной углеродистой стали, окрашен порошковой краской. |
|
Воздуховод с ревизионным люком. Выполнен из обычной углеродистой стали, окрашен порошковой краской. |
|
Воздуховод с ревизионным люком и часть соединительного аспирационного воздуховода для камеры порошкового распыления. Выполнен из обычной углеродистой стали, окрашен порошковой краской. |
|
|
|
|
|
|
3D модель двух аспирационных систем с поворотными зонтами.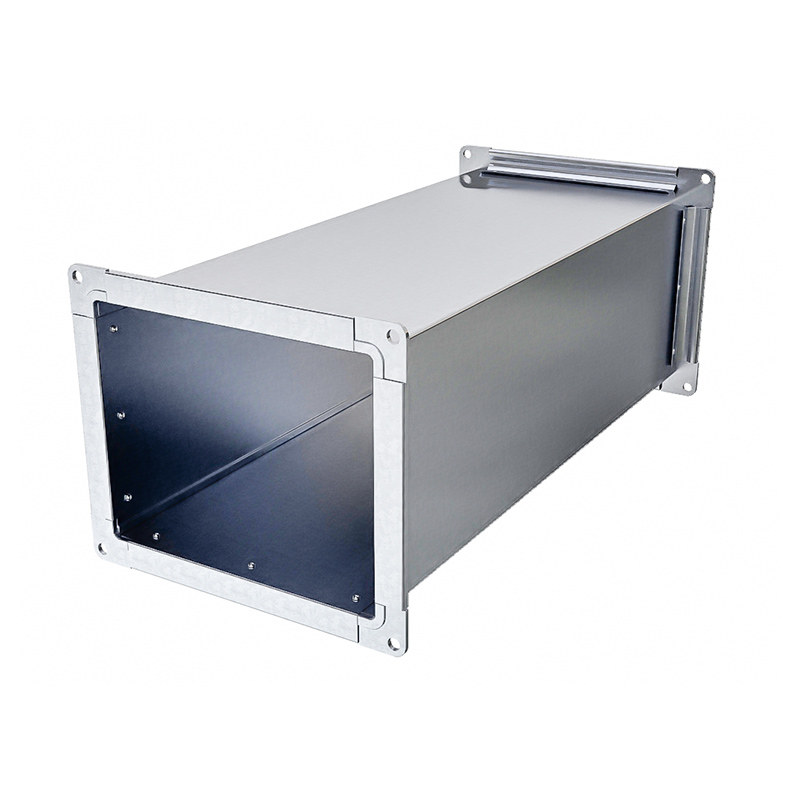 Системы имеют большое количество ревизионных люков для очистки воздуховодов. Системы имеют большое количество ревизионных люков для очистки воздуховодов. |
|
3D модель одной из аспирационных системы с поворотным зонтом. Смесь горячего воздуха с парами углеводородов проходит по длинному воздуховоду и охлаждается, что приводит к выпадению вязкого конденсата, который необходимо периодически удалять. |
|
3D модель одной из аспирационных системы с поворотным зонтом. Поворотный зонт располагается над открытым факелом, что может привести к возгоранию конденсана внутри воздуховодов. Для решения данной проблемы встроена система автоматического пожаротушения. |
|
|
|
|
||
Воздуховод сварной, выполнен из черной стали, окрашен порошковой краской, RAL 7035. |
|
Воздуховод сварной, выполнен из черной стали, окрашен порошковой краской. |
|
Прямой участок с ревизионным люком. Черная сталь, порошковая окраска снаружи, шлифованная внутренняя поверхность. |
|
|
|
|||
|
Участок прямого воздуховода (слева), выполнен из черной стали, окрашен порошковой краской целиком. |
|
Элемент изделия из черной стали, окрашен порошковой краской. Показан угловой шов, который выполнен аргонно-дуговым методом. |
|
Сложный переход с дополнительными ребрами жесткости. Черная сталь, окраска грунтом. |
Нержавеющая сталь
Воздуховоды, изготовленные из нержавеющей стали, очищаются составом из смеси кислот, после чего поверхность воздуховодов пассивируется.
 Воздуховоды ничем не окрашиваются. Нержавеющая сталь не требует дополнительной обработки поверхности для увеличения коррозионной стойкости в отличие от углеродистой (черной) стали, для защиты которой, применяются порошковые покрытия различного типа и назначения.
Воздуховоды ничем не окрашиваются. Нержавеющая сталь не требует дополнительной обработки поверхности для увеличения коррозионной стойкости в отличие от углеродистой (черной) стали, для защиты которой, применяются порошковые покрытия различного типа и назначения.В некоторых процессах требуется особая устойчивость внутренней поверхности воздуховодов к кислотным средам. Для этого воздуховоды изнутри покрываются полимерным составом на основе фтора (PTFE – Тефлон).
|
|
||||
|
Воздуховоды из нержавеющей стали с тефлоновым покрытием. |
|
Сварной воздуховод из нержавеющей стали. Внутренняя поверхность покрыта полимером на базе фтора (PTFE-Тефлон). |
|
Фрагмент поверхности воздуховода из нержавеющей стали с тефлоновым покрытием. |
Для производства воздуховодов используется 300-ая серия нержавеющей стали, аустенитного класса, не магнитная. Главная особенность этого класса в том, что сталь отлично сваривается и сварные швы устойчивы к деформациям и вибрациям.
Основные и часто используемые марки нержавеющей стали следующие:
– AISI-304, ближайший Российский аналог 08Х18Н10;
– AISI-304L, ближайший Российский аналог 03Х18Н11;
– AISI-321, ближайший Российский аналог 08Х18Н10Т, 12Х18Н10Т;
– AISI-316, ближайший Российский аналог 08Х17Н14М2;
– AISI-316L, ближайший Российский аналог 03Х17Н14М3.
Важными характеристиками нержавеющей стали являются сопротивление агрессивным химическим средам, жаростойкость и жаропрочность.
|
|
|
|
|
Таблица относительной устойчивости марок нержавеющей стали агрессивным средам.  |
В таблице приведен химический состав (в процентах) нержавеющей стали, по стандарту AISI (American Iron and Steel Institute) США и России, для наиболее часто применяемых в промышленности. |
Титан (ВТ1-0)
Отличительная особенность титана – высокая коррозийная стойкость, которая превосходит стойкость нержавеющих сталей. Для производства воздуховодов и трубопроводов мы используем технически чистый титан марки ВТ1-0, толщиной от 1 до 4 мм. Воздуховоды, изготовленные из титана, очищаются кислотным раствором, не окрашиваются.
|
|
|
|
||
|
Тройник изготовленный из титана (ВТ1-0). |
|
Распределитель выполненный из титана (ВТ1-0).  |
|
Тройник овального сечения выполненный из титана (Т1-0). |
Типы соединений воздуховодов
Тип соединений воздуховодов выбирают исходя из технических условий проекта. Большой вес транспортируемого материала, класс плотности, периодическая очистка или быстрая замена узлов, агрессивная среда, высокая температура, удобство монтажа и т.д.
Типы соединений воздуховодов:
– Бандаж, с отбортовкой края, высота отбортовки 6 ± 1 мм;
– Свободные фланцы, с отбортовкой края, высота отбортовки 10 ÷ 20 мм, плоские или из уголка;
Все типы соединений обеспечивают удобный и быстрый монтаж, устойчивость системы к механическим и химическим воздействиям, класс плотности не ниже C, D и F (по европейским стандартам).
Заявленная плотность соединений достигается использованием уплотнителей, которые изготавливаются из следующих основных материалов:
– EPDM резина (этиленпропилен каучуковая), имеет диапазон рабочих температур от –40ºС до +95ºС, устойчива к маслу, бензину, некоторым слабым кислотам;
– VMQ резина (кремнийорганическая или силиконовая), имеет диапазон рабочих температур от –100ºС до +270ºС, устойчива к маслу, бензину, кислотам, щелочам, истиранию;
– FKM резина (фторкаучуковая), по своим свойствам аналогична силиконовой резине, но в зависимости от типа может выдерживать более высокую температуру, противостоять кислотам и щелочам;

Устройства управления потоками
В любой системе аспирации, пневмотранспорта, вентиляции обязательно присутствуют устройства управления потоками – это:
– Дроссель клапаны регулирующие
– Дроссель клапаны запирающие
– Клапаны запирающие герметичные
– Шиберные задвижки прямые
– Шиберные задвижки “косые” (например, под углом 45º)
– Шиберные задвижки для сыпучих материалов
– Перекидные клапаны на 2 направления
– Перекидные клапаны для сыпучих материалов на 2 направления
– Перекидные клапаны на 3 направления
– Перекидные клапаны для сыпучих материалов на 3 направления
– Обратные клапаны
Все устройства управления потоками (кроме обратных клапанов) имеют один из приводов:
– Ручной
– Электрический
– Пневматический
Материал изготовления, обработка поверхности, покрытия, типы соединений, уплотнительные элементы – все аналогично приведенным выше данным. Ниже даны фотографии устройств управления предназначенных для различных технологических процессов.
Ниже даны фотографии устройств управления предназначенных для различных технологических процессов.
|
|
|
|
||
| Дроссель клапан регулирующий, выполнен из нержавеющей стали, имеет тефлоновое покрытие внутренней стороны, лепестка и оси. Герметичен. |
|
Шиберная заслонка, выполнена из черной стали с порошковым покрытием, внутренняя сторона отшлифованна. “Язык” выполнен из фторопластовой пластины. |
|
Дроссель клапан регулирующий, выполнен из нержавеющей стали, герметичен. |
|
|
|
|
|
|
Клапан запирающий герметичный. Диаметр 250 мм, полностью сварной, изготовлен из нержавеющей стали толщиной 2 мм. Диаметр 250 мм, полностью сварной, изготовлен из нержавеющей стали толщиной 2 мм. |
|
Клапан запирающий герметичный. Диаметр 160 мм, полностью сварной, изготовлен из нержавеющей стали толщиной 2 мм. |
|
Клапан запирающий герметичный. Диаметр 160 мм, полностью сварной, изготовлен из нержавеющей стали толщиной 2 мм. Выполнен с ручным управлением, снабжен пружиной фиксирующей крайние положения (открыто/закрыто). |
|
|
|
|
|
|
|
|
|
Клапан запирающий герметичный. Диаметр 160 мм, полностью сварной, изготовлен из нержавеющей стали толщиной 2 мм. Имеет приварные фланцы толщиной 5 мм. Имеет приварные фланцы толщиной 5 мм. |
|
|
|
|
|
|
|
|
| Шибер косой (45º), выполнен из нержавеющей стали. Финишная обработка проведена кислотным составом, после чего, поверхность прошла пассивацию. |
|
Шибер косой (45º), выполнен из нержавеющей стали. Финишная обработка проведена кислотным составом, после чего, поверхность прошла пассивацию. |
|
Дроссель клапан прямоугольного сечения, выполнен из черной стали, окрашен порошковой краской. |
|
|
|
|
|
|
Шиберная заслонка, выполнена из черной стали с порошковым покрытием, внутренняя сторона отшлифованна. Рама задвижки изнутри имеет выстилающий слой из фторопласта. Рама задвижки изнутри имеет выстилающий слой из фторопласта. |
|
Шиберные заслонки малых диаметров для сыпучих материалов, выполненные из нержавеющей стали. |
|
Гравитационный обратный клапан из нержавеющей стали. |
|
|
|
|
|
|
| Перекидной клапан – шахта, большого размера (высота изделия около 5 метров). Выполнен из черной стали с последующей окраской. |
|
Перекидной клапан на 2 направления с установленным электроприводом. Выполнен из черной стали с порошковой окраской. Не плотный, для сыпучих веществ. |
|
Дроссель клапан регулирующий, большого диаметра, одно лепестковый, выполнен из нержавеющей стали, герметичен. |
|
|
|
|
|
|
| Перекидной клапан на 2 направления – 3D модель. Выполнен из нержавеющей стали с уплотнением. Имеет пневматический привод. Показано внутреннее устройство уплотнения лепестка. |
|
Перекидной клапан на 2 направления – 3D модель. Выполнен из нержавеющей стали с уплотнением. Имеет пневматический привод. |
|
Сборка перекидного клапана на 2 направления из нержавеющей стали. Клапан имеет повышенную плотность, управляется пневматическим приводом, имеет взрывозащищенную конструкцию. Клапан имеет повышенную плотность, управляется пневматическим приводом, имеет взрывозащищенную конструкцию. |
|
|
|
|
|
|
| Дроссель клапан регулирующий, большого диаметра, трех пестковый, выполнен из нержавеющей стали, герметичен. |
|
Перекидной клапан на 2 направления. Выполнен из нержавеющей стали с уплотнением. Имеет пневматический привод. Показан вариант с переходами на круглое сечение. Пневматический привод защищен металлическим кожухом. |
|
Дроссель клапан запирающий, выполнен из нержавеющей стали, герметичен. |
|
|
|
|
|
|
| Дроссель клапан запирающий, выполнен из нержавеющей стали, герметичен. Показано устройство уплотнения лепестка. |
|
Дроссель клапан запирающий, выполнен из нержавеющей стали, герметичен. Показано устройство уплотнения лепестка. |
|
Сборка перекидного клапана на 2 направления из нержавеющей стали. Клапан имеет повышенную плотность, управляется пневматическим приводом, имеет взрывозащищенную конструкцию. |
Сборные воздуховоды панельного типа
Кроме сварных воздуховодов НПО ПМП Вентиляции выпускает сборные панельные воздуховоды, которые имеют следующие особенности:
– Большие размеры
– Транспортируются до места установки в разобранном виде, что существенно экономит затраты на транспортировку
– Собираются болтовыми соединениями с применением специализированных герметиков
– Соединительные швы панелей образуют ребра жесткости
– Очень быстро изготавливаются
Панели воздуховодов изготавливаются из нержавеющей или оцинкованной листовой стали. Толщина листов от 1,5 мм до 4,0 мм. В очень крупных деталях дополнительно устанавливаются внутренние распорки, рамы для съемных фильтров, ревизионные люки и двери для обслуживания фильтров и очистки.
