
Бандажное соединение элементов воздуховода – РВК Вент
Бандажное соединение элементов воздуховода
Качество выполнения работ у нас в приоритете, но и экономичность проектов стоит не на последнем месте. Мы предлагаем клиентам максимально выгодные конструктивные решения. В промышленных объемах имеет значение цена каждого винтика, если таких винтиков сотни. Поэтому при монтаже аспирационных систем мы используем оптимальное с точки зрения надежности и экономии бандажное (бесфланцевое) соединение воздуховодов. Вместо громоздких фланцев используются тонкие соединительные элементы – бандажи. Это незамкнутые кольца из тонколистовой стали с “ушками” для болтов. Они идеально подходят для монтажа воздуховодов с высокой пропускной способностью.
Преимущества бандажного соединения перед фланцевым
- Скорость. Для фиксации бандажа нужно закрутить всего 2 болта, тогда как у фланца их 8-10.
- Надежность. Бандаж захватывает по 10 мм от концов обеих труб, обеспечивая идеальное сцепление.
- Простота демонтажа. При необходимости бандаж легко разбирается. Достаточно раскрутить болты и снять кольцо с трубы. Остатки мастики удаляются без труда.
Бандажное соединение выполняется в два этапа. На место соединения торцов труб надевают бандаж и фиксируют его болтами. Для герметичности соединения стык “ушек” заполняют герметиком;
Как это выглядит на практике, вы можете посмотреть на видео. И трубы, и сам бандаж – продукция компании “РВК Вент”.
Расход комплектующих на 1 соединение:
- 1 бандаж
- 2 болта
- 2 гайки
- 4 мл герметика.
Для сравнения: при фланцевом методе на то же соединение понадобятся 2 фланца, 8-10 болтов+ уплотнительная прокладка. Если учесть, что фланцы из оцинкованной стали стоят почти столько же, сколько и бандажи, разница в цене очевидна.
Компания “РВК Вент” всегда за разумную экономию. Если вы хотите узнать цену монтажа аспирационной системы на своем производстве – звоните, посчитаем!
Назадrvkvent.ru
Соединения воздуховодов: фланценвое, бандажное, ниппельное
Система вентиляции и кондиционирования как правило состоит из достаточно большого количества элементов, таких как воздуховоды, тройники воздушные клапаны, вентиляторы, фильтры и ещё множества прочих элементов.
Для качественной работы вентиляционной системы необходимо установить между ними надёжное соединение. При проектировании системы воздуховодов необходимо минимизировать количество соединений, но обойтись без них совсем не представляется возможным. Конечно же степень надёжности соединений будет определяться требованиями, предъявляемыми к данной системе воздуховодов. Иными словами необходимо знать класс помещения и область применения системы вентиляции, после чего можно будет выбрать необходимый класс соединения воздуховодов.
Самыми распространёнными способами соединения воздуховодов являются фланцевое и бесфланцевое соединение, второе название которого – бандажное.
Фланцевый класс соединений получил такое название из-за фланцев, расположенных на краях фасонных частей и воздуховодов, при помощи которых они крепятся друг к другу. Фланцы соединяются друг с другом методом расклёпывания или при помощи саморезов.
В случае с методом расклёпывания, надёжным считается соединение в котором клёпки располагаются по периметру на расстоянии друг от друга не менее чем двадцать сантиметров. Для более плотного прилегания и устранения щелей используют резиновые прокладки. Такой способ обеспечивает наиболее герметичное соединение, что особенно важно для воздуховодов, предназначенных для перемещения агрессивных сред. Во фланцевом классе соединений так же используют сварку.
Класс безфланцевого или бандажного соединения подразумевает соединение воздуховодов бандажом в месте их соединения друг с другом. Такой бандаж состоит из полоски тонкого металла и нескольких металлических реек. Данный способ соединения по сравнению с фланцевым является более выгодным с экономической точки зрения в виду того что металла расходуется меньше а монтаж вентиляционной системы воздуховодов производится быстрее.