Толщина листов от 1,5 мм до 4,0 мм. В очень крупных деталях дополнительно устанавливаются внутренние распорки, рамы для съемных фильтров, ревизионные люки и двери для обслуживания фильтров и очистки.
Высокотемпературные гибкие вставки и тканевые термокомпенсаторы
НПО ПМП Вентиляция изготавливает гибкие вставки для вентиляторов и термокомпенсаторы воздуховодов рассчитанные на использование:
– При температурах от +200ºС до +600ºС
– В химически агрессивных средах
– В средах с высокой абразивностью
Изделия выполнены из нержавеющей стали или углеродистой стали с последующим покрытием термостойкой краской. Толщина стали от 1,5 мм до 4 мм. Тканевая вставка выполнена из полиуретановой или силиконовой ткани армированной стекловолокном. При использовании в средах с очень высокой температурой (до +600ºС) материал тканевой вставки – плотная стеклоткань. Толщина тканей от 0,5 мм до 1,5 мм. По запросу Заказчика тканевая вставка может изготавливаться двухслойной с последующим заполнение пространства термоизолирующим волокном.
Гибкие вставки и термокомпенсаторы могут быть как круглого, так и прямоугольного сечения. Размеры, рабочую температуру, материал изготовления – определяет Заказчик.
Поворотные устройства для подвижных воздуховодов большого диаметра
НПО ПМП Вентиляция изготавливает поворотные устройства для воздуховодов, которые имеют подвижные элементы. Следует четко понимать, что поворотное устройство не является подшипником и имеет следующие особенности:
– Большой диаметр (от 500 мм до 2000 мм)
– Выполняет роль подвижного соединения, а не подшипника
– Не рассчитан на постоянное вращение с высокой нагрузкой и скоростью
– Имеет очень низкую цену по сравнению с подшипниками аналогичного диаметра
Изготавливаются из листовой стали методом лазерной резки. Поворотное устройство состоит из нескольких слоев листового металла, которые не подвергаются фрезерной или токарной обработке. Сталь – обычно углеродистая, но при использовании поворотного устройства в агрессивных средах, может быть использованна нержавеющая сталь. Толщина стали от 0,5 мм до 16 мм в зависимости от диаметра поворотного устройства.
Толщина стали от 0,5 мм до 16 мм в зависимости от диаметра поворотного устройства.
| Собранное опорно-поворотное устройство для воздуховода диаметром 560 мм. | Место установки опорно-поворотного устройства в системе аспирационных воздуховодов. | |||
| Опорно-поворотное устройство в разрезе – показано устройство и расположение слоев для одного из вариантов. | Элементы составляющие опорно-поворотное устройство собираются посредством болтовых соединений. |
Сварные воздуховоды из нержавеющей стали и титана
НПО ПМП Вентиляция выпускает специальные сварные металлические воздуховоды, устройства управления потоками, узлы контроля и очистки рассчитанные на использование в различных технологических процессах, гибкие вставки высокотемпературные и абразивостойкие, тканевые термокомпенсаторы.
Особенности:
– модульная технология сборки, системы создаются по принципу конструктора;
– герметичные, надежные и быстро сборные/разборные соединения;
– удержание конденсата при образовании;
– для систем с пониженным/повышенным давлением, до 10 000 Па;
– легкая взаимозаменяемость узлов и быстрое дооснащение;
– широкий спектр выпускаемых изделий;
– возможность изготовления эксклюзивных элементов.
Воздуховоды металлические сварные
В таблице представлены варианты производимых сварных воздуховодов из металла.
Толщина стенок воздуховодов
Сварные воздуховоды производятся из листового металла. Толщина стенок от 0,8 мм до 5 мм, в зависимости от назначения и геометрических размеров воздуховодов.

Металл и применяемые покрытия
Все воздуховоды изготавливаются из трех типов металла – обычная углеродистая сталь (или черная), нержавеющая сталь, титан. В зависимости от металла и сферы применения, воздуховоды после сборки проходят химическую обработку, очистку и покрываются определенным покрытием (краска, грунт, полимерное покрытие).
Углеродистая (черная) сталь
После сварки воздуховоды, изготовленные из черной стали, очищаются и окрашиваются краской порошкового типа, обычной жидкой краской или грунтом с внешней стороны. Цвет по таблице RAL.
Внутренняя сторона может быть также окрашена или отшлифована.
Сварка воздуховодов производится аргонно-дуговым методом с поддержкой корня шва, что дает хороший, на все толщину стали, провар без окисления поверхности.
|
|
|
|
|
|
Воздуховод с ревизионным люком. Выполнен из обычной углеродистой стали, окрашен порошковой краской. Выполнен из обычной углеродистой стали, окрашен порошковой краской. |
|
Воздуховод с ревизионным люком. Выполнен из обычной углеродистой стали, окрашен порошковой краской. |
|
Воздуховод с ревизионным люком и часть соединительного аспирационного воздуховода для камеры порошкового распыления. Выполнен из обычной углеродистой стали, окрашен порошковой краской. |
|
|
|
|
|
|
| 3D модель двух аспирационных систем с поворотными зонтами. Системы имеют большое количество ревизионных люков для очистки воздуховодов. |
|
3D модель одной из аспирационных системы с поворотным зонтом. Смесь горячего воздуха с парами углеводородов проходит по длинному воздуховоду и охлаждается, что приводит к выпадению вязкого конденсата, который необходимо периодически удалять. Смесь горячего воздуха с парами углеводородов проходит по длинному воздуховоду и охлаждается, что приводит к выпадению вязкого конденсата, который необходимо периодически удалять. |
|
3D модель одной из аспирационных системы с поворотным зонтом. Поворотный зонт располагается над открытым факелом, что может привести к возгоранию конденсана внутри воздуховодов. Для решения данной проблемы встроена система автоматического пожаротушения. |
|
|
|
|
||
| Воздуховод сварной, выполнен из черной стали, окрашен порошковой краской, RAL 7035. |
|
Воздуховод сварной, выполнен из черной стали, окрашен порошковой краской. |
|
Прямой участок с ревизионным люком. Черная сталь, порошковая окраска снаружи, шлифованная внутренняя поверхность. |
|
|
|
|||
|
Участок прямого воздуховода (слева), выполнен из черной стали, окрашен порошковой краской целиком. |
|
Элемент изделия из черной стали, окрашен порошковой краской. Показан угловой шов, который выполнен аргонно-дуговым методом. |
|
Сложный переход с дополнительными ребрами жесткости. Черная сталь, окраска грунтом. |
Нержавеющая сталь
Воздуховоды, изготовленные из нержавеющей стали, очищаются составом из смеси кислот, после чего поверхность воздуховодов пассивируется. Воздуховоды ничем не окрашиваются.
Нержавеющая сталь не требует дополнительной обработки поверхности для увеличения коррозионной стойкости в отличие от углеродистой (черной) стали, для защиты которой, применяются порошковые покрытия различного типа и назначения.
В некоторых процессах требуется особая устойчивость внутренней поверхности воздуховодов к кислотным средам. Для этого воздуховоды изнутри покрываются полимерным составом на основе фтора (PTFE – Тефлон).
|
|
||||
|
Воздуховоды из нержавеющей стали с тефлоновым покрытием. |
|
Сварной воздуховод из нержавеющей стали. Внутренняя поверхность покрыта полимером на базе фтора (PTFE-Тефлон). |
|
Фрагмент поверхности воздуховода из нержавеющей стали с тефлоновым покрытием. |
Для производства воздуховодов используется 300-ая серия нержавеющей стали, аустенитного класса, не магнитная. Главная особенность этого класса в том, что сталь отлично сваривается и сварные швы устойчивы к деформациям и вибрациям.
Основные и часто используемые марки нержавеющей стали следующие:
– AISI-304, ближайший Российский аналог 08Х18Н10;
– AISI-304L, ближайший Российский аналог 03Х18Н11;
– AISI-321, ближайший Российский аналог 08Х18Н10Т, 12Х18Н10Т;
– AISI-316, ближайший Российский аналог 08Х17Н14М2;
– AISI-316L, ближайший Российский аналог 03Х17Н14М3.
Важными характеристиками нержавеющей стали являются сопротивление агрессивным химическим средам, жаростойкость и жаропрочность.
|
|
|
|
|
Таблица относительной устойчивости марок нержавеющей стали агрессивным средам. |
В таблице приведен химический состав (в процентах) нержавеющей стали, по стандарту AISI (American Iron and Steel Institute) США и России, для наиболее часто применяемых в промышленности. |
Титан (ВТ1-0)
Отличительная особенность титана – высокая коррозийная стойкость, которая превосходит стойкость нержавеющих сталей. Для производства воздуховодов и трубопроводов мы используем технически чистый титан марки ВТ1-0, толщиной от 1 до 4 мм. Воздуховоды, изготовленные из титана, очищаются кислотным раствором, не окрашиваются.
|
|
|
|
||
|
Тройник изготовленный из титана (ВТ1-0). |
|
Распределитель выполненный из титана (ВТ1-0). |
|
Тройник овального сечения выполненный из титана (Т1-0). |
Типы соединений воздуховодов
Тип соединений воздуховодов выбирают исходя из технических условий проекта. Большой вес транспортируемого материала, класс плотности, периодическая очистка или быстрая замена узлов, агрессивная среда, высокая температура, удобство монтажа и т.д.
Типы соединений воздуховодов:
– Бандаж, с отбортовкой края, высота отбортовки 6 ± 1 мм;
– Свободные фланцы, с отбортовкой края, высота отбортовки 10 ÷ 20 мм, плоские или из уголка;
– Приварные фланцы, плоские или из уголка.
Все типы соединений обеспечивают удобный и быстрый монтаж, устойчивость системы к механическим и химическим воздействиям, класс плотности не ниже C, D и F (по европейским стандартам).
Заявленная плотность соединений достигается использованием уплотнителей, которые изготавливаются из следующих основных материалов:
– EPDM резина (этиленпропилен каучуковая), имеет диапазон рабочих температур от –40ºС до +95ºС, устойчива к маслу, бензину, некоторым слабым кислотам;
– VMQ резина (кремнийорганическая или силиконовая), имеет диапазон рабочих температур от –100ºС до +270ºС, устойчива к маслу, бензину, кислотам, щелочам, истиранию;
– FKM резина (фторкаучуковая), по своим свойствам аналогична силиконовой резине, но в зависимости от типа может выдерживать более высокую температуру, противостоять кислотам и щелочам;
– PTFE ленты (тефлоновые) самоклеющиеся, имеет диапазон рабочих температур от –70ºС (при необходимости от –180ºС) до +260ºС, устойчива к маслу, бензину, кислотам, щелочам.
Устройства управления потоками
В любой системе аспирации, пневмотранспорта, вентиляции обязательно присутствуют устройства управления потоками – это:
– Дроссель клапаны регулирующие
– Дроссель клапаны запирающие
– Клапаны запирающие герметичные
– Шиберные задвижки прямые
– Шиберные задвижки “косые” (например, под углом 45º)
– Шиберные задвижки для сыпучих материалов
– Перекидные клапаны на 2 направления
– Перекидные клапаны для сыпучих материалов на 2 направления
– Перекидные клапаны на 3 направления
– Перекидные клапаны для сыпучих материалов на 3 направления
– Обратные клапаны
Все устройства управления потоками (кроме обратных клапанов) имеют один из приводов:
– Ручной
– Электрический
– Пневматический
Материал изготовления, обработка поверхности, покрытия, типы соединений, уплотнительные элементы – все аналогично приведенным выше данным. Ниже даны фотографии устройств управления предназначенных для различных технологических процессов.
|
|
|
|
||
| Дроссель клапан регулирующий, выполнен из нержавеющей стали, имеет тефлоновое покрытие внутренней стороны, лепестка и оси. Герметичен. |
|
Шиберная заслонка, выполнена из черной стали с порошковым покрытием, внутренняя сторона отшлифованна. “Язык” выполнен из фторопластовой пластины. |
|
Дроссель клапан регулирующий, выполнен из нержавеющей стали, герметичен. |
|
|
|
|
|
|
| Клапан запирающий герметичный. Диаметр 250 мм, полностью сварной, изготовлен из нержавеющей стали толщиной 2 мм. |
|
Клапан запирающий герметичный. Диаметр 160 мм, полностью сварной, изготовлен из нержавеющей стали толщиной 2 мм. |
|
Клапан запирающий герметичный. Диаметр 160 мм, полностью сварной, изготовлен из нержавеющей стали толщиной 2 мм. Выполнен с ручным управлением, снабжен пружиной фиксирующей крайние положения (открыто/закрыто). |
|
|
|
|
|
|
|
|
|
Клапан запирающий герметичный. Диаметр 160 мм, полностью сварной, изготовлен из нержавеющей стали толщиной 2 мм. Имеет приварные фланцы толщиной 5 мм. |
|
|
|
|
|
|
|
|
| Шибер косой (45º), выполнен из нержавеющей стали. Финишная обработка проведена кислотным составом, после чего, поверхность прошла пассивацию. |
|
Шибер косой (45º), выполнен из нержавеющей стали. Финишная обработка проведена кислотным составом, после чего, поверхность прошла пассивацию. |
|
Дроссель клапан прямоугольного сечения, выполнен из черной стали, окрашен порошковой краской. |
|
|
|
|
|
|
| Шиберная заслонка, выполнена из черной стали с порошковым покрытием, внутренняя сторона отшлифованна. Рама задвижки изнутри имеет выстилающий слой из фторопласта. |
|
Шиберные заслонки малых диаметров для сыпучих материалов, выполненные из нержавеющей стали. |
|
Гравитационный обратный клапан из нержавеющей стали. |
|
|
|
|
|
|
| Перекидной клапан – шахта, большого размера (высота изделия около 5 метров). Выполнен из черной стали с последующей окраской. |
|
Перекидной клапан на 2 направления с установленным электроприводом. Выполнен из черной стали с порошковой окраской. Не плотный, для сыпучих веществ. |
|
Дроссель клапан регулирующий, большого диаметра, одно лепестковый, выполнен из нержавеющей стали, герметичен. |
|
|
|
|
|
|
| Перекидной клапан на 2 направления – 3D модель. Выполнен из нержавеющей стали с уплотнением. Имеет пневматический привод. Показано внутреннее устройство уплотнения лепестка. |
|
Перекидной клапан на 2 направления – 3D модель. Выполнен из нержавеющей стали с уплотнением. Имеет пневматический привод. |
|
Сборка перекидного клапана на 2 направления из нержавеющей стали. Клапан имеет повышенную плотность, управляется пневматическим приводом, имеет взрывозащищенную конструкцию. |
|
|
|
|
|
|
| Дроссель клапан регулирующий, большого диаметра, трех пестковый, выполнен из нержавеющей стали, герметичен. |
|
Перекидной клапан на 2 направления. Выполнен из нержавеющей стали с уплотнением. Имеет пневматический привод. Показан вариант с переходами на круглое сечение. Пневматический привод защищен металлическим кожухом. |
|
Дроссель клапан запирающий, выполнен из нержавеющей стали, герметичен. |
|
|
|
|
|
|
| Дроссель клапан запирающий, выполнен из нержавеющей стали, герметичен. Показано устройство уплотнения лепестка. |
|
Дроссель клапан запирающий, выполнен из нержавеющей стали, герметичен. Показано устройство уплотнения лепестка. |
|
Сборка перекидного клапана на 2 направления из нержавеющей стали. Клапан имеет повышенную плотность, управляется пневматическим приводом, имеет взрывозащищенную конструкцию. |
Сборные воздуховоды панельного типа
Кроме сварных воздуховодов НПО ПМП Вентиляции выпускает сборные панельные воздуховоды, которые имеют следующие особенности:
– Большие размеры
– Транспортируются до места установки в разобранном виде, что существенно экономит затраты на транспортировку
– Собираются болтовыми соединениями с применением специализированных герметиков
– Соединительные швы панелей образуют ребра жесткости
– Очень быстро изготавливаются
Панели воздуховодов изготавливаются из нержавеющей или оцинкованной листовой стали. Толщина листов от 1,5 мм до 4,0 мм. В очень крупных деталях дополнительно устанавливаются внутренние распорки, рамы для съемных фильтров, ревизионные люки и двери для обслуживания фильтров и очистки.
Высокотемпературные гибкие вставки и тканевые термокомпенсаторы
НПО ПМП Вентиляция изготавливает гибкие вставки для вентиляторов и термокомпенсаторы воздуховодов рассчитанные на использование:
– При температурах от +200ºС до +600ºС
– В химически агрессивных средах
– В средах с высокой абразивностью
Изделия выполнены из нержавеющей стали или углеродистой стали с последующим покрытием термостойкой краской. Толщина стали от 1,5 мм до 4 мм. Тканевая вставка выполнена из полиуретановой или силиконовой ткани армированной стекловолокном. При использовании в средах с очень высокой температурой (до +600ºС) материал тканевой вставки – плотная стеклоткань. Толщина тканей от 0,5 мм до 1,5 мм. По запросу Заказчика тканевая вставка может изготавливаться двухслойной с последующим заполнение пространства термоизолирующим волокном.
Гибкие вставки и термокомпенсаторы могут быть как круглого, так и прямоугольного сечения. Размеры, рабочую температуру, материал изготовления – определяет Заказчик.
Поворотные устройства для подвижных воздуховодов большого диаметра
НПО ПМП Вентиляция изготавливает поворотные устройства для воздуховодов, которые имеют подвижные элементы. Следует четко понимать, что поворотное устройство не является подшипником и имеет следующие особенности:
– Большой диаметр (от 500 мм до 2000 мм)
– Выполняет роль подвижного соединения, а не подшипника
– Не рассчитан на постоянное вращение с высокой нагрузкой и скоростью
– Имеет очень низкую цену по сравнению с подшипниками аналогичного диаметра
Изготавливаются из листовой стали методом лазерной резки. Поворотное устройство состоит из нескольких слоев листового металла, которые не подвергаются фрезерной или токарной обработке. Сталь – обычно углеродистая, но при использовании поворотного устройства в агрессивных средах, может быть использованна нержавеющая сталь. Толщина стали от 0,5 мм до 16 мм в зависимости от диаметра поворотного устройства.
| Собранное опорно-поворотное устройство для воздуховода диаметром 560 мм. | Место установки опорно-поворотного устройства в системе аспирационных воздуховодов. | |||
| Опорно-поворотное устройство в разрезе – показано устройство и расположение слоев для одного из вариантов. | Элементы составляющие опорно-поворотное устройство собираются посредством болтовых соединений. |
Воздуховоды из нержавеющей стали – Завод Мегара
Воздуховоды из нержавеющей стали
Компания «ЗАВОД МЕГАРА» выпускает воздуховоды из нержавеющей стали, с большим выбором типоразмеров и вариантов исполнения. Изделия из нержавейки особо прочные, устойчивые к агрессивной среде и сложным условиям работы.
Мы предлагаем именно такие воздуховоды для монтажа систем вентиляции на Ваших объектах, с доставкой по Москве, Московской области и регионам.
Виды изделий
Воздуховоды из нержавейки используют в зданиях любого назначения. Мы производим воздуховоды двух типов: круглые и прямоугольные.
Круглые воздуховоды имеют стандартные размеры, что позволяет создать запас типовых деталей на заводском складе. Поэтому их отгрузка производится сразу после оформления заявки покупателя.
Прямоугольные воздуховоды делаются под заказ, так как их размеры отличаются в каждом конкретном случае и требуют индивидуального исполнения. Так же отдельно изготавливаются детали для замены и ремонта воздуховодов.
Области применения
Воздуховоды из нержавеющей стали превосходят все другие виды систем вентиляции и кондиционирования по стойкости к агрессивным средам и химическим соединениям. Поэтому их можно использовать на вредных производствах, где имеют место выбросы щелочи, кислот и других токсинов.
Также хорошо материал противостоит влаге и горячему пару. Это определяет воздуховодам из нержавейки постоянное место в аквапарках, развлекательных центрах, на предприятиях пищевого и медицинского профиля.
Дизайнеры любят использовать такие воздуховоды для интерьера в стиле лофт.
Пакет услуг от ЗАВОДА МЕГАРА
Мы предлагаем все виды технических работ по воздуховодам из нержавейки: расчет, проектирование, изготовление с доставкой, пуско-наладка и гарантийное обслуживание.
Обращайтесь! Наши возможности соответствуют Вашим производственным потребностям.
Сварные воздуховоды из нержавеющей стали
Плотные воздуховоды из нержавейки (класс П) широко применяются в разных отраслях хозяйствования. Это нефтепереработка, ядерная энергетика, пищевая промышленность и т.д. Для обеспечения процесса аспирации необходима высокая герметичность воздуховода, а сложные условия работы требуют устойчивости к негативному влиянию окружающей среды. Поэтому компоненты системы изготавливаются из высоколегированных сталей, основными характеристиками которых являются стойкость к коррозии и высоким температурам.
Выпускаемые воздуховоды герметичны и производятся сварным способом. Форма их сечения может быть круглой или прямоугольной. В ассортименте также фасонные элементы. При необходимости могут быть изготовлены элементы нестандартной формы.
Применяемые методы соединения зависят от того, какой толщины металл используется:
- 0,5–1,0 мм – фальцевое соединение;
- 1,0–3,0 мм – аргоновая сварка, а затем очистка и пассивирование шва, что позволяет предотвратить окисление металла в процессе эксплуатации.
Фланцы производятся из полосы или листовой нержавейки или скручиваются из уголка. Толщина металла при этом варьируется от 0,2 см до 0,8 см, а ширина – от 2,5 см до 10 см.
Стоимость продукции напрямую зависит от используемого материала и технологии производства, а также от объема заказанной партии.
На предприятии также налажено производство:
- дроссель-клапанов;
- гибких жароустойчивых вставок для дымоудаляющих вентиляторов, оснащенных соединениями ниппельного или фланцевого типа;
- конфузоров;
- шиберов;
- местных отсосов разных конфигураций.
Гибкие,устойчивые к высоким температурам вставки изготавливаются из силиконового полотна со стекловолокном или полиэстером в составе. Материал может быть разного цвета. Фланцы делаются из нержавеющих заготовок (шина, полоса, уголок). Диапазон температур, при которых возможна эксплуатация этих изделий очень широк: от -70°С до +250°С.
Процесс сварки состоит из нескольких этапов. Непосредственно соединение формируется методом аргонно-дуговой сварки при t°1500. В рабочую зону нагнетается аргон, что предотвращает взаимодействие расплавленного металла с кислородом (окисление).
Следующий этап – травление. Это обработка шва раствором кислот для удаления оксида железа. При этом поверхностный слой обогащается никелем и хромом. Затем кислота смывается водой. В результате пассивировки на поверхности образуется прочное покрытие из оксида хрома. При дальнейшей эксплуатации изделия оно предотвращает коррозию и разрушение металла в агрессивной среде.
Применение нержавеющих воздуховодов | СтройВент
Главная | Применение нержавеющих воздуховодовВ современных системах вентиляции и дымоудаления воздуховоды из нержавеющей стали играют важную роль, удовлетворяя как общие, так и весьма специфические требования, касающиеся возможностей транспортировки воздуха с токсическими и агрессивными примесями. Они широко применяются в промышленных зданиях, на производственных объектах, а также в административных зданиях, медицинских и социальных объектах.
Преимущества нержавеющих воздуховодов
Предлагаемые на нашем сайте воздуховоды из нержавеющей стали – это изделия из практичного, стойкого к агрессивным средам материала. Благодаря гладкой и ровной поверхности, отсутствию изломов и неровностей воздушный поток свободно перемещается по воздуховоду при минимальной турбулентности. Важной особенностью нержавеющих воздуховодов является стойкость к различным видам коррозии, воздействию агрессивных кислот, щелочей и др. вредных факторов. Материал не подвержен окислению, стойкий к ударам и деформациям, не требует дополнительных мер защиты.Марка нержавеющей стали подбирается в соответствии с условиями эксплуатации объекта, требованиями техзадания и нормами ГОСТ. Чаще всего воздуховоды из нержавейки изготавливаются из листовой стали толщиной от 0,5 до 0,9 мм. Из нержавеющей стали производятся не только воздуховоды, но и фасонные элементы – тройники, колена и т. д. Это обеспечивает большую длительность эксплуатации всей системы, её надежность и долговечность.