Класс ниппельных соединений позволяет соединять воздуховоды между собой при помощи ниппелей, с применением герметизирующих составов и фиксацией саморезами, что позволяет произвести монтаж воздуховодов непосредственно вплотную к стене.
vs-vent.ru
Обозначение | Диаметр воздуховода D, мм | Масса, кг |
СТД 572А.ОО.ООО | 100 | 0.18 |
СТД 572А.ОО.ООО – 02 | 125 | 0.22 |
СТД 572А.ОО.ООО – 03 | 140 | 0.24 |
СТД 572А.ОО.ООО – 04 | 160 | 0.27 |
СТД 572А.ОО.ООО – 05 | 0.30 |
svarmetall.ru
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭ |
files.stroyinf.ru
Способ изготовления комплекта ободьев бандажа воздуховодов разного диаметра
Изобретение относится к обработке металлов давлением, а именно к способам изготовления комплекта ободьев бандажа воздуховодов разного диаметра. Цель изобретения – повышение производительности за счет исключения переналадки. Осуществляют поочередную навивку спиралей разных диаметров, резку их на отдельные ободья в виде незамкнутых витков. Поскольку внутренний диаметр бандажа должен быть больше наружного диаметра воздуховода, то обод изготавливают в виде незамкнутой окружности с разрывом в 50 мм. Каждый отдельный обод по направляющим концом спирали проталкивают на позицию заполнения герметиком. При этом спирали различных диаметров располагают таким образом, что их центры смещены друг относительно друга и лежат в одной плоскости, а касательные к точкам спирали, расположенным в упомянутой плоскости по одну из сторон от центров, также лежат в одной плоскости, совпадающей с базовой поверхностью оборудования. 1 ил. СОЮЗ СОВЕТСНИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК
А1 (51) 5 В 21 D 53/16
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К А BTOPCHOMY СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
00 ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ
ПРИ ГННТ СССР (2I) 4269324/25-27 (22) 23.04.87 (46) 30.05.90. Бк>л. № 20 (71) Проектно-конструкторское бюро Треста
«Са нте х деталь» (72) В. У. Копаев (53) 621.774.67 (088.8) (56) Авторское свидетельство СССР № 1400738, кл. В 21 D 53/16, 1987. (54) СПОСОБ ИЗГОТОВЛЕНИЯ КОМП гlЕКТА ОБОДЬЕВ БАНДАЖА ВОЗДУХОВОДОВ РАЗНОГО ДИАМЕТРА (57) Изобретение относится к обработке металлов давлением, а именно к способам изготовления кочплекта ободьев бандажа воздуховодов разного диаметра. Цель изобретения — повышение производительности за с «åò исключения переналадки.
Изобретение относится к обработке металлов давлениеч.
Цель изобретения — повышение производи гель«ости за счет исключения переналадки
На чертеже приведена условная схема расположения витков спиралей разного диаметра.
11осколькч внчтренний диаметр бандажа должен быть больше наружного диаметра воздуховода, но иметь равную или меньшую длину окружности и должен легко одеваться на воздуховод, обод изготавливают в виде незамкнутой окружности (разрыв в 50 мм задают чертежом на обод бандажа).
Способ изготовления комплекта ободьев ба ндажа воздуховодов разного диаметра заключается в гибке профиля в спираль, при этом для получения ободьев различ„„Я0„„1567309
Осуществляк1т поочередную навнвку спиралей разных диаметров. резку их на от.1ельные ободья в виде «cзачлнхтых витков. Поскольку внутренний ди DIEòð бандажа должен быть боль« е наружного диаметра воздуховода, то обод изготавливают в виде незамкнутой окру жности с разрывом в 50 мм. Каждый отдельный обод по направляющим концам спирали проталкивают на позицию заполнения герметиком.
При этом спирали разл«чных диаметров располагают таким образом, что их центры смещены друг относительно друга и лежат в одной плоскости, а касательные к точкам спирали. расположенным в упомянутой плоскости по одну из сторон от центро „также лежат в одной плоскости, совпадающей с базовой поверхностью оборудования, 1 ил. ных размеров спирали изготавливают также различных разчеров. При навивке кажа к> спираль располагают таким образом, чтобы ее центр находился в плоскости, перпен дикуляр ной базовой поверхности оборудования, а касательные ко всеч точкач А спирали, расположен«им в п.1осклст«, проходящей через центры сп«ра.tpH, были совмещены с базовой говерхностью оборхлован«я, независимо от размера изготавливаемой спирал«. Слира.1ь на мг рные н замкнчтие витли рхбят 3 штампе с 1loбым типом привода, а зат,, «одак)т и;. позицию заполнения герм T ком, проталк« вая отрубленный незачк«утый виток по направляющим.
При переходе на другой диаметр, например, самый большой, счираль располагают так, что pv6i.:à происхоl«T в точке А, а конец витка в гочк(Б, т. е. при
1567309
Редактор М. Товтин Техред И. Верее Корректор Н. Ренская
Заказ 1286 Тираж 596 1!одиисное
В!111И ПИ 1 ос!.тарстненно||| комитета но изидор| т
1 13035, Мо|кна, Ж 3, >, Рн1гиская наб., д. 4, 5
Произв||дстненно-изда геди| лил кои«ина | «Па ент,, i . чжгор«д, уа. Га| арина, ()1 изготовлении обода любого другого диаметра рубят в точке А, а конец незамкнутого витка приходит в точку Б, что позволяет использовать стабильное положение конца Б для подачи сигнала на рубку, при проталкивании отрубленного обода он (обод) вращается в направляющих и после одного оборота его конец проходит через точку А, общую для всех спиралей.