Применение воздуховодов из нержавеющей стали
Сфера применения воздуховодов из нержавейки обусловлена их техническими и эксплуатационными характеристиками. Нержавеющие воздуховоды широко применяются:
- В системах дымоходов благодаря высокой жаропрочности.
- В промышленных зданиях благодаря прочности, высокой стойкости к коррозии.
- В ресторанах, кафе и др. заведениях общественного питания благодаря гигиеничности, стойкости к загрязнениям и воздействию пара.
- В бытовых, торговых и офисных помещениях благодаря эстетичному внешнему виду, гигиеничности, гладкой аэродинамической поверхности, снижающей шум.
Ещё одним важным преимуществом воздуховодов из нержавеющей стали является большой запас прочности. Это обуславливает широкое их применение в массивных системах вентиляции, где особое внимание уделяется надежности и длительности эксплуатации. Следует отметить и высокую гибкость, обрабатываемость материала, возможность использования сварки и создания сложных конструкций.
Воздуховоды из нержавеющей стали являются наиболее дорогими, что обуславливает стоимость материала и затрат на изготовление. Но окупается высокой длительностью эксплуатации, а также отсутствием необходимости в применении мер специальной антикоррозионной защиты.
Так же в нашем каталоге представлены воздуховоды из оцинкованной стали и противопожарные клапаны.
Сделать заказ
ВОЗДУХОВОДЫ КРУГЛОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ (Марка AISI 304)
ВОЗДУХОВОДЫ КРУГЛОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ ИЗ
НЕРЖАВЕЮЩЕЙ СТАЛИ (Марка AISI 304)
Воздуховоды из нержавейки, марки стали AISI 304 аналог 08Х18Н10, используются на предприятиях общественного питания, пищевых и химических производствах..
Оксидный слой делает сталь AISI 304 защищенной от внешних химических воздействий и позволяет воздуховодам во влажной среде не окисляться в течение 150 лет.
Выдерживает краткосрочное поднятие температуры до 900 градусов по Цельсию.
AISI 304 (08X18h20) – это медицинская нержавейка. Это аустенитный материал с повышенным содержанием такого элемента, как углерод.
Воздуховоды из нержавеющей стали Aisi304 позволяют проявлять антиферромагнетические свойства (не магнититься). Можно использовать медицинских центров, в кабинетах магнитно-резонансной томографии
СВАРНЫЕ ЗОНТЫ АРГОН 1мм-3600 р/м2
СВАРНЫЕ ЗОНТЫ «ПИРАМИДА» НЕСТАНДАРТ АРГОН 1мм-6500 р/м2
Свойство изделий (толщина стали, материал фланцев) | Прямой участок, длина 1,25 | Прямой участок, менее 1,25 | Прямой участок, более 1,25 | Фасонные изделия | Нестандартные фасонные изделия |
Цена за м2 | Цена за м2 | Цена за м2 | Цена за м2 | Цена за м2 | |
0,5 (без фланцев) | 1980 | 3570 | 2400 | 3570 | 5350 |
0,5 (фланцы оцинкованные) | 2300 | 3960 | 2950 | 3960 | 5950 |
0,5 (фланцы нержавеющие) | 3350 | 4950 | 4200 | 4950 | 7425 |
0,8 (без фланцев) | 2970 | 4500 | 4100 | 4500 | 8350 |
0,8 (фланцы оцинкованные) | 3600 | 5950 | 4500 | 5950 | 8900 |
0,8 (фланцы нержавеющие) | 4950 | 8050 | 6550 | 8050 | 10495 |
1,0 (без фланцев) | 3600 | 6550 | 4950 | 6550 | 7750 |
1,0 (фланцы оцинкованные) | 4200 | 7425 | 5500 | 7425 | 11100 |
1,0 (фланцы нержавеющие) | 5940 | 9900 | 7750 | 9900 | 14850 |
1,2 (без фланцев) | 4200 | 7750 | 5500 | 7750 | 11600 |
1,2 (фланцы оцинкованные) | 4950 | 8650 | 6350 | 8650 | 12900 |
1,2 (фланцы нержавеющие) | 7350 | 11300 | 9400 | 11300 | 16850 |
2,0 (без фланцев) | 6930 | 13500 | 9900 | 13500 | 19800 |
2,0 (фланцы оцинкованные) | 8350 | 14850 | 10890 | 14850 | 21780 |
2,0 (фланцы нержавеющие) | 11900 | 18810 | 15840 | 18810 | 27720 |
Для офланцовки воздуховодов с наибольшей стороной сечения до 1000 мм используется шина 20, более 1000 мм – шина 30.
Круглые воздуховоды изготавливаются на ниппельном соединении.
Изделия могут быть изготовлены из матовой или зеркальной стали по желанию заказчика
производство воздуховодов в Москве. Спирально-навивные дешевые воздуховоды из оцинкованной стали, воздуховоды из нержавеющей стали, воздуховоды из углеродистой стали
Круглые и прямоугольные воздуховоды от производителя
Воздуховод – обязательная составляющая любой вентиляционной системы. Представляет собой трубчатый вентиляционный канал круглого, прямоугольного или эллиптического сечения, предназначенный для транспортирования воздуха или другой смеси газов.
Группа компаний «Мосрегионвент» имеет оснащенную современным оборудованием производственную базу в Московской области, позволяющую производить высококачественные недорогие воздуховоды, фасонные части и сетевые элементы. Изделия отвечают всем мировым стандартам качества. Производственная линия компании способна обеспечить изготовление всевозможных видов воздуховодов по индивидуальному заказу.
На производстве налажен выпуск следующих видов воздуховодов:
– круглые воздуховоды (рекомендуются для широкого применения в жилых и промышленных объектах; отличаются хорошей герметичностью, высокой скоростью воздушного потока и низкой ценой)
– прямоугольные воздуховоды (рекомендуются для установки в ограниченном пространстве и на промышленных объектах, имеют высокую прочность и просты в монтаже)
– гибкие воздуховоды (утеплённые, неутеплённые, звукоизолированные. Характеризуются небольшим весом, экономичностью, легкостью монтажа и отсутствием необходимости использовать отводы)
– воздуховоды из нержавеющей стали (Основной материал, используемый для изготовления – нержавеющая сталь, что делает изделие долговечным, прочным и устойчивым к коррозии.)
– воздуховоды из сварной (углеродистой,чёрной) стали для систем дымоудаления.
Огнезащита воздуховодов при необходимости также обеспечивается на производстве посредством применения сертифицированных огнезащитных материалов зарубежного и отечественного производства. Проводятся работы по теплоизоляции – утепленный воздуховод для вытяжки газовых смесей или отработанного воздуха позволяет ограничить образование конденсата, возникающего из-за разности температур внутри и снаружи воздуховода.
Розничные цены на воздуховоды из оцинкованной сталиПрямоугольные воздуховоды – цена:| Толщина стали | 0,5 мм | 0,7 мм | 1,0 мм | ||
| ЦЕНА ЗА ПРЯМОУГОЛЬНЫЙ ПРЯМОЙ УЧАСТОК | 430 р/м.кв | 520 р/м.кв | 610 р/м.кв | ||
| ЦЕНА ЗА ПРЯМОУГОЛЬНОЕ ФАСОННОЕ ИЗДЕЛИЕ | 690 р/м.кв | 780 р/м.кв | 960 р/м.кв | ||
| Толщина стали | 0,5 мм | 0,7 мм | 1 мм | ||
| ЦЕНА ЗА КРУГЛЫЙ СПИРАЛЬНО-НАВИВНОЙ ПРЯМОЙ УЧАСТОК | 320 р/м.кв | 450 р/м.кв | 570 р/м.кв | ||
| ЦЕНА ЗА КРУГЛОЕ ФАСОННОЕ ИЗДЕЛИЕ | 650 р/м.кв | 700 р/м.кв | 850 р/м.кв | ||
| ЦЕНА НА КРУГЛЫЕ ОТВОДЫ | 755 р/м.кв | 780 р/м.кв | 950 р/м.кв | ||
Продажа и изготовление воздуховодов всех типов – одно из основных направлений деятельности Группы компаний «Мосрегионвент». Высокое качество выпускаемой продукции обеспечивается профессионализмом наших специалистов, современным оборудованием и постоянной модернизацией линии производства.
Производство прямоугольных воздуховодов
Воздуховоды – цена и качество
Группа компаний «Мосрегионвент» производит продукцию только высокого качества, которая не уступает зарубежным аналогам и имеет важное преимущество – доступную цену. Поэтому, если возникла необходимость купить воздуховоды для системы вентиляции в Москве, вы можете смело обращаться в нашу компанию, поскольку здесь вам будут предложены самые выгодные условия. Профессиональные специалисты помогут в выборе вентиляционного оборудования, соответствующего вашим требованиям (в соответствии с обозначенными задачами для вентиляционной системы). Вы можете купить дешевые воздуховоды всех возможных видов и типов, изготовленные только из качественных материалов. На все воздуховоды мы предоставляем гарантию – 2 года.
Также можно приобрести все элементы вентиляционного оборудования, в том числе фасонные части воздуховодов из оцинкованной, чёрной или нержавеющей стали разной толщины и заказать теплоизоляцию воздуховодов и вентиляционных систем.
Посредством изоляции воздуховодов решаются следующие важные задачи:
– шумоизоляция
– теплоизоляция
– огнезащита.
Утепленные воздуховоды призваны сократить потери тепла, что снижает расход энергоносителей и сокращает тем самым финансовые расходы.
Компания «Мосрегионвент» приглашает к сотрудничеству и гарантирует своим клиентам максимально быстрое и качественное обслуживание. Технический отдел готов оказать квалифицированную помощь в подборе любых комплектующих для систем вентиляции, учитывая технические факторы и финансовые возможности заказчика.
Заказать воздуховоды on-line
Телефон: (495) 783-87-60 — многоканальный
E-mail:
Сварные воздуховоды и специализированное производство систем отопления, вентиляции и кондиционирования воздуха
| сентябрь 2016 Электронный информационный бюллетень |
ZEN Industries, Inc. – Ваша компания, к которой можно обратиться за востребованной работой
Когда вы ищете в Интернете “сварные воздуховоды”, есть причина ZEN Industries появляется на первом страница большинства поисковых систем. Пока мы являемся экспертами в основах HVAC производство, ZEN также пользуется репутацией поставщика самых ответственные работы, в том числе сварные алюминиевые воздуховоды, сварные нержавеющие сталь, черный чугун и промышленные воздуховоды большого диаметра.
Сварные алюминиевые воздуховоды
Несколько производственных цехов оборудованы для работы со сварным алюминием. проекты, но в ZEN мы удовлетворяем все ваши потребности в HVAC.
Сварные стальные воздуховоды большого калибра
Large 10 Gauge Welded Steel – специальность ZEN, что-то непростое их можно найти в других магазинах, но в которых ZEN имеет безупречную репутацию.
Приварной квадрат из нержавеющей стали к круглому и Спиральный воздуховод из нержавеющей стали
Каким бы требовательным ни был проект, у ZEN Industries есть необходимый вам опыт и знания. Узнать больше, Свяжитесь с ZEN Industries сегодня!
Позвоните нам, если стандартные спиральные или прямоугольные воздуховоды не подходят
Компания ZEN Industries известна быстрым изготовлением традиционных прямоугольный и спиральный воздуховод, но знаете ли вы, что мы регулярно поставляем огромные сварные детали для некоторых из наиболее требовательных систем отопления, вентиляции и кондиционирования воздуха?
Наши опытные сварщики изготовили сварные швы большого диаметра 10 колена для промышленных объектов и угольных заводов вместе с вытяжными арматура настолько велика, что ее можно перевозить только на тракторном прицепе.
Универсальное оборудование для разнообразных услуг
Теперь мы готовы сделать еще больше. Недавно ZEN приобрела исключительные новые возможности в приобретении 1000-тонного пресса Тормоз и новый плазменный стол Koike.
1000 Листогибочный пресс
С нашими опытными бригадами листогибочных прессов ZEN может создавать самые разные форм шириной до 20 футов. К ним относятся конусы, цилиндры, сегменты, составные изгибы, трубы, переходники, переходы, сегменты кулака, выпуклости тарелки и многое другое.
Наш мостовой кран позволяет нам поднимать и перемещать 60 000 фунтов на место для сгибания.
Koike Плазменный стол
Наш плазменный стол Koike имеет зону резки 8 ‘X 20’ и камеру. стиль грунтовых вод. Используя источник питания Hypertherm на 200 А, мы можем сжечь Сталь HR / CR, пластина AR, нержавеющая сталь и алюминий.
- Режущая способность практически без окалины – низкоуглеродистая сталь 20 мм (1 дюйм)
- Производственная мощность прожига – низкоуглеродистая сталь 32 мм (1 1/2 “)
- Severance – низкоуглеродистая сталь 75 мм (2 “)
Наши услуги включают сжигание для механических цехов, производственных цехов, и сервисные центры стали, выполняющие самые сложные проекты.
Ваши специалисты в области сварки специальных металлов
В Помимо работы с крупными грузами, наши сварщики умеют работать со специальными металлами, включая нержавеющую сталь, алюминий и железо.
Обладая многолетним опытом и проверенной временем гарантией качества процессов, вы можете положиться на ZEN Industries, чтобы удовлетворить самые высокие требования к воздуховодам, которые другие компании просто не могут удовлетворить.
Хотите узнать больше? Позвоните нам по телефону 877-600-0274 или воспользуйтесь нашим легко заполнить форму обратной связи сегодня.
Мы готовы помочь с вашим проектом!
Промышленный воздуховод огромных размеров
Там, где многие производители систем отопления, вентиляции и кондиционирования воздуха ограничиваются своими линиями теплообменников и формовочные машины, у нас есть возможность производить толстостенный чугун и нержавеющую сталь. стали. Наши проектные группы работают, чтобы соответствовать самым строгим требованиям, а наши опытные сварщики предоставляют не что иное, как совершенство.
Мы выполнили задачу поставить:
- Сварные армированные воздуховоды очень большого размера
- Сумасшедшие огромные пленумы необычайных размеров
- Массивные конструкции и сварные опоры
- Отводы приварные для домашнего хозяйства
Чем больше воздуховод, тем лучше
в ZEN Industries, мы процветаем за счет больших и сложные проекты.
Жесткие сроки? Без проблем.
Поставка из одного источника? Да, у нас есть все необходимое.
- Прямоугольные и спиральные воздуховоды
- PCI подземные воздуховоды и вытяжные устройства
- Сварные бордюры крыши и вытяжные каналы
- Смазочный канал и вытяжки из нержавеющей стали
- Адаптеры, захват для краски, двойная стенка с перфорированной внутренней оболочкой
и изоляция, круглые воздуховоды и фитинги, прямоугольные воздуховоды и
фитинги, спиральный воздуховод, воздуховод Snaplock и фитинги, гибкий воздуховод,
прокладка, фурнитура и прочее.
Мы готовы помочь вашему проекту добиться успеха. Свяжитесь с ZEN Industries Cегодня!
Неважно, насколько велик ваш проект
Каким бы требовательным ни был проект, у ZEN Industries есть опыт и необходимый вам опыт. Чтобы узнать больше, свяжитесь с ZEN Industries. Cегодня!
ZEN Industries обеспечивает все или часть ваших потребностей в HVAC – воздуховоды HVAC
изготовлено по вашему графику, соответствует 3-му изданию 2005 SMACNA
стандарты.
Свяжитесь с Патриком Йовановичем – отдел продаж и оценки по телефону 877-600-0274.
Успех в нашем бизнесе – это сервис.
Качество наших воздуховодов HVAC работа высочайшего класса, и наша цена конкурентоспособна с лучшими в отрасли. Тем не менее, качество и цена сегодня по умолчанию. в производстве листового металла. Они дают нам доступ к игровому полю.
Service – это место, где ZEN Industries Inc.получает преимущество, а сервис означает люди – это наш опытный персонал и отношения, которые мы строить с каждым клиентом.
Узнайте больше на
www.zenindustries.com
Вернуться к началу
Зажим для воздуховода: различия между спиральным, фланцевым (сварным или ванстоновым) и промышленным воздуховодом с зажимом
Автор: CECO KB Duct
Эта статья предназначена для того, чтобы помочь профессионалам в области управления производством, технологического проектирования, технического обслуживания, закупок и охраны окружающей среды и безопасности (EHS) понять различия между вариантами промышленных воздуховодов, когда они стремятся контролировать процесс, переносимый по воздуху, или производственную пыль и загрязняющие вещества.При оценке вариантов промышленных воздуховодов лучше всего учитывать не только начальные / первые затраты на проектирование и строительство воздуховодов, но также дополнительные затраты на реализацию (например, доставку и установку) и текущие затраты на техническое обслуживание и модификации в течение жизненного цикла.
Что такое промышленный воздуховод?
Википедия определяет промышленные воздуховоды как «пневматические конвейеры низкого давления для транспортировки пыли, частиц, стружки, дыма или химически опасных компонентов из воздуха, находящегося поблизости, в цех или любые другие конкретные места, такие как резервуары, шлифовальные машины или лабораторные вытяжки.Промышленные воздуховоды бывают разных типов (например, спиральные, приварные, фланцевые и соединенные с зажимом).
Что такое спиральный воздуховод?
Спиральные воздуховоды – это относительно недорогие воздуховоды, названные в честь метода их изготовления. Он популярен в размерах от 16 до 36 футов, когда есть длинные трассы с небольшим количеством фитингов.
Традиционный спиральный воздуховод состоит из спиральных и скрепляющих металлических полос, образующих единое целое.Этот метод строительства обычно дешевле, чем воздуховод, сформированный из прокатных листов. Спиральный воздуховод обычно доступен любой длины, но стоимость доставки длинных секций может сделать его относительно дорогим. Секции спиральных труб обычно соединяются вместе с использованием врезки с помощью бочкообразных зажимов, соединителей спиральных труб, винтов для листового металла или специальных угловых колец.
Спиральный воздуховод имеет ряд недостатков, которые следует учитывать, поскольку их устранение часто более чем компенсирует относительно недорогие производственные затраты:
- Его часто производят длинными секциями, что затрудняет транспортировку, погрузку и разгрузку, а перемещение воздуховода на место также может быть очень сложной задачей.
- Требуются точные пропилы
- Все способы соединения спиральных воздуховодов сложны и / или дороги:
- Зажимы для бочек
- Соединители спиральные
- Винты для листового металла
- Специальные угловые кольца или фланцы
- Обжим одного конца и вдавливание его в прилегающую деталь
- Хомуты
Если учесть все затраты и сроки, связанные с установкой и текущим обслуживанием, спиральный воздуховод иногда оказывается неоптимальным решением по сравнению с производством воздуховодов небольшими секциями и их соединением.
Соединение небольших участков воздуховода представляет собой жизнеспособную альтернативу спиральному воздуховоду. Классификации соединенных вместе воздуховодов получили свое название от используемых методов соединения – приварные фланцевые, ванстоновые фланцевые и зажимные.
Что такое приварной фланцевый воздуховод?
Фланцы представляют собой угловые кольца, которые обычно изготавливаются из черного чугуна, оцинкованной или нержавеющей стали, с отверстиями или без них, а также со стандартными и специальными отверстиями. Эти фланцы / угловые кольца скручиваются, а затем концы свариваются, образуя «кольцо», которое надевается на воздуховод.Сварные швы бывают непрерывными, для полного сварного шва, или прерывистыми, а поверхности фланцев стыкуются между собой. Фланцевые воздуховоды можно очень плотно загерметизировать, добавив прокладку между ответными фланцами. Однако, как правило, требуется квалифицированный механик, чтобы отрезать нужную длину и подогнать фланцы, и здесь мало места для ошибки.
Поскольку процесс сварки является постоянным и дорогостоящим, это наименее распространенный метод соединения секций воздуховода, и он наиболее подходит для применений, где требуется 100% герметичность или непроницаемость для жидкости.При высоких концентрациях жидкости или при транспортировке пыли при положительном давлении хорошо подходит фланцевый канал с прокладкой.
Кольца и фланцы могут быть изготовлены по индивидуальному заказу с диаметром 3 дюйма (7,62 сантиметра) вплоть до размера, по которому вы можете проехать грузовик, а воздуховод изготовлен из материалов высшего качества, чтобы гарантировать целостность материала даже для большинство абразивных приложений. Фланцевые части воздуховодов обычно доступны длиной от 5 до 20 футов, в зависимости от диаметра.
Калибр листового металла – это единица измерения его толщины. Для листового металла регрессивная шкала (т.е. более высокие числа соответствуют меньшей толщине) начинается с 10 калибра, что соответствует толщине 0,1345 дюйма (3,416 мм). По мере увеличения калибра толщина листового металла уменьшается на 10 процентов.
Фланцевый воздуховод может изготавливаться меньшего калибра или большого диаметра (даже до 0,25 дюйма или 6,35 миллиметра) для полностью сварного изделия, все в зависимости от области применения.Сварные швы используются для фланцевых воздуховодов диаметром 25 дюймов (63,5 сантиметра) и выше, а шовные сварные швы также используются для 16-го калибра (0,0625 дюйма или 1,588 миллиметра) и более тяжелых.
Что такое фланцевый воздуховод Vanstone?
Другой вариант фланцевого воздуховода – это «ванстоновый» или «свободный» фланцевый воздуховод. Термин «ванстоун» относится к технике, при которой фланцы насаживаются на трубу с выступом, повернутым назад на 90 градусов и оставленным незакрепленным для надежного соединения металл-металл, когда фланцы стянуты вместе, а губки ванстоуна соединены.Фланцы не прикреплены к воздуховоду, что позволяет легко выровнять осевую линию компонентов.
Что такое воздуховод с зажимом вместе?
Концепция соединенных вместе воздуховодов аналогична построению из блоков Lego или монтажного набора. Все прямые воздуховоды имеют номинальную длину 5 футов и имеют закругленные кромки на обоих концах. Когда воздуховод обрезается до необходимой длины, обрезанный конец скользит в регулируемую муфту длиной 11 дюймов, которая скользит по трубе до тех пор, пока длина муфты и трубы в сборе не достигнет желаемой длины (как в телескопическом соединении).Как только желаемая длина будет достигнута, втулка прижимается к вырезанному воздуховоду с помощью стандартного зажима для воздуховода и уплотнительного кольца.
Соединительные воздуховоды применимы практически к любой системе улавливания пыли или мелких частиц (например, древесной пыли, бумажной пыли, химических порошков и фармацевтических препаратов), а также для удаления дыма и масляного тумана, а также для абразивных материалов (например, , металлическая стружка, песок, уголь). Скрепленные вместе ответвления изготавливаются в соответствии со стандартами конструкции воздуховодов SMACNA, но могут изготавливаться и с более тяжелыми диаметрами для более абразивных применений.Широкий выбор материалов прокладок в сочетании с материалом из нержавеющей стали позволяет соединять воздуховоды с помощью зажимов даже в самых суровых условиях.
Стандартная прокладка из н-бутилкаучука подходит для 95% всех применений, но также доступна прокладка из силикона FDA, который подходит для некоторых пищевых продуктов и высокотемпературных применений. Материалы прокладок Viton и Gore-Tex подходят для тех областей применения, в которых стандартные каучуки будут «съедены».
По сравнению с традиционными спиральными воздуховодами и воздуховодами с фланцами, воздуховоды с зажимным соединением имеют ряд преимуществ, которые следует учитывать:
- Скорость и простота установки – основное преимущество воздуховода с зажимными соединениями заключается в том, что он быстрый и простой в установке, сокращая время установки до 70% по сравнению со спиральным воздуховодом и до 50% по сравнению с воздуховодом с фланцами.Это приводит к значительной экономии затрат на доставку и внедрение, которая может более чем компенсировать разницу в стоимости изготовления между различными вариантами воздуховодов. С помощью зажимного воздуховода детали можно скреплять вместе без специальных инструментов, заклепок, винтов или сварки. Собственные бригады технического обслуживания могут установить оборудование самостоятельно без привлечения внешних подрядчиков.
- Бесконечная регулировка – независимо от того, насколько короткая деталь нужна, вы можете ее сделать. Просто отрежьте кусок трубы, нанесите на уплотнительное кольцо, вставьте его в любой фитинг и затем просто зажмите.
- Зажимы для воздуховодов имеют вечную гарантию производителя.
- Повторное использование и очистка – Зажим для воздуховода надежно удерживает воздуховод, но его можно легко снять для модификации. Соединительный воздуховод легко снимать, чистить и перемещать (без инструментов) при перемещении оборудования или других изменениях в рабочих зонах, что приводит к одним из самых низких затрат на жизненный цикл любого воздуховода. Время простоя на техническое обслуживание и изменение плана этажа сведено к минимуму.
- Гибкость – Доступны в строительных материалах для большинства областей применения – оцинкованная и нержавеющая сталь.
- Удобство обслуживания – при работе с абразивом точки износа можно заменить за секунды, без инструментов. А поскольку все 5-футовые детали соединены вместе, ни одна точка в системе не находится более чем в пяти футах от точки доступа без инструментов.
- Сводит к минимуму отходы – Отсутствие отходов из-за ошибок точной резки и подгонки, связанных с другими типами воздуховодов, приводит к дополнительной экономии.
Сводка
Спиральный воздуховод заслуживает внимания при длине воздуховода от 16 до 36 футов, когда есть длинные участки с небольшим количеством фитингов.
Сварной фланцевый воздуховод наиболее подходит для применений, где требуется 100% -ная герметичность (например, транспортировка пыли при положительном давлении) или непроницаемость для жидкости (например, при больших концентрациях жидкости).