Расположив в точке A на втором витке после штампа сопло подачи герметика, можно обеспечить заполнение герметиком ободья любых диаметров без переналадки оборудования.
Спирали разных диаметров на заполнение герметиком ориентируют с помощью направляющих, поддерживающих отрубленныи виток, при этом спираль и обод перемешаются по винтовой линии.
Формула изобретения
Способ изготовления комплекта ободьев бандажа воздуховодов разного диаметра, включающий поочередную навивку спиралей разных диаметров, резку на отдельные ободья, передачу каждого отдельного обода на позицию заполнения герметиком и сброс готового изделия, отличающийся тем, что, 10 с целью повышения производительности за счет исключения переналадки, спирали различных диаметров располагают так, что их центры смещены друг относительно друга и лежат в одной плоскости, при этом касательные к точкам на каждой спирали, расположенным в упомянутой плоскости по одну из сторон от центров, также лежат в одной плоскости.
findpatent.ru
Установки вентиляционные пылеулавливающие | ||
Установки вентиляционные пылеулавливающие серии М (мебельное производство) | ||
УВП-М 800К (380В; 0,55кВт) | (диам. патрубка 100 мм) | 29 950 |
УВП-М 1200К (380В; 1,1кВт) | (диам. патрубка 120 мм) | 31 900 |
УВП-М 2000К (380В; 1,5кВт) | (диам. патрубков 140 – 120*80 мм) | 37 950 |
УВП-М 3000К (380В; 2,2кВт) | (диам. патрубков 180 – 2*140 мм) | 42 990 |
УВП-М 4000К (380В; 3,0кВт) | (диам. патрубков 225 – 2*160 мм) | 57 950 |
УВП-М 5000К (380В; 4,0кВт) | (диам. патрубков 250 – 3*140 мм) | 66 850 |
УВП-М 7000К (380В; 5,5кВт) | (диам. патрубков 280 – 4*140 мм) | 77 900 |
Установки вентиляционные пылеулавливающие серии С (столярное производство) | ||
УВП-С 2000К (380В; 2,2кВт) | (диам. патрубка 160 – 120*100мм) | 39 800 |
УВП-С 3000К (380В; 3,0кВт) | (диам. патрубков 225 – 2*160 мм) | 47 900 |
УВП-С 5000К (380В; 4,0кВт) | (диам. патрубков 250 – 3*140 мм) | 66 850 |
УВП-C 7000К (380В; 5,5кВт) | (диам. патрубков 280 – 4*140 мм) | 77 900 |
| | ||
УВП-П 3000К (пылевик с автоматической регенерацией) | (диам. патрубка 180 мм) | 199 500 |
УВП-П 6000К (пылевик с автоматической регенерацией) | (диам. патрубка 280 мм) | 357 800 |
Комплекс “ЭВЕНТА-6” (с пневмотранспортной системой) | (диам. патрубков 4*140 мм) | 1 399 000 |
Комплекс “ЭВЕНТА-10” (с пневмотранспортной системой) | (диам. патрубков 6*140 мм) | 1 995 000 |
| Комплекс “ЭВЕНТА-15” (с пневмотранспортной системой) | (диам. патрубков 9*140 мм) | 2 700 000 |
ВРП-01-3.15 (вентилятор пылевой транспортный 2,2 кВт) | (диам. патрубка 180 мм) | 35 700 |
ВРП-01-4 (вентилятор пылевой транспортный 5,5 кВт) | (диам. патрубка 280 мм) | 55 500 |
| ВР-01-3.8 (вентилятор высокого давления 2,2 кВт) | (диам. патрубка 180 мм) | 35 900 |
| ВР-01-4.5 (вентилятор высокого давления 5,5 кВт) | (диам. патрубка 280 мм) | 55 900 |
| Шлюзовой механизм МШ-150 (произв-ть 4,2 м3/час) | (диам. патрубка 160 мм) | 70 800 |
| Шлюзовой механизм МШ-200 (произв-ть 6 м3/час) | (диам. патрубка 225 мм) | 75 900 |
| Шлюзовой механизм МШ-250 (произв-ть 8 м3/час) | (диам. патрубка 250 мм) | 81 900 |
| УВП-ЦМ 800К (с циклоном ЦМ-310-А для заточных участков) | (диам. патрубка 120 мм) | 58 900 |