Однако, если вы сравните общую стоимость жизненного цикла вашей системы воздуховодов – изготовление, отгрузку, труд, отходы, текущее обслуживание и т. Д., воздуховод с зажимом вместе является конкурентоспособным вариантом, заслуживающим особого внимания для большинства применений.
Чтобы узнать больше о зажимах для воздуховодов и зажимных воздуховодах, просмотрите наше короткое видео на белой доске. Чтобы узнать, как CECO Environmental может помочь вам в развитии вашего бизнеса при одновременном улучшении качества воздуха, просмотрите это короткое видео.
По вопросам промышленных воздуховодов и зажимов для воздуховодов обращайтесь в CECO KB Duct. У нас есть решение для вас.
Сварочный выхлоп – Ducting.com
Еще одним важным фактором, который следует учитывать при сварке, является опасность искр, которые могут возникнуть в процессе сварки.В конце концов, само собой разумеется, насколько опасны непреднамеренные пожары не только для сварочных вытяжных систем, но и для всех типов систем воздуховодов. Искры представляют собой крайнюю опасность возгорания, и важно, чтобы ваша система вентиляции сварочного дыма была спроектирована с учетом опасности возникновения искр, если они часто возникают при сварке. Чтобы защитить ваши воздуховоды от опасности искр, некоторые из наших продуктов для выхлопных газов изготовлены из материалов, которые включены в список негорючих материалов UL 94 V-0.Это означает, что эти сварочные шланги устойчивы к возгоранию, когда любая из случайных искр, возникающих при сварке, касается поверхности шланга. Кроме того, искробезопасность и устойчивость к трению этих промышленных шлангов позволяет вашим сварочным выхлопным системам оставаться неповрежденными и неповрежденными при высоких температурах, что делает их действительно надежными изделиями, которые будут превосходно служить вам в течение долгого времени.
Мы предлагаем шланги из ПВХ и нержавеющей стали, которые идеально подходят для сварочных работ в тяжелых условиях, при которых выделяется большое количество высокотемпературных паров.Наши выпускные сварочные шланги не только являются одними из самых прочных гибких канальных шлангов, но и обладают самонесущей системой. Сварочный гибкий шланг-воздуховод, будучи в значительной степени самонесущим, можно манипулировать и формировать в соответствии с потребностями каждого отдельного применения. Полужесткий круглый воздуховод также ценится, потому что он сохраняет свою форму под воздействием внешних сил и давления. Это позволяет удобно расположить выхлопной шланг к источнику выхлопных газов, при этом гибкий корпус шланга воздуховода остается на месте сам по себе.Это самонесущие полужесткие гибкие шланги, которые доступны в широком диапазоне диаметров внутреннего диаметра.
Как уже отмечалось, нержавеющая сталь – невероятно популярный материал, обычно используемый при производстве сварочных выхлопных шлангов. Сочетание жесткости, маневренности и устойчивости делает сварочный канал из нержавеющей стали непревзойденным примером превосходного сварочного вытяжного шланга. Превосходная термостойкость и устойчивость к коррозии нержавеющей стали – тоже не повод чихнуть! Воздуховоды из нержавеющей стали (а также подавляющее большинство наших гибких воздуховодов) обычно имеют гладкие концы, что облегчает соединение между отдельными гибкими шлангами и вентиляционными отверстиями.
Взгляните на наш онлайн-каталог, чтобы получить подробное описание каждого из наших продуктов для сварочных каналов. В нашем каталоге вы найдете подробную информацию о наших продуктах, такую как термостойкость, доступные размеры, химическая стойкость, а также несколько изображений продуктов. Сварочная вытяжка может быть деликатным и требовательным предприятием, поэтому всегда лучше подготовить сварочный канал правильного типа для выполнения поставленной задачи. Чтобы вы получали продукцию только самого высокого качества, наши специалисты по воздуховодам готовы помочь вам по телефону, если вам понадобится помощь с вашим заказом.
11 этапов изготовления металлического воздуховода: Установка воздуховодов
Процесс производства металлического воздуховода:
1. Полевые измеренияИзмерьте размер на месте установки вентиляционной системы и начертите результаты измерений в эскиз как основу для системы обработки воздуховода. В процессе измерения следует учитывать следующие моменты:
(1) Измерьте расстояние между местом, где установлена система вентиляции, и колонной, между перегородкой и перегородкой, между зарезервированными отверстиями между перегородкой. и внешней стены, а также высоту этажа и высоту от земли до крыши.
(2) Измерьте толщину внешней стены, перегородки, размер зарезервированных отверстий, ширину и высоту дверей и окон, размер поперечного сечения колонны, расстояние между низом балки. плоская крыша, высота платформы и т. д., относящиеся к системе вентиляции.
(3) Измерьте размер, положение, высоту и относительное положение производственного оборудования, оборудования воздуховодов и соединительных отверстий компонентов вентиляции, соединенных воздуховодом.
(4) Измерьте размер, высоту и расстояние от стены фундамента или опоры вентиляционного оборудования.
Конкретное содержание измерения определяется в соответствии с реальной ситуацией, и следует обращать внимание на пересечение и расстояние между различными трубами и электрическими линиями.
2. Фактическое создание эскизаС помощью вышеуказанной работы нарисуйте эскизы установки для обработки.
3.Коррекция листа(1) Правильные машины для рулонов часто используются для рулонов, а стальные пластины исправляются путем многократной гибки с использованием нескольких роликов.
(2) Обычно деформация изгиба плоского листа корректируется методом ручной коррекции молотком. Если листовой материал составляет менее 0,8 мм, необходимо использовать деревянный молоток с плоской головкой с большой площадью, мягким характером, быстрым сплющиванием и высокой эффективностью для обработки молотком и сглаживания; если толщина ≥ 0.8 мм, для сглаживания следует использовать стальной молоток с плоской головкой.
По неровностям листа определите характеристики деформации, коробление или неровности, а затем поместите железную платформу для разглаживания.
4. ПодчеркиваниеОпределите толщину пластины в соответствии с расчетным размером воздуховода, выберите количество изогнутых труб и режим интерфейса.
Используйте методы расчета и развертывания, чтобы разрезать материал, определить линию разреза и сделать отметку разреза.
5. Раскладывание(1) Выберите соответствующий материал модели. Материал, из которого изготовлена модель, не должен быть слишком толстым, желательно от 1 до 3 мм. Отсутствие скручивания или деформации, лучше всего использовать крафт-бумагу, линолеум, мягкий пластиковый лист, тонкий железный лист и т. Д.
(2) Рассчитайте подходящую длину пластины для образцов. Длина образца круглой трубы равна длине внешнего диаметра трубы плюс толщина материала образца и умножается на π.
Из-за влияния сезона и материала модели, нарисованная длина может легко отличаться от фактической окружности трубы.
Например, модель, такая как бумага линолеума, становится твердой зимой, и может появиться явление неплотности внешней стенки трубы, поэтому модель недостаточно длинная.
Летом становится мягче, и модель легко растягивается.
Таким образом, необходимо принять соответствующие меры для соответствующего увеличения или уменьшения длины модели в разложенном состоянии.Следует отметить, что ни рост, ни уменьшение не могут быть выполнены после построения кривой расширения.
(3) Проверьте фактический объем обзора. После завершения модели необходимо проверить форму и размер обзора и обернуть его на внешней стенке трубопровода для определения объема.
Модель приближена к стенке трубы.
После того, как два конца сходятся, лучше не допускать зазоров и перекрытий.
Есть 3 способа расширения: метод расширения параллельных линий, метод радиационного расширения и метод расширения треугольника.
На листовом материале выполняется развертка и четкая печать краевой линии размера вырубки. Возможен следующий процесс стрижки.
Толщина стального листа, разрезанного вручную, составляет менее 0,8 мм.
Остальное в основном режется машинным способом.
(1) Перед резкой необходимо строго откалибровать размер линии разметки на пластине, на разрезаемой стальной пластине должна быть четкая касательная отметка.
После резки размер заготовки необходимо тщательно проверить перед обработкой.
(2) После открытия разреза стальную пластину следует зажать вертикально и разрезать по касательной. Поднятие отрезанного листа вверх вручную во время резки может снизить сопротивление во время резки.
(3) При вырезании изгибов, линий сгиба и углов никогда не прорезайте линии на листе. По этой причине конец ножниц должен совпадать с вершиной угла, не слишком далеко.
(4) При вырезании отверстия сначала прорежьте отверстие, вставьте ножницы и прорежьте по линии против часовой стрелки.
При вырезании круга, если диаметр небольшой, используйте изогнутые ножницы, чтобы вырезать против часовой стрелки.
Если диаметр круга больше, а поле меньше, его можно обрезать по часовой стрелке.
(5) После обрезки листа необходимо снять фаску на конце листа ножницами или устройством для снятия фаски.
7. Закрытие воздуховода(1) Выберите толщину пластины в соответствии с различными характеристиками и размерами воздуховода.Затем оставьте закрывающую кромку, чтобы сделать припуски на разгрузку.
(2) Метод рисования линии должен быть строгим, чтобы угол был прямым, линия была плоской, а аликвоты были точными, геометрический размер следует часто проверять. Линии, которые необходимо нарисовать, должны быть нарисованы, например: линия разреза, линия фаски, линия сгиба, линия отбортовки, линия отверстия, линия закрытия и т. Д.
(3) Резка и снятие фаски должны быть точными, чтобы минимизировать ошибки. После того, как лист отрезан, его необходимо снять фаску с помощью станка для снятия фаски или железных ножниц перед закрытием кромки.Избегайте нахлеста швов и загибов во время работы.
(4) Пластина после закрытия кромки помещается на фальцевальную машину в соответствии с нарисованной линией сгиба, и выполняется операция фальцовки.
Во время работы линия сгиба должна быть выровнена с верхней и нижней формами квадратной фальцевальной машины и загнута под желаемым углом.
(5) При создании круглого воздуховода прижмите край укуса к месту укуса в форме дуги с помощью тарелки, а затем обведите место укуса и отрегулируйте дугу в любое время, чтобы сделать его однородным.
(6) После складывания или закругления стального листа используйте закаточную машину или ручную закаточную машину.
Во время операции необходимо прикладывать равномерное усилие, чтобы не быть слишком тяжелым, чтобы избежать того, что прикус будет ненастоящим, вызывая явление разрыва и полубуса.
(7) Врезные швы стыка пластин воздуховода должны быть расположены в шахматном порядке, крестообразные швы не допускаются.
(8) Распространенные формы прикуса:
- Одиночный прикус можно использовать для сращивания пластины и закрытого прикуса круглого канала.
- Для прямоугольных воздуховодов или принадлежностей можно использовать угловой зажим, угловой зажим шарнира, зажим кнопки защелкивания.
- Круглые отводы могут иметь вертикальный прикус.
Канал из стального листа прикус стык:
- Толщина стального листа для изготовления воздуховодов и аксессуаров δ≤1,2 мм может быть соединена прикусом.
- δ> 1,2 мм следует сваривать.
- При стыковой сварке фланцев следует применять газовую сварку.
- Панели из оцинкованной сетки для изготовления воздуховодов и аксессуаров должны быть соединены внахлест или заклепаны.
- В воздуховодах из пластиковых композитных панелей можно использовать только методы заклепки и заклепки. Чтобы избежать ожога пластикового слоя при газовой и электросварке, на прихватке не должно быть острых краев, чтобы избежать царапин. При повреждении пластикового слоя его нужно вовремя красить и защищать.
Пластинчатый канал из нержавеющей стали прикус стык:
- Прикусное соединение может использоваться, когда толщина стенки воздуховода из пластины из нержавеющей стали δ≤1 мм.
- δ> 1 мм можно использовать дуговую сварку, аргонодуговую сварку, газовая сварка не допускается.
Электрод должен быть того же типа, что и основной материал, а механическая прочность не должна быть ниже минимального значения основного материала.
Врезка воздуховода из алюминиевой пластины стык :
- Когда толщина стенки δ алюминиевого воздуховода и принадлежностей меньше или равна 1.5мм, можно соединить прикус.
- δ> 1,5 мм применяется для газовой или аргонодуговой сварки.
- На поверхности алюминиевого воздуховода и фурнитуры не должно быть царапин. При разметке следует использовать цветные карандаши или цветные ручки. Прикус или придание формы воздуховоду следует производить деревянным молотком или деревянной квадратной линейкой, чтобы избежать деформации прикусного шва.
(9) Ширина и величина прикуса: Ширина прикуса определяется толщиной воздуховода.
Вообще говоря, для одного плоского прикуса, одиночного вертикального прикуса и одинарного углового прикуса ширина прикуса на первой пластине одинакова.
На второй пластине она вдвое шире, так что припуск на прикус в 3 раза больше ширины прикуса.
Величину прикуса следует оставлять с обеих сторон в соответствии с потребностями прикуса.
(10) Обработка прикуса:
Механическая обработка прикуса – это, в основном, работа различных прикусных станков.
За исключением стального ручного молотка, используемого для удлинения края доски, следует использовать деревянные квадратные ножки и деревянные молотки для изогнутых линий или твердых укусов, чтобы не оставлять очевидных следов.
Стык прикусного шва должен быть плотным, без полусухого прикуса или трещин.
Прямые стыки труб следует располагать в шахматном порядке в продольном стыковом шве, поскольку понятие воздуховода обычно включает колено, тройник и т. Д.
Круглый отвод состоит из нескольких коротких наклонных трубок, и при формировании отвода один прикус выполняется в одном направлении.
То есть прикусной шов каждой секции противоположный. Это потребность в производстве локтей, поэтому это положение не ограничивается.
Ширина прикусного шва должна быть одинаковой, чтобы избежать явления, когда прикусной шов будет широким на одном конце и узким на другом конце.
Это явление влияет не только на внешний вид, но и на прочность и герметичность прикусного шва.
8. Сварка ing форма воздуховода(1) Стыковая сварка:
Используется для сращивания пластин или горизонтальных швов и вертикальные закрытые швы.
(2) Сварка внахлест ing :
Используется для продольного закрытого шва прямоугольного воздуховода или фитинга или колена прямоугольного воздуховода, углового соединения тройника, и т. д.
Общая длина соединения внахлест составляет 10 мм, и проводка внахлестку должна быть маркирована перед сваркой.
Точечная сварка выполняется по линии во время сварки, а затем сварной шов сглаживается небольшим молотком перед непрерывной сваркой.
(3) Фланец приварной ing :
Используется для закрытия стыков безфланцевых соединений и круглых труб и колен. Газовую сварку можно использовать, когда лист тонкий.
(4) Угловой шов ing :
Применяется для продольного закрытого шва прямоугольных воздуховодов или фитингов или поворотных соединений прямоугольных колен тройники, закрытый шов круглых прямоугольных головок воздуховодов.
(5) Сварка воздуховодов из углеродистой стали:
Воздуховоды из углеродистой стали следует сваривать с помощью сварочного аппарата постоянного тока. Перед сваркой необходимо удалить грязь, масляные пятна и ржавчину в сварочном отверстии.
При использовании точечной или непрерывной сварки необходимо также удалить оксиды. Зазор должен быть минимальным, а сварные узлы при ручной точечной сварке должны быть своевременно удалены.
После сварки вовремя удалить электродный шлак и остатки сварочной проволоки в сварном шве и прилегающих участках.
(6) Сварка воздуховода из нержавеющей стали:
Перед сваркой необходимо очистить жир и грязь в области сварного шва, чтобы предотвратить образование отверстий для воздуха и шлифования в сварном шве.
Очистку можно производить бензином, ацетоном и т. Д. При сварке пластин из нержавеющей стали дуговой сваркой обычно следует наносить белый порошок на обе поверхности сварного шва, чтобы предотвратить прилипание сварочных брызг к поверхности пластины.
После сварки необходимо удалить шлак на сварном шве, а металлический блеск почистить щеткой из медной проволоки, протравить 10% -ным раствором соляной кислоты, а затем промыть горячей водой.
(7) Сварка алюминиевого воздуховода:
Перед сваркой сварочное отверстие необходимо обезжирить и удалить оксидную пленку, можно использовать проволочную щетку из нержавеющей стали.
Сварку необходимо провести в течение 2–3 часов после снятия, а после снятия необходимо провести обезжиривание.
Сварку необходимо провести в течение 2–3 часов после снятия, а после снятия необходимо провести обезжиривание.
Для обезжиривания можно использовать авиационный бензин, технический спирт, четыреххлористый углерод и другие чистящие средства и древесную стружку.
(8) Направление сварки газовой сварки тонкого стального пластинчатого канала обычно подходит слева направо.
Вы должны управлять направлением пламени, чтобы тепло с обеих сторон сварного шва оставалось сбалансированным.
Пламя должно двигаться вперед плавно и равномерно, а скорость сварочной проволоки в ванне расплава должна быть одинаковой.
(9) Требования к качеству сварных швов:
На поверхности сварного шва не должно быть таких дефектов, как трещины, прожог или отсутствие сварки. Продольные швы должны быть расположены в шахматном порядке.
Сварочный шов должен быть гладким, а точечная сварка должна быть попеременно симметричной во время сварки, чтобы предотвратить деформацию, а ширина сварочного шва должна быть одинаковой.
После сварки сварной шов необходимо очистить от сварочного шлака.
9. Изготовление фланца(1) Расстояние между болтами и заклепочными отверстиями фланца воздуховода системы низкого давления металлического фланца воздуховода не должно быть больше 150 мм.
Диаметр воздуховода системы высокого давления не должен превышать 100 мм.
В четырех углах фланца прямоугольного воздуховода должны быть отверстия для винтов.
(2) Расстояние между болтами и заклепками на фланце, в воздуховоде системы низкого и среднего давления меньше или равно 150 мм.
Воздуховод системы высокого давления меньше или равен 100 мм.
Четыре угла прямоугольного фланца должны быть закреплены усиливающими болтами или заклепками.
(3) Производство круглых фланцев:
Во время обработки весь угловой или плоский чугун раскатывается в спиральную форму на стальной намоточной машине, а прокатанная стальная полоса разрезается и вытягивается одна за другой на платформе для выравнивание и коррекция.
После регулировки выполняются сварка и сверление. Отверстия должны быть равномерно распределены по окружности, чтобы фланцы можно было использовать взаимозаменяемо.
(4) Прямоугольный фланец Производство:
Прямоугольный фланец изготовлен из четырех металлических уголков. При разметке и вырубке следует учитывать, что внутренний край фланца после сварки не может быть меньше внешнего размера воздуховода, и должен находиться в пределах допустимого значения отклонения.
Строго запрещается резка и пробивка стального уголка с использованием кислородной и ацетиленовой резки. Ее можно резать с помощью станка для резки материала или ручной пилы.
Изломы стального уголка должны быть гладкими, удалить заусенцы с обоих концов и приварить платформу.
Угол фланца следует измерить и отрегулировать после точечной сварки так, чтобы длины двух диагоналей были равны.
Расположение отверстий для винтов фланца должно быть точным, чтобы обеспечить беспрепятственный монтаж воздуховода.
Метод сверления такой же, как и для фланца круглого воздуховода.
(5) Производство алюминиевых пластинчатых фланцев:
Алюминиевые пластинчатые фланцы изготавливаются из плоского алюминия или углового алюминия.
Если вы хотите использовать стальной уголок вместо фланца из алюминиевой пластины, вам необходимо выполнить изоляцию и антикоррозионную обработку для предотвращения электрохимической коррозии воздуховода из алюминиевой пластины после контакта с фланцем из углеродистой стали.
Обычно поверхность углового стального фланца оцинкована или покрыта изоляционной краской.
(6) Фланец и соединение воздуховода:
Когда воздуховод и фланец соединяются заклепками, заклепка должна быть прочной и не должно быть заклепок или заклепок с утечкой.
Отбортовка должна быть гладкой и близкой к фланцу, а ее ширина должна быть одинаковой, не менее 6 мм, а в стыковочном шве и четырех углах не должно быть трещин или отверстий.
Когда воздуховод и фланец соединяются сваркой, торец воздуховода не должен быть выше плоскости стыка фланца.
Воздуховод системы пылеудаления должен быть заполнен внутренней сваркой и прерывистой внешней сваркой. Торцевая поверхность воздуховода должна находиться на расстоянии не менее 5 мм от плоскости сопряжения фланца.
Если фланец воздуховода из нержавеющей стали или алюминиевой пластины изготовлен из углеродистой стали, антикоррозионная обработка должна выполняться в соответствии с проектными требованиями.
Заклепка должна быть изготовлена из того же материала, что и воздуховод, или без электрохимической коррозии.
(7) Приемка качества изготовления фланца:
Сварной шов фланца воздуховода должен быть хорошо проплавлен и заполнен без ложных сварок и отверстий.
Допустимое отклонение от плоскостности фланца 2 мм. Расположение отверстий под винты фланцев одной и той же спецификации, обработанных в одной партии, должно быть согласованным и взаимозаменяемым.
10. Производство воздуховодов без фланцевых соединений(1) Большинство круглых воздуховодов имеют прямое соединение с раструбом или соединение с сердечником.
Соединение основной трубы с использованием основной трубы в качестве промежуточного соединителя. Две воздуховоды вставляются на обоих концах основной трубы для обеспечения соединения, а глубина вставки составляет не менее 20 мм.
Затем с помощью вытяжных заклепок или саморезов закрепите участок соединения воздуховода и основной трубы и плотно заклейте шов герметиком.
(2) На стыке прямоугольной воздуховода в основном используются вставки, зажимы, металлические пружинные зажимы и смешанные соединения.
Его размер должен быть точным, форма должна быть правильной, а граница раздела – плотной.
11. Армирование воздуховода(1) Способы армирования:
- Метод армирования по высоте стыка (то есть с помощью стоячего прикуса).
- Угловое стальное армирующее кольцо вокруг воздуховода.
- Большая сторона канала усилена стальным уголком.
- Внутренняя стенка воздуховода усилена в продольном направлении ребрами, а стальная пластина воздуховода усилена канавками качения или обжимными ребрами.
Требования к качеству арматуры воздуховода:
По крайней мере армирование воздуховода должно быть прочным. Чтобы он был превосходным, он должен быть аккуратным.
Расстояние между каждой арматурой должно быть подходящим, равномерным и параллельным друг другу.
(2) Форма и требования к армированию воздуховода:
Армирование воздуховода может быть в виде гофрированных стержней, стоек, стального уголка (внутренняя и внешняя арматура), плоской стали ( с использованием вертикальной арматуры), арматурных стержней и внутренней опоры трубы.
Как показано на Рисунке 4.3.1.11.
Рисунок 4.3.1.11 Форма армирования воздуховода
(3) Для армирования гофрированных стержней или гофрированной проволоки расположение должно быть равномерным, интервал должен быть равномерным и не должно быть очевидным. деформация поверхности доски.
(4) Арматура из стального уголка и ребра жесткости должны быть аккуратно расположены и равномерно симметричны, а высота должна быть меньше или равна ширине фланца воздуховода.
Заклепка стального уголка, ребер жесткости и воздуховода должна быть прочной, расстояние должно быть равномерным, а расстояние не должно превышать 220 мм. И два перекрестка должны быть соединены в один.
(5) Опора и воздуховод должны быть надежно закреплены, а расстояние между каждой точкой опоры, краем или фланцем воздуховода должно быть одинаковым, не более 950 мм.
(6) Если длина участка воздуховода системы среднего и высокого давления превышает 1250 мм, также должны быть арматурные стержни.
Однопроходной шов металлического воздуховода системы высокого давления также должен иметь усиление или усиление для предотвращения разрыва стыкового шва.
Проверить этиВоздуховоды | Лабораторная безопасность Руководство по проектированию
Системы и воздуховоды должны быть спроектированы таким образом, чтобы поддерживать отрицательное давление во всех частях воздуховодов внутри здания, когда система находится в эксплуатации.
Выхлопные воздуховоды должны быть спроектированы в соответствии с ANSI / AIHA Z9.2-2001, Глава 32 Справочника по основам ASHRAE 1997 г. и Раздел 6-5 NFPA 45-2000.
Воздуховоды лабораторной вытяжной системы должны соответствовать требованиям соответствующих разделов стандартов Национальной ассоциации подрядчиков по обработке листового металла и кондиционирования воздуха (SMACNA, 1985).
Вытяжной воздуховод должен быть огнестойким и устойчивым к коррозии и выбираться на основе его устойчивости к присутствующим первичным коррозионным веществам. Материалы выхлопной системы должны быть негорючими, если используется хлорная кислота или аналогичные окислители, представляющие опасность пожара или взрыва.
Конкретные требования к вентиляторам и двигателям вытяжного шкафа см. В критериях проектирования архитектора и инженера кампуса. Сварная нержавеющая сталь марки 316L часто используется, но может подвергаться воздействию некоторых коррозионных материалов. Нержавеющая сталь особенно не подходит там, где могут присутствовать пары соляной кислоты из-за воздействия хлоридов, или где могут присутствовать пары азотной кислоты. Оцинкованная сталь, покрытая изнутри и снаружи слоем поливинилхлорида толщиной 4 мл или коррозионно-стойким эпоксидным покрытием, может быть приемлемым материалом для воздуховодов отвода дыма; при определенных обстоятельствах в качестве альтернативы может использоваться пластик, армированный стекловолокном (с рейтингом UL).Для получения совета по совместимым материалам можно проконсультироваться с организацией кампуса ES&H.