| УВП-ЦМ 1200К (с циклоном ЦМ-310-А для заточных участков) | (диам. патрубка 120 мм) | 60 900 |
| УВП-ЦМ 2000К (с циклоном ЦМ-430-А для заточных участков) | (диам. патрубка 180 мм) | 75 900 |
| УВП-ЦМ 3000К (с циклоном ЦМ-430-А для заточных участков) | (диам. патрубка 180 мм) | 80 990 |
| Циклон ЦМ-310 с улиткой | (диам. патрубка 120 мм) | 27 800 |
Циклон ЦМ-430 с улиткой | (диам. патрубка 180 мм) | 39 900 |
| Циклон УЦ-38-560 с улиткой | (диам. патрубка 180 мм) | 43 500 |
Циклон УЦ-38-710 с улиткой | (диам. патрубка 225 мм) | 52 900 |
Комплектующие материалы в продаже | ||
Фильтр к УВП /М 580х750/К/F5 (с хомут-ремнём) | к УВП-М 800К и УВП-М 1200К | 1 390 |
Фильтр к УВП /МС 580х1100/К/F5 (с хомут-ремнём) | к УВП серии М и С | 1 390 |
| Фильтр рукавный /Л180х2000/ | к УВП серии П | 1 280 |
Мешок-накопитель /М580х750/ (с хомут-ремнём) | к УВП-М 800К и УВП-М 1200К | 1 970 |
| Мешок-накопитель /МС580х1100/ (с хомут-ремнём) | к УВП серии М и С | 1 970 |
Хомут-ремень (МС580) | к УВП серии М и С | 590 |
Крыльчатка (М) d 330-380 | к УВП-М 800К, 1200К, 2000К, 3000К | 5 100 |
Крыльчатка (М) d 415-450 | к УВП-М 4000К, 5000К, 7000К | 5 500 |
Крыльчатка (С) d 315-335 | к УВП-С 2000К, 3000К | 5 650 |
Крыльчатка (С) d 380-400 | к УВП-С 5000К, 7000К | 5 900 |
Хомут (для соединения гибких воздуховодов со стальными) | любой диаметр | 280 |
Бандаж (для соединения стальных воздуховодов) | d-180 | 390 |
Пуско-защитное устройсвто (ПЗУ) | для эл.двиг. 0,55кВт – 5,5кВт | 5 900 |
Фасонные изделия систем аспирации из оцинкованного железа | ||
Тройник (штаны) | d – 180В -140Н x 140Н | 1 490 |
Шибер (задвижка) | d – 180 | 2 550 |
Отвод | d – 180 | 1 350 |
Полуотвод | d – 180 | 790 |
Переходник | d – 180 | 870 |
Шелевой заборник | d – 140B – 800 x 70 | 3 990 |
Коллектор | d – 180B – 3 x 120H | 3 700 |
| Воздуховод стальной (края под бандаж) пог.м. | d – 180 | 750 |
d – 140 | 670 | |
| | d – 120 | 590 |
Армированные шланги из ПВХ | ||
| (цена за пог. метр) | Ø 63 | 650 |
Ø 75 | 770 | |
| | Ø 100 | 900 |
| | Ø 120 | 1 150 |
| | Ø 125 | 1 230 |
| | Ø 140 | 1 490 |
| | Ø 150 | 1 550 |
| | Ø 160 | 2 300 |
| | Ø 180 | 2 450 |
| | Ø 200 (под заказ) | 2 590 |
| | Все цены указаны с учетом НДС | |
www.eventa-k.ru
Круглые фланцы для воздуховодов из полосы и уголка
 Главная » Продукция » Металлообработка » Фланцы
Главная » Продукция » Металлообработка » ФланцыФланцы круглые могут подойти для сварных и оцинкованных воздуховодов. Они способны обеспечивать надежное соединение без выступов и зазоров. Обычно соединение воздуховодов при помощи фланцев используется при монтаже систем удаления дыма, пневмотранспорта и аспирации. Фланцы могут пригодиться, когда требуется быстро получить участки воздуховодов, имеющие нужную длину.
Мы располагаем собственным оборудованием, производящим стальные фланцы круглые для воздуховодов.
Выполняется изготовление фланцев для воздуховодов из уголков методом прокатки профилей тремя роликами в холодном состоянии. После этого концы фланца скрепляют при помощи сварки. Для того, чтобы предотвратить коррозию, поверхность фланца покрывают грунтовкой ГФ.
Заказать фланцы или получить подробную информацию.
Фланцы круглые
Ниже вы можете ознакомиться с таблицами стандартных типоразмеров для фланцев вентиляционных сварных из уголков или полос.
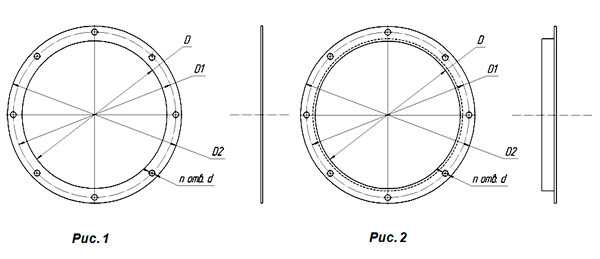
Плоские фланцы из полосы 25мм х 3мм (Рис. 1)
D – диаметр фланца внутренний, мм |
D2 – диаметр фланца наружний, мм |
D1 – диаметр по крепежным отверстиям, мм |
d – диаметр крепежных отверстий (овальных), мм |
n – кол-во крепежных отверстий, шт |
масса, кг |
100 |
150 |
130 |
8х12 |
4 |
0,23 |
125 |
175 |
155 |
8х12 |
6 |
0,27 |
140 |
190 |
170 |
8х12 |
6 |
0,30 |
160 |
210 |
190 |
8х12 |
6 |
0,34 |
200 |
250 |
230 |
10х16 |
6 |
0,42 |
250 |
300 |
280 |
10х16 |
6 |
0,51 |
280 |
330 |
310 |
10х16 |
0,60 |
|
315 |
365 |
345 |
10х16 |
8 |
0,63 |
355 |
405 |
385 |
10х16 |
8 |
0,71 |
400 |
450 |
430 |
10х16 |
8 |
1,83 |
Фланцы из уголка 25 х 25 х 4 мм (Рис. 2)
D – диаметр фланца внутренний, мм |
D2 – диаметр фланца наружний, мм |
D1 – диаметр по крепежным отверстиям, мм |
d – диаметр крепежных отверстий (овальных), мм |
n – кол-во крепежных отверстий, шт |
масса, кг |
315 |
365 |
345 |
10х16 |
8 |
1,45 |
Цены на фланцы производства компании “СИБИРЬ”
| Диаметр воздуховода, мм | Цена, руб/шт |
| 180 | 75 |
| 200 | 85 |
| 225 | 90 |
| 250 | 92 |
| 280 | 97 |
| 315 | 103 |
| 355 | 130 |
| 400 | 145 |
| 450 | 180 |
| 500 | 195 |
| 560 | 210 |
| 630 | 220 |
| 710 | 260 |
| 800 | 290 |
| 900 | 380 |
| 1000 | 430 |
| 1120 | 520 |
| 1250 | 670 |
| 1400 | 740 |
| 1600 | 840 |
| 1800 | 960 |
| 2000 | 1060 |
Изготовление круглых фланцев для воздуховодов
Данные изделия используются для соединения воздуховодов с фасонными изделиями и между собой. Фланец – это кольцо, которое изготовлено из стального уголка или стальной полосы. Для производства фланца используется сталь, имеющая толщину 3 или 4 миллиметра. Внутренний диаметр фланцев должен быть равен диаметру воздуховодов и может варьироваться от 100 до 1600 миллиметров.
Фланцы небольшого диаметра делаются исключительно из стальной полосы.
Крепежные отверстия фланца расположены по его окружности. Их количество всегда четное, но может зависеть от диаметра фланца. Число пробивных отверстий у фланца возможно делать меньше в диаметре, но в большем количестве, чем в стандартном варианте, если того пожелает заказчик. Такая модификация способно обеспечить более герметичное и плотное соединение воздуховодов и фланцев.
Преимущества компании «Сибирь»
Компания ООО «Сибирь» производит фланцы вентиляционные различного диаметра. Большой опыт работы на рынке и наличие собственных производственных мощностей позволяет предлагать продукцию высокого качества, Работа с нами – это:
- краткие сроки поставок продукции;
- оптимальные цены;
- наличие широкого ассортимента фланцевой продукции различного типа;
- оказание услуг по монтажу изделий;
- оказание услуг по организации доставки продукции в различные регионы.
У наших специалистов вы можете получить полную информацию об услугах компании. У нас представлены различные комплектующие для воздуховодов, будь то фланцы из уголка, либо бандажи различного типа.
Плоские фланцы вырезают из оцинкованного листа при помощи станка плазменной резки.
sibir-corp.ru