ANSI Z9.5 5.3.1.2
8 CCR, 5154.1 (e) (7)
24 CCR, часть 4, 609.1
NFPA 45, Раздел 6-5.1
Руководство по основам ASHRAE, гл. 32
ACGIH Промышленная вентиляция: Руководство по рекомендуемой практике, гл. 5
Стыки вытяжного воздуховода должны быть герметизированы для защиты от химического воздействия.
Наклоните все горизонтальные воздуховоды вниз к вытяжному шкафу (рекомендуемая рекомендация: наклон составляет от 1 дюйма до 10 футов).
Лужи с жидкостью и скопление остатков, которые могут возникнуть в результате конденсации, могут создать опасные условия, если они будут собираться. В случаях, когда может накапливаться пыль или высокие концентрации твердых частиц, такое накопление в системе воздуховодов можно предотвратить, установив форсунки для распыления воды в воздуховоде через частые промежутки времени и наклонив воздуховод к соответствующему приемнику (например, влажному пылеуловителю).
UC практика
ANSI Z9.5 5.3.1.
Выхлопной канал должен быть заземлен для рассеивания статического электричества. Отрезки электропроводящих воздуховодов с обеих сторон гибкого соединения или другой изолирующей секции на пути воздушного потока должны быть электрически соединены и заземлены.
UC практика
Воздуховод системы приточной вентиляции лаборатории не должен иметь внутренней изоляции. Для подавления шума следует использовать шумозащитные экраны или внешнюю звукоизоляцию у источника.
Футеровка воздуховода из стекловолокна со временем портится и осыпается, что приводит к жалобам на качество воздуха в помещении (IAQ), неблагоприятным последствиям для здоровья, проблемам с обслуживанием и значительным экономическим последствиям. Стекловата и тугоплавкие керамические волокна классифицируются Национальной токсикологической программой как возможные канцерогены.
UC практика
Рекомендации по воздействию на рабочем месте, токсическим свойствам и методам работы для стекловолокна
AIHA
Объем вытяжного воздуха должен быть достаточным для поддержания температуры в воздуховоде ниже 400 ° F (205 ° C) во всех прогнозируемых обстоятельствах.
Это включает возгорание разлива легковоспламеняющейся жидкости, что, в свою очередь, требует оценки максимальной вероятной аварии, которая может привести к выделению тепла.
Если используются лабораторные химические вытяжки с регулируемым объемом воздуха (VAV), для удовлетворения этих критериев может потребоваться установка теплового датчика, чтобы сигнализировать системе управления VAV об увеличении потока отработанного воздуха. Альтернативным решением может быть конструкция выхлопной системы с более высокой температурой или конструкция дымохода с высокой температурой для тех частей выхлопной системы, в которых температура может превышать 400 ° F (205 ° C), в соответствии с NFPA 86–1999.
ANSI Z9.5 5.3.1.1
Анализ опасностей | Листовой металл и HVAC – Установка подвесов и воздуховодов для систем отопления и кондиционирования воздуха – Сварочный дым
Сварку и связанные с ней процессы, такие как электродуговая резка, обычно выполняют слесари, слесари-слесари, котельные и рабочие по обработке листового металла; другие профессии также могут выполнять сварку и термическую резку металлов. Эта работа часто происходит в резервуарах или котлах или в других плохо вентилируемых помещениях.Дым, образующийся во время сварки, содержит мелкие частицы, состоящие из компонентов основного металла, электродов, флюсов и присадочных стержней; эти частицы могут оседать в легких или попадать в кровоток, проходя через легкие. Сварка также может выделять опасные газы (см. Таблицу 1 ниже). Строительные рабочие могут подвергаться опасности, связанной с хромом и марганцем; экспозиция зависит от процесса сварки и конкретных используемых металлов. По оценкам, количество рабочих, подвергающихся воздействию сварочного дыма, колеблется от 410 000 штатных сварщиков до более одного миллиона рабочих, выполняющих периодическую сварку.
Американское общество сварки определило более 80 различных типов сварки и связанных с ними процессов, которые используются в коммерческих целях. Среди этих процессов некоторые из наиболее распространенных типов включают в себя ручную дуговую сварку металлическим электродом в защитных оболочках, дуговую сварку металлическим электродом в среде защитного газа, дуговую сварку порошковой проволокой, дуговую сварку вольфрамовым электродом в среде газа и другие, такие как дуговая сварка под флюсом, плазменная дуговая сварка и кислородно-газовая сварка.
Химические свойства сварочного дыма могут быть довольно сложными. Большинство сварочных материалов представляют собой сплавы металлов, характеризующиеся различными сталями, которые могут содержать железо, марганец, кремнезем, хром, никель и другие.Дымы выделяются из основного металла и сварочных стержней, а газы образуются в результате некоторых процессов дуговой сварки; см. таблицу 1.
Таблица 1. Опасные побочные продукты сварки
| ДЫМ | ГАЗЫ | ИЗЛУЧАЮЩАЯ ЭНЕРГИЯ | ДРУГИЕ ОПАСНОСТИ |
| Алюминий | Двуокись углерода | Ультрафиолет | Тепло |
| Кадмий | Окись углерода | Видимый | Шум |
| Хром III и VI | Оксид азота | Инфракрасный | Вибрация |
| Медь | Двуокись азота | ||
| Фториды | Озон | ||
| Утюг | |||
| Свинец | |||
| Марганец | |||
| Магний | |||
| Молибден | |||
| Никель | |||
| Кремнезем | |||
| Титан | |||
| Цинк |
Воздействие сварочного дыма может вызвать ряд последствий для здоровья, в том числе:
- металлическая лихорадка
- ХОБЛ / бронхит и астма
- рак легких
- неврологическое повреждение от марганца, такое как болезнь Паркинсона
Металлическая лихорадка : Это частое респираторное заболевание сварщиков.Симптомы включают гриппоподобные симптомы, такие как кашель, одышка и лихорадка, длящиеся несколько часов. Это вызвано воздействием сварочного дыма, содержащего цинк, медь, магний и кадмий.
ХОБЛ / бронхит : Хроническая обструктивная болезнь легких (ХОБЛ) включает хронический бронхит и эмфизему. Хронический бронхит возникает, когда кто-то регулярно кашляет с мокротой в течение как минимум 3 месяцев в течение двух лет подряд, и нет никаких заболеваний, вызывающих кашель.Эмфизема присутствует, когда происходит разрушение стенок воздушных пространств легкого. Разрушение воздушного пространства означает уменьшение поверхности легких; потеря поверхности легких снижает способность легких переносить кислород в организм и выводить отработанные газы наружу.
Людям с ХОБЛ зачастую больше 50, они курят 20 и более лет и / или подвергаются воздействию пыли и дыма на работе. Кашель с мокротой начинается так медленно, что становится едва заметным и возникает только утром.Затем кто-то с ХОБЛ часто болеет грудной клеткой с кашлем, мокротой и хрипом. По мере обострения ХОБЛ интервалы между этими инфекциями грудной клетки сокращаются. При тяжелой форме ХОБЛ происходит потеря доставки кислорода, и со временем это снижение кислорода может привести к сердечной недостаточности.
Курение является основной причиной ХОБЛ, но курение само по себе не объясняет всех ХОБЛ, поскольку только 15-20% курильщиков заболевают ХОБЛ, а 10% смертей от ХОБЛ происходят среди людей, которые никогда не курили.Профессиональное воздействие пыли и химикатов (паров, раздражителей, испарений) увеличивает риск развития ХОБЛ; Специфическими факторами воздействия, связанными с ХОБЛ в строительстве, являются древесная пыль, кадмий, диоксид кремния, сварочный дым, цементная пыль и, возможно, изоцианаты.В одном исследовании «Случай-контроль обструкции дыхательных путей у строительных рабочих» изучалось профессиональное воздействие паров, газов, пыли и дыма (VGDF) среди пожилых строительных рабочих в период с 1997 по 2013 год, сравнивая 834 рабочих с ХОБЛ и 1243 контрольных.Примерно 18% (95% ДИ = 2-24%) ХОБЛ в этой популяции можно отнести на счет воздействия на рабочем месте, связанного со строительными работами. После поправки на курение среди этой группы населения исследование также выявило среди строительных рабочих, которые никогда не курили, 32% (95% ДИ = 6-42%) ХОБЛ были связаны с рабочим местом.
Рак легких : У сварщиков повышенный риск рака легких, но неясно, связано ли это с выбросами от сварки или с воздействием асбеста, которое было обычным явлением в строительстве несколько десятилетий назад.Международное агентство по изучению рака пришло к выводу, что сварочные пары могут вызывать рак, а у сварщиков нержавеющей стали выше вероятность рака легких. Воздействие паров металла при сварке нержавеющей стали вызывает особую озабоченность, поскольку они содержат хром и никель, которые, как известно, вызывают рак у рабочих. Недавние исследования показывают, что среди сварщиков нержавеющей стали риск рака легких значительно возрастает с увеличением накопленного воздействия сварочных частиц. До сих пор не решено, несет ли процесс сварки мягкой стали канцерогенный риск.
Болезнь, похожая на болезнь Паркинсона: Марганец входит в состав почти всех сталей и присутствует во многих сварочных стержнях и проволоке. Уже много лет известно, что марганец вызывает неврологические повреждения. Первые случаи были зарегистрированы в 1837 году. В 1955 году в статье об отравлении горняков марганцем было описано «марганцевое безумие» с перепадами настроения, за которыми следовало развитие тремора, аномальной походки и других симптомов, сродни паркинсонизму.
Болезнь Паркинсона встречается с частотой 200 случаев на 100 000 человек.Около 2% населения старше 65 лет страдают болезнью Паркинсона. Симптомы включают тремор в покое, замедление и потерю движений, скованность, сутулость и потерю равновесия. Патологически эти симптомы связаны с потерей нервных клеток в определенной части мозга – базальных ганглиях. На основании аутопсий на людях и экспериментов на животных картина повреждения мозга от марганца несколько отличается от такового при паркинсонизме, но симптомы схожи, потому что повреждение происходит в тех же основных структурах, областях, которые контролируют движение и мышечный тонус.
Совершенно очевидно, что воздействие марганца существует при горнодобывающей промышленности, добыче руды и работе с металлами с высоким содержанием марганца. Информации о риске, связанном с более низкими уровнями Mn во время сварочных воздействий, меньше, но текущие исследования предполагают риск возникновения болезни Паркинсона среди сварщиков. Одно исследование паркинсонизма среди сварщиков показало, что болезнь у сварщиков была похожа на болезнь Паркинсона у других людей, за исключением того, что она возникла в более молодом возрасте.Более подробную информацию можно найти на веб-сайте NIOSH: http://www.cdc.gov/niosh/topics/welding/.Sheet Metal Welding by All County Sheet Metal, обслуживающая Лейк-Уорт и Уэст-Палм
Вопрос : Вам повезло в All County Sheet Metal, потому что у вас есть пара парней, которые действительно являются опытными сварщиками. Какие типы сварки могут выполнять ваши механики?
Джим : В основном мы выполняем сварку MIG, а это большая часть производства. Это сварочный аппарат с подачей проволоки.Он использует газ, очень эффективен и быстр. Другой формой была бы сварка TIG, которая является более точной. Это требует гораздо больше навыков, а также координации рук и глаз, но сварка намного лучше. Мы используем это, особенно когда делаем алюминиевые работы, нестандартные алюминиевые работы.
Если это производство алюминия, которым мы занимаемся, мы делаем индивидуальные лестничные стойки, которые мы продаем для стандартных грузовых фургонов, которые мы также производим и отправляем. Вот где мы могли бы использовать сварочный аппарат MIG, потому что это определенно производственная единица, и вам нужно иметь возможность производить их массово как можно быстрее, чтобы сэкономить клиентам.
Какие типы материалов можно сваривать?
Jim : Наш магазин в основном занимается оцинкованной сталью. Мы также делаем алюминий и нержавеющую сталь, но в основном алюминий и гальванизированную сталь.
Вопрос : Трудно сваривать нержавеющую сталь, не так ли?
Джим : Сваривать нержавеющую сталь очень сложно. Особенно сварка листового металла. У вас должно быть специальное оборудование. Не то чтобы мы не могли этого сделать, мы делаем это время от времени, но обычно это более толстый калибр, 20, чтобы сказать, 14-й калибр – это то, что мы бы сварили.Тогда, как правило, вы должны иметь возможность шлифовать и очищать его, поэтому это требует больше времени, чем алюминий или оцинковка.
Вы занимаетесь сваркой воздуховодов?
Джим : Да, есть.
Какой материал вы используете для сварных воздуховодов?
Джим : Чаще всего это будет оцинкованная сталь. Мы используем серию G90, которая представляет собой не что иное, как количество фактического покрытия на стали, содержащей цинк. Это можно использовать.Обычно, когда вы свариваете оцинкованный воздуховод, это может быть система вентиляции, и это обычно бывает в ресторане, где нужен сварной воздуховод.
